JP2020132935A - 耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 - Google Patents
耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 Download PDFInfo
- Publication number
- JP2020132935A JP2020132935A JP2019026945A JP2019026945A JP2020132935A JP 2020132935 A JP2020132935 A JP 2020132935A JP 2019026945 A JP2019026945 A JP 2019026945A JP 2019026945 A JP2019026945 A JP 2019026945A JP 2020132935 A JP2020132935 A JP 2020132935A
- Authority
- JP
- Japan
- Prior art keywords
- cemented carbide
- based cemented
- cutting tool
- tool
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
しかし、近年、被削材の種類、切削加工条件等に応じて、WC基超硬工具の切削性能、工具寿命をより一段と向上させるべく、各種の提案がなされている。
R>(0.82−0.086×D)×(10/V)
の式を満足させることにより、Ni基耐熱合金の切削加工において、WC基超硬工具の耐熱塑性変形性と靱性を向上させることが提案されている。
なお、R=(L1)/((L1)+(L2))
D:WC面積平均粒径(μm)であって、0.6≦D≦1.7の範囲である。
ここで、前記Dは、WCの面積率が50%となるときのWCの粒径をいう。
V:結合相体積(vol%)であって、9≦V≦14の範囲である。
Nまたは/およびN化合物:0〜1%(N換算で)、Co:0.1〜10%、WCおよび不可避不純物:残からなる組成を有し、かつ、0.06〜30ナノメータのCo平均厚み(CFP)を有し、焼結に際し、昇温途中900度C〜1600度Cの温度範囲の1部または全範囲において、気体を圧力媒体として3気圧〜200気圧の圧力を負荷して高密度化を図った切削加工工具用WC−Co系超硬部品が提案されており、このWC−Co系超硬部品、望ましくは、WCの平均粒径が1μm以下、CFPが0.06〜30nmの範囲の超微粒低Co超硬合金部品の靱性を高めることができるとされている。
ただし、CFPは、Co平均厚み(nm)であって、
CFP=0.58*A/(100−A)*R
から算出した値であり、A:Co(%),2R:WC平均粒径(nm)である。
しかし、前記従来の工具では、合金鋼のエンドミル加工のような断続切削加工においては、WC−WC粒子の界面でのクラック伸展、あるいは、結合相への応力集中による亀裂の発生等により、欠損の発生を十分に抑制することができず、そのため、工具寿命は短命であった。
つまり、WC基超硬合金の結合相のうちの微細結合相粒子について、その真円度を0.3〜0.6の範囲内に定めたWC基超硬工具を、合金鋼等の断続切削加工に供した場合には、靱性の向上、耐欠損性の向上によって、工具の長寿命化が図られることを見出したのである。
「(1)WC基超硬合金を基体とするWC基超硬合金製切削工具において、
前記WC基超硬合金の成分組成は、結合相形成成分としてのCoを6〜14質量%とCr3C2を0.1〜1.4質量%含有し、残部はWC及び不可避不純物からなり、前記WC基超硬合金の断面について測定した結合相粒子の個数積算10%粒度における粒子面積をA10としたとき、A10以下の面積を有する微細結合相粒子の平均真円度が0.3〜0.6の範囲内であることを特徴とするWC基超硬合金製切削工具。
(2)前記WC基超硬合金は、TaC、NbC、TiC、ZrC及びVCのうちから選ばれる少なくとも1種以上を合計量で4質量%以下、さらに含有することを特徴とする(1)に記載のWC基超硬合金製切削工具。
(3)(1)または(2)に記載のWC基超硬合金製切削工具の少なくとも切れ刃には、硬質被覆層が形成されていることを特徴とする表面被覆WC基超硬合金製切削工具。」
を特徴とするものである。
なお、前記(1)、(2)におけるCr3C2、TaC、NbC、TiC、ZrC、VCの含有量は、WC基超硬合金の断面について測定したCr量、Ta量、Nb量、Ti量、Zr量、V量を、いずれも炭化物換算した数値である。
また、WC基超硬合金中においてWC粒子の凝集体が少なくなることから、これを起点とする欠損発生も低減される。
したがって、本発明のWC基超硬工具および表面被覆WC基超硬合金製切削工具は、合金鋼のエンドミル加工等の断続切削加工において、靱性の向上、耐欠損性の向上により、工具の長寿命化が図られる。
Coは、WC基超硬合金の主たる結合相形成成分として含有させるが、Co含有量が6質量%未満では十分な靱性を保持することはできず、一方、Co含有量が14質量%を超えると急激に軟化し、切削工具として必要とされる所望の硬さが得られず、変形および摩耗進行が顕著になることから、WC基超硬合金中のCo含有量を6〜14質量%と定めた。
Cr3C2は、主たる結合相を形成するCo中にCrが固溶し、硬質相を形成するWC相の成長を抑制して、WC相の粒径を微細化させ、WC基超硬合金を微粒・均粒組織とし、靱性を高める。しかし、この作用は、Cr3C2含有量が、0.1質量%未満では不充分であり、一方、その含有量がCoの含有量に対し10%を超えると、CrとWの複合炭化物を析出し、靱性が低下し、また、欠損発生の起点となる。
本発明においてはCo含有量上限が14質量%であるため、Cr3C2の上限はCo含有量上限の10%である1.4質量%である。
したがって、WC基超硬合金中のCr3C2含有量は、0.1〜1.4質量%と定めた。
本発明のWC基超硬合金は、その成分として、さらに、TaC、NbC、TiC、ZrC及びVCのうちから選ばれる少なくとも1種以上を合計量で4質量%以下、さらに含有することができる。
Ta、Nb、Ti、Zr、Vはいずれも、主たる結合相を形成するCo中に固溶して硬さを高める効果を有するが、それらを炭化物換算した合計含有量が4質量%を超えると、炭化物析出により靱性を低下させ、欠損発生の起点となる。
したがって、WC基超硬合金中の成分としてTaC、NbC、TiC、ZrC及びVCのうちから選ばれる少なくとも1種以上を含有させる場合には、その合計含有量は、4質量%以下とすることが望ましい。
なお、前記したCr3C2、TaC、NbC、TiC、ZrC、VCの含有量は、WC基超硬合金についてEPMAによって測定したCr量、Ta量、Nb量、Ti量、Zr量、V量を、いずれも炭化物換算した数値である。
本発明でいうWC基超硬合金の微細結合相粒子の平均真円度とは、WC基超硬合金の断面について、走査型電子顕微鏡(SEM)を使用した観察によって特定した個々の微細結合相粒子の真円度を求め、求めた真円度を平均した値をいう。
ここで、微細結合相粒子とは、例えば、走査型電子顕微鏡(SEM)を用いて、倍率3000〜4000倍でWC基超硬合金の断面を観察して、結合相(Coを主成分とする相)のコントラストが他の相のコントラストから明確に分離可能なSEM像を取得し、これを画像処理して個々の結合相粒子の面積と個数を求め、結合相粒子の面積を横軸とし、また、結合相粒子の個数を縦軸とし、結合相面積の小さい粒子から個数を積み上げた累積分布を作成し、個数積算10%における粒子面積をA10とした場合に、A10以下の面積を有する結合相粒子を微細結合相粒子いう。
そして、微細結合相粒子の真円度については、例えば、走査型電子顕微鏡(SEM)を用いて、倍率3000〜4000倍でWC基超硬合金の断面を観察してSEM像を取得し、該SEM像における微細結合相粒子を特定して抽出し、画像解析ソフトImageJを用いて測定することにより、個々の微細結合相粒子の真円度を求めることができる。
WC基超硬合金の断面の1つの観察視野においてn個の微細結合相粒子が特定された場合、個々の微細結合相粒子に番号1からnを付与し、番号1〜nの微細結合相粒子の面積をそれぞれA1〜Anとし、また、番号1〜nの微細結合相粒子の周長をL1〜Lnとした時、番号mの微細結合相粒子の真円度Cmは、
Cm=4π×Am/Lm 2
で定義される。
そして、m=1〜nとしてC1〜Cnの値を求め、さらに、これらC1〜Cnの平均値C1〜nを求め、このC1〜nが前記1つの観察視野における微細結合相粒子の真円度となる。
そして、複数の観察視野(例えば、10ヶ所の観察視野)で、それぞれの観察視野における微細結合相粒子の真円度を求め、これらを平均した値を、本発明でいうWC基超硬合金の断面の微細結合相粒子の平均真円度とする。
真円度の定義からも明らかなように、真円度あるいは平均真円度の値が1に近いほど、WC基超硬合金の微細結合相粒子の形状は真円に近づき、一方、この値が0に近づくにつれ、微細結合相粒子の形状は円ではなく細長形状になっていくので、真円度あるいは平均真円度の値は、WC基超硬合金中における微細結合相粒子の形状の指標であるといえる。
WC基超硬合金中における微細結合相粒子の平均真円度が0.3未満では、WC粒子の周囲への微細結合相粒子の回り込みは多くなるが、その一方で、WC−WC粒子同士の接触界面長さが短くなるとともに、微細結合相粒子の先端部での応力集中の発生により、耐塑性変形性が低下し、さらに、微細結合相粒子の先端部に空隙が形成されやすくなり、この空隙は、WC基超硬工具の変形、破壊の起点となるため、靱性、耐欠損性等が低下する。
一方、微細結合相粒子の平均真円度が0.6を超えると、WC粒子の周囲への微細結合相粒子の回り込みが不十分となるため、靱性が低下し、欠損等の異常損傷が発生しやすくなる。
したがって、本発明においては、微粒結合相粒子の平均真円度は0.3〜0.6の範囲内とする。
そして、これによって、合金鋼のエンドミル加工等の断続切削加工において、靱性が向上することで、欠損の発生が抑制され、切削工具の長寿命化を図ることができる。
まず、所定の平均粒径のWC粉末、Co粉末、Cr3C2粉末からなる原料粉末、あるいは、必要に応じて、さらに、TaC粉末、NbC粉末、TiC粉末、ZrC粉末、VC粉末のうちの1種以上の粉末を含有する原料粉末を、所定の組成になるように配合・混合して、混合粉末を作製する。
ついで、前記混合粉末を成形して圧粉成形体を作製し、この圧粉成形体を、真空雰囲気中で、結合相の液相出現温度(圧粉成形体の組成等に依存するが、概ね1300〜1360℃)を挟んで、昇温及び降温を約10〜30回程度繰り返す工程(以下、サイクル工程と称す)を行い、次いで1360〜1500℃の温度で所定時間保持することにより焼結を行い、WC基超硬合金を作製する。
結合相の液相出現温度を挟んで昇温と降温を繰り返す条件のサイクル工程を行うことにより、WC粒子間に平均真円度が0.3〜0.6のCoを主成分とする微細結合相粒子が形成される。
ついで、前記WC基超硬合金を、機械加工、研削加工し、所望サイズ・形状のWC基超硬工具を作製することができる。
その結果、WC基超硬合金の靱性が向上し、切削加工時の負荷による亀裂の発生、あるいは、発生した亀裂がWC基超硬合金中を伝播・進展することが抑制されるため、耐折損性が向上する。
さらに、WC粒子の凝集体が少なくなることから、これを起点とする欠損発生が低減される。
なお、表面被覆WC基超硬合金製切削工具の作製にあたり、硬質皮膜の種類、成膜法は、当業者に既によく知られている膜種、成膜手法を採用すればよく、特に、制限するものではない。
(a)まず、焼結用の粉末として、表1に示す平均粒径(d50)0.8〜4.0μmのWC粉末、同じく表1に示す平均粒径(d50)1.0〜3.0μmのCo粉末、Cr3C2粉末、TaC粉末、NbC粉末、TiC粉末、ZrC粉末、VC粉末を用意する。
これらの粉末を、表1に示す配合組成となるように配合して、焼結用粉末を作製した。
表1には、各種粉末の配合組成(質量%)を示す。
比較のために、比較例のWC基超硬工具1〜12(以下、比較例工具1〜12という)を製造した。
その製造工程は、前記本発明工具1〜5及び11の製造工程において、前記(c)のサイクル工程を行わず、通常条件での焼結を行ったもの、また、前記本発明工具6〜10及び12の製造工程において、前記(c)のサイクル工程で本発明の推奨条件外での処理を行ったものである。
また、表5に示す比較例工具6〜10及び12は、表1に示す配合組成に配合した焼結用粉末を、ボールミルで72時間湿式混合し、乾燥した後、100MPaの圧力でプレス成形して丸棒圧粉成形体を作製した後、表2に示す条件で前記(c)工程を行った後、加熱温度:1360℃以上1500℃以下、かつ、加熱保持時間:30〜120分、真空雰囲気という通常の条件で焼結して、WC基超硬合金焼結体を作製し、これを機械加工、研削加工し、比較例工具6〜10はAOMT123608PEERのインサート形状、比較例工具12はXDGX175008PDERのインサート形状としたものである。
なお、Cr、Ta、Nb、Ti、Zr、Vは、それぞれの炭化物に換算して含有量を算出した。
表4、表5に、それぞれの平均含有量を示す。
なお、前記観察倍率とpixel数の関係から、3000倍観察では最小結合相面積は977nm2であり、4000倍観察では549nm2である。また、観察視野倍率は視野内に150〜400個の結合相粒子が含まれるように倍率を選定した。本発明においては、WC粒子によって分断された個々の結合相を各々一つの結晶粒と見なしている。
そして、10箇所の観察視野で求めたそれぞれの真円度の平均値をさらに平均することにより、WC基超硬合金の断面における微細結合相粒子の平均真円度を算出した。
表4、表5に、A10の値と平均真円度の値を示す。
上記の各被覆工具をいずれもカッタ径25mmの工具鋼製カッタ先端部に固定治具にてクランプし、以下に示す、合金鋼の高送り断続切削の一種である乾式肩削り切削加工試験を実施した。
被削材: JIS・SCM440、幅100mm、長さ400mmのブロック材、
切削速度: 200 m/min、
径方向切り込み: 5 mm、
軸方向切り込み: 3 mm、
一刃送り量: 0.3 mm/刃、
上記切削加工試験において、逃げ面摩耗幅が0.2mmに達するまでの切削長を測定し、また、切削加工試験後の切れ刃の損耗状態を観察した。
表7に、この試験結果を示す。
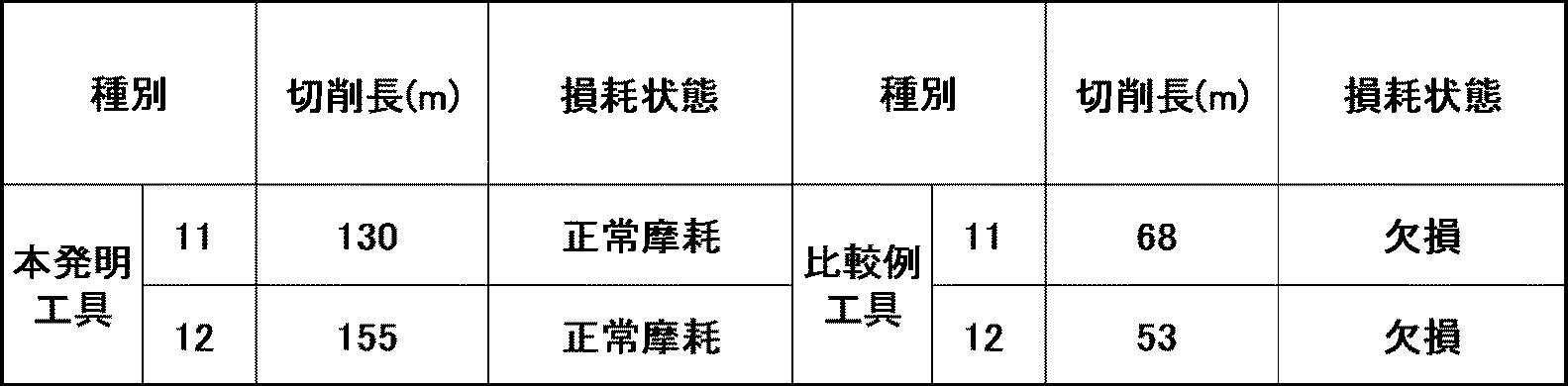
カッタ径: 40 mm、
被削材: JIS・A7075、幅100mm、長さ400mmのブロック材、
切削速度: 500 m/min、
径方向切り込み: 6 mm、
軸方向切り込み: 30 mm、
一刃送り量: 0.15 mm/刃、
上記切削加工試験において、逃げ面摩耗幅が0.2mmに達するまでの切削長を測定し、また、切削加工試験後の切れ刃の損耗状態を観察した。
表8に、切削試験の結果を示す。
Claims (3)
- WC基超硬合金を基体とするWC基超硬合金製切削工具において、
前記WC基超硬合金の成分組成は、結合相形成成分としてのCoを6〜14質量%とCr3C2を0.1〜1.4質量%含有し、残部はWC及び不可避不純物からなり、前記WC基超硬合金の断面について測定した結合相粒子の個数積算10%粒度における粒子面積をA10としたとき、A10以下の面積を有する微細結合相粒子の平均真円度が0.3〜0.6の範囲内であることを特徴とするWC基超硬合金製切削工具。 - 前記WC基超硬合金は、TaC、NbC、TiC、ZrCおよびVCのうちから選ばれる少なくとも1種以上を合計量で4質量%以下、さらに含有することを特徴とする請求項1に記載のWC基超硬合金製切削工具。
- 請求項1または2に記載のWC基超硬合金製切削工具の少なくとも切れ刃には、硬質被覆層が形成されていることを特徴とする表面被覆WC基超硬合金製切削工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019026945A JP7161677B2 (ja) | 2019-02-18 | 2019-02-18 | 耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019026945A JP7161677B2 (ja) | 2019-02-18 | 2019-02-18 | 耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020132935A true JP2020132935A (ja) | 2020-08-31 |
| JP7161677B2 JP7161677B2 (ja) | 2022-10-27 |
Family
ID=72277856
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019026945A Active JP7161677B2 (ja) | 2019-02-18 | 2019-02-18 | 耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7161677B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022108807A (ja) * | 2021-01-14 | 2022-07-27 | 三菱マテリアル株式会社 | 切削工具 |
| JP2024543099A (ja) * | 2021-11-20 | 2024-11-19 | ハイペリオン マテリアルズ アンド テクノロジーズ インコーポレイテッド | 改善された超硬合金 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4923512A (en) * | 1989-04-07 | 1990-05-08 | The Dow Chemical Company | Cobalt-bound tungsten carbide metal matrix composites and cutting tools formed therefrom |
| JPH10110233A (ja) * | 1996-10-04 | 1998-04-28 | Sumitomo Electric Ind Ltd | 高靱性硬質合金とその製造方法 |
| JP2009024214A (ja) * | 2007-07-19 | 2009-02-05 | Tungaloy Corp | 超硬合金およびその製造方法 |
| JP2009035810A (ja) * | 2007-07-11 | 2009-02-19 | Sumitomo Electric Hardmetal Corp | 超硬合金 |
| JP2009172697A (ja) * | 2008-01-23 | 2009-08-06 | Mitsubishi Materials Corp | 高速断続重切削加工ですぐれた耐欠損性、耐熱亀裂性、耐摩耗性を示すwc基超硬合金製切削工具 |
| JP2016020541A (ja) * | 2014-06-19 | 2016-02-04 | 住友電気工業株式会社 | 超硬合金、および切削工具 |
-
2019
- 2019-02-18 JP JP2019026945A patent/JP7161677B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4923512A (en) * | 1989-04-07 | 1990-05-08 | The Dow Chemical Company | Cobalt-bound tungsten carbide metal matrix composites and cutting tools formed therefrom |
| JPH10110233A (ja) * | 1996-10-04 | 1998-04-28 | Sumitomo Electric Ind Ltd | 高靱性硬質合金とその製造方法 |
| JP2009035810A (ja) * | 2007-07-11 | 2009-02-19 | Sumitomo Electric Hardmetal Corp | 超硬合金 |
| JP2009024214A (ja) * | 2007-07-19 | 2009-02-05 | Tungaloy Corp | 超硬合金およびその製造方法 |
| JP2009172697A (ja) * | 2008-01-23 | 2009-08-06 | Mitsubishi Materials Corp | 高速断続重切削加工ですぐれた耐欠損性、耐熱亀裂性、耐摩耗性を示すwc基超硬合金製切削工具 |
| JP2016020541A (ja) * | 2014-06-19 | 2016-02-04 | 住友電気工業株式会社 | 超硬合金、および切削工具 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022108807A (ja) * | 2021-01-14 | 2022-07-27 | 三菱マテリアル株式会社 | 切削工具 |
| JP7587205B2 (ja) | 2021-01-14 | 2024-11-20 | 三菱マテリアル株式会社 | 切削工具 |
| JP2024543099A (ja) * | 2021-11-20 | 2024-11-19 | ハイペリオン マテリアルズ アンド テクノロジーズ インコーポレイテッド | 改善された超硬合金 |
| JP7788554B2 (ja) | 2021-11-20 | 2025-12-18 | ハイペリオン マテリアルズ アンド テクノロジーズ インコーポレイテッド | 改善された超硬合金 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7161677B2 (ja) | 2022-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5652113B2 (ja) | 耐熱合金の切削加工で優れた耐欠損性を発揮するwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| KR102441723B1 (ko) | 서멧, 절삭 공구, 및 서멧의 제조 방법 | |
| JP7388431B2 (ja) | 超硬合金及びそれを基材として含む切削工具 | |
| JP2004076049A (ja) | 超微粒超硬合金 | |
| JP7517483B2 (ja) | 超硬合金及びそれを基材として含む切削工具 | |
| JP2020132972A (ja) | 超硬合金および切削工具 | |
| JP2011235410A (ja) | 耐熱合金の切削加工で優れた耐欠損性を発揮するwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP7385829B2 (ja) | 耐塑性変形性、耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP2004292842A (ja) | サーメット | |
| JP7161677B2 (ja) | 耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP2021155778A (ja) | Wc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| WO2020196590A1 (ja) | 耐塑性変形性、耐チッピング性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP7432109B2 (ja) | 超硬合金および切削工具 | |
| EP4129540A1 (en) | Cutting tool made of wc-based cemented carbide | |
| JP2006111947A (ja) | 超微粒子サーメット | |
| JP4703122B2 (ja) | TiCN基サーメットの製造方法 | |
| JP7209216B2 (ja) | 耐塑性変形性、耐チッピング性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP7441420B2 (ja) | すぐれた耐欠損性、耐塑性変形性を発揮する切削工具 | |
| JP2001181777A (ja) | 超高圧発生装置用シリンダーコアおよびアンビルコア | |
| JP6695566B2 (ja) | 非金属系材料を加工するための工具に用いる超硬合金 | |
| JP7473871B2 (ja) | 耐摩耗性および耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP4366803B2 (ja) | 超硬合金押出し材料およびその製造方法並びに切削工具 | |
| JP7441418B2 (ja) | 耐塑性変形性、耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP7587205B2 (ja) | 切削工具 | |
| JP5031610B2 (ja) | TiCN基サーメット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210930 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220907 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220915 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220928 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7161677 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |