JP2020104151A - 双ドラム式連続鋳造装置のサイド堰および双ドラム式連続鋳造装置 - Google Patents
双ドラム式連続鋳造装置のサイド堰および双ドラム式連続鋳造装置 Download PDFInfo
- Publication number
- JP2020104151A JP2020104151A JP2018246544A JP2018246544A JP2020104151A JP 2020104151 A JP2020104151 A JP 2020104151A JP 2018246544 A JP2018246544 A JP 2018246544A JP 2018246544 A JP2018246544 A JP 2018246544A JP 2020104151 A JP2020104151 A JP 2020104151A
- Authority
- JP
- Japan
- Prior art keywords
- cooling
- twin
- continuous casting
- rod
- heating element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Landscapes
- Continuous Casting (AREA)
Abstract
【課題】棒状発熱体の両端部を支持する絶縁体の絶縁性の劣化を防止することにより、棒状発熱体を用いたサイド堰の安定した加熱を実現する。【解決手段】互いに反対方向に回転する一対の冷却ドラム11と冷却ドラム11の両端面に摺接する一対のサイド堰12とにより形成された湯溜り部13内の溶湯から帯状の鋳片Sを鋳造する双ドラム式連続鋳造装置1用のサイド堰12が、冷却ドラム11の両端面に摺接する側に耐火物層122を有する枠体部121と、耐火物層122を貫通する1または2以上の貫通孔123と、貫通孔123内に耐火物層122と非接触の状態で配置された棒状発熱体124を有する加熱装置と、棒状発熱体124の両端部を支持する絶縁体125を冷却する冷却装置と、を備える。【選択図】図4
Description
本発明は、双ドラム式連続鋳造装置のサイド堰および双ドラム式連続鋳造装置に関する。
双ドラム式連続鋳造は、溶湯を直接薄板状の鋳片(ストリップ)に鋳造する技術である。この鋳造技術に用いられる双ドラム式連続鋳造装置においては、回転する一対の冷却ドラム(双ドラム)と、このドラムの両端面に当接されるサイド堰によって形成される鋳型内に溶湯(例えば、溶鋼等の溶融金属)を供給し、鋳型内に所定の湯面レベルの湯溜り部を形成する。この湯溜り部内の溶湯を双ドラムの周面との接触部分において冷却して凝固シェルを形成し、この凝固シェルを一対のドラムの最接近部に形成されるドラムギャップにおいて圧接および一体化することにより、帯状の鋳片(金属ストリップ)が鋳造される。
双ドラム式連続鋳造装置において、サイド堰は、双ドラム間の溶湯をシールするために必要不可欠なものである。すなわち、鋳造中、このサイド堰と回転する双ドラムの端面との間から溶湯が漏れないようにする必要があり、このために、サイド堰はドラムの端面に密着して摺動する必要があり、形状的には該ドラムの両端面に十分に適合する面を有し、材質的には適度な潤滑性を有することが必要なものである。
また、サイド堰への地金の付着は、その地金がドラム表面で成長する凝固シェルの端部に捕捉されてドラム間に噛み込まれることで円滑な鋳造を阻害する。これを防止するため、サイド堰を加熱する必要がある。このような加熱手段として、棒状発熱体を用いた加熱装置の構造および加熱方法(温度設定方法)が開示されている(例えば、特許文献1〜3)。
しかしながら、本発明者らが検討したところ、上記特許文献1〜3のような棒状発熱体を用いたサイド堰の加熱において、加熱が不安定となることがあることが判明した。また、本発明者らは、このように加熱が不安定となる原因は、主に、棒状発熱体の両端部を支持する絶縁体の絶縁性の劣化によることも見出した。
本発明は、上記事情に鑑みてなされたものであり、双ドラム式連続鋳造装置において、サイド堰を加熱する棒状発熱体の両端部を支持する絶縁体の絶縁性の劣化を防止することにより、棒状発熱体を用いたサイド堰の安定した加熱を実現することを目的とする。
上記課題を解決する本発明は、互いに反対方向に回転する一対の冷却ドラムと前記冷却ドラムの両端面に摺接する一対のサイド堰とにより形成された湯溜り部内の溶湯から帯状の鋳片を鋳造する双ドラム式連続鋳造装置用のサイド堰であって、前記冷却ドラムの両端面に摺接する側に耐火物層を有する枠体部と、前記耐火物層を貫通する1または2以上の貫通孔と、前記貫通孔内に前記耐火物層と非接触の状態で配置された棒状発熱体を有する加熱装置と、前記棒状発熱体の両端部を支持する絶縁体を冷却する冷却装置と、を備えることを特徴としている。
本発明によれば、棒状発熱体の両端部を支持する絶縁体を冷却する冷却装置を設けることにより絶縁体の温度上昇を抑制できるため、絶縁体の絶縁性の低下を防止できる。その結果、過電流または漏電検知機能の作動による装置停止等のトラブルを防止できるため、棒状発熱体を用いたサイド堰の安定した加熱を実現することが可能となる。
前記双ドラム式連続鋳造装置用のサイド堰において、前記冷却装置が、前記絶縁体に冷却ガスを吹き付ける冷却ガス吹き付け手段を有してもよい。あるいは、前記冷却装置が、前記絶縁体の周囲に冷却溶媒を通して冷却する液冷手段を有してもよい。
前記双ドラム式連続鋳造装置用のサイド堰が、前記貫通孔内の前記棒状発熱体の周囲を非酸化性雰囲気とする非酸化性ガスシール装置をさらに備えてもよい。
これにより、棒状発熱体の表面の酸化変質を抑制できる。その結果、棒状発熱体に流れる電流および棒状発熱体に印加される電圧が安定する。
また、本発明は、互いに反対方向に回転する一対の冷却ドラムと、前記冷却ドラムの両端面に摺接する一対のサイド堰と、を備え、一対の前記冷却ドラムと一対の前記サイド堰とにより形成された湯溜り部内の溶湯から帯状の鋳片を鋳造する双ドラム式連続鋳造装置であって、前記サイド堰が、前述したいずれかのサイド堰であることを特徴としている。
本発明によれば、棒状発熱体の両端部を支持する絶縁体を冷却する冷却装置を設けることにより絶縁体の温度上昇を抑制できるため、絶縁体の絶縁性の低下を防止できる。その結果、過電流または漏電検知機能の作動による装置停止等のトラブルを防止できるため、棒状発熱体を用いたサイド堰の安定した加熱を実現することが可能となる。
本発明によれば、双ドラム式連続鋳造装置において、サイド堰を加熱する棒状発熱体の両端部を支持する絶縁体を冷却する冷却装置を設けることにより、絶縁体の絶縁性の低下を防止できる。その結果、棒状発熱体を用いたサイド堰の安定した加熱を実現することが可能となる。
以下、本発明の実施形態について、図面を参照しながら説明する。なお、本明細書および図面において、実質的に同一の機能構成を有する要素においては、同一の符号を付することにより重複説明を省略する。
[加熱が不安定となる原因の検討]
初めに、棒状発熱体を用いたサイド堰の加熱において加熱が不安定となる原因について、本発明者らが検討した結果を説明する。
棒状発熱体を用いたサイド堰の加熱装置においては、通常、棒状発熱体は、冷却ドラムの両端面に摺接する側に設けられた耐火物層を貫通する1または2以上の貫通孔内に耐火物層と非接触の状態で配置される。棒状発熱体が耐火物と接触すると、棒状発熱体の素材であるSiC系材料が耐火物と反応してしまう。そのため、耐火物層に貫通孔を設けて中空とし、この空間内に耐火物と接触しないように棒状発熱体を配置する。また、この棒状発熱体の位置を固定するため、棒状発熱体の両端部が絶縁体により支持される。このように棒状発熱体が絶縁体に支持された状態で、棒状発熱体に通電させると、棒状発熱体が発熱し、間接的に耐火物を加熱する。すなわち、棒状発熱体が、貫通孔内の雰囲気ガスを通して放射熱を耐火物に与えることにより、耐火物を加熱し、その結果、サイド堰が加熱される。
以上のようなサイド堰の加熱の際、本発明者らは、主に、棒状発熱体の両端部を支持する絶縁体の絶縁性の劣化を原因として、サイド堰の加熱が不安定となることを見出した。より詳細には、耐火物と絶縁体との距離が近いため、耐火物の温度上昇に伴い、絶縁体の温度も上昇しやすい。例えば、絶縁体の温度が300℃〜400℃程度まで上昇すると、絶縁体の絶縁抵抗が低下する。その結果、棒状発熱体への過電流の発生、または、加熱装置の漏電(棒状発熱体への通電に用いられる電流が絶縁体に流れる)検知機能が働くことによる双ドラム式連続鋳造装置の停止などのトラブルが発生することが判明した。
双ドラム式連続鋳造装置においては、冷却ドラムの回転軸の間にサイド堰を配置することから、サイド堰の大きさには制約があり、絶縁体を耐火物から隔離して配置することが困難である。その結果、絶縁体の温度が上昇しやすい。
そこで、本発明者らは、鋭意検討した結果、絶縁体の絶縁性の劣化を防止できる棒状発熱体の両端部に配置された絶縁体を冷却する手段を着想した。
[第1実施形態]
以下、上述した知見に基づいてなされた本発明の第1実施形態に係る双ドラム式連続鋳造装置およびこの装置を用いた双ドラム式連続鋳造方法を詳述する。
以下、上述した知見に基づいてなされた本発明の第1実施形態に係る双ドラム式連続鋳造装置およびこの装置を用いた双ドラム式連続鋳造方法を詳述する。
(双ドラム式連続鋳造装置の構成)
まず、図1〜図4を参照しながら、本発明の第1実施形態に係る双ドラム式連続鋳造装置の構成について説明する。図1は、本実施形態に係る双ドラム式連続鋳造装置の構成の一例を概略的に示す斜視図である。図2は、図1の双ドラム式連続鋳造装置の構成を示す溶湯面側から見た平面図であり、図3は、図1の双ドラム式連続鋳造装置の構成を示す正面図である。図4は、本実施形態に係る双ドラム式連続鋳造装置用のサイド堰の構成を示す断面図である。
まず、図1〜図4を参照しながら、本発明の第1実施形態に係る双ドラム式連続鋳造装置の構成について説明する。図1は、本実施形態に係る双ドラム式連続鋳造装置の構成の一例を概略的に示す斜視図である。図2は、図1の双ドラム式連続鋳造装置の構成を示す溶湯面側から見た平面図であり、図3は、図1の双ドラム式連続鋳造装置の構成を示す正面図である。図4は、本実施形態に係る双ドラム式連続鋳造装置用のサイド堰の構成を示す断面図である。
図1〜図3に示すように、本実施形態に係る双ドラム式連続鋳造装置1は、一対の冷却ドラム11(11a、11b)と、一対のサイド堰12(12a、12b)と、後述する絶縁体125を冷却する冷却装置と、を主に備え、これら一対の冷却ドラム11と一対のサイド堰12とにより形成された湯溜り部13内の溶湯から帯状の鋳片(金属ストリップ)Sを鋳造する。
一対の冷却ドラム11a、11bは互いに反対方向に(冷却ドラム11a、11bのそれぞれが湯溜り部13に向かうように)回転し、双ドラム式連続鋳造装置1は、湯溜り部13にレードルまたはタンディッシュ等から注入された溶湯を連続鋳造する。双ドラム式連続鋳造装置1においては、回転する一対の冷却ドラム11間に溶湯が注入され、各冷却ドラム11a、11bの表面からの抜熱により、各冷却ドラム11a、11bの表面に凝固シェルが形成される。2枚の凝固シェルは、一対の冷却ドラム11a、11b間のギャップGにおける間隔が最も小さい点で圧着され、1枚の帯状の鋳片(ストリップ)Sになる。冷却ドラム11は、溶湯との接触による加熱に伴う熱変形が少ないこと、加熱・冷却の繰り返しで疲労破壊しないこと、溶湯を凝固させるための熱的条件が安定していることが要求される。こうした条件を満足させるために、冷却ドラム11は、例えば、ステンレス鋼−銅合金−ニッケルめっきの3層構造とし、内部に冷却水路を設けることが好ましい。
双ドラム式連続鋳造装置1用のサイド堰12a、12bはそれぞれ、図4に示すように、例えば、略三角形状であり、後述する耐火物層122側の面を冷却ドラム11の端面に押し付けるように、冷却ドラム11の両端面に摺接している。このサイド堰12は、本実施形態に係る枠体部の一例としての鉄皮121と、1または2以上の貫通孔123と、棒状発熱体124を有する本実施形態に係る加熱装置と、絶縁体125を冷却する本実施形態に係る冷却装置と、を備える。
鉄皮121は、図示しない底板と側板とからなる略皿状の部材である。鉄皮121は、その底板上、すなわち、冷却ドラム11の両端面に摺接する側に耐火物122の層(以下、「耐火物層122」と記載する場合がある。)を有する。本発明に係る枠体部の材質は、鋳造する溶融金属の種類に応じて適宜選択できる。例えば、本実施形態では鋼が鋳造されることから、枠体部としては鉄皮121が用いられている。
また、貫通孔123は、耐火物層122を貫通するように設けられており、本実施形態では、図4に示すように、3個の貫通孔123a、123b、123cが鉛直方向に並んで設けられており、各貫通孔123a、123b、123cは、水平方向に延設されている。この貫通孔123(123a、123b、123c)内に、耐火物層122と非接触の状態で、棒状発熱体124が配置されている。本実施形態に係るサイド堰12の加熱装置は、この棒状発熱体124を有し、棒状発熱体124の両端と導線124aにより接続された電源(図示せず。)を用いて棒状発熱体124に通電することにより、棒状発熱体124を発熱させる。すなわち、本実施形態に係る加熱装置は、棒状発熱体124を用いた電熱ヒータである。棒状発熱体124としては、炭化ケイ素(SiC)系の焼結体等の発熱抵抗体が用いられる。このような発熱抵抗体の市販品としては、例えば、シリコニット社のシリコニット発熱体が挙げられる。
本実施形態では、鉄皮121の貫通孔123の開口部付近に筒状のスリーブ126が設置される。絶縁体125の端部側はスリーブ126内に位置し、このスリーブ126の内周面および棒状発熱体124の端部の周面に当接するようにして、絶縁体125が棒状発熱体124の両端部を支持する。その結果、貫通孔123内は、絶縁体125により封止(シール)される。絶縁体125としては、例えば、酸化ケイ素(SiO2)にCaO等を含有させた弾力性を有する繊維を固めたものなどが用いられる。
本実施形態に係る冷却装置は、本実施形態に係る冷却ガス吹き付け手段の一例としての冷却ガス吹き付けノズル14を有する。冷却ガス吹き付けノズル14は、上段の貫通孔123a内に配置された棒状発熱体124の端部を支持する絶縁体125、中段の貫通孔123b内に配置された棒状発熱体124の端部を支持する絶縁体125、下段の貫通孔123c内に配置された棒状発熱体124の端部を支持する絶縁体125のそれぞれに向けて、冷却ガスを噴射する。冷却ガスの種類としては特に制限されないが、例えば、空気が用いられる。
以上説明した本実施形態に係る双ドラム式連続鋳造装置1用のサイド堰12によれば、棒状発熱体124の両端部を支持する絶縁体125を冷却する冷却装置として、例えば、冷却ガス吹き付けノズル14を設けることにより、絶縁体125の温度上昇を抑制できるため、絶縁体125の絶縁性の低下を防止できる。その結果、過電流または漏電検知機能の作動による双ドラム式連続鋳造装置1の停止等のトラブルを防止できるため、棒状発熱体124を用いてサイド堰12の安定した加熱を実現することが可能となる。
(双ドラム式連続鋳造方法の流れ)
次に、上述した構成を有する本実施形態に係る双ドラム式連続鋳造装置1を運転することにより実施される本実施形態に係る双ドラム式連続鋳造方法の流れについて説明する。
次に、上述した構成を有する本実施形態に係る双ドラム式連続鋳造装置1を運転することにより実施される本実施形態に係る双ドラム式連続鋳造方法の流れについて説明する。
本実施形態に係る双ドラム式連続鋳造方法では、まず、レードルまたはタンディッシュ等から冷却ドラム11とサイド堰12とにより形成された湯溜り部13に溶湯の注入を開始する。湯溜り部13に注入された溶湯が回転する冷却ドラム11の周面と接触することにより、各冷却ドラム11a、11bの表面からの抜熱に伴い、各冷却ドラム11a、11bの表面に凝固シェルが形成される。双ドラム式連続鋳造装置1は、各冷却ドラム11の表面に形成された2枚の凝固シェルを、一対の冷却ドラム11a、11b間のギャップGにおける間隔が最も小さい点で圧接および一体化することにより、帯状の鋳片Sを連続鋳造する。
連続鋳造の間、双ドラム式連続鋳造装置1は、棒状発熱体124を有する加熱装置により、サイド堰12を加熱する。このサイド堰12の加熱の際、本実施形態では、冷却ガス吹き付けノズル14を有する冷却装置が、棒状発熱体124の両端部を支持する絶縁体125に空気等の冷却ガスを吹き付けることにより、絶縁体125を冷却する。
以上のように、本実施形態に係る双ドラム式連続鋳造方法によれば、連続鋳造中に、冷却装置により絶縁体125を冷却することで、絶縁体125の温度上昇を抑制できるため、絶縁体125の絶縁性の低下を防止できる。その結果、過電流または漏電検知機能の作動による双ドラム式連続鋳造装置1の停止等のトラブルを防止できるため、棒状発熱体124を用いてサイド堰12の安定した加熱を実現することが可能となる。
[第2実施形態]
次に、本発明の第2実施形態に係る双ドラム式連続鋳造装置およびこの装置を用いた双ドラム式連続鋳造方法を詳述する。本実施形態に係る双ドラム式連続鋳造装置は、上述した第1実施形態に係る双ドラム式連続鋳造装置1の構成に加え、本実施形態に係る非酸化性ガスシール装置をさらに備える。以下、本実施形態に係る双ドラム式連続鋳造装置およびこの装置を用いた双ドラム式連続鋳造方法について、第1実施形態と異なる点を中心に説明する。
次に、本発明の第2実施形態に係る双ドラム式連続鋳造装置およびこの装置を用いた双ドラム式連続鋳造方法を詳述する。本実施形態に係る双ドラム式連続鋳造装置は、上述した第1実施形態に係る双ドラム式連続鋳造装置1の構成に加え、本実施形態に係る非酸化性ガスシール装置をさらに備える。以下、本実施形態に係る双ドラム式連続鋳造装置およびこの装置を用いた双ドラム式連続鋳造方法について、第1実施形態と異なる点を中心に説明する。
(加熱が不安定となる他の原因)
前述したように、棒状発熱体124の両端部を支持する絶縁体125の絶縁性の劣化を原因としてサイド堰12の加熱が不安定となるが、本発明者らがさらに検討したところ、棒状発熱体124の表面が高温(例えば、1200℃以上)との状態となっているときに棒状発熱体124の周囲に酸素が存在すると、棒状発熱体124の表面が酸化されて酸化変質することが原因として、サイド堰12の加熱が不安定となる場合があることが判明した。このように、棒状発熱体124の表面が酸化変質すると、異物が棒状発熱体124の表面に付着し、棒状発熱体124に流れる電流および棒状発熱体124に印加される電圧が不安定になる恐れがある。
前述したように、棒状発熱体124の両端部を支持する絶縁体125の絶縁性の劣化を原因としてサイド堰12の加熱が不安定となるが、本発明者らがさらに検討したところ、棒状発熱体124の表面が高温(例えば、1200℃以上)との状態となっているときに棒状発熱体124の周囲に酸素が存在すると、棒状発熱体124の表面が酸化されて酸化変質することが原因として、サイド堰12の加熱が不安定となる場合があることが判明した。このように、棒状発熱体124の表面が酸化変質すると、異物が棒状発熱体124の表面に付着し、棒状発熱体124に流れる電流および棒状発熱体124に印加される電圧が不安定になる恐れがある。
そこで、本発明者らは、鋭意検討した結果、棒状発熱体124の表面の酸化変質を防止する手段として、貫通孔123内の棒状発熱体124の周囲に非酸化性ガスを連続的に流入させることにより、棒状発熱体124の周囲の雰囲気を非酸化性ガスによりシールする(非酸化性雰囲気とする)構造を着想した。
以下、上述した知見に基づいてなされた本発明の第2実施形態に係る双ドラム式連続鋳造装置およびこの装置を用いた双ドラム式連続鋳造方法を詳述する。なお、サイド堰以外の構成については、上述した第1実施形態と同様であるので、詳細な説明を省略する。
(双ドラム式連続鋳造装置)
まず、図5を参照しながら、本発明の第2実施形態に係る双ドラム式連続鋳造装置のサイド堰の構成について説明する。図5は、本実施形態に係る双ドラム式連続鋳造装置用のサイド堰の構成を示す断面図である。
まず、図5を参照しながら、本発明の第2実施形態に係る双ドラム式連続鋳造装置のサイド堰の構成について説明する。図5は、本実施形態に係る双ドラム式連続鋳造装置用のサイド堰の構成を示す断面図である。
図5に示すように、本実施形態に係る双ドラム式連続鋳造装置のサイド堰22は、第1実施形態と同様に、例えば、略三角形状であり、耐火物層122側の面を冷却ドラム11の端面に押し付けるように、冷却ドラム11の両端面に摺接している。このサイド堰22は、第1実施形態と同様に、本実施形態に係る枠体部の一例としての鉄皮121と、1または2以上の貫通孔123と、棒状発熱体124を有する本実施形態に係る加熱装置と、絶縁体125を冷却する本実施形態に係る冷却装置と、を備えることに加え、貫通孔123内の棒状発熱体124の周囲を非酸化性雰囲気とする非酸化性ガスシール装置をさらに備える。
双ドラム式連続鋳造装置用のサイド堰22は、本実施形態に係る非酸化性ガスシール装置として、例えば、窒素、アルゴン、ヘリウム等の非酸化性ガスを棒状発熱体124の周囲に流通させる非酸化性ガス流通管15を備える。非酸化性ガス流通管15は、スリーブ126と連通するように設けられており、外部から非酸化性ガスを流入させる非酸化性ガス流入口15aと、外部へ非酸化性ガスを流出させる非酸化性ガス流出口15bとを有する。サイド堰22の加熱の際に、非酸化性ガス流通管15を通して貫通孔123内に非酸化性ガスを流通させることで、貫通孔内123内の空気を非酸化性ガスに置換する。その結果、貫通孔123内の棒状発熱体124の周囲が、非酸化性雰囲気でシールされる。
図5に示すように、棒状発熱体124の端部は、絶縁体125およびスリーブ126により封止されていることから、貫通孔123内は気密性を有する。また、棒状発熱体124の加熱に通常は数時間(例えば、5時間程度)かかる。したがって、非酸化性ガスは貫通孔123内を少ない流量で流通させるだけで、棒状発熱体124が高温(例えば、1200℃以上)の状態となるまでには、貫通孔123内の空気が非酸化性ガスに置換される。一方、非酸化性ガスの流量が多すぎると、貫通孔123内を流通する非酸化性ガスにより、棒状発熱体124や耐火物122が冷却されてしまい、サイド堰22の加熱効率が低下するため、好ましくない。このような観点から、貫通孔123内を流通させる非酸化性ガスの流量は、少ない流量(例えば、0.5〜5L/min程度)とすることが好ましい。
本実施形態に係るサイド堰22は、以上説明した非酸化性ガスシール装置を有することにより、貫通孔123内の棒状発熱体124の周囲を非酸化性雰囲気とすることができる。したがって、棒状発熱体124の表面の酸化変質を防止できる。その結果、棒状発熱体に流れる電流および棒状発熱体に印加される電圧が安定する。
(双ドラム式連続鋳造方法)
上述した構成を有する本実施形態に係る双ドラム式連続鋳造装置を運転することにより実施される本実施形態に係る双ドラム式連続鋳造方法の流れについて説明する。
上述した構成を有する本実施形態に係る双ドラム式連続鋳造装置を運転することにより実施される本実施形態に係る双ドラム式連続鋳造方法の流れについて説明する。
本実施形態に係る双ドラム式連続鋳造方法では、上述した第1実施形態と同様にして帯状の鋳片Sを連続鋳造する。
また、連続鋳造の間、双ドラム式連続鋳造装置は、棒状発熱体124を有する加熱装置により、サイド堰22を加熱する。このサイド堰22の加熱の際、本実施形態では、冷却ガス吹き付けノズル14を有する冷却装置が、棒状発熱体124の両端部を支持する絶縁体125に空気等の冷却ガスを吹き付けることにより、絶縁体125を冷却するとともに、非酸化性ガス流通管15を有する非酸化性ガスシール装置により、貫通孔123内の棒状発熱体124の周囲を非酸化性雰囲気とする。
以上のように、本実施形態に係る双ドラム式連続鋳造方法によれば、連続鋳造中に、冷却装置により絶縁体125を冷却することで、絶縁体125の温度上昇を抑制できるため、絶縁体125の絶縁性の低下を防止できる。その結果、過電流または漏電検知機能の作動による双ドラム式連続鋳造装置の停止等のトラブルを防止できる。また、連続鋳造中に、非酸化性ガスシール装置により貫通孔123内の雰囲気を非酸化性雰囲気とすることで、棒状発熱体124の周囲の酸素等が排除されるため、棒状発熱体124の表面の酸化変質を防止できる。その結果、棒状発熱体に流れる電流および棒状発熱体に印加される電圧が安定する。したがって、本実施形態に係る双ドラム式連続鋳造装置によれば、第1実施形態に係る双ドラム式連続鋳造装置1と比較して、棒状発熱体124を用いてサイド堰22のさらに安定した加熱を実現することが可能となる。
[第3実施形態]
次に、本発明の第3実施形態に係る双ドラム式連続鋳造装置およびこの装置を用いた双ドラム式連続鋳造方法を詳述する。本実施形態に係る双ドラム式連続鋳造装置は、絶縁体125を冷却する冷却装置として、上述した第1および第2実施形態に係る双ドラム式連続鋳造装置における冷却ガス吹き付け手段に代えて、絶縁体125の周囲に冷却溶媒を通して冷却する液冷手段が設けられている。以下、本実施形態に係る双ドラム式連続鋳造装置およびこの装置を用いた双ドラム式連続鋳造方法について、第1実施形態および第2実施形態と異なる点を中心に説明する。
次に、本発明の第3実施形態に係る双ドラム式連続鋳造装置およびこの装置を用いた双ドラム式連続鋳造方法を詳述する。本実施形態に係る双ドラム式連続鋳造装置は、絶縁体125を冷却する冷却装置として、上述した第1および第2実施形態に係る双ドラム式連続鋳造装置における冷却ガス吹き付け手段に代えて、絶縁体125の周囲に冷却溶媒を通して冷却する液冷手段が設けられている。以下、本実施形態に係る双ドラム式連続鋳造装置およびこの装置を用いた双ドラム式連続鋳造方法について、第1実施形態および第2実施形態と異なる点を中心に説明する。
(双ドラム式連続鋳造装置)
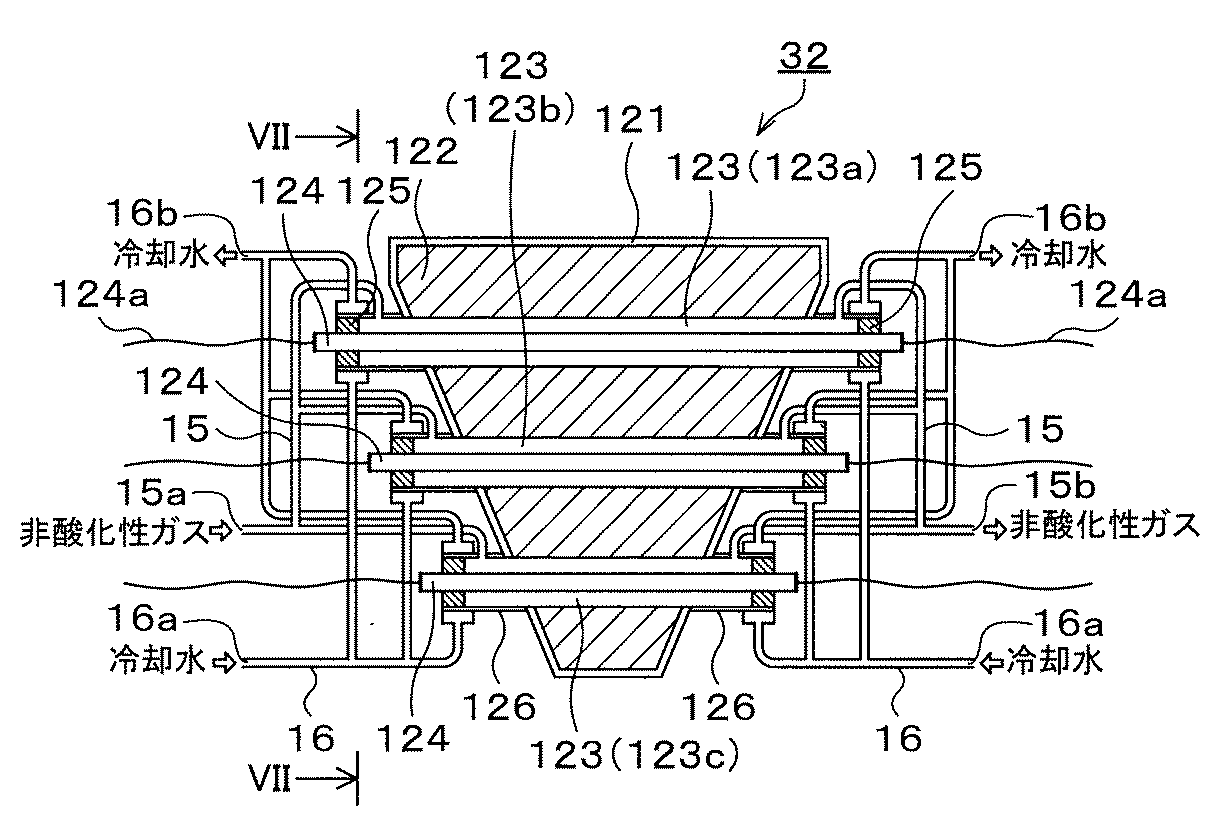
まず、図6および図7を参照しながら、本発明の第3実施形態に係る双ドラム式連続鋳造装置のサイド堰の構成について説明する。図6は、本実施形態に係る双ドラム式連続鋳造装置用のサイド堰の構成を示す断面図である。図7は、図6のVII−VII線で切断した断面図である。なお、サイド堰以外の構成については、上述した第1実施形態と同様であるので、詳細な説明を省略する。
まず、図6および図7を参照しながら、本発明の第3実施形態に係る双ドラム式連続鋳造装置のサイド堰の構成について説明する。図6は、本実施形態に係る双ドラム式連続鋳造装置用のサイド堰の構成を示す断面図である。図7は、図6のVII−VII線で切断した断面図である。なお、サイド堰以外の構成については、上述した第1実施形態と同様であるので、詳細な説明を省略する。
図6および図7に示すように、本実施形態に係る双ドラム式連続鋳造装置のサイド堰32は、第1実施形態と同様に、例えば、略三角形状であり、耐火物層122側の面を冷却ドラム11の端面に押し付けるように、冷却ドラム11の両端面に摺接している。このサイド堰32は、第2実施形態と同様に、本実施形態に係る枠体部の一例としての鉄皮121と、1または2以上の貫通孔123と、棒状発熱体124を有する本実施形態に係る加熱装置と、貫通孔123内の棒状発熱体124の周囲を非酸化性雰囲気とする非酸化性ガスシール装置と、を備えるとともに、絶縁体125を冷却する冷却装置として、本実施形態に係る液冷手段の一例としての冷却水流通管16が設けられている。
双ドラム式連続鋳造装置用のサイド堰32は、上述した第2実施形態と同様に、本実施形態に係る非酸化性ガスシール装置として、例えば、窒素、アルゴン、ヘリウム等の非酸化性ガスを棒状発熱体124の周囲に流通させる非酸化性ガス流通管15を備える。サイド堰32の加熱の際に、非酸化性ガス流通管15を通して貫通孔123内に非酸化性ガスを流通させることで、貫通孔内123内の空気を非酸化性ガスに置換する。その結果、貫通孔123内の棒状発熱体124の周囲が、非酸化性雰囲気でシールされる。
図6および図7に示すように、冷却水流通管16は、各貫通孔123a、123b、123c内に設置された棒状発熱体124の両端部を支持する絶縁体125の周囲に冷却溶媒(本実施形態では、冷却水)が流通するように設けられている。この冷却水流通管16は、外部から冷却水を流入させる冷却水流入口16aと、外部へ冷却水を流出させる冷却水流出口16bとを有する。本実施形態では、片側3個ずつの絶縁体125の周囲に通す冷却水の流入口および流出口を共通としているが、それぞれ別個の流入口および流出口を有するようにしてもよい。また、棒状発熱体の左端を支持する絶縁体125と右端を支持する絶縁体125の周囲に通す冷却水の流入口および流出口を別個の流入口および流出口としているが、共通の流入口および流出口としてもよい。
また、図7に示すように、冷却水流通管16は、絶縁体125の周囲に冷却水を導入する導入部161と、スリーブ126の内周面に当接する絶縁体125の周囲を流れる冷却水により絶縁体125を冷却する水冷部162と、絶縁体125の周囲から冷却水を導出する導出部163とからなる。水冷部162は、絶縁体125の周面に沿った略円形状の断面を有している。
ここで、水冷部162の流速は、例えば、50mm/sec程度あれば十分である。また、例えば、スリーブ126(内管)として32Aの鋼管を用い、水冷部162の配管(外管)として50Aの鋼管を用いた水冷構造を有する冷却水流通管16の場合、絶縁体125の1か所当たり、水冷部162の流量を2〜3L/minとすることが望ましい。
本実施形態に係るサイド堰32は、以上説明した液冷手段としての冷却水流通管16を有し、サイド堰32の加熱の際に、冷却水流通管16により絶縁体125の周囲に冷却水を通すことで、冷却ガス吹き付けノズル14を設けた場合と同様に、絶縁体125の温度上昇を抑制できるため、絶縁体125の絶縁性の低下を防止できる。その結果、過電流または漏電検知機能の作動による双ドラム式連続鋳造装置1の停止等のトラブルを防止できるため、棒状発熱体124を用いてサイド堰32の安定した加熱を実現することが可能となる。
また、本実施形態に係るサイド堰32は、以上説明した非酸化性ガスシール装置を有することにより、貫通孔123内の棒状発熱体124の周囲を非酸化性雰囲気とすることができる。したがって、棒状発熱体124の表面の酸化変質を防止できる。その結果、棒状発熱体に流れる電流および棒状発熱体に印加される電圧が安定する。
(双ドラム式連続鋳造方法)
上述した構成を有する本実施形態に係る双ドラム式連続鋳造装置を運転することにより実施される本実施形態に係る双ドラム式連続鋳造方法の流れについて説明する。
上述した構成を有する本実施形態に係る双ドラム式連続鋳造装置を運転することにより実施される本実施形態に係る双ドラム式連続鋳造方法の流れについて説明する。
本実施形態に係る双ドラム式連続鋳造方法では、上述した第1実施形態と同様にして帯状の鋳片Sを連続鋳造する。
また、連続鋳造の間、双ドラム式連続鋳造装置は、棒状発熱体124を有する加熱装置により、サイド堰32を加熱する。このサイド堰32の加熱の際、本実施形態では、冷却水流通管16を有する冷却装置が、棒状発熱体124の両端部を支持する絶縁体125の周囲に冷却水を通すことにより、絶縁体125を冷却するとともに、非酸化性ガス流通管15を有する非酸化性ガスシール装置により、貫通孔123内の棒状発熱体124の周囲を非酸化性雰囲気とする。
以上のように、本実施形態に係る双ドラム式連続鋳造方法によれば、連続鋳造中に、冷却装置により絶縁体125を冷却することで、絶縁体125の温度上昇を抑制できるため、絶縁体125の絶縁性の低下を防止できる。その結果、過電流または漏電検知機能の作動による双ドラム式連続鋳造装置の停止等のトラブルを防止できる。また、連続鋳造中に、非酸化性ガスシール装置により貫通孔123内の雰囲気を非酸化性雰囲気とすることで、棒状発熱体124の周囲の酸素等が排除されるため、棒状発熱体124の表面の酸化変質を防止できる。その結果、棒状発熱体に流れる電流および棒状発熱体に印加される電圧が安定する。したがって、本実施形態に係る双ドラム式連続鋳造装置によれば、第1実施形態に係る双ドラム式連続鋳造装置1と比較して、棒状発熱体124を用いてサイド堰32のさらに安定した加熱を実現することが可能となる。
以上、本発明の実施形態について説明したが、本発明はかかる例に限定されない。当業者であれば、特許請求の範囲に記載された技術的思想の範疇内において、各種の変更例または修正例に想到しうることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
上述した本発明の好適な実施形態の効果を確認するため、以下のように双ドラム式連続鋳造の操業試験を行った。
[実施例1]
鋳造する鋼種は、炭素鋼(C:0.05質量%、Si:0.6質量%、Mn:1.5質量%、Al:0.03質量%、残部はFe及び不可避的不純物である。)とした。
鋳造する鋼種は、炭素鋼(C:0.05質量%、Si:0.6質量%、Mn:1.5質量%、Al:0.03質量%、残部はFe及び不可避的不純物である。)とした。
(装置構成)
実施例1の双ドラム式連続鋳造装置としては、図4に示すサイド堰12を備える双ドラム式連続鋳造装置1と同様の装置を用いた。また、各サイド堰12a、12bについて、下記の3タイプ(Aタイプ、Bタイプ、Cタイプ)のSiC系焼結体の棒状発熱体124(シリコニット発熱体)を用いた。貫通孔123a(上段)にはAタイプの発熱体を、貫通孔123b(中段)にはBタイプの発熱体を、貫通孔123c(下段)にはCタイプの発熱体を配置した。なお、下記の棒状発熱体の仕様に記載の「発熱長」とは、発熱部分の長さのことを意味する。
実施例1の双ドラム式連続鋳造装置としては、図4に示すサイド堰12を備える双ドラム式連続鋳造装置1と同様の装置を用いた。また、各サイド堰12a、12bについて、下記の3タイプ(Aタイプ、Bタイプ、Cタイプ)のSiC系焼結体の棒状発熱体124(シリコニット発熱体)を用いた。貫通孔123a(上段)にはAタイプの発熱体を、貫通孔123b(中段)にはBタイプの発熱体を、貫通孔123c(下段)にはCタイプの発熱体を配置した。なお、下記の棒状発熱体の仕様に記載の「発熱長」とは、発熱部分の長さのことを意味する。
上記3タイプの棒状発熱体の仕様は、以下の通りである。
Aタイプ
全長 :570mm
発熱長 :300mm
径 :φ25mm
入力限界 :46V×55A=2.54KW
Bタイプ
全長 :470mm
発熱長 :200mm
径 :φ25mm
入力限界 :32V×55A=1.73KW
Cタイプ
全長 :380mm
発熱長 :140mm
径 :φ25mm
入力限界 :23V×55A=1.25KW
Aタイプ
全長 :570mm
発熱長 :300mm
径 :φ25mm
入力限界 :46V×55A=2.54KW
Bタイプ
全長 :470mm
発熱長 :200mm
径 :φ25mm
入力限界 :32V×55A=1.73KW
Cタイプ
全長 :380mm
発熱長 :140mm
径 :φ25mm
入力限界 :23V×55A=1.25KW
(加熱パターン)
サイド堰12の加熱パターンは、以下の表1に示すパターンとした。
サイド堰12の加熱パターンは、以下の表1に示すパターンとした。
(冷却ガス)
冷却ガスが6個の絶縁体125のそれぞれに吹き付けられるように、合計6箇所の冷却ガス吹き付けノズル14を設け、それぞれの冷却ガス吹き付けノズル14から吹き付ける冷却ガスとして空気を用い、その流量を20L/minとした。
冷却ガスが6個の絶縁体125のそれぞれに吹き付けられるように、合計6箇所の冷却ガス吹き付けノズル14を設け、それぞれの冷却ガス吹き付けノズル14から吹き付ける冷却ガスとして空気を用い、その流量を20L/minとした。
[実施例2]
鋳造する鋼種は、実施例1と同様とした。
鋳造する鋼種は、実施例1と同様とした。
(装置構成)
実施例2の双ドラム式連続鋳造装置としては、図5に示すサイド堰22を備える第2実施形態に係る双ドラム式連続鋳造装置と同様の装置を用いた以外は実施例1と同様とした。
実施例2の双ドラム式連続鋳造装置としては、図5に示すサイド堰22を備える第2実施形態に係る双ドラム式連続鋳造装置と同様の装置を用いた以外は実施例1と同様とした。
(加熱パターン)
サイド堰22の加熱パターンは、実施例1のサイド堰12と同様のパターンとした。
サイド堰22の加熱パターンは、実施例1のサイド堰12と同様のパターンとした。
(冷却ガスおよび非酸化性ガス)
本実施例では、実施例1と同様の冷却ガスに加え、以下の非酸化性ガスを用いた。具体的には、3箇所の貫通孔123(貫通孔123a、123b、123c)内が非酸化性雰囲気となるように、貫通孔123a、123b、123cのそれぞれに非酸化性ガス流入口15aおよび非酸化性ガス流出口15bが連通されるように、非酸化性ガス流通管15を設けた。非酸化性ガスとしては窒素を用い、その流量を2L/minとした。
本実施例では、実施例1と同様の冷却ガスに加え、以下の非酸化性ガスを用いた。具体的には、3箇所の貫通孔123(貫通孔123a、123b、123c)内が非酸化性雰囲気となるように、貫通孔123a、123b、123cのそれぞれに非酸化性ガス流入口15aおよび非酸化性ガス流出口15bが連通されるように、非酸化性ガス流通管15を設けた。非酸化性ガスとしては窒素を用い、その流量を2L/minとした。
[実施例3]
鋳造する鋼種は、実施例1と同様とした。
鋳造する鋼種は、実施例1と同様とした。
(装置構成)
実施例3の双ドラム式連続鋳造装置としては、図6および図7に示すサイド堰32を備える第3実施形態に係る双ドラム式連続鋳造装置と同様の装置を用いた以外は実施例1と同様とした。
実施例3の双ドラム式連続鋳造装置としては、図6および図7に示すサイド堰32を備える第3実施形態に係る双ドラム式連続鋳造装置と同様の装置を用いた以外は実施例1と同様とした。
(加熱パターン)
サイド堰32の加熱パターンは、実施例1のサイド堰12と同様のパターンとした。
サイド堰32の加熱パターンは、実施例1のサイド堰12と同様のパターンとした。
(冷却ガスおよび非酸化性ガス)
本実施例では、実施例2と同様の非酸化性ガスに加え、実施例2の冷却ガスの代わりに以下の冷却水を用いた。具体的には、水冷部162の流速を50mm/secとした。また、スリーブ126(内管)として32Aの鋼管を用い、水冷部162の配管(外管)として50Aの鋼管を用い、絶縁体125の1か所当たり、水冷部162の流量を2.5L/minとした。
本実施例では、実施例2と同様の非酸化性ガスに加え、実施例2の冷却ガスの代わりに以下の冷却水を用いた。具体的には、水冷部162の流速を50mm/secとした。また、スリーブ126(内管)として32Aの鋼管を用い、水冷部162の配管(外管)として50Aの鋼管を用い、絶縁体125の1か所当たり、水冷部162の流量を2.5L/minとした。
[比較例]
比較例の双ドラム式連続鋳造装置として、図8に示すサイド堰52を備える双ドラム式連続鋳造装置を用いたことを除いて、実施例1と同様にして鋳造を実施した。すなわち、比較例のサイド堰52は、実施例1のサイド堰12と比較し、冷却ガス吹き付けノズル14が設けられていない点で相違する。
比較例の双ドラム式連続鋳造装置として、図8に示すサイド堰52を備える双ドラム式連続鋳造装置を用いたことを除いて、実施例1と同様にして鋳造を実施した。すなわち、比較例のサイド堰52は、実施例1のサイド堰12と比較し、冷却ガス吹き付けノズル14が設けられていない点で相違する。
[操業試験結果]
上述したようにして実施例1〜3および比較例の双ドラム式連続鋳造装置を用いて鋳造を実施した操業試験の結果を、それぞれ、図9〜図12に示す。なお、図9〜図12に示す「ES」および「WS」とは、それぞれ、東側および西側のことを意味する。
上述したようにして実施例1〜3および比較例の双ドラム式連続鋳造装置を用いて鋳造を実施した操業試験の結果を、それぞれ、図9〜図12に示す。なお、図9〜図12に示す「ES」および「WS」とは、それぞれ、東側および西側のことを意味する。
図9に示すように、実施例1の双ドラム式連続鋳造装置を用いて鋳造した場合には、表1に示した狙いの加熱パターンに従い、若干の変動はあるものの、概ね安定した加熱が可能であった。また、加熱後の棒状発熱体124の表面には、酸化変質が一部散見され、このことが上記の変動の原因と推定された。また、絶縁体の絶縁抵抗の低下を起因とする過電流や漏電等の異常も発生しなかった。
図10および図11には、それぞれ、実施例2および実施例3の結果を示す。図10および図11に示すように、実施例2および実施例3の双ドラム式連続鋳造装置を用いて鋳造した場合には、表1に示した狙いの加熱パターンに従い、安定した加熱が可能であった。また、加熱後の棒状発熱体124の表面には、酸化変質等の異常は発生しなかった。また、絶縁体の絶縁抵抗の低下を起因とする過電流や漏電等の異常も発生しなかった。
一方、図12に示すように、比較例の双ドラム式連続鋳造装置を用いて鋳造した場合には、サイド堰52の温度が1200℃を超えてから、表1に示した狙いの加熱パターンに従って加熱することができなかった。また、加熱後の棒状発熱体124の表面には、SiCが酸化して生成したSiO2が観察されたことから、酸化変質が発生していることがわかった。さらに、サイド堰52の温度が1200℃を超えた時点以降で、WS下部で3回、WS上部で1回、漏電が検知された。加えて、WS下部において、過電流による通電停止が2回発生した。このことから、絶縁体125の絶縁抵抗が低下したものと推測される。
本発明は、溶湯を直接薄板状の鋳片(ストリップ)に鋳造するストリップキャスティング技術に有用である。
1 双ドラム式連続鋳造装置
11(11a、11b) 冷却ドラム
12(12a、12b) サイド堰
13 湯溜り部
14 冷却ガス吹き付けノズル
15 非酸化性ガス流通管
15a 非酸化性ガス流入口
15b 非酸化性ガス流出口
16 冷却水流通管
16a 冷却水流入口
16b 冷却水流出口
22、32 サイド堰
121 鉄皮
122 耐火物(耐火物層)
123(123a、123b、123c) 貫通孔
124 棒状発熱体
125 絶縁体
126 スリーブ
161 冷却水導入部
162 水冷部
163 冷却水導出部
S 帯状の鋳片(ストリップ)
11(11a、11b) 冷却ドラム
12(12a、12b) サイド堰
13 湯溜り部
14 冷却ガス吹き付けノズル
15 非酸化性ガス流通管
15a 非酸化性ガス流入口
15b 非酸化性ガス流出口
16 冷却水流通管
16a 冷却水流入口
16b 冷却水流出口
22、32 サイド堰
121 鉄皮
122 耐火物(耐火物層)
123(123a、123b、123c) 貫通孔
124 棒状発熱体
125 絶縁体
126 スリーブ
161 冷却水導入部
162 水冷部
163 冷却水導出部
S 帯状の鋳片(ストリップ)
Claims (5)
- 互いに反対方向に回転する一対の冷却ドラムと前記冷却ドラムの両端面に摺接する一対のサイド堰とにより形成された湯溜り部内の溶湯から帯状の鋳片を鋳造する双ドラム式連続鋳造装置用のサイド堰であって、
前記冷却ドラムの両端面に摺接する側に耐火物層を有する枠体部と、
前記耐火物層を貫通する1または2以上の貫通孔と、
前記貫通孔内に前記耐火物層と非接触の状態で配置された棒状発熱体を有する加熱装置と、
前記棒状発熱体の両端部を支持する絶縁体を冷却する冷却装置と、
を備えることを特徴とする、双ドラム式連続鋳造装置用のサイド堰。 - 前記冷却装置が、前記絶縁体に冷却ガスを吹き付ける冷却ガス吹き付け手段を有することを特徴とする、請求項1に記載の双ドラム式連続鋳造装置用のサイド堰。
- 前記冷却装置が、前記絶縁体の周囲に冷却溶媒を通して冷却する液冷手段を有することを特徴とする、請求項1に記載の双ドラム式連続鋳造装置用のサイド堰。
- 前記貫通孔内の前記棒状発熱体の周囲を非酸化性雰囲気とする非酸化性ガスシール装置をさらに備えることを特徴とする、請求項1〜3のいずれか一項に記載の双ドラム式連続鋳造装置用のサイド堰。
- 互いに反対方向に回転する一対の冷却ドラムと、
前記冷却ドラムの両端面に摺接する一対のサイド堰と、
を備え、一対の前記冷却ドラムと一対の前記サイド堰とにより形成された湯溜り部内の溶湯から帯状の鋳片を鋳造する双ドラム式連続鋳造装置であって、
前記サイド堰が、請求項1〜4のいずれか一項に記載のサイド堰であることを特徴とする、双ドラム式連続鋳造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018246544A JP2020104151A (ja) | 2018-12-28 | 2018-12-28 | 双ドラム式連続鋳造装置のサイド堰および双ドラム式連続鋳造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018246544A JP2020104151A (ja) | 2018-12-28 | 2018-12-28 | 双ドラム式連続鋳造装置のサイド堰および双ドラム式連続鋳造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020104151A true JP2020104151A (ja) | 2020-07-09 |
Family
ID=71450312
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018246544A Pending JP2020104151A (ja) | 2018-12-28 | 2018-12-28 | 双ドラム式連続鋳造装置のサイド堰および双ドラム式連続鋳造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020104151A (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61283444A (ja) * | 1985-06-10 | 1986-12-13 | Hitachi Zosen Corp | 薄板連鋳機における発熱体埋込み堰 |
| JPH0721241U (ja) * | 1993-09-28 | 1995-04-18 | 新日本製鐵株式会社 | 広幅薄肉鋳片の連続鋳造用サイド堰 |
-
2018
- 2018-12-28 JP JP2018246544A patent/JP2020104151A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61283444A (ja) * | 1985-06-10 | 1986-12-13 | Hitachi Zosen Corp | 薄板連鋳機における発熱体埋込み堰 |
| JPH0721241U (ja) * | 1993-09-28 | 1995-04-18 | 新日本製鐵株式会社 | 広幅薄肉鋳片の連続鋳造用サイド堰 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6324435B2 (ja) | ガラス溶解炉 | |
| US5799720A (en) | Nozzle assembly for continuous caster | |
| JP2020104151A (ja) | 双ドラム式連続鋳造装置のサイド堰および双ドラム式連続鋳造装置 | |
| JP2015051442A (ja) | 連続鋳造用鋳型及び鋼の連続鋳造方法 | |
| JP6565516B2 (ja) | 鋳造装置 | |
| JP4456284B2 (ja) | プラズマトーチを用いた溶鋼の加熱装置 | |
| JP2541341B2 (ja) | Ti,Ti合金の精密鋳造方法および精密鋳造装置 | |
| CN114226664B (zh) | 一种连续熔炼炉及具有该连续熔炼炉的铸锭系统 | |
| JP4467554B2 (ja) | 溶鋼注湯用ノズルの予熱方法 | |
| JP4132198B2 (ja) | フロート板ガラス製造装置 | |
| JP2002283016A (ja) | プラズマトーチを用いたタンディッシュ内溶鋼の加熱装置 | |
| JPH0441062A (ja) | 高融点金属,活性金属の鋳造方法および鋳造装置 | |
| Kittaka et al. | Twin-torch type tundish plasma heater “NS-plasma II” for continuous caster | |
| JP4445404B2 (ja) | 溶鋼の連続鋳造方法 | |
| JP2973487B2 (ja) | 金属の鋳造方法 | |
| KR100514810B1 (ko) | 쌍롤식 박판주조기의 주조롤 표면 커버장치 | |
| JP2000202583A (ja) | 連続鋳造方法および連続鋳造用鋳型 | |
| JP4349224B2 (ja) | 連続鋳造方法 | |
| JP4506691B2 (ja) | 連続鋳造機用クーリンググリッド設備及び連続鋳造鋳片の製造方法 | |
| JP3849471B2 (ja) | タンディッシュ内溶鋼の均一加熱方法 | |
| JP4319321B2 (ja) | 脱ガス装置 | |
| KR200326517Y1 (ko) | 전자기장을이용한박판주조용스컴혼입방지장치 | |
| JPS6227314Y2 (ja) | ||
| KR20140085806A (ko) | 박판 주조 장치용 노즐 | |
| KR20090050188A (ko) | 연속주조설비의 슬라브 표면결함 제거방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210810 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220623 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220705 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230104 |