KR20090050188A - 연속주조설비의 슬라브 표면결함 제거방법 - Google Patents
연속주조설비의 슬라브 표면결함 제거방법 Download PDFInfo
- Publication number
- KR20090050188A KR20090050188A KR1020070116489A KR20070116489A KR20090050188A KR 20090050188 A KR20090050188 A KR 20090050188A KR 1020070116489 A KR1020070116489 A KR 1020070116489A KR 20070116489 A KR20070116489 A KR 20070116489A KR 20090050188 A KR20090050188 A KR 20090050188A
- Authority
- KR
- South Korea
- Prior art keywords
- slab
- continuous casting
- melting
- high frequency
- induction heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
- B22D11/18—Controlling or regulating processes or operations for pouring
- B22D11/181—Controlling or regulating processes or operations for pouring responsive to molten metal level or slag level
- B22D11/186—Controlling or regulating processes or operations for pouring responsive to molten metal level or slag level by using electric, magnetic, sonic or ultrasonic means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D31/00—Cutting-off surplus material, e.g. gates; Cleaning and working on castings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25J—LIQUEFACTION, SOLIDIFICATION OR SEPARATION OF GASES OR GASEOUS OR LIQUEFIED GASEOUS MIXTURES BY PRESSURE AND COLD TREATMENT OR BY BRINGING THEM INTO THE SUPERCRITICAL STATE
- F25J2210/00—Processes characterised by the type or other details of the feed stream
- F25J2210/62—Liquefied natural gas [LNG]; Natural gas liquids [NGL]; Liquefied petroleum gas [LPG]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Abstract
Description
Claims (2)
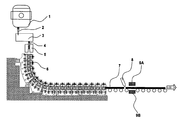
- 고주파 유도가열에 의한 표피효과에 의해 슬라브 사면의 표면을 용융하는 단계와;용융된 표면에 고압의 산소를 분사하여 용융철의 산화를 유발하는 단계와;고압수로 산화된 용융철을 제거하는 단계로 이루어지는 연속주조 설비의 슬라브 표면결함제거 방법.
- 제 1 항에 있어서,상기 슬라브 사면의 표면을 용융하는 단계는 아래식에 의한 표피효과 두께(δ)만큼 용융하는 것을 특징으로 하는 연속주조설비의 슬라브 표면결함제거방법.(식)δ = 5.03

Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020070116489A KR20090050188A (ko) | 2007-11-15 | 2007-11-15 | 연속주조설비의 슬라브 표면결함 제거방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020070116489A KR20090050188A (ko) | 2007-11-15 | 2007-11-15 | 연속주조설비의 슬라브 표면결함 제거방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20090050188A true KR20090050188A (ko) | 2009-05-20 |
Family
ID=40858686
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020070116489A Ceased KR20090050188A (ko) | 2007-11-15 | 2007-11-15 | 연속주조설비의 슬라브 표면결함 제거방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20090050188A (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190050430A (ko) | 2017-11-03 | 2019-05-13 | 주식회사 포스코 | 연주압연장치 및 연주압연방법 |
-
2007
- 2007-11-15 KR KR1020070116489A patent/KR20090050188A/ko not_active Ceased
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190050430A (ko) | 2017-11-03 | 2019-05-13 | 주식회사 포스코 | 연주압연장치 및 연주압연방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5799720A (en) | Nozzle assembly for continuous caster | |
| KR20190133965A (ko) | 유도가열장치 | |
| KR20090050188A (ko) | 연속주조설비의 슬라브 표면결함 제거방법 | |
| JP5068716B2 (ja) | 鋼鋳片の表層改質方法 | |
| JP2012016723A (ja) | 連続鋳造スラブの表面手入れ方法および装置 | |
| KR101429982B1 (ko) | 스카핑 장치 및 이를 이용한 슬라브의 표면 처리방법 | |
| JP2005500168A (ja) | スチールビームブランクの連続鋳造方法 | |
| JP2611559B2 (ja) | 金属の連続鋳造装置および鋳造方法 | |
| KR20120087524A (ko) | 침지노즐 막힘 방지 장치 | |
| JP5263096B2 (ja) | 連続鋳造鋳片の製造方法及び連続鋳造設備 | |
| JP2555768B2 (ja) | 金属の連続鋳造装置および鋳造方法 | |
| JP3412691B2 (ja) | 溶融金属の連続鋳造法 | |
| JP7782594B2 (ja) | 鋳片加熱装置及び連続鋳造設備 | |
| JP3491120B2 (ja) | 連続鋳造における鋳片内非金属介在物除去方法および装置 | |
| JP5263095B2 (ja) | 連続鋳造鋳片の製造方法及び連続鋳造設備 | |
| JP3157641B2 (ja) | 鋼の連続鋳造装置 | |
| JP2012529369A (ja) | 電気炉の中で金属を再溶解するための方法および装置 | |
| JP2005305533A (ja) | 鋼鋳片の手入れ方法 | |
| KR100419884B1 (ko) | 전자기주조에서 몰드 및 주편 냉각 장치 | |
| JP2000271706A (ja) | 双ロール式連続鋳造方法とその装置 | |
| JP2647783B2 (ja) | 鋼の連続鋳造方法 | |
| JP2018114538A (ja) | サイド堰、双ロール式連続鋳造装置、及び、薄肉鋳片の製造方法 | |
| JP2021087963A (ja) | 連続鋳造設備の鋳片加熱装置 | |
| JPH06210418A (ja) | 連続鋳造方法 | |
| JPH11320038A (ja) | 薄鋳片の連続鋳造開始方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-3-3-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |