JP2020032618A - 積層体 - Google Patents
積層体 Download PDFInfo
- Publication number
- JP2020032618A JP2020032618A JP2018161054A JP2018161054A JP2020032618A JP 2020032618 A JP2020032618 A JP 2020032618A JP 2018161054 A JP2018161054 A JP 2018161054A JP 2018161054 A JP2018161054 A JP 2018161054A JP 2020032618 A JP2020032618 A JP 2020032618A
- Authority
- JP
- Japan
- Prior art keywords
- resin layer
- resin
- laminate
- adhesive
- surfactant
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
Abstract
【課題】離型シートを、印刷性に優れる親水性の高い樹脂層を保護することを目的として使用することで、離型コートが樹脂層へ転写することによる樹脂層表面の親水性の悪化を防止できる積層体を提供する。
【解決手段】基材1、樹脂層2、及びポリオレフィン樹脂層3が、この順に隣接した積層体5であって、ポリオレフィン樹脂層3は、積層体5の一方の表面にあり、ポリオレフィン樹脂層3の側の樹脂層2の表面の水接触角は、15度未満である、積層体。
【選択図】図1
【解決手段】基材1、樹脂層2、及びポリオレフィン樹脂層3が、この順に隣接した積層体5であって、ポリオレフィン樹脂層3は、積層体5の一方の表面にあり、ポリオレフィン樹脂層3の側の樹脂層2の表面の水接触角は、15度未満である、積層体。
【選択図】図1
Description
基材、樹脂層、及びポリオレフィン樹脂層が、この順に隣接した積層体に関する。
シートを接合するための接着性成分には、組成により分類すると主にゴム系、アクリル系、シリコーン系に分けられ、状態ごとに分類すると有機溶剤溶液、エマルション、固形(ホットメルト)、水溶液に分けられる。主な用途として、再粘着性は不要で容易に除去できるものが望ましい仮接着銘板の粘着加工の他、ラベル、フィルムの粘着コーティングなどへの仮接着、難接着材質(PP、PE、PTFE、EPDMなど)の貼り合わせ、両面粘着テープとった粘着部材への一次加工、仮接着よりも再粘着性や易剥離性が要求される再剥離粘着などがあり、各々の用途に適した接着性成分を選択する必要がある。また、上の分類の他にも最近では、一時的な仮粘接着の後に反応硬化する「粘接着剤」と呼ばれるタイプの商品も上市されている。
このように、多様な粘接着剤および多様な使用目的があるにもかかわらず、その表面に印刷加工を行うことは難しく、解決法は見出されていなかった(特許文献1を参照)。印刷手法には、オフセット印刷、グラビア印刷、スクリーン印刷、凸版印刷、フレキソ印刷などが代表的な手法として挙げられるが、何れの場合にも粘接着剤へのインキのぬれ性が悪く、インキの塗布不良による印刷かすれ、印刷にじみ、転写しきれなかったインキによる加工工程の汚染が問題となっている。一方で近年には、粘接着剤層に高い親水性を付与することで前記の塗工性を解決した事例が示された(特許文献2を参照)。
ところで、プラスチックフィルムの表面に離型層を設けた離型シートは、セラミックシート、ポリ塩化ビニルシート成形などの工程用フィルム、または粘着ラベル、粘着フィルム、液晶用偏光板フィルム・PDP粘着剤などの剥離フィルム、および医療用シップ薬粘着セパレーターとして広く利用されている(特許文献3、特許文献4を参照)。離型シートには機械的強度、耐熱性、熱寸法安定性および耐薬品性に優れ、且つ経済的であるポリエチレンテレフタレートフィルムの少なくとも片面に、剥離性向上のためのシリコーン系樹脂層を設けたフィルムが一般的に使用されている。
しかしながら、このようなシリコーン系樹脂層を有する離型シートを印刷特性に優れる高い親水性を有する粘接着層の保護フィルムとして使用した場合、シリコーン樹脂の転写により、粘接着層の親水性が悪化するばかりではなく、印刷のにじみといった外観不良も引き起こすことが課題であった。
本発明は、かかる従来技術の背景に鑑み、離型シートを印刷性に優れる親水性の高い樹脂層を保護することを目的として使用することで離型コートが樹脂層へ転写することによる樹脂層表面の親水性の悪化防止を実現する積層体を提供する。また、本発明の積層体に用いる離型シートには離型コートを塗工する工程を省くことができることから生産性を向上させることができる。
本発明は、かかる課題を解決するために次のような手段を採用するものである。
基材、樹脂層、及びポリオレフィン樹脂層が、この順に隣接した積層体であって、
前記ポリオレフィン樹脂層は、前記積層体の一方の表面にあり、
前記ポリオレフィン樹脂層の側の樹脂層の表面の水接触角は、15度未満である、積層体。
前記ポリオレフィン樹脂層は、前記積層体の一方の表面にあり、
前記ポリオレフィン樹脂層の側の樹脂層の表面の水接触角は、15度未満である、積層体。
本発明により、高い親水性を有する樹脂層が保護された積層体を提供せんとするものである。
以下に、本発明について、好ましい実施の形態とともに詳細に説明するが、本発明の範囲はこれらの形態に限定されるものではない。本発明の積層体は、基材、樹脂層、及びポリオレフィン樹脂層が、この順に隣接した積層体であって、前記ポリオレフィン樹脂層は、前記積層体の一方の表面にあり、前記ポリオレフィン樹脂層の側の樹脂層の表面の水接触角は、15度未満である特徴を有する。図1に本発明の積層体の断面の一例を示す。
なお、以下において、基材に樹脂層を積層した構成を液体展開シートという。そのため、液体展開シートの樹脂層側の表面にポリオレフィン樹脂層を貼合した構成が本発明の積層体である。
[基材]
本発明の基材は、樹脂層及びポリオレフィン樹脂層を積層することが可能な板状の領域を一部に有しさえすれば得に限定されないが、好適にはフィルムが用いられる。
本発明の基材は、樹脂層及びポリオレフィン樹脂層を積層することが可能な板状の領域を一部に有しさえすれば得に限定されないが、好適にはフィルムが用いられる。
基材として好適なフィルムは、有機高分子を含むことが好ましい。有機高分子としては、線状の有機高分子が好ましい。また有機高分子は、数平均分子量が5,000〜20,000であることが好ましい。フィルム中の有機高分子としては、分子内に2以上の官能基を有する架橋剤を添加し反応させたり放射線照射したりすることにより、部分的に架橋を形成した有機高分子も用いることができる。フィルム中の有機高分子は、フィルム100質量%中に50質量%以上100質量%以下の有機高分子を含むことが好ましい。フィルムは、有機高分子以外に、各種の添加剤などを含んでもよい。
基材に用いるフィルムに好適な有機高分子としては、例えば、ポリエステル、ポリオレフィン、ポリアミド、ポリエステルアミド、ポリエーテル、ポリイミド、ポリアミドイミド、ポリスチレン、ポリカーボネート、ポリ−ρ−フェニレンスルフィド、ポリエーテルエステル、ポリ塩化ビニル、ポリ(メタ)アクリル酸エステルが挙げられる。また、これらの共重合体やブレンド物やさらに架橋した化合物を用いることもできる。さらに、上記有機高分子の中でも、ポリエステル、例えば、ポリエチレンテレフタレート、ポリエチレン2,6−ナフタレート、ポリエチレンα,β−ビス(2−クロルフェノキシ)エタン4,4’−ジカルボキシレート、ポリブチレンテレフタレートなどからなるフィルムが好ましく、これらの中で機械的特性、作業性などの品質、経済性などを総合的に勘案すると、ポリエチレンテレフタレートからなるフィルムが特に好ましく用いられる。
基材に用いるフィルムとしては、単層フィルム、あるいは、2層以上の、例えば、共押し出し法で製膜したフィルムであってもよい。フィルムの種類としては、一軸方向あるいは二軸方向に延伸されたフィルム等を使用してもよい。樹脂層を形成する側の基材の表面には、樹脂層との接着性を良くするために、コロナ処理、イオンボンバード処理、溶剤処理、または、粗面化処理といった前処理が施されていても構わない。また、樹脂層を形成する側とは反対側の基材の表面には、フィルムの巻き取り時の滑り性の向上を目的として、有機物や無機物あるいはこれらの混合物のコーティング層が施されていても構わない。
本発明で用いられる基材は、隣接する樹脂層との接着強度を向上することを目的とした、厚み1μm以下の層(易接着層)を表層に有する積層構成としてもよい。
本発明に使用する基材の厚みは、柔軟性を確保の観点から500μm以下であることが好ましい。また、引張りや衝撃に対する強度を確保する観点から5μm以上がより好ましい。さらに、フィルムの加工やハンドリングの容易性から、基材の厚みの下限は10μm以上がさらに好ましく、上限は200μm以下がさらに好ましい。
[樹脂層]
本発明の樹脂層は、一方の表面が基材と他方の表面がポリオレフィン樹脂層と接するように配置され、樹脂を含み、さらにポリオレフィン樹脂層の側の樹脂層の表面の水接触角が15度未満となる層である。また、本発明の積層体が有する樹脂層は、接着性を発現する接着性成分と親水性を発現する親水性成分が含むことが好ましい。接着性成分と親水性成分の両方を含む樹脂層は、隣接するポリオレフィン樹脂層との適度な接着強度、及び、樹脂層の表面の親水性とを同時に有する層であることが好ましい。接着性成分と親水性成分は、同一構造に由来する成分であっても良いし、異なる構造に由来する成分であってもよい。同一構造に由来する成分とは、接着性を発現する構造と親水性を発現する構造の両方を兼ね備えた化合物を用いることを指す。なお詳細は後述するが、接着性成分としては樹脂を用いることが好ましい。
樹脂層の厚みに特に制限はないが、5〜50μmであることが好ましく、より好ましくは15〜40μmである。樹脂層の厚みが5μmより薄いと、樹脂層の加工精度の不足により面内での均一な厚みを担保できない場合があったり、基材との十分な接着強度を得られなくなったりする場合がある。一方で、樹脂層の厚みが50μmより厚くなると、樹脂の過剰量の使用による製造コストの増加や、積層体の搬送工程やスリット工程などで樹脂層が端部からはみ出し、工程を汚染する場合がある。なお、基材中の易接着層の最大厚みは1μmであることから、樹脂層と易接着層とは厚みによって区別することができる。
樹脂層はその表面にオフセット印刷、グラビア印刷、スクリーン印刷、凸版印刷、フレキソ印刷などに代表される手法にて印刷層を設けても良い。
[接着性成分]
本発明の樹脂層は少なくとも樹脂を含むが、樹脂層中の樹脂としては接着性成分を用いることが好ましい。樹脂層中の接着性成分は、一般に、被着体へ接着後に硬化反応により粘着性を失う接着剤(樹脂)、被着体へ接着後も粘着性を維持する粘着剤(樹脂)、あるいは加熱によって軟化し室温に戻すと固化する接着剤(樹脂)などが知られている。接着性成分となる樹脂は、熱可塑性樹脂、又は、熱硬化性樹脂のいずれも用いることができる。本発明において樹脂層中の接着性成分として用いる樹脂には、組成・硬化方法・固形分量などは問わないが、基材に対し、十分な接着強度を発現することが好ましい。樹脂層中の接着性成分としては、例えば、粘着剤、あるいは、熱により軟化し接着性を発現する機能、すなわちホットメルト性を有する熱可塑性樹脂であることが好ましい。このように、樹脂層中の接着性成分として好ましく用いることができるホットメルト性を有する熱可塑性樹脂を、以下においてはホットメルト接着剤と記載することもある。
粘着剤(Pressure Sensitive Adhesive)は、圧力を加えることで被着体を接着させる塗剤を指す一方、ホットメルト接着剤(Hot−Melt Adhesive)は、加熱することで被着体を接着させる塗剤を指す。粘着剤およびホットメルト接着剤ともに、常温では固形・半固形、高温では液体となる熱可塑性樹脂を主成分とする接着剤であり、水や有機溶剤にて塗液として希釈された溶液状態であってもよい。ここでいう主成分とは、粘着剤あるいはホットメルト接着剤全体を100質量%としたとき80質量%以上を占める成分を指し、ホットメルト接着剤の特性に最も大きな影響を与える成分となり得る。
粘着剤あるいはホットメルト接着剤の主成分として使用できる熱可塑性樹脂には、ポリエステル樹脂、(メタ)アクリル樹脂、ポリオレフィン樹脂、エチレン−酢酸ビニル共重合樹脂、ポリアミド樹脂、クロロプレン樹脂、アラミド樹脂、及びアクリルウレタン樹脂からなる群より選ばれる少なくとも1つの樹脂を含むことが好ましい。つまり樹脂層は、ポリエステル樹脂、(メタ)アクリル樹脂、ポリオレフィン樹脂、エチレン−酢酸ビニル共重合樹脂、ポリアミド樹脂、クロロプレン樹脂、アラミド樹脂、及びアクリルウレタン樹脂からなる群より選ばれる少なくとも1つの樹脂を含むことが好ましい。特にホットメルト接着剤は、熱硬化性樹脂と比べて低温で溶融するため、積層体に使用される他の部材への熱影響を小さく抑えることができるために好ましい。またホットメルト接着剤は、冷却により固化するため、短時間で接合が可能であり、作業性が向上する。
樹脂層が含む樹脂としては、先の群の中でもポリエステル樹脂または(メタ)アクリル樹脂を使用することが、基材との接着強度や、耐熱性などの観点から好ましい。さらに樹脂層は、融点が40℃以上150℃以下のポリエステル樹脂または(メタ)アクリル樹脂をホットメルト接着剤として使用することが特に好ましい。融点が40℃未満であると、熱接着時にホットメルト接着剤が流動してしまうことで接着させたくない部分にまで接着剤が流れ、接着させてしまう場合があり、150℃よりも大きいと、熱接着の際に高い温度をかけないと、接着させることができなくなることがあって、作業効率が低下したり、被接着体である基材やポリオレフィン樹脂層が熱で損傷したりしてしまう場合がある。また、ホットメルト接着剤は、樹脂の凝集力が向上し、樹脂層の接着強度が向上するため芳香族骨格を有することが好ましい。また、ホットメルト接着剤として上述した樹脂を1種類のみ用いてもよいし、複数の樹脂を用いてもよい。
樹脂層中の樹脂として用いることができるホットメルト接着剤を例示するが、本発明に用いることができる樹脂はこの限りではない。例えば、“アロンメルト”(登録商標)PES−120L、PES−140H、PES−111EE、PES310S30、PES375S40、PPET1008、PPET1025、PPET2102、PPET1303S(以上、東亞合成株式会社製)、Y−167、H−930−S、H−180S(以上、田中ケミカル株式会社製)、“ニチゴーポリエスター”(登録商標)SP−154、SP−165、SP−170、SP−176、SP−180、SP−182、SP−185(以上、日本合成化学株式会社製)、“バイロン”(登録商標)200、240、300、550、BX1001(以上、東洋紡株式会社製)、“ポリゾール”(登録商標)SE−1720、SE−4210E、SE−6210、SE−6210L(以上、昭和電工株式会社製)などを好適に用いることができる。
本発明の積層体は、基材、樹脂層、及びポリオレフィン樹脂層を接して配して、ニップローラーを用い、気泡をかみ込まないように接着させることで製造できる。
[親水性成分]
本発明の樹脂層には、樹脂層の表面に高い親水性を発現させるために、親水性成分が含まれることが好ましい。親水性成分は、樹脂の構造の一部に親水性の骨格として含有されていても良いし、単独の成分として含有されていても良い。樹脂の構造の一部として親水性を付与する場合、親水性を発現する官能基としては、ヒドロキシル基、カルボキシル基といった極性の高いものが挙げられ、これらを樹脂の構造の一部に導入することが好ましい。
本発明における親水性成分には、高い親水性を発現することが求められる。樹脂の分子内に親水性の官能基を導入する手法は、分子表面に出てくる親水性の官能基の割合に限りがあるため、高い親水性を得ることは難しい。一方で、親水性成分を単独の成分として含有する場合、比較的分子量の小さい化合物を選定することが可能であり、効率的に親水性の向上に寄与が可能である。そのため、親水性成分としては界面活性剤が好適である。つまり樹脂層は、界面活性剤を含有することが好ましい。
界面活性剤はその構造・種類が多く、親水性や樹脂との相溶性を最適化しやすい。また、複数の企業によって工業的に生産をされていることから市販として入手も容易である。樹脂層が含む界面活性剤に制限はないが、樹脂層はポリアルキレングリコール骨格を有する非イオン性の界面活性剤を含むことが好ましい。以下、ポリアルキレングリコール骨格を有する非イオン性の界面活性剤を、単に界面活性剤ということもある。本発明に用いるポリアルキレングリコール骨格を有する非イオン性の界面活性剤は、親水性の置換基としてポリアルキレングリコール骨格を有するとともに、疎水性の置換基として後述する骨格を併せて有する。
ここで、ポリアルキレングリコール骨格を有する非イオン性の界面活性剤としては、例えば、ポリオキシエチレンラウリル−硫酸エステルナトリウム塩等のポリオキシエチレン−アルキル硫酸エステル−ナトリウム塩、ポリオキシエチレン−ラウリルエーテル、ポリオキシエチレン−セチルエーテル、ポリオキシエチレン−オレイルエーテル、ポリオキシエチレン−ステアリルエーテル、ポリオキシエチレン−2−エチルヘキシルエーテル、ポリオキシエチレン−イソデシルエーテル等のポリオキシエチレン−アルキルエーテル、ポリオキシエチレン−モノラウレート、ポリオキシエチレン−モノステアレート、ポリオキシエチレン−モノオレート等のポリオキシエチレン−アルキルエステル、ポリオキシエチレンソルビタン−モノラウレート、ポリオキシエチレンソルビタン−モノステアレート、ポリオキシエチレンソルビタン−モノオレート、ポリオキシエチレンソルビタン−モノオレート等のソルビタンエステル・エチレンオキシド付加型、ポリオキシエチレン−ヤシ脂肪酸グリセリル等のモノグリセライド・エチレンオキシド付加型、ポリオキシエチレン−硬化ヒマシ油等のトリグリセライド・エチレンオキシド付加型、ポリオキシエチレン−ラウリルアミン、ポリオキシエチレン−アルキル(ヤシ)アミン、ポリオキシエチレン−ステアリルアミン、ポリオキシエチレン−オレイルアミン、ポリオキシエチレン−牛脂アルキルアミン、ポリオキシエチレンアルキル−プロピレンジ゛アミン等のアルキルポリエーテルアミン型ポリオキシエチレン−モノメチルエーテル、ポリオキシエチレン−ジメチルエーテル、ポリオキシエチレン−グリセリルエーテル、ポリオキシエチレン・α,ω−ビス−3−アミノプロピル−エーテル、ポリエチレングリコール−ポリプロピレングリコール−ポリエチレングリコール(ブロックコポリマー)などの界面活性剤が挙げられるが、本発明に用いることができるポリアルキレングリコール骨格を有する非イオン性の界面活性剤はこの限りでない。
ポリアルキレングリコール骨格を有する非イオン性の界面活性剤のうちより好ましくは、疎水性の置換基としてアルキル置換基を有する化合物が好ましい。市販されている具体例として、“パイオニン”(登録商標)D−1004、D−1007、D−1706−N、D−1715−N、D−1105、D−1110、D−1103−D、D−1105−D、D−1103−S、D−1105−S、D−1107−S、D−1109−S、D−1004、D−1004、D−1004、“ニューカルゲン”(登録商標)D−1203、D−1205、D−1208、“パイオニン”(登録商標)D−1305−Z、D−1323−Z、D−1803、D−1402、D−1420、D−1504、D−1508、D−1518、D−1106DIR、D−1110DIR、D−1107SP3、D−1301−P、D−1305−P(以上、竹本油脂株式会社製)、“エマルゲン”(登録商標)102KG、103、104P、105、106、108、109P、120、123P、130K、147、150、210P、220、306P、320P、350、404、408、409PV、42430、705、707、709、1108、1118S−70、1135S−70、1150S−60、“エマルゲン”(登録商標)2020G−HA、2025G(以上、花王株式会社製)、等が挙げられる。疎水性の置換基がアルキル基であると、アルキル基の炭素数が異なる界面活性剤の製造・入手が容易であるため、後述するHLB値を任意に変更できるという利点がある。
上記ポリアルキレングリコール骨格を有する非イオン性の界面活性剤で示される化合物のうち、疎水性の置換基として芳香族を含むアリルフェニル基を有するアリルフェニルエーテル型化合物で市販されている具体例として、“パイオニン”(登録商標)D−6512、D−6414、DTD−51、D−6315、D−6112、パイオニンD−7240、“ニューカルゲン”(登録商標)C−150、C−173、C−200、C−314、CP−50、CP−80、CP−120、CP−15−200、E−200(以上、竹本油脂株式会社製)等が挙げられる。疎水性の置換基がアリルフェニル基であると、例えば芳香族を有する樹脂を併用した場合に、樹脂と界面活性剤の芳香環のスタッキングによる凝集力向上効果によって、接着強度が向上するため好ましい。また、疎水性の置換基がアリルフェニル基であると、アリルフェニル基の繰り返し数を任意に調整した界面活性剤の製造・入手が容易であるため、後述するHLB値を任意に変更できるという利点がある。
上記ポリアルキレングリコール骨格を有する非イオン性の界面活性剤で示される化合物のうち、ソルビタン脂肪酸誘導体で市販されている具体例として、“レオドール”(登録商標)TW−L120、TW−L106、TW−P120、TW−S120V、TW−S106V、TW−S−320V、TW−O120V、TW−O106V、TW−O320V、TW−IS399C、“レオドールスーパー”(登録商標)TW−L120(以上、花王株式会社製)、“パイオニン”(登録商標)D−941、D−945、D−945T(以上、竹本油脂株式会社製)等が挙げられる。
前記ポリアルキレングリコール骨格を有する非イオン性の界面活性剤の数平均分子量(Mn)は、好ましくは500〜20,000、より好ましくは2,000〜20,000、特に好ましくは5,000〜18,000である。すなわち、かかる数平均分子量が500以上だと該積層体のロール加工に際しその搬送工程や印刷加工工程、またスリット加工工程などにおいて、搬送ロールやスリット刃表面や断面に界面活性剤成分が付着することを良好に防止することができ、その結果、各工程の清掃頻度が格段に減少するので好ましい。かかる数平均分子量が20,000以下であると、界面活性剤を樹脂層に均一に分散させやすくなるので好ましい。
また、かかる界面活性剤の融点または凝固点は、特に制限されるものではないが、30℃以下であるものが好ましい。より好ましくは、25℃以下であり、更に好ましくは、20℃以下である。融点または凝固点が30℃より大きいと、樹脂層から前記界面活性剤がブリードアウトしやすくなり、樹脂層の接着強度がばらつくことで接着強度の低下を招く場合がある。また、融点または凝固点が30℃以下であると、樹脂層と界面活性剤を混合した塗布液を調合する際に界面活性剤の加熱溶解作業が不要となるため作業容易性の観点から好ましい。
本発明における樹脂層は、樹脂層中に含まれる全ての樹脂の合計100質量部に対し、界面活性剤の量が0.1〜20質量部であることが好ましく、より好ましくは0.1〜12質量部であり、さらに好ましくは1〜10質量部である。樹脂層中の界面活性剤の量が、樹脂層中の樹脂の合計100質量部に対して0.1質量部未満であると、樹脂層の表面の親水性が十分に得られず、液体試料の導入性が十分に発揮されない場合がある。また、積層体搬送工程やスリット工程などで樹脂層に含まれる主成分が付着することを防止する効果が十分に発揮されない場合がある。樹脂層中の界面活性剤の量が、樹脂層中の樹脂の合計樹脂100質量部に対して20質量部より大きいと、樹脂層における界面活性剤に対する樹脂の配合比が低下するため、樹脂層の強度が低下し、安定した製膜が難しくなるばかりでなく、樹脂層と界面活性剤を混合した塗料の貯蔵安定性の低下を招く場合がある。加えて、樹脂層との十分な相溶性を得にくく、樹脂層表面にブリードアウトする界面活性剤が多くなり樹脂層の接着性が損なわれ、所望の接着強度を得られなくなる場合がある。界面活性剤がブリードアウトすることで積層体搬送工程やスリット工程などで界面活性剤成分が付着し、加工工程の汚染が発生する場合もある。樹脂層中の界面活性剤の量が、樹脂層中の樹脂の合計樹脂100質量部に対して0.1〜20質量部であると、上記の欠点を解決した樹脂層を得ることができるため好ましい。
本発明における樹脂層の、ポリオレフィン樹脂層の側の表面の水接触角は15度未満である。水に対する接触角が15度未満であることにより、液体試料の高速かつ安定した導入を十分に実現することができるため好ましい。樹脂層のポリオレフィン樹脂層の側の表面の水接触角は、15度未満であればその下限は特に限定されるものではないが、測定手法の観点から現実的には3度程度と考えられる。なお、本願では、水の接触角が15度未満である場合に親水性が高いと表現し、樹脂層の印刷特性が飛躍的に向上する。ポリオレフィン樹脂層の側の、樹脂層の表面の水接触角を15度未満とするためには、樹脂層が界面活性剤を含む態様、特に、樹脂層がポリアルキレングリコール骨格を有する非イオン性の界面活性剤を含む態様とすることで可能である。
本発明に用いる界面活性剤は、HLB値が8〜15の界面活性剤であることが好ましい。HLB値が8〜15の界面活性剤を用いることで、樹脂層との相溶性、つまり接着性成分や界面活性剤以外の親水性成分との相溶性を保ちつつ、樹脂層に親水性を与えることができるために好ましい。
HLB(Hydrophile−Lipophile Balance)値とは、親水親油バランスのことであり、下記式(1)から求められるグリフィン法(全訂版 新・界面活性剤入門 p128)により算出した値である。
界面活性剤のHLB値=(親水基部分の数平均分子量/界面活性剤の数平均分子量)×20 : 式(1)
界面活性剤のHLB値が15より大きい場合、界面活性剤と樹脂の主成分との十分な相溶性を得にくく、樹脂層表面にブリードアウトする界面活性剤が多くなり樹脂層の接着性が損なわれ、所望の接着強度を得られなくなる場合がある。一方で、界面活性剤のHLB値が8より小さい場合、樹脂層の親水性が十分に得られなくなる場合がある。界面活性剤のHLB値が8〜15であると、樹脂との相溶性および樹脂層の親水性の両立が可能であるため好ましい。
界面活性剤のHLB値が15より大きい場合、界面活性剤と樹脂の主成分との十分な相溶性を得にくく、樹脂層表面にブリードアウトする界面活性剤が多くなり樹脂層の接着性が損なわれ、所望の接着強度を得られなくなる場合がある。一方で、界面活性剤のHLB値が8より小さい場合、樹脂層の親水性が十分に得られなくなる場合がある。界面活性剤のHLB値が8〜15であると、樹脂との相溶性および樹脂層の親水性の両立が可能であるため好ましい。
[ポリオレフィン樹脂層]
離型シートは、積層体を製造する工程において樹脂層へ貼り合わせる方法で設ける層であって、樹脂層を汚れから保護する役割と、それとは逆に樹脂層成分の周囲への付着を防ぐ役割を担う。また加えて、積層体をロール状態とした場合の樹脂層の裏移りを防止する役割を担う。特に後者の役割は、樹脂層に例えば界面活性剤といった低分子化合物を併用している場合にその必要性は高い。
本発明の積層体は、基材、樹脂層、及びポリオレフィン樹脂層が、この順に隣接した積層体であって、ポリオレフィン樹脂層が積層体の一方の表面に配置される。つまり本発明の積層体において、ポリオレフィン樹脂層は、ポリオレフィン樹脂を含む層であり、樹脂層と隣接するようにして、積層体の一方の表面に配置される層であり、機能としては離型シートとして働く。離型シートとしては、一般的にシリコーン系樹脂層を設けたフィルムが用いられる場合が多いが、離型シートとしてシリコーン系樹脂層を設けたフィルムを用いた場合、つまり、基材、樹脂層、及びシリコーン系樹脂層を設けたフィルムをこの順に隣接させて、シリコーン系樹脂層を設けたフィルムを積層体の一方の表面に配置した場合、樹脂層へのシリコーン樹脂の転写が起こり、親水性が悪化するばかりではなく印刷のにじみといった外観不良も引き起こす問題がある。そこで本発明においては、樹脂層と接する、積層体の一方の表面の位置には、ポリオレフィン樹脂層が配置される。ポリオレフィン樹脂は、シリコーン系樹脂を始めとした撥水性のコート層を離型シートに設けなくとも、その表面の極性が小さいため、接着性を有する樹脂層と貼り合わせた場合において接着力を小さく保つことができ、容易に剥離できる。ポリオレフィン樹脂とは、単純なオレフィン類やアルケンをモノマーとして合成されるポリマーの総称である。ポリオレフィン樹脂は1種類のモノマーから成っていても、複数種類モノマーの共重合により成っていても良い。
本発明のポリオレフィン樹脂層に好適に用いることができるポリオレフィン樹脂としては、例えばポリエチレンおよびその共重合体、ポリプロピレンおよびその共重合体が挙げられる。ポリエチレンについては密度の違いにより主に低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)、高密度ポリエチレン(HDPE)、超高分子量ポリエチレン(UHPE)に分類される。ポリエチレン共重合体はエチレンとエチレン以外のモノマー以外とが重合して成る樹脂であり、酢酸ビニルと共重合した場合はエチレン−酢酸ビニル共重合体(EVA)、アクリル酸メチルと共重合した場合はエチレン−アクリル酸メチル共重合体(EMA)、ノルボルネンと共重合した場合はエチレン−シクロオレフィンコポリマー(COC)等を挙げることができる。ポリプロピレンについては延伸の方法により主に無延伸ポリプロピレン(CPP)、延伸ポリプロピレン(OPP)に分類される。これらの中で機械的特性、作業性などの品質、経済性などを総合的に勘案すると、延伸ポリプロピレン(OPP)からなる樹脂が特に好ましく用いられる。延伸ポリプロピレン(OPP)は、安価でかつ機械特性に優れる点からも本発明に好適である。本発明に用いるポリオレフィン樹脂が積層体のうちの1層となった場合、その層をポリオレフィン樹脂層と記載する。
ポリオレフィン樹脂層中のポリオレフィン樹脂の含有量は特に限定されないが、ポリオレフィン樹脂層中の全成分100質量%において、50質量%以上100質量%以下がポリオレフィン樹脂であることが好ましい。またポリオレフィン樹脂層は、ポリオレフィン樹脂以外に、各種の添加剤やその他の樹脂を含むことができる。
[樹脂層とポリオレフィン樹脂層との接着強度]
本発明の積層体について、JIS Z0237:2009に準拠したはく離速度50mm/分で、引き剥がし角度90°による樹脂層とポリオレフィン樹脂層との接着強度は、接着強度を3回評価し、その平均値を結果とした場合、15〜80mN/cmの接着強度を示すことが好ましい。接着強度が15mN/cm未満であると、接着力が弱いためにポリオレフィン樹脂層が樹脂層から剥離して、本発明の積層体を得ることができない。例えば、積層体をロール状態で搬送する場合にポリオレフィン樹脂層の浮きが発生したり、浮いたポリオレフィン樹脂層が再び樹脂層に接触したりすることで樹脂層の表面に浮き跡が残るといった外観不良が発生する場合がある。また、積層体を打ち抜き、裁断加工する際に打ち抜き刃に樹脂層から剥離したポリオレフィン樹脂層が付着し、生産性が低下することがある。接着強度が80mN/cmより大きいと、樹脂層からポリオレフィン樹脂層を剥離する際に、樹脂層に含まれる親水性成分がポリオレフィン樹脂層に付着し易いため、ポリオレフィン樹脂層剥離後、樹脂層の表面の接触角が大きくなる。また、ポリオレフィン樹脂層を剥離する際にジッピングが発生し、樹脂層の表面に剥離跡が残るといった外観不良が発生する場合ある。
[液体展開シートおよび積層体の製造方法]
液体展開シートは基材の一方の面に樹脂層を設けた2層から成る構成を指し、積層体の部分構造である。また、液体展開シートは積層体の製造過程において得られる構成であるため、まずは液体展開シートを製造する方法について以下説明する。
液体展開シートは、基材の少なくとも一方の表面に樹脂層を設けることで得られる。樹脂層は、例えば該樹脂層を構成する接着性成分および親水性成分を含む塗布液を基材に塗布することで形成される。かかる塗布液は、例えば、接着性成分及び親水性成分の機能を有するホットメルト接着剤、並びに、界面活性剤を混合したもの、あるいはそれらを熱溶融して得ることができる。該塗布液の基材への塗布方法は、特に限定されないが、グラビアコート法、リバースコート法、キスコート法、ダイコート法、およびバーコート法などの方法を用いることができ、塗布液の粘度や塗工厚み等によって最適な手法を選定する。なお、塗布液の濃度、塗膜の乾燥条件または、塗膜の冷却条件は特に限定されるものではないが、塗膜の乾燥条件は、基材の諸特性に悪影響を及ぼさない範囲で選定することが望ましい。液体展開シートは、親水性の評価手法である水の接触角を評価する際に用いる。
続いて本発明の積層体の製造方法について説明する。積層体とは、液体展開シートの樹脂層の表面に、ポリオレフィン樹脂層が隣接するように配置した構成を指し、図1にその断面が表される構成である。液体展開シートの樹脂層の表面に、ポリオレフィン樹脂層を積層する方法については特に問わないが、枚葉で行う場合はハンディタイプのラミネートローラーを用い、樹脂層の表面に対しポリオレフィン樹脂層をかぶせることで貼り合わせる。ロールで行う場合は、基材へ樹脂層を積層した後、巻き取り工程前に第二繰り出しローラーからポリオレフィン樹脂層を繰り出し、ニップローラーで挟み込むことで貼り合わせる。ラミネートローラーおよびニップローラーの材質は特に限定されないが、ポリオレフィン樹脂層を滑らせることなくかつ傷つけることなく取り扱えること、また気泡の混入を抑制できる観点から弾性のある材質である合成ゴムが好ましく、NBR(アクリロニトリルブタジエンゴム)がより好ましい。
以下に本発明を実施例により具体的に説明を行なうが、本発明はこれらの実施例により限定されるものではない。なお、実施例において各特性の評価方法は、以下の通りである。
[基材、樹脂層、およびポリオレフィン樹脂層の厚み[μm]]
積層体について、マイクロサンプリングシステム(日立製作所(株)製FB−2000A)を使用してFIB法により断面出しを行った。その後、透過型電子顕微鏡(日立製作所(株)製H−9000UHRII)を用い加速電圧300kVとして、観察用サンプルの断面を観察し、標準スケールに対する基材、樹脂層、およびポリオレフィン樹脂層の厚み[μm]を算出した。
積層体について、マイクロサンプリングシステム(日立製作所(株)製FB−2000A)を使用してFIB法により断面出しを行った。その後、透過型電子顕微鏡(日立製作所(株)製H−9000UHRII)を用い加速電圧300kVとして、観察用サンプルの断面を観察し、標準スケールに対する基材、樹脂層、およびポリオレフィン樹脂層の厚み[μm]を算出した。
[樹脂層の付着量[g/m2]]
塗布液を塗布した基材100cm2の質量を測定し(A)、次に塗布液の塗布前の基材100cm2の質量を測定し(B)、(A−B)×100で付着量[g/m2]を算出した。
塗布液を塗布した基材100cm2の質量を測定し(A)、次に塗布液の塗布前の基材100cm2の質量を測定し(B)、(A−B)×100で付着量[g/m2]を算出した。
[樹脂層とポリオレフィン樹脂層の接着強度[mN/cm]]
積層体について、JIS Z0237:2009に準拠し、液体展開シートに対するポリオレフィン樹脂層引きはがし角度90°、はく離速度50mm/分の条件にて接着強度[mN/cm]を3回評価し平均値を結果とした。
積層体について、JIS Z0237:2009に準拠し、液体展開シートに対するポリオレフィン樹脂層引きはがし角度90°、はく離速度50mm/分の条件にて接着強度[mN/cm]を3回評価し平均値を結果とした。
[樹脂層の表面の水接触角[度](初期値)]
積層体の製造過程において、ポリオレフィン樹脂層またはシリコーン系樹脂フィルムを貼合する前の液体展開シートについて、樹脂層の表面が上面となるようにサンプルを準備した。DMo−501(協和界面科学株式会社製)を用い、JIS R3257:1999に準拠し、純水(2.0μl)を樹脂層の表面に滴下した際にできる液滴に対し、滴下5秒後における樹脂層の表面の水接触角について5回測定を行い、その平均値を結果(水接触角)とした。
積層体の製造過程において、ポリオレフィン樹脂層またはシリコーン系樹脂フィルムを貼合する前の液体展開シートについて、樹脂層の表面が上面となるようにサンプルを準備した。DMo−501(協和界面科学株式会社製)を用い、JIS R3257:1999に準拠し、純水(2.0μl)を樹脂層の表面に滴下した際にできる液滴に対し、滴下5秒後における樹脂層の表面の水接触角について5回測定を行い、その平均値を結果(水接触角)とした。
[経時劣化の確認(樹脂層の表面の経時後の水接触角[度])]
40℃環境下で2週間保管した後の積層体を用いること以外は[樹脂層の表面の水接触角[度](初期値)]と同様の手順で評価を行い、初期値との数値変化をみることで、経時劣化の大きさを評価した。
40℃環境下で2週間保管した後の積層体を用いること以外は[樹脂層の表面の水接触角[度](初期値)]と同様の手順で評価を行い、初期値との数値変化をみることで、経時劣化の大きさを評価した。
[樹脂層へのインキ転写性]
液体展開用シートの樹脂層の表面に、サインペン(製品名:Vプチ、型番:SV−15EF、太さ:0.4mm、黒色、水性染料インク、株式会社パイロットコーポレーション製)を用いて10cmの直線を引いた。10秒後に直線を観察し、インキをはじいて液滴が形成されている場合には×、ややインキのはじきが見られる場合には△、インキのはじきの発生なく直線が描かれている場合には○と評価した。
液体展開用シートの樹脂層の表面に、サインペン(製品名:Vプチ、型番:SV−15EF、太さ:0.4mm、黒色、水性染料インク、株式会社パイロットコーポレーション製)を用いて10cmの直線を引いた。10秒後に直線を観察し、インキをはじいて液滴が形成されている場合には×、ややインキのはじきが見られる場合には△、インキのはじきの発生なく直線が描かれている場合には○と評価した。
(実施例1)
樹脂層に用いるホットメルト接着剤を構成する成分として、融点100℃、ガラス転移温度−10℃、数平均分子量22,000のポリエステル系接着剤を、トルエン/メチルエチルケトン=1/1(質量比)の混合溶媒を用いて希釈した固形分濃度40質量%に対して、ポリアルキレングリコール骨格を有するノニオン界面活性剤〔花王株式会社製 レオドールTW−L106(HLB値:13.3)〕を、固形分換算比がポリエステル系接着剤/レオドールTW−L106=100質量部/4質量部の割合になるように添加・攪拌することで塗布液を得た。この塗布液をコンマコーターにて東レ株式会社製二軸延伸ポリエチレンテレフタレート(PET)フィルム“ルミラー”(登録商標)(タイプ100S28)に塗布し、120℃で30秒乾燥することで片面に付着量45g/m2の樹脂層1を設けることで、液体展開シート1を得た。得られた液体展開シート1を巻き上げる前に、東レ株式会社製二軸延伸ポリプロピレン(PP)フィルム“トレファン”(登録商標)(タイプ2500、厚み40μm)を樹脂層1の面へ貼合することで、積層体1を得た。樹脂層1の塗布厚さは20μmであった。
樹脂層に用いるホットメルト接着剤を構成する成分として、融点100℃、ガラス転移温度−10℃、数平均分子量22,000のポリエステル系接着剤を、トルエン/メチルエチルケトン=1/1(質量比)の混合溶媒を用いて希釈した固形分濃度40質量%に対して、ポリアルキレングリコール骨格を有するノニオン界面活性剤〔花王株式会社製 レオドールTW−L106(HLB値:13.3)〕を、固形分換算比がポリエステル系接着剤/レオドールTW−L106=100質量部/4質量部の割合になるように添加・攪拌することで塗布液を得た。この塗布液をコンマコーターにて東レ株式会社製二軸延伸ポリエチレンテレフタレート(PET)フィルム“ルミラー”(登録商標)(タイプ100S28)に塗布し、120℃で30秒乾燥することで片面に付着量45g/m2の樹脂層1を設けることで、液体展開シート1を得た。得られた液体展開シート1を巻き上げる前に、東レ株式会社製二軸延伸ポリプロピレン(PP)フィルム“トレファン”(登録商標)(タイプ2500、厚み40μm)を樹脂層1の面へ貼合することで、積層体1を得た。樹脂層1の塗布厚さは20μmであった。
(実施例2)
樹脂層に用いる粘着剤成分として固形分濃度40質量%(酢酸エチルとn−ヘキサンの混合溶媒)のアクリル系樹脂であるファインタックCT―5020(DIC株式会社製)に対して、固形分濃度40質量%(酢酸エチルとn−ヘキサンの混合溶媒)の硬化剤であるファインタック硬化剤D−40及びポリアルキレングリコール骨格を有するノニオン界面活性剤〔花王株式会社製 レオドールTW−L106(HLB値:13.3)〕を、固形分換算比がファインタックCT―5020/ファインタック硬化剤D−40/レオドールTW−L106=100質量部/2.5質量部/10質量部の割合になるように添加・攪拌することで塗布液を得た。この塗布液をコンマコーターにて東レ株式会社製ポリエチレンテレフタレート(PET)フィルム“ルミラー”(登録商標)(タイプ100S28)に塗布し、120℃で30秒乾燥することで片面に付着量45g/m2の樹脂層2を設けることで液体展開シート2を得た。得られた液体展開シート2を巻き上げる前に、東レ株式会社製二軸延伸ポリプロピレン(PP)フィルム“トレファン”(登録商標)(タイプ2500、厚み40μm)を樹脂層2の面へ貼合することで積層体2を得た。樹脂層2の塗布厚さは20μmであった。
樹脂層に用いる粘着剤成分として固形分濃度40質量%(酢酸エチルとn−ヘキサンの混合溶媒)のアクリル系樹脂であるファインタックCT―5020(DIC株式会社製)に対して、固形分濃度40質量%(酢酸エチルとn−ヘキサンの混合溶媒)の硬化剤であるファインタック硬化剤D−40及びポリアルキレングリコール骨格を有するノニオン界面活性剤〔花王株式会社製 レオドールTW−L106(HLB値:13.3)〕を、固形分換算比がファインタックCT―5020/ファインタック硬化剤D−40/レオドールTW−L106=100質量部/2.5質量部/10質量部の割合になるように添加・攪拌することで塗布液を得た。この塗布液をコンマコーターにて東レ株式会社製ポリエチレンテレフタレート(PET)フィルム“ルミラー”(登録商標)(タイプ100S28)に塗布し、120℃で30秒乾燥することで片面に付着量45g/m2の樹脂層2を設けることで液体展開シート2を得た。得られた液体展開シート2を巻き上げる前に、東レ株式会社製二軸延伸ポリプロピレン(PP)フィルム“トレファン”(登録商標)(タイプ2500、厚み40μm)を樹脂層2の面へ貼合することで積層体2を得た。樹脂層2の塗布厚さは20μmであった。
(実施例3)
実施例1において、東レ株式会社製二軸延伸ポリプロピレン(OPP)フィルム“トレファン”(登録商標)(タイプ2500、厚み40μm)に代えて一軸延伸ポリエチレン(OPE)フィルム(PE3K−BT、厚み50μm)を用いる以外は同様にして積層体3を得た。
実施例1において、東レ株式会社製二軸延伸ポリプロピレン(OPP)フィルム“トレファン”(登録商標)(タイプ2500、厚み40μm)に代えて一軸延伸ポリエチレン(OPE)フィルム(PE3K−BT、厚み50μm)を用いる以外は同様にして積層体3を得た。
(実施例4)
実施例1において、ポリエステル系接着剤とポリアルキレングリコール骨格を有するノニオン界面活性剤〔花王株式会社製 レオドールTW−L106(HLB値:13.3)〕の固形分換算比を100質量部/2.5質量部の割合になるように添加・攪拌することで塗布液を得る以外は同様にして積層体4を得た。
実施例1において、ポリエステル系接着剤とポリアルキレングリコール骨格を有するノニオン界面活性剤〔花王株式会社製 レオドールTW−L106(HLB値:13.3)〕の固形分換算比を100質量部/2.5質量部の割合になるように添加・攪拌することで塗布液を得る以外は同様にして積層体4を得た。
(実施例5)
実施例1において、ポリエステル系接着剤とポリアルキレングリコール骨格を有するノニオン界面活性剤〔花王株式会社製 レオドールTW−L106(HLB値:13.3)〕を用いる代わりに、ポリアルキレングリコール骨格を有するノニオン界面活性剤〔竹本油脂株式会社製 パイオニンD−1105−S(HLB値:10.5)〕を固形分換算比で100質量部/5質量部の割合になるように添加・攪拌することで塗布液を得る以外は同様にして積層体5を得た。
実施例1において、ポリエステル系接着剤とポリアルキレングリコール骨格を有するノニオン界面活性剤〔花王株式会社製 レオドールTW−L106(HLB値:13.3)〕を用いる代わりに、ポリアルキレングリコール骨格を有するノニオン界面活性剤〔竹本油脂株式会社製 パイオニンD−1105−S(HLB値:10.5)〕を固形分換算比で100質量部/5質量部の割合になるように添加・攪拌することで塗布液を得る以外は同様にして積層体5を得た。
(実施例6)
樹脂層に用いる接着性成分として日立化成工業株式会社製のポリエステル樹脂であるエスペル9940Z−37を、親水性成分として東邦化学工業株式会社製のカチオン系界面活性剤であるアンステックスC−200Xを固形分換算比が100質量部/5質量部の割合になるように添加・攪拌することで塗布液を得た。この塗布液グラビアコーターにて東レ株式会社製二軸延伸ポリエチレンテレフタレート(PET)フィルム“ルミラー”(登録商標)(タイプ100S28)に塗布し、120℃で30秒乾燥することで片面に付着量1.5g/m2の樹脂層5を設けることで液体展開シート6を得た。得られた液体展開シート6を巻き上げる前に、東レ株式会社製二軸延伸ポリプロピレン(PP)フィルム“トレファン”(登録商標)(タイプ2500、厚み40μm)を樹脂層6の面へ貼合することで積層体6を得た。
樹脂層に用いる接着性成分として日立化成工業株式会社製のポリエステル樹脂であるエスペル9940Z−37を、親水性成分として東邦化学工業株式会社製のカチオン系界面活性剤であるアンステックスC−200Xを固形分換算比が100質量部/5質量部の割合になるように添加・攪拌することで塗布液を得た。この塗布液グラビアコーターにて東レ株式会社製二軸延伸ポリエチレンテレフタレート(PET)フィルム“ルミラー”(登録商標)(タイプ100S28)に塗布し、120℃で30秒乾燥することで片面に付着量1.5g/m2の樹脂層5を設けることで液体展開シート6を得た。得られた液体展開シート6を巻き上げる前に、東レ株式会社製二軸延伸ポリプロピレン(PP)フィルム“トレファン”(登録商標)(タイプ2500、厚み40μm)を樹脂層6の面へ貼合することで積層体6を得た。
(実施例7)
樹脂層に用いる接着性成分として高松油脂株式会社製のポリエステル樹脂であるペスレジンS140を、親水性成分として三洋化成工業株式会社製のアニオン系界面活性剤であるケミスタット3500を用いる以外は実施例6と同様の手順で、液体展開シート7および積層体7を得た。
樹脂層に用いる接着性成分として高松油脂株式会社製のポリエステル樹脂であるペスレジンS140を、親水性成分として三洋化成工業株式会社製のアニオン系界面活性剤であるケミスタット3500を用いる以外は実施例6と同様の手順で、液体展開シート7および積層体7を得た。
(実施例8)
実施例1に記載の塗布液を、コンマコーターにて東レ株式会社製二軸延伸ポリエチレンテレフタレート(PET)フィルム“ルミラー”(登録商標)(タイプ100S28)に塗布し、120℃で30秒乾燥することで片面に付着量5g/m2の樹脂層10を設けることで液体展開シート8得た。得られた液体展開シート8を巻き上げる前に、東レ株式会社製二軸延伸ポリプロピレン(PP)フィルム“トレファン”(登録商標)(タイプ2500、厚み40μm)を樹脂層7の面へ貼合することで積層体8を得た。樹脂層8の塗布厚さは2μmであった。
実施例1に記載の塗布液を、コンマコーターにて東レ株式会社製二軸延伸ポリエチレンテレフタレート(PET)フィルム“ルミラー”(登録商標)(タイプ100S28)に塗布し、120℃で30秒乾燥することで片面に付着量5g/m2の樹脂層10を設けることで液体展開シート8得た。得られた液体展開シート8を巻き上げる前に、東レ株式会社製二軸延伸ポリプロピレン(PP)フィルム“トレファン”(登録商標)(タイプ2500、厚み40μm)を樹脂層7の面へ貼合することで積層体8を得た。樹脂層8の塗布厚さは2μmであった。
(比較例1)
実施例1において、ポリエステル系接着剤とポリアルキレングリコール骨格を有するノニオン界面活性剤〔花王株式会社製 レオドールTW−L106(HLB値:13.3)〕の固形分換算比を100質量部/10質量部の割合になるように添加・攪拌することで塗布液を得る以外は同様にして積層体9を得た。
実施例1において、ポリエステル系接着剤とポリアルキレングリコール骨格を有するノニオン界面活性剤〔花王株式会社製 レオドールTW−L106(HLB値:13.3)〕の固形分換算比を100質量部/10質量部の割合になるように添加・攪拌することで塗布液を得る以外は同様にして積層体9を得た。
(比較例2)
実施例2においてポリアルキレングリコール骨格を有するノニオン界面活性剤〔花王株式会社製 レオドールTW−L106(HLB値:13.3)〕を用いないことを以外は同様にして積層体10を得た。
実施例2においてポリアルキレングリコール骨格を有するノニオン界面活性剤〔花王株式会社製 レオドールTW−L106(HLB値:13.3)〕を用いないことを以外は同様にして積層体10を得た。
(比較例3)
実施例1において得られる液体展開シート1を巻き上げる前に、シリコーン系樹脂フィルムのシリコーン系樹脂塗布面を樹脂層1の面へ貼合することで積層体11を得た。
実施例1において得られる液体展開シート1を巻き上げる前に、シリコーン系樹脂フィルムのシリコーン系樹脂塗布面を樹脂層1の面へ貼合することで積層体11を得た。
(比較例4)
実施例1において、ポリエステル系接着剤とポリアルキレングリコール骨格を有するノニオン界面活性剤〔花王株式会社製 レオドールTW−L106(HLB値:13.3)〕の固形分換算比を100質量部/1質量部の割合になるように添加・攪拌することで塗布液を得る以外は同様にして積層体12を得た。
実施例1において、ポリエステル系接着剤とポリアルキレングリコール骨格を有するノニオン界面活性剤〔花王株式会社製 レオドールTW−L106(HLB値:13.3)〕の固形分換算比を100質量部/1質量部の割合になるように添加・攪拌することで塗布液を得る以外は同様にして積層体12を得た。
積層体1〜12は、いずれも図1に対応する構成である。すべての実施例における初期および経時後の樹脂層の表面の水接触角はいずれも15度未満であるため、樹脂層へのインキ転写性に優れる。なかでも実施例1〜6および8においては、樹脂層とポリオレフィン樹脂層の接着強度が80mN/cmより小さいため、樹脂層からポリオレフィン樹脂層を剥離する際に、樹脂層に含まれる親水性成分がポリオレフィン樹脂層に付着し難く、経時後の樹脂層の表面の接触角の変化が小さい。比較例1、2および4においては、初期の水の接触角および経時の水の接触角ともに15°よりも大きな値であった。比較例3においては、離型シートのシリコーン塗布層からの成分が樹脂層4へ転写したため、経時の水の接触角が15°より増大した。実施条件を表1に、評価結果を表2にまとめた。
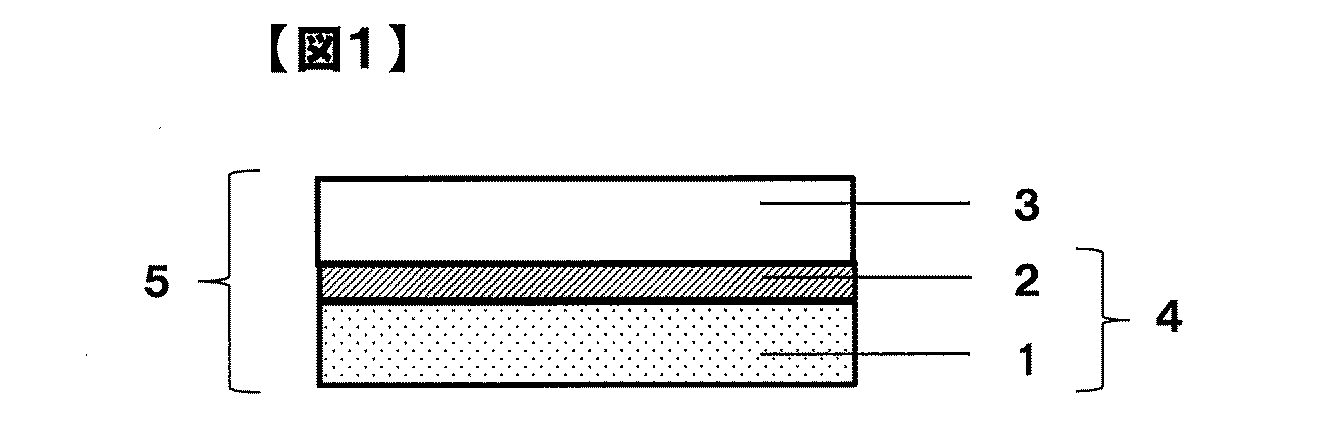
1: 基材
2: 樹脂層
3: ポリオレフィン樹脂層
4: 液体展開シート
5: 積層体
2: 樹脂層
3: ポリオレフィン樹脂層
4: 液体展開シート
5: 積層体
Claims (5)
- 基材、樹脂層、及びポリオレフィン樹脂層が、この順に隣接した積層体であって、
前記ポリオレフィン樹脂層は、前記積層体の一方の表面にあり、
前記ポリオレフィン樹脂層の側の樹脂層の表面の水接触角は、15度未満である、積層体。 - 前記樹脂層と前記ポリオレフィン樹脂層のJIS Z0237:2009に準拠した引きはがし角度90°における接着強度が15〜80mN/cmである請求項1に記載の積層体。
- 前記樹脂層は、ポリエステル樹脂、(メタ)アクリル樹脂、ポリオレフィン樹脂、エチレン−酢酸ビニル共重合樹脂、ポリアミド樹脂、クロロプレン樹脂、アラミド樹脂、及びアクリルウレタン樹脂からなる群より選ばれる少なくとも1つの樹脂を含む、請求項1または2に記載の積層体。
- 前記樹脂層は、界面活性剤を含有する、請求項1〜3のいずれかに記載の積層体。
- 前記界面活性剤は、ポリアルキレングリコール骨格を有する非イオン性の界面活性剤である、請求項4に記載の積層体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018161054A JP2020032618A (ja) | 2018-08-30 | 2018-08-30 | 積層体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018161054A JP2020032618A (ja) | 2018-08-30 | 2018-08-30 | 積層体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020032618A true JP2020032618A (ja) | 2020-03-05 |
Family
ID=69666619
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018161054A Pending JP2020032618A (ja) | 2018-08-30 | 2018-08-30 | 積層体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020032618A (ja) |
-
2018
- 2018-08-30 JP JP2018161054A patent/JP2020032618A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6678239B2 (ja) | 静電吸着積層シート及び表示物 | |
| CN106575491A (zh) | 标签、标签的制造方法、标签的使用方法、及附标签的被粘合体 | |
| US20140065334A1 (en) | Adhesive Articles Utilizing Release Agents Free of Silicon and Fluorine, and Related Methods | |
| KR20100043144A (ko) | 이형용 시트 | |
| US20150210045A1 (en) | Electrostatic adsorbable sheets and display materials using same | |
| JP5436035B2 (ja) | 静電吸着シート | |
| CN1643042B (zh) | 记录纸和使用该记录纸的标签纸 | |
| US9133368B2 (en) | Adhesive sheet | |
| CN113302050B (zh) | 记录用纸及其用途、以及记录用纸的制造方法 | |
| JP6144972B2 (ja) | 静電吸着シート、その製造方法、並びに該静電吸着シートを用いた表示物 | |
| JP4703069B2 (ja) | 剥離ライナー、及び感圧性両面接着テープ又はシート | |
| JP4671815B2 (ja) | 加熱剥離型粘着シート用セパレータ及びセパレータ付き加熱剥離型粘着シート | |
| JP2010100715A (ja) | スクリーン印刷用粘着シート、スクリーン印刷粘着シートおよびスクリーン印刷粘着シートの製造方法 | |
| JP2020032618A (ja) | 積層体 | |
| JP4578307B2 (ja) | 感熱ラベル | |
| JP2009208392A (ja) | 配送用積層シート、その製造方法及び配送伝票 | |
| CN111785154A (zh) | 物流标签 | |
| JP6897117B2 (ja) | 液体展開用シート | |
| CN105874023A (zh) | 用于标签层叠体的基底、标签层叠体以及用于制造标签层叠体的方法 | |
| JP2005281561A (ja) | 粘着フィルム及びそれを用いたラベル類 | |
| JP2003147295A (ja) | 粘着部材及びその製造方法 | |
| JP3707885B2 (ja) | 感圧粘着ラベル | |
| JP2006335795A (ja) | 粘着フィルム及びそれを用いた粘着ラベル | |
| JP2000313857A (ja) | 粘着テープ、及び粘着テープの製造方法 | |
| JPH11296085A (ja) | シール用熱転写受像シートおよびシール貼付物 |