JP2020007729A - ねじ鉄筋用定着ナット及びその製造方法 - Google Patents
ねじ鉄筋用定着ナット及びその製造方法 Download PDFInfo
- Publication number
- JP2020007729A JP2020007729A JP2018127227A JP2018127227A JP2020007729A JP 2020007729 A JP2020007729 A JP 2020007729A JP 2018127227 A JP2018127227 A JP 2018127227A JP 2018127227 A JP2018127227 A JP 2018127227A JP 2020007729 A JP2020007729 A JP 2020007729A
- Authority
- JP
- Japan
- Prior art keywords
- screw
- nut
- mold
- core
- fixing nut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Reinforcement Elements For Buildings (AREA)
Abstract
Description
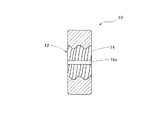
12 螺合孔
14 雌ねじ
16a、16b 凹溝
20 上型
22 下型
30 中子
34 雄ねじ部
36a、36b 凸条
Claims (2)
- 螺合軸方向の両端において開口し、内周面に雌ねじが形成された螺合孔を有し、
前記螺合軸方向における一方の端から他方の端に延び、且つそれら両端にて外方に開口する二本の凹溝が、互いに対向して、前記螺合孔の内周面に形成された雌ねじを横断するように形成されていることを特徴とするねじ鉄筋用定着ナット。 - 請求項1に記載のねじ鉄筋用定着ナットの製造方法にして、
型合わせされた状態において前記ねじ鉄筋用定着ナットの外形を与える成形キャビティが形成され、該ねじ鉄筋用定着ナットにおける螺合軸の軸中心線を含む平面を型合わせ面とする、一対の上型及び下型が準備される一方、
型合わせされた状態において、前記ねじ鉄筋用定着ナットにおける前記雌ねじに対応する雄ねじ形状と、前記二本の凹溝に対応する二本の凸条とを与える成形キャビティを形成し、且つ、該成形キャビティにおける該二本の凸条を与える部位に型合わせ面が位置する一対の成形型を用いて、前記雄ねじ形状及び前記二本の凸条を外周面上に有する中子が造型され、準備された後、
前記中子の外周面上に形成された前記二本の凸条の各々が、前記上型及び下型の型合わせ面と平行となるように、該中子が、該上型及び下型によって形成される成形キャビティ内に配置され、そのように配置された上型、下型及び中子を用いて鋳造が実施されることを特徴とするねじ鉄筋用定着ナットの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018127227A JP7097550B2 (ja) | 2018-07-04 | 2018-07-04 | ねじ鉄筋用定着ナット及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018127227A JP7097550B2 (ja) | 2018-07-04 | 2018-07-04 | ねじ鉄筋用定着ナット及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020007729A true JP2020007729A (ja) | 2020-01-16 |
| JP7097550B2 JP7097550B2 (ja) | 2022-07-08 |
Family
ID=69151002
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018127227A Active JP7097550B2 (ja) | 2018-07-04 | 2018-07-04 | ねじ鉄筋用定着ナット及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7097550B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58160612A (ja) * | 1982-03-18 | 1983-09-24 | 内外マリアブル株式会社 | 鋳造ナットの製造法 |
| JPH05340070A (ja) * | 1992-06-10 | 1993-12-21 | Taisei Denki Kogyo:Yugen | 乾式置床工法及びそれに用いるレベル調整用ナット |
| JP2003213841A (ja) * | 2002-01-28 | 2003-07-30 | Tokyo Tekko Co Ltd | ねじ鉄筋用定着金物 |
| JP2016003438A (ja) * | 2014-06-13 | 2016-01-12 | 東京鐵鋼株式会社 | ねじ鉄筋用定着金物およびその固定方法 |
-
2018
- 2018-07-04 JP JP2018127227A patent/JP7097550B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58160612A (ja) * | 1982-03-18 | 1983-09-24 | 内外マリアブル株式会社 | 鋳造ナットの製造法 |
| JPH05340070A (ja) * | 1992-06-10 | 1993-12-21 | Taisei Denki Kogyo:Yugen | 乾式置床工法及びそれに用いるレベル調整用ナット |
| JP2003213841A (ja) * | 2002-01-28 | 2003-07-30 | Tokyo Tekko Co Ltd | ねじ鉄筋用定着金物 |
| JP2016003438A (ja) * | 2014-06-13 | 2016-01-12 | 東京鐵鋼株式会社 | ねじ鉄筋用定着金物およびその固定方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7097550B2 (ja) | 2022-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101528387A (zh) | 铸型 | |
| KR20110026175A (ko) | 중공 코어를 이용한 수직형 원심주조법 | |
| CN107008866B (zh) | 一种筒形工件的制造工艺 | |
| JP2020007729A (ja) | ねじ鉄筋用定着ナット及びその製造方法 | |
| CN107073563A (zh) | 铸芯、铸芯的应用和制造铸芯的方法 | |
| KR102090793B1 (ko) | 건설기계 실린더블록용 주형 및 제조방법 | |
| CN118237553B (zh) | 一种圆形砂芯的定位系统及方法 | |
| KR100205967B1 (ko) | 주조용 주사금형의 조형방법 | |
| JP4086985B2 (ja) | 多気筒内燃機関のシリンダー | |
| CN113909433B (zh) | 一种角件蜡模成型方法及成型模具 | |
| JP2000110919A (ja) | 合成樹脂製の成形歯車 | |
| CN106734936B (zh) | 一种环冷机台车铸造方法及其铸造用复合砂芯 | |
| EP3895826B1 (en) | Method for producing shaft, and casting mold assembly | |
| CN108080567B (zh) | 一种排气管水冷砂芯模具 | |
| CN222058752U (zh) | 一种防止法兰冷缩的浇冒结构 | |
| KR100427310B1 (ko) | 금형의 주조방법 | |
| CN223589722U (zh) | 一种预制柱的制作模具和预制柱 | |
| JP4709562B2 (ja) | 鋳造用金型 | |
| JP5414255B2 (ja) | キャップの射出成形方法及びキャップ | |
| JPS5919542Y2 (ja) | 碍子キャップ用鋳型 | |
| JP6050930B2 (ja) | 筒状部材 | |
| JPS6232674Y2 (ja) | ||
| JPH0647705Y2 (ja) | 成形型 | |
| KR20030073395A (ko) | 사형주조방법 | |
| JPS6252658B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180711 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210415 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220307 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220315 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220512 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220607 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220616 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7097550 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |