JP2020008501A - 表面欠陥検出装置及び表面欠陥検出方法 - Google Patents
表面欠陥検出装置及び表面欠陥検出方法 Download PDFInfo
- Publication number
- JP2020008501A JP2020008501A JP2018131840A JP2018131840A JP2020008501A JP 2020008501 A JP2020008501 A JP 2020008501A JP 2018131840 A JP2018131840 A JP 2018131840A JP 2018131840 A JP2018131840 A JP 2018131840A JP 2020008501 A JP2020008501 A JP 2020008501A
- Authority
- JP
- Japan
- Prior art keywords
- image
- light
- defect
- value
- depth image
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Length Measuring Devices By Optical Means (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
Description
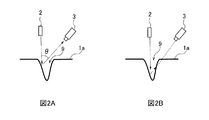
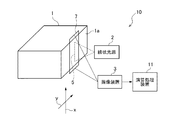
図3は、本発明による表面欠陥検出装置10の全体構成を示す概略図である。表面欠陥検出装置10では、測定対象物1の長手方向yに向けて測定対象物1が搬送されており、搬送されている測定対象物1の測定面1aの表面欠陥を検出する。表面欠陥検出装置10は、測定対象物1の測定面1aに対して所定のx方向(この場合、長手方向yと直交する垂直方向)に線状光を照射する線状光源2と、測定面1aの照射された線状光の反射光を撮像する撮像装置3と、撮像装置3で生成された光切断画像に基づいて測定面1aの表面欠陥を検出する演算処理装置11とを備えている。
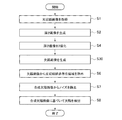
次に、表面欠陥検出装置10の演算処理装置11にて実行される、上述した表面欠陥検出処理について、図6に示すフローチャートを用いて簡単に説明する。図6に示すように、演算処理装置11は、開始ステップからステップS1に移る。
以上の構成において、表面欠陥検出装置10は、光切断線が存在しないx方向座標位置の欠値画素の画素値を1(第1所定値)とした欠値画像を生成するようにした。また、表面欠陥検出装置10は、光切断画像に基づいて測定対象物1の測定面1aの凹凸状態を表した深さ画像を生成し、深さ画像に対して2値化処理を行い、深さ画像でx方向座標位置毎に示された深さを、所定閾値に基づいて1(第1所定値)又は0(第2所定値)とした2値化深さ画像を生成するようにした。そして、表面欠陥検出装置10は、欠値画像及び2値化深さ画像のうち少なくともいずれかで、第1所定値であるx方向座標位置の画素値を1(第1所定値)とし、欠値画像及び2値化深さ画像のいずれも第1所定値でないx方向座標位置の画素値を0(第2所定値)として、光切断画像毎に、欠値画像と2値化深さ画像とを統合して欠陥画像を生成するようにした。これにより、表面欠陥検出装置10では、測定対象物1の長手方向yに沿って生成された複数の欠陥画像に基づいて、表面欠陥を検出することができる。
上記の実施形態では、2値化深さ画像とは別に欠値画像を生成し、欠値画像と2値化深さ画像とを統合して欠陥画像を生成する場合について説明したが、本発明はこれに限られない。例えば、欠値画像を生成せずに、2値化深さ画像からx方向座標位置の欠値画素を特定し、欠値画素を特定した2値化深さ画像に基づいて欠陥画像を生成するようにしてもよい。
2 線状光源
3 撮像装置
10 表面欠陥検出装置
11 演算処理装置
21 欠値画像生成部
22 深さ画像生成部
23 2値化処理部
24 欠陥画像生成部
27 欠陥検出部
Claims (7)
- 長手方向を有する測定対象物の測定面の表面欠陥を検出する表面欠陥検出装置において、
前記測定面に線状光を照射する線状光源と、
前記線状光による前記測定面上の光切断線を、前記長手方向に沿って前記測定面を変えながら撮像し、x方向に前記光切断線が延びた複数の光切断画像を生成する撮像装置と、
複数の前記光切断画像に基づいて前記表面欠陥を検出する演算処理装置と、
を有し、
前記演算処理装置は、
前記光切断画像毎に、前記光切断線が存在しない所定画素値以下のx方向座標位置を欠値画素とし、前記欠値画素の画素値を第1所定値とした欠値画像を生成する欠値画像生成部と、
前記光切断画像毎に、前記測定面の凹凸状態を前記x方向座標位置毎に表した深さ画像を生成する深さ画像生成部と、
前記深さ画像に対して2値化処理を行い、前記深さ画像で前記x方向座標位置毎に示された深さを、所定閾値に基づいて前記第1所定値又は第2所定値とした2値化深さ画像を生成する2値化処理部と、
前記光切断画像毎に前記欠値画像と前記2値化深さ画像とを統合し、前記2値化深さ画像及び前記欠値画像のうち少なくともいずれかで、前記第1所定値である前記x方向座標位置の画素値を前記第1所定値とし、前記2値化深さ画像の前記第2所定値と前記第1所定値とで各前記x方向座標位置を表した欠陥画像を生成する欠陥画像生成部と、
前記測定対象物の前記長手方向に沿って生成された複数の前記欠陥画像に基づいて、画素値が前記第1所定値である領域を前記表面欠陥として検出する欠陥検出部と、を備える、表面欠陥検出装置。 - 長手方向を有する測定対象物の測定面の表面欠陥を検出する表面欠陥検出装置において、
前記測定面に線状光を照射する線状光源と、
前記線状光による前記測定面上の光切断線を、前記長手方向に沿って前記測定面を変えながら撮像し、x方向に前記光切断線が延びた複数の光切断画像を生成する撮像装置と、
複数の前記光切断画像に基づいて前記表面欠陥を検出する演算処理装置と、
を有し、
前記演算処理装置は、
各前記光切断画像毎に、前記測定面の凹凸状態をx方向座標位置毎に表した深さ画像を生成する深さ画像生成部と、
前記深さ画像に対して2値化処理を行い、前記深さ画像で前記x方向座標位置毎に示された深さを、所定閾値に基づいて第1所定値又は第2所定値とした2値化深さ画像を生成する2値化処理部と、
前記2値化深さ画像に基づいて、前記光切断線が存在せずに画素値が検出できなかった各前記x方向座標位置を欠値画素として特定し、前記欠値画素の画素値を前記第1所定値として、前記2値化深さ画像の各前記x方向座標位置を、前記第1所定値と前記第2所定値とで表した欠陥画像を生成する欠陥画像生成部と、
前記測定対象物の前記長手方向に沿って生成された複数の前記欠陥画像に基づいて、画素値が前記第1所定値である領域を前記表面欠陥として検出する欠陥検出部と、を備える、表面欠陥検出装置。 - 前記演算処理装置は、前記光切断線が撮像されている前記x方向における光切断線存在領域を画素値に基づいて検出し、前記光切断線存在領域から外れた前記x方向の末端領域を光切断線非存在領域として特定し、前記光切断線非存在領域を前記表面欠陥の検出対象から除外させる非存在領域検出処理部を備える、請求項1又は2に記載の表面欠陥検出装置。
- 前記演算処理装置は、前記欠陥画像で、画素値が前記第1所定値である画素の領域の画素数が所定値以下の領域を前記欠陥画像から除去するノイズ除去処理部を備える、請求項1〜3のいずれか1項に記載の表面欠陥検出装置。
- 前記欠陥検出部は、前記欠陥画像と前記深さ画像とを用いて前記表面欠陥の凹凸状態を検出する、請求項1〜4のいずれか1項に記載の表面欠陥検出装置。
- 長手方向を有する測定対象物の測定面の表面欠陥を検出する表面欠陥検出方法において、
前記測定面に線状光を照射する照射工程と、
前記線状光による前記測定面上の光切断線を、前記長手方向に沿って前記測定面を変えながら撮像し、x方向に前記光切断線が延びた複数の光切断画像を生成する撮像工程と、
複数の前記光切断画像に基づいて前記表面欠陥を検出する演算処理工程と、
を有し、
前記演算処理工程は、
前記光切断画像毎に、前記光切断線が存在しない所定画素値以下のx方向座標位置を欠値画素とし、前記欠値画素の画素値を第1所定値とした欠値画像を生成する欠値画像生成工程と、
前記光切断画像毎に、前記測定面の凹凸状態を前記x方向座標位置毎に表した深さ画像を生成する深さ画像生成工程と、
前記深さ画像に対して2値化処理を行い、前記深さ画像で前記x方向座標位置毎に示された深さを、所定閾値に基づいて前記第1所定値又は第2所定値とした2値化深さ画像を生成する2値化処理工程と、
前記光切断画像毎に前記欠値画像と前記2値化深さ画像とを統合し、前記2値化深さ画像及び前記欠値画像のうち少なくともいずれかで、前記第1所定値である前記x方向座標位置の画素値を前記第1所定値とし、前記2値化深さ画像の前記第2所定値と前記第1所定値とで各前記x方向座標位置を表した欠陥画像を生成する欠陥画像生成工程と、
前記測定対象物の前記長手方向に沿って生成された複数の前記欠陥画像に基づいて、画素値が前記第1所定値である領域を前記表面欠陥として検出する欠陥検出工程と、を有する、表面欠陥検出方法。 - 長手方向を有する測定対象物の測定面の表面欠陥を検出する表面欠陥検出方法において、
前記測定面に線状光を照射する照射工程と、
前記線状光による前記測定面上の光切断線を、前記長手方向に沿って前記測定面を変えながら撮像し、x方向に前記光切断線が延びた複数の光切断画像を生成する撮像工程と、
複数の前記光切断画像に基づいて前記表面欠陥を検出する演算処理工程と、
を有し、
前記演算処理工程は、
各前記光切断画像毎に、前記測定面の凹凸状態をx方向座標位置毎に表した深さ画像を生成する深さ画像生成工程と、
前記深さ画像に対して2値化処理を行い、前記深さ画像で前記x方向座標位置毎に示された深さを、所定閾値に基づいて第1所定値又は第2所定値とした2値化深さ画像を生成する2値化処理工程と、
前記2値化深さ画像に基づいて、前記光切断線が存在せずに画素値が検出できなかった各前記x方向座標位置を欠値画素として特定し、前記欠値画素の画素値を前記第1所定値として、前記2値化深さ画像の各前記x方向座標位置を、前記第1所定値と前記第2所定値とで表した欠陥画像を生成する欠陥画像生成部と、
前記測定対象物の前記長手方向に沿って生成された複数の前記欠陥画像に基づいて、画素値が前記第1所定値である領域を前記表面欠陥として検出する欠陥検出工程と、を有する、表面欠陥検出方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018131840A JP7028091B2 (ja) | 2018-07-11 | 2018-07-11 | 表面欠陥検出装置及び表面欠陥検出方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018131840A JP7028091B2 (ja) | 2018-07-11 | 2018-07-11 | 表面欠陥検出装置及び表面欠陥検出方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020008501A true JP2020008501A (ja) | 2020-01-16 |
| JP7028091B2 JP7028091B2 (ja) | 2022-03-02 |
Family
ID=69151537
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018131840A Active JP7028091B2 (ja) | 2018-07-11 | 2018-07-11 | 表面欠陥検出装置及び表面欠陥検出方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7028091B2 (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113160168A (zh) * | 2021-04-16 | 2021-07-23 | 浙江高速信息工程技术有限公司 | 基于裂隙图像二值化连通区域的噪声处理方法和系统 |
| CN113610797A (zh) * | 2021-08-02 | 2021-11-05 | 逸美德科技股份有限公司 | 卡槽检测方法、装置和存储介质 |
| CN113781424A (zh) * | 2021-09-03 | 2021-12-10 | 苏州凌云光工业智能技术有限公司 | 一种表面缺陷检测方法、装置及设备 |
| CN114119534A (zh) * | 2021-11-24 | 2022-03-01 | 易思维(杭州)科技有限公司 | 一种基于三维点云的焊缝缺陷检测方法 |
| US20220084190A1 (en) * | 2020-09-15 | 2022-03-17 | Aisin Corporation | Abnormality detection device, abnormality detection computer program product, and abnormality detection system |
| TWI770757B (zh) * | 2020-08-19 | 2022-07-11 | 大陸商上海商湯智能科技有限公司 | 缺陷檢測方法、電子設備以及電腦可讀儲存介質 |
| CN115619767A (zh) * | 2022-11-09 | 2023-01-17 | 南京云创大数据科技股份有限公司 | 基于多光照条件的类镜面工件表面缺陷检测方法及装置 |
| CN115615998A (zh) * | 2022-12-13 | 2023-01-17 | 浙江工业大学 | 一种圆形磁芯侧面缺陷检测装置及其方法 |
| CN115953409A (zh) * | 2023-03-15 | 2023-04-11 | 深圳市深奇浩实业有限公司 | 基于图像处理的注塑件表面缺陷检测方法 |
| CN116152237A (zh) * | 2023-04-18 | 2023-05-23 | 中铁四局集团有限公司 | 一种钢轨剥落掉块检测方法及系统 |
| CN116359243A (zh) * | 2023-03-16 | 2023-06-30 | 深圳市德勤建工集团有限公司 | 基于计算机视觉的环保护墙板生产质量检测方法 |
| CN116482109A (zh) * | 2023-03-30 | 2023-07-25 | 中科慧远智能装备(广东)有限公司 | 一种表面缺陷检测方法、装置、存储介质及电子设备 |
| JP2025501797A (ja) * | 2022-12-29 | 2025-01-24 | エーエーシー マイクロテック(チャンヂョウ)カンパニー リミテッド | 厚さ検出装置および厚さ検出方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001194318A (ja) * | 2000-01-14 | 2001-07-19 | Ishikawajima Harima Heavy Ind Co Ltd | 損傷検出装置及び方法 |
| US20070008538A1 (en) * | 2004-01-22 | 2007-01-11 | Kiraly Christopher M | Illumination system for material inspection |
| JP2010117281A (ja) * | 2008-11-13 | 2010-05-27 | Jfe Steel Corp | スラブの表面欠陥検出方法およびスラブ表面欠陥検出装置 |
| JP2010117280A (ja) * | 2008-11-13 | 2010-05-27 | Jfe Steel Corp | スラブ表面欠陥検出方法およびスラブ表面欠陥検出装置 |
| JP2017083312A (ja) * | 2015-10-28 | 2017-05-18 | 三井造船株式会社 | 表面損傷検出方法および表面損傷検出装置 |
-
2018
- 2018-07-11 JP JP2018131840A patent/JP7028091B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001194318A (ja) * | 2000-01-14 | 2001-07-19 | Ishikawajima Harima Heavy Ind Co Ltd | 損傷検出装置及び方法 |
| US20070008538A1 (en) * | 2004-01-22 | 2007-01-11 | Kiraly Christopher M | Illumination system for material inspection |
| JP2010117281A (ja) * | 2008-11-13 | 2010-05-27 | Jfe Steel Corp | スラブの表面欠陥検出方法およびスラブ表面欠陥検出装置 |
| JP2010117280A (ja) * | 2008-11-13 | 2010-05-27 | Jfe Steel Corp | スラブ表面欠陥検出方法およびスラブ表面欠陥検出装置 |
| JP2017083312A (ja) * | 2015-10-28 | 2017-05-18 | 三井造船株式会社 | 表面損傷検出方法および表面損傷検出装置 |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI770757B (zh) * | 2020-08-19 | 2022-07-11 | 大陸商上海商湯智能科技有限公司 | 缺陷檢測方法、電子設備以及電腦可讀儲存介質 |
| US12051184B2 (en) | 2020-09-15 | 2024-07-30 | Aisin Corporation | Abnormality detection device, abnormality detection computer program product, and abnormality detection system |
| US20220084190A1 (en) * | 2020-09-15 | 2022-03-17 | Aisin Corporation | Abnormality detection device, abnormality detection computer program product, and abnormality detection system |
| JP2022048904A (ja) * | 2020-09-15 | 2022-03-28 | 株式会社アイシン | 異常検出装置、異常検出プログラム、および異常検出システム |
| JP7501264B2 (ja) | 2020-09-15 | 2024-06-18 | 株式会社アイシン | 異常検出装置、異常検出プログラム、および異常検出システム |
| CN113160168A (zh) * | 2021-04-16 | 2021-07-23 | 浙江高速信息工程技术有限公司 | 基于裂隙图像二值化连通区域的噪声处理方法和系统 |
| CN113610797A (zh) * | 2021-08-02 | 2021-11-05 | 逸美德科技股份有限公司 | 卡槽检测方法、装置和存储介质 |
| CN113610797B (zh) * | 2021-08-02 | 2024-02-13 | 逸美德科技股份有限公司 | 卡槽检测方法、装置和存储介质 |
| WO2022170743A1 (zh) * | 2021-08-02 | 2022-08-18 | 逸美德科技股份有限公司 | 卡槽检测方法、装置和存储介质 |
| CN113781424A (zh) * | 2021-09-03 | 2021-12-10 | 苏州凌云光工业智能技术有限公司 | 一种表面缺陷检测方法、装置及设备 |
| CN113781424B (zh) * | 2021-09-03 | 2024-02-27 | 苏州凌云光工业智能技术有限公司 | 一种表面缺陷检测方法、装置及设备 |
| CN114119534A (zh) * | 2021-11-24 | 2022-03-01 | 易思维(杭州)科技有限公司 | 一种基于三维点云的焊缝缺陷检测方法 |
| CN114119534B (zh) * | 2021-11-24 | 2025-01-07 | 易思维(杭州)科技股份有限公司 | 一种基于三维点云的焊缝缺陷检测方法 |
| CN115619767B (zh) * | 2022-11-09 | 2023-04-18 | 南京云创大数据科技股份有限公司 | 基于多光照条件的类镜面工件表面缺陷检测方法及装置 |
| CN115619767A (zh) * | 2022-11-09 | 2023-01-17 | 南京云创大数据科技股份有限公司 | 基于多光照条件的类镜面工件表面缺陷检测方法及装置 |
| CN115615998B (zh) * | 2022-12-13 | 2023-04-07 | 浙江工业大学 | 一种圆形磁芯侧面缺陷检测装置及其方法 |
| CN115615998A (zh) * | 2022-12-13 | 2023-01-17 | 浙江工业大学 | 一种圆形磁芯侧面缺陷检测装置及其方法 |
| JP2025501797A (ja) * | 2022-12-29 | 2025-01-24 | エーエーシー マイクロテック(チャンヂョウ)カンパニー リミテッド | 厚さ検出装置および厚さ検出方法 |
| CN115953409A (zh) * | 2023-03-15 | 2023-04-11 | 深圳市深奇浩实业有限公司 | 基于图像处理的注塑件表面缺陷检测方法 |
| CN116359243A (zh) * | 2023-03-16 | 2023-06-30 | 深圳市德勤建工集团有限公司 | 基于计算机视觉的环保护墙板生产质量检测方法 |
| CN116482109A (zh) * | 2023-03-30 | 2023-07-25 | 中科慧远智能装备(广东)有限公司 | 一种表面缺陷检测方法、装置、存储介质及电子设备 |
| CN116152237B (zh) * | 2023-04-18 | 2023-07-04 | 中铁四局集团有限公司 | 一种钢轨剥落掉块检测方法及系统 |
| CN116152237A (zh) * | 2023-04-18 | 2023-05-23 | 中铁四局集团有限公司 | 一种钢轨剥落掉块检测方法及系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7028091B2 (ja) | 2022-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2020008501A (ja) | 表面欠陥検出装置及び表面欠陥検出方法 | |
| KR101832081B1 (ko) | 표면 결함 검출 방법 및 표면 결함 검출 장치 | |
| JP6447637B2 (ja) | 表面欠陥検出装置、表面欠陥検出方法、及び鋼材の製造方法 | |
| JP6394514B2 (ja) | 表面欠陥検出方法、表面欠陥検出装置、及び鋼材の製造方法 | |
| US12320756B2 (en) | Surface-defect detecting method, surface-defect detecting apparatus, steel-material manufacturing method, steel-material quality management method, steel-material manufacturing facility, surface-defect determination model generating method, and surface-defect determination model | |
| JP6646339B2 (ja) | 表面欠陥検出方法、表面欠陥検出装置、及び鋼材の製造方法 | |
| JP6079948B1 (ja) | 表面欠陥検出装置および表面欠陥検出方法 | |
| JP2015210150A (ja) | 表面欠陥検出方法及び表面欠陥検出装置 | |
| CN111551567A (zh) | 一种基于条纹投影的物体表面缺陷检测方法及系统 | |
| JP6387909B2 (ja) | 表面欠陥検出方法、表面欠陥検出装置、及び鋼材の製造方法 | |
| EP4579225A1 (en) | Surface defect detecting method and surface defect detecting device | |
| KR102117697B1 (ko) | 표면검사 장치 및 방법 | |
| JP2017146248A (ja) | 欠陥検出装置、欠陥検出方法およびプログラム | |
| JP4563184B2 (ja) | ムラ欠陥の検査方法および装置 | |
| JP7040325B2 (ja) | 凹凸部検出方法及び凹凸部検出装置 | |
| JP2006189293A (ja) | スジ状ムラ欠陥の検査方法および装置 | |
| JP2004286708A (ja) | 欠陥検出装置、方法及びプログラム | |
| JP2002267619A (ja) | 欠陥検査方法及び装置 | |
| JP6185539B2 (ja) | 光コネクタのフェルール端面検査装置および検査用のプログラム | |
| JP2016217877A (ja) | 欠損検査装置、及び欠損検査方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210303 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220106 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220118 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220131 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7028091 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |