JP2020009545A - 空気極、金属空気電池、及び空気極の製造方法 - Google Patents
空気極、金属空気電池、及び空気極の製造方法 Download PDFInfo
- Publication number
- JP2020009545A JP2020009545A JP2018126836A JP2018126836A JP2020009545A JP 2020009545 A JP2020009545 A JP 2020009545A JP 2018126836 A JP2018126836 A JP 2018126836A JP 2018126836 A JP2018126836 A JP 2018126836A JP 2020009545 A JP2020009545 A JP 2020009545A
- Authority
- JP
- Japan
- Prior art keywords
- water
- repellent layer
- air
- air electrode
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/8663—Selection of inactive substances as ingredients for catalytic active masses, e.g. binders, fillers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/8647—Inert electrodes with catalytic activity, e.g. for fuel cells consisting of more than one material, e.g. consisting of composites
- H01M4/8657—Inert electrodes with catalytic activity, e.g. for fuel cells consisting of more than one material, e.g. consisting of composites layered
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M12/00—Hybrid cells; Manufacture thereof
- H01M12/04—Hybrid cells; Manufacture thereof composed of a half-cell of the fuel-cell type and of a half-cell of the primary-cell type
- H01M12/06—Hybrid cells; Manufacture thereof composed of a half-cell of the fuel-cell type and of a half-cell of the primary-cell type with one metallic and one gaseous electrode
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M12/00—Hybrid cells; Manufacture thereof
- H01M12/04—Hybrid cells; Manufacture thereof composed of a half-cell of the fuel-cell type and of a half-cell of the primary-cell type
- H01M12/06—Hybrid cells; Manufacture thereof composed of a half-cell of the fuel-cell type and of a half-cell of the primary-cell type with one metallic and one gaseous electrode
- H01M12/065—Hybrid cells; Manufacture thereof composed of a half-cell of the fuel-cell type and of a half-cell of the primary-cell type with one metallic and one gaseous electrode with plate-like electrodes or stacks of plate-like electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M12/00—Hybrid cells; Manufacture thereof
- H01M12/08—Hybrid cells; Manufacture thereof composed of a half-cell of a fuel-cell type and a half-cell of the secondary-cell type
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/8605—Porous electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/8605—Porous electrodes
- H01M4/8626—Porous electrodes characterised by the form
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/88—Processes of manufacture
- H01M4/8875—Methods for shaping the electrode into free-standing bodies, like sheets, films or grids, e.g. moulding, hot-pressing, casting without support, extrusion without support
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/88—Processes of manufacture
- H01M4/8878—Treatment steps after deposition of the catalytic active composition or after shaping of the electrode being free-standing body
- H01M4/8892—Impregnation or coating of the catalyst layer, e.g. by an ionomer
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/88—Processes of manufacture
- H01M4/8878—Treatment steps after deposition of the catalytic active composition or after shaping of the electrode being free-standing body
- H01M4/8896—Pressing, rolling, calendering
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Composite Materials (AREA)
- Inert Electrodes (AREA)
- Hybrid Cells (AREA)
Abstract
Description
以下、図1を参照して、本発明の第1実施形態の空気極10について説明する。図1は、空気極10の断面図を示す。空気極10は、撥水層1と、触媒層2とを備える。撥水層1は、多孔質である。触媒層2は、撥水層1と接触している。空気極10は、集電体3を更に備えていてもよい。集電体3は、触媒層2の面2bと接触している。触媒層2の面2bは、撥水層1と接触している触媒層2の面2aとは反対側の面である。集電体3上に触媒層2が設けられる。触媒層2上に撥水層1が設けられる。
撥水層1は、金属空気電池20の外側への電解質4が漏れることを防ぐ目的、及び触媒層2への空気Gを送り込む目的で、空気極10に設けられる。撥水層1は、多孔質である。つまり、撥水層1は、多数個の孔を有する。撥水層1及び撥水層1が有する孔の内壁は、撥水性を有する。このため、撥水層1が有する孔内には、水が浸入し難い。しかし、撥水層1が有する孔内を、空気Gは通過することができる。撥水層1は、空気Gを取り込むための多数個の孔を有し、且つ水を含有する電解質4を通し難いといった、相反する特性を備えている。
触媒層2は、多孔質であることが好ましい。触媒層2の厚さは、例えば、100μm以上2mm以下であることが好ましく、500μm以上1mm以下であることがより好ましい。触媒層2は、例えば、結着剤と、触媒粒子と、導電剤とを含有する。
集電体3は、気体である酸素ガスと、液体である水と、固体である触媒粒子との三相界面(例えば、触媒粒子の表面)に、電子を供給する。集電体3は、水を通過させる孔を有している。集電体3は、多孔質である。集電体3の厚さは、100μm以上600μm以下であることが好ましい。
第2実施形態の空気極10の製造方法は、第1実施形態の空気極10を製造するための方法である。以下、空気極10の製造方法の一例を説明する。空気極10の製造方法は、撥水層形成工程と、圧着工程とを少なくとも含む。空気極10の製造方法は、必要に応じて、触媒層形成工程を更に含んでいてもよい。
触媒層形成工程において、触媒粒子の粉末と、導電剤と、結着剤と、分散媒とを混練して混練物を形成する。次いで、混練物を圧延して、触媒層2を形成する。触媒層2は、例えば、シート状である。なお、触媒層2として市販品を使用する場合には、触媒層形成工程を省略してもよい。
撥水層形成工程において、撥水層形成材料31を延伸して、撥水層1を形成する。無孔層である撥水層形成材料31が引き伸ばされることによって、撥水層1が形成されるとともに、撥水層1に多数個の孔が形成される。このようにして、延伸により、撥水層1の表面における開孔率が40面積%以上となるように、撥水層1に多数個の孔が形成される。撥水層形成材料31としては、既に述べた撥水層1に含有されるフッ素樹脂が挙げられる。延伸は、1軸延伸であってもよく、2軸延伸であってもよい。1軸延伸は、撥水層1の幅方向又は長さ方向における延伸である。2軸延伸は、撥水層1の幅方向及び長さ方向の両方向における延伸である。延伸は、例えば、延伸機を用いて行われる。
圧着工程において、撥水層1と、触媒層2と、任意の集電体3とを圧着する。撥水層1と触媒層2と任意の集電体3とを圧着することにより、空気極10が得られる。まず、集電体3と、集電体3上に配置される触媒層2と、触媒層2上に配置される撥水層1とを備える積層体を準備する。積層体の表面に対して垂直な方向に、圧着のための圧力(以下「プレス圧」と記載することがある)を付与する。このようにして、積層体の表面に位置する撥水層1に圧力を付与することにより、撥水層1の表面における開孔率を低下させる。つまり、撥水層1に圧力を付与することにより、多孔質層である撥水層1の孔を適度につぶして、撥水層1の表面における開孔率を低下させる。開孔率の低下によって、撥水層1の表面における開孔率が30面積%以上45面積%未満に調整される。
A=100×(A1−A2)/A1・・・(1)
次に、第3実施形態の金属空気電池20を説明する。金属空気電池20の概要は、図2を参照して、既に述べたとおりである。金属空気電池20は、第1実施形態の空気極10と、金属極5と、電解質4とを少なくとも備える。金属空気電池20は、金属極5を負極(アノード)とし、空気極10を正極(カソード)とする。金属空気電池20は、例えば、亜鉛空気電池、リチウム空気電池、ナトリウム空気電池、カルシウム空気電池、マグネシウム空気電池、アルミニウム空気電池、又は鉄空気電池である。金属極5の材料としては、例えば、亜鉛、リチウム、ナトリウム、カルシウム、マグネシウム、アルミニウム、及び鉄が挙げられる。電解質4としては、電解液が好ましく、水酸化カリウム水溶液がより好ましい。金属空気電池20は、公知の方法により組み立てることができる。以上、第3実施形態の金属空気電池20について説明した。
<空気極(A−1)の作製>
(触媒層形成工程)
触媒としての二酸化マンガン(中央電気工業株式会社製「CMD−K200」)1.0重量部と、導電剤としてのカーボンブラック1.5重量部とを、ボールミルを用いて、一晩混合した。ボールミルには、直径4mmのジルコニアボールを使用した。加圧ニーダーの容器に、得られた混合物(詳しくは、二酸化マンガン及びカーボンブラックの混合物)と、結着剤としてのPTFE(ダイキン工業株式会社製「ポリフロン PTFE D−210C」、PTFE分散液、分散媒:水、固形分濃度:60wt%)と、水とを加えた。PTFE分散液の添加量は、容器内の全固形分の重量に対するPTFEの含有率が25wt%となるような量であった。水の添加量は、容器内の全固形分の濃度が50wt%となるような量であった。加圧ニーダーを用いて、容器の内容物を混練して、混練物を得た。ロール圧延機を用いて、混練物をシート状に成形して、乾燥させた。これにより、触媒層を得た。
図3を再び参照して、撥水層1の作製について説明する。PTFE粉末(ダイキン工業株式会社製「ポリフロンPTFE F−104」)100重量部とエタノール100重量部とを混練して、混練物を得た。ロール圧延機(株式会社サンクメタル製「メカ式加圧1トン精密ロールプレス」)を用いて、混練物を圧延して、シート状の圧延物を得た。このシート状の圧延物を撥水層形成材料31とした。シート状の圧延物は、無孔膜であった。続いて、延伸機(ブルックナー社製)を用いて、シート状の圧延物を延伸(より具体的には、1軸延伸)した。延伸機の延伸ユニット30の第2領域302(延伸領域)において、撥水層形成材料31の搬送方向Dsに対して垂直な方向に、シート状の圧延物が延伸された。延伸条件は、入口幅(距離L2)が300mmであり、出口幅(距離L3)が800mmであり、延伸領域の長さ(第2領域302の長さL5)が1.0mであり、シート搬送速度が3m/分であった。延伸により、シート状の延伸物が得られた。このようにして、多孔膜である撥水層1を得た。なお、撥水層形成工程は常温にて行い、第3領域303(熱処理領域)における熱処理は行わなかった。以上、図3を参照して、撥水層1の作製について説明した。
集電体として、ニッケルメッシュ(20メッシュ)を使用した。集電体の上に、作製した触媒層を配置した。触媒層の上に、作製した撥水層を配置した。次いで、圧着工程を行った。詳しくは、撥水層の表面に対して垂直方向に、圧力を付与(プレス)しながら、撥水層と触媒層と集電体とを一体化して、空気極(A−1)を得た。圧力を付与した際に、撥水層と触媒層とが圧着された。プレスの条件は、プレス圧が表1に示す通りであり、プレス時間が2分間であり、プレス温度が25℃であった。
表1に示す撥水層形成材料を使用したこと、撥水層形成工程の延伸における延伸領域の長さを表1に示す長さに設定したこと、及び圧着工程におけるプレス圧を表1に示すプレス圧に設定したこと以外は、空気極(A−1)の作製と同じ方法で、空気極(A−2)〜(A−9)及び(B−10)〜(B−14)の各々を作製した。
表1に示す撥水層形成材料を使用したこと、撥水層形成工程を行うことなく表1に示す撥水層形成材料をそのまま撥水層として使用したこと、及び圧着工程におけるプレス圧を表1に示すプレス圧に設定したこと以外は、空気極(A−1)の作製と同じ方法で、空気極(B−1)〜(B−9)の各々を作製した。
<撥水層の水との接触角の測定>
動的接触角計(FTA社製「FTA125」)を用いて、上記撥水層の作製で得られた撥水層の表面の水との接触角を測定した。水との接触角を、表2及び表3に示す。
走査型電子顕微鏡(SEM、株式会社日立ハイテクノロジーズ製「電界放出形走査電子顕微鏡 S−4800」)を用いて、1万倍の倍率で、圧着工程前の撥水層の表面を観察し、SEM画像を得た。SEM画像に画像処理を行うことにより、1視野中に観察される多数個の孔の各々の面積を算出した。式「開孔率=100×多数個の孔の面積の合計/1視野の面積」から、圧着工程前の撥水層の表面における開孔率A1(単位:面積%)を算出した。開孔率A1を、表3に示す。
走査型電子顕微鏡(SEM、株式会社日立ハイテクノロジーズ製「電界放出形走査電子顕微鏡 S−4800」)を用いて、1万倍の倍率で、圧着工程後の撥水層の表面(触媒層と接触している面と反対側の面)を観察し、SEM画像を得た。SEM画像に画像処理を行うことにより、1視野中に観察される多数個の孔の各々の面積を算出した。式「開孔率=100×多数個の孔の面積の合計/1視野の面積」から、圧着工程後の撥水層の表面における開孔率A2(単位:面積%)を算出した。圧着工程後の撥水層の表面における開孔率A2を、表2及び表3に示す。
上記<圧着工程後の撥水層の開孔率の測定>において、1視野中に観察された多数個の孔の各々の面積から、各孔の円相当径を算出した。1視野あたり50個の孔の円相当径を測定した。この円相当径の測定を、10視野について行った。そして、式「数平均孔径=測定した円相当径の合計/測定した孔の個数(即ち500個)」から、数平均孔径(単位:nm)を算出した。また、測定した500個の孔の円相当径のうちの最大値を、最大孔径(単位:nm)とした。また、測定した500個の孔の円相当径のうちの最小値を、最小孔径(単位:nm)とした。空気極(A−1)〜(A−9)のうち、代表例として空気極(A−1)の測定結果を示す。空気極(A−1)の数平均孔径は220nmであり、最大孔径は500nmであり、最小孔径は50nmであった。
<触媒層と撥水層との密着性の評価>
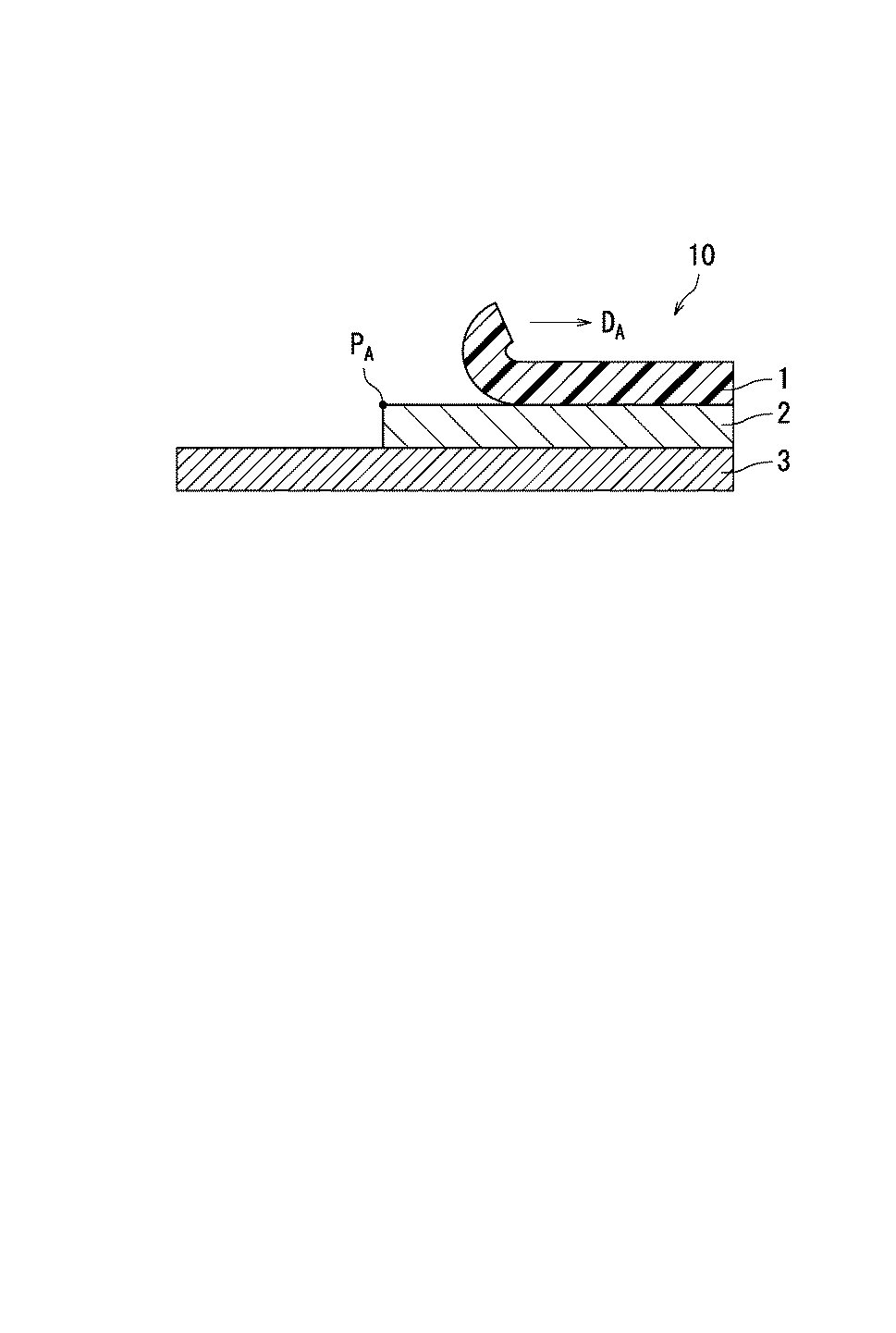
空気極(A−1)〜(A−9)及び(B−1)〜(B−14)に対し、触媒層と撥水層との密着性を評価した。図4を参照して、触媒層と撥水層との密着性の評価方法を説明する。図4に示すように、空気極10は、撥水層1と、触媒層2と、集電体3とを備えていた。空気極10の一端において、触媒層2から、撥水層1を剥がした。剥がした側の触媒層2の一端PAを固定したまま、撥水層1の一端を引っ張り方向DAに引っ張り、撥水層1を剥がし切るまでの最大張力(180°剥離強度、単位:N)を測定した。測定に使用した空気極10のサンプルの幅は55mmであり、長さは55mmであった。また、引張り速度は2mm/秒であった。剥離強度の測定結果を、表2及び表3に示す。
以下、図2を再び参照して、金属空気電池20について説明する。まず、図2に示すような金属空気電池20を作製した。金属空気電池20は、空気極10と、金属極5と、電解質4とを備えていた。正極として、空気極10(詳しくは、空気極(A−1)〜(A−9)及び(B−1)〜(B−14)の各々)を使用した。負極である金属極5として、亜鉛板を使用した。電解質4として、7Mの水酸化カリウム水溶液を使用した。
2 :触媒層
2a :触媒層の面
2b :触媒層の面
3 :集電体
4 :電解質
5 :金属極
10 :空気極
20 :金属空気電池
31 :撥水層形成材料
Claims (9)
- 多孔質な撥水層と、前記撥水層と接触する触媒層とを備え、
前記撥水層の表面における開孔率は、30面積%以上45面積%未満であり、
前記撥水層の水との接触角は、100度以上120度以下である、空気極。 - 前記撥水層の前記表面における数平均孔径は、250nm以下である、請求項1に記載の空気極。
- 前記撥水層の前記表面における最大孔径は、500nm以下である、請求項1又は2に記載の空気極。
- 前記撥水層は、ポリテトラフルオロエチレン、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体、パーフルオロアルコキシフッ素樹脂、及びポリフッ化ビニリデンのうちの少なくとも1種を含有する、請求項1〜3の何れか一項に記載の空気極。
- 集電体を更に備え、
前記集電体は、前記撥水層と接触している前記触媒層の面とは反対側の前記触媒層の面と接触している、請求項1〜4の何れか一項に記載の空気極。 - 請求項1〜5の何れか一項に記載の空気極と、金属極と、電解質とを備える、金属空気電池。
- 撥水層形成材料を延伸して、前記撥水層を形成する撥水層形成工程と、
前記撥水層と前記触媒層とを圧着する圧着工程とを含む、請求項1〜5の何れか一項に記載の空気極の製造方法。 - 前記撥水層形成工程において、前記撥水層形成材料を延伸することにより、前記撥水層の前記表面における開孔率が40面積%以上となるように、前記撥水層に多数個の孔を形成する、請求項7に記載の空気極の製造方法。
- 前記圧着工程において、前記撥水層に圧力を付与することにより、前記撥水層の前記表面における開孔率を低下させて、前記撥水層の前記表面における開孔率を30面積%以上45面積%未満に調整し、
下記式(1)から算出される前記撥水層の前記表面における開孔率の低下率Aは、20.0%以上である、請求項7又は8に記載の空気極の製造方法。
A=100×(A1−A2)/A1・・・(1)
(前記式(1)中、A1は前記圧着工程の前の前記撥水層の前記表面における開孔率を表し、A2は前記圧着工程の後の前記撥水層の前記表面における開孔率を表す。)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018126836A JP7112268B2 (ja) | 2018-07-03 | 2018-07-03 | 空気極の製造方法、及び金属空気電池の製造方法 |
| US16/446,302 US20200014035A1 (en) | 2018-07-03 | 2019-06-19 | Air electrode, metal-air battery, and method for manufacturing air electrode |
| CN201910569597.4A CN110676465B (zh) | 2018-07-03 | 2019-06-27 | 空气电极、金属空气电池以及空气电极的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018126836A JP7112268B2 (ja) | 2018-07-03 | 2018-07-03 | 空気極の製造方法、及び金属空気電池の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020009545A true JP2020009545A (ja) | 2020-01-16 |
| JP7112268B2 JP7112268B2 (ja) | 2022-08-03 |
Family
ID=69068812
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018126836A Active JP7112268B2 (ja) | 2018-07-03 | 2018-07-03 | 空気極の製造方法、及び金属空気電池の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20200014035A1 (ja) |
| JP (1) | JP7112268B2 (ja) |
| CN (1) | CN110676465B (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58198862A (ja) * | 1982-05-17 | 1983-11-18 | Toshiba Corp | 円筒形空気電極の製造方法 |
| JPS5994374A (ja) * | 1982-11-22 | 1984-05-31 | Toshiba Corp | 筒形空気電極 |
| JPS6261275A (ja) * | 1985-09-12 | 1987-03-17 | Toshiba Corp | 空気電池 |
| JPS6231788B2 (ja) * | 1981-05-29 | 1987-07-10 | Hitachi Seisakusho Kk | |
| JPH06338355A (ja) * | 1993-05-28 | 1994-12-06 | Toshiba Battery Co Ltd | 空気電池 |
| JP2005523566A (ja) * | 2002-04-16 | 2005-08-04 | ゴア エンタープライズ ホールディングス,インコーポレイティド | 電気化学装置の合わせフィルム |
| JP2017033650A (ja) * | 2015-07-29 | 2017-02-09 | 日本バルカー工業株式会社 | ガス拡散膜・撥水膜積層体及びこれを用いた空気極及び燃料電池並びにガス拡散膜・撥水膜積層体の製造方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1208168A (en) * | 1980-10-31 | 1986-07-22 | Eltech Systems Corporation | Producing electrode active layer from active carbon particles and fibrillated polytetrafluoroethylene |
| JPH0665039B2 (ja) * | 1986-07-03 | 1994-08-22 | 株式会社日立製作所 | 三層構造ガス拡散電極を用いた燃料電池 |
| JP3034110B2 (ja) * | 1991-12-16 | 2000-04-17 | 日東電工株式会社 | 撥水膜 |
| JP3686139B2 (ja) * | 1995-10-16 | 2005-08-24 | 東芝電池株式会社 | アルカリ二次電池 |
| WO2000011741A1 (en) * | 1998-08-20 | 2000-03-02 | Matsushita Electric Industrial Co., Ltd. | Fuel cell and method of menufacture thereof |
| JP3941031B2 (ja) * | 1999-11-18 | 2007-07-04 | 五郎 山内 | 防水型電気音響変換器 |
| CN100562353C (zh) * | 2004-10-21 | 2009-11-25 | 松下电器产业株式会社 | 氧透过膜、氧透过片和包括它们的电池 |
| JP2008041521A (ja) * | 2006-08-09 | 2008-02-21 | Matsushita Electric Ind Co Ltd | 空気電池 |
| JP4323535B2 (ja) * | 2007-04-26 | 2009-09-02 | クロリンエンジニアズ株式会社 | 水電解装置 |
| JP5822428B2 (ja) * | 2009-01-20 | 2015-11-24 | 大日本印刷株式会社 | ガス拡散層及びそれを用いた固体高分子形燃料電池 |
| JP5481330B2 (ja) * | 2009-09-11 | 2014-04-23 | 帝人株式会社 | 非水系電解質電池の製造方法、非水系電解質電池の製造に用いる巻芯 |
| KR20150032691A (ko) * | 2012-06-12 | 2015-03-27 | 모나쉬 유니버시티 | 기체 투과성 전극 및 제조 방법 |
| JP6474977B2 (ja) * | 2013-08-30 | 2019-02-27 | 日東電工株式会社 | 防水通気膜とそれを備える防水通気部材および防水通気構造ならびに防水通音膜 |
| JP2015220099A (ja) * | 2014-05-19 | 2015-12-07 | Tdk株式会社 | 全固体リチウムイオン二次電池 |
| JP6775316B2 (ja) * | 2016-04-20 | 2020-10-28 | 日本バイリーン株式会社 | 膜−電極接合体及び固体高分子形燃料電池 |
| CN106611858B (zh) * | 2016-12-20 | 2019-12-06 | 云南创能斐源金属燃料电池有限公司 | 无碳空气电极及其制备方法 |
| CN108183241A (zh) * | 2017-12-29 | 2018-06-19 | 张树雄 | 一种空气电极及其催化浆料制备方法 |
-
2018
- 2018-07-03 JP JP2018126836A patent/JP7112268B2/ja active Active
-
2019
- 2019-06-19 US US16/446,302 patent/US20200014035A1/en not_active Abandoned
- 2019-06-27 CN CN201910569597.4A patent/CN110676465B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6231788B2 (ja) * | 1981-05-29 | 1987-07-10 | Hitachi Seisakusho Kk | |
| JPS58198862A (ja) * | 1982-05-17 | 1983-11-18 | Toshiba Corp | 円筒形空気電極の製造方法 |
| JPS5994374A (ja) * | 1982-11-22 | 1984-05-31 | Toshiba Corp | 筒形空気電極 |
| JPS6261275A (ja) * | 1985-09-12 | 1987-03-17 | Toshiba Corp | 空気電池 |
| JPH06338355A (ja) * | 1993-05-28 | 1994-12-06 | Toshiba Battery Co Ltd | 空気電池 |
| JP2005523566A (ja) * | 2002-04-16 | 2005-08-04 | ゴア エンタープライズ ホールディングス,インコーポレイティド | 電気化学装置の合わせフィルム |
| JP2017033650A (ja) * | 2015-07-29 | 2017-02-09 | 日本バルカー工業株式会社 | ガス拡散膜・撥水膜積層体及びこれを用いた空気極及び燃料電池並びにガス拡散膜・撥水膜積層体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110676465A (zh) | 2020-01-10 |
| US20200014035A1 (en) | 2020-01-09 |
| CN110676465B (zh) | 2023-06-06 |
| JP7112268B2 (ja) | 2022-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP4235891A2 (en) | Separator for non-aqueous secondary battery, and non-aqueous secondary battery | |
| JP6070671B2 (ja) | 空気電池 | |
| US6368365B1 (en) | Method of making a battery | |
| JP2588523B2 (ja) | 炭素電極 | |
| US6921606B2 (en) | Composite films for electrochemical devices | |
| US10950910B2 (en) | Air cell and patch | |
| EP3404757B1 (en) | Metal-air battery including a gas diffusion layer and method of manufacturing the same | |
| CN113474925B (zh) | 水系电解液电池用负极和片状电池 | |
| JP2019216084A (ja) | 燃料電池用ガス拡散層、膜電極接合体、及び燃料電池 | |
| KR101775313B1 (ko) | 비수 전해액 이차 전지용 적층 세퍼레이터, 비수 전해액 이차 전지용 부재 및 비수 전해액 이차 전지 | |
| CN116391275A (zh) | 用于二次电池的正极活性材料、其制造方法、包括其的自立式膜、干电极、和包括干电极的二次电池 | |
| JP6927869B2 (ja) | 触媒層、空気極、金属空気電池及び触媒層の製造方法 | |
| JP5193478B2 (ja) | ガス拡散電極、膜−電極接合体とその製造方法、および固体高分子型燃料電池 | |
| CN118786547A (zh) | 二次电池用合剂、二次电池用合剂片及其制造方法以及二次电池 | |
| JP2022019433A (ja) | 非水電解液二次電池用積層体 | |
| JP2021197245A (ja) | ガス拡散層、膜電極接合体、燃料電池、及びガス拡散層の製造方法 | |
| JP6947565B2 (ja) | 空気極、金属空気電池及び空気極の製造方法 | |
| JP5182908B2 (ja) | 膜電極接合体および燃料電池 | |
| JP7657554B2 (ja) | 二次電池 | |
| TW201721946A (zh) | 氣體擴散電極及其製造方法 | |
| JP7112268B2 (ja) | 空気極の製造方法、及び金属空気電池の製造方法 | |
| JP2007128671A (ja) | ガス拡散電極、膜−電極接合体とその製造方法、および固体高分子型燃料電池 | |
| JPS6319979B2 (ja) | ||
| JP2007179870A (ja) | ガス拡散電極、膜−電極接合体、固体高分子型燃料電池およびそれらの製造方法 | |
| KR20120106137A (ko) | 탄소 나노 튜브를 이용한 아연-공기 전지용 고성능 망간 산화물 촉매의 제조방법과 이 촉매를 이용한 아연-공기 전지용 공기극 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210324 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220301 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220420 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220628 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220722 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7112268 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |