JP2020132971A - 超硬合金および切削工具 - Google Patents
超硬合金および切削工具 Download PDFInfo
- Publication number
- JP2020132971A JP2020132971A JP2019030097A JP2019030097A JP2020132971A JP 2020132971 A JP2020132971 A JP 2020132971A JP 2019030097 A JP2019030097 A JP 2019030097A JP 2019030097 A JP2019030097 A JP 2019030097A JP 2020132971 A JP2020132971 A JP 2020132971A
- Authority
- JP
- Japan
- Prior art keywords
- phase
- cemented carbide
- mass
- hard
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
「(1)WCを主体とする硬質相、
Co、Ni、Feの少なくとも1種を4.0〜15.0質量%含む結合相、および、MC(Mは、Ta、Nb、Ti、Zr、Hf、Vの少なくとも1種)を主体とするγ相を有する超硬合金であって、
さらに、0.0〜0.8質量%のCr3C2を含有し、
前記硬質相の平均粒径は、0.2〜4.0μmで、
前記γ相の含有量は、0.5〜12.0質量%であり、
前記γ相の平均粒径は、前記硬質相の平均粒径の0.2〜1.0倍であって、0.2〜4.0μmであり、
前記γ相のうち、その周囲が前記硬質相と接し、かつ、前記結合相には接していないものの個数割合が30%以上である、
ことを特徴とする超硬合金。
(2)前記Mは、Wをさらに含むことを特徴とする前記(1)に記載の超硬合金。
(3)前記(1)または(2)に記載の超硬合金の表面に硬質皮膜を有することを特徴する切削工具。」
硬質相はWCを主体とする。硬質相には、製造過程で不可避的に混入する不可避不純物を含まれていてもよい。
また、硬質相の平均粒径は、0.2〜4.0μmが好ましい。その理由は、0.2μm未満であると、硬質相同士の滑りが生じて耐塑性変形性や耐欠損性が十分ではなく、一方、4.0μmを超えると、十分な耐摩耗性が得られないためである。硬質相の平均粒径は、0.4〜3.6μmがより好ましい。
結合相は、Co、Ni、Feの鉄族元素の少なくとも1種以上(すなわち、Co、Ni、Feのいずれか一つであってもよいし、複数を組み合わせてもよい)を、超硬合金全体に対して4.0〜15.0質量%含むことが好ましい。結合相中には、硬質相の成分であるWやC、その他の不可避不純物が含まれていてもよい。さらに、結合相は、Cr、Ta、Nb、Ti、Zr、Hf、Vの少なくとも1種を含んでいてもよい。これら元素が結合相中に存在するときは、結合相に固溶した状態であると推定される。
なお、結合相のCo、Ni、Feの鉄族元素の質量%は、超硬合金の任意の表面または断面を前述の装置を用いて鏡面加工し、その加工面を蛍光X線回折測定することにより求める。
γ相は、MC(Mは、Ta、Nb、Ti、Zr、Hf、Vの少なくとも1種)で表される炭化物を主体とする。この炭化物は、化学量論的な原子比で結合した炭化物に限定されず、MとCが結合した複合炭化物を含む炭化物すべてをいう。また、MとしてWをさらに含んでもよい。
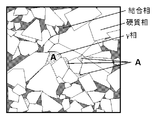
また、γ相の周囲が硬質相に接し、かつ、結合相に接しないγ相(図1でAで示すγ相)の個数が、すべてのγ相の個数に対して30%以上のとき、硬質相とγ相との界面の数が適切となって耐塑性変形性が向上する。
(硬質相に接しかつ結合相に接しないγ相の個数の和)/(すべてのγ相の個数の和)×100
を求めて、平均値を算出することによって得る。
前記のように、硬質相、結合相は製造過程で不可避的に混入する不純物を含んでいてもよく、その量は超硬合金全体に対して0.3質量%以下が好ましい。
本発明の切削工具は、本発明の超硬合金に硬質皮膜を形成したものである。硬質皮膜の種類、成膜法は、それぞれ、当業者に既によく知られている膜種、成膜手法を採用すればよく、特に、制限するものではない。あえて例示をするならば、物理蒸着法(PVD法)または化学蒸着法(CVD法)により、Ti、Al、Cr、BおよびZrからなる群から選ばれた少なくとも一種の元素と、C、NおよびOからなる群から選ばれた少なくとも一種の元素とを必須とする単層又は多層の硬質皮膜が有用である。具体的には、例えば、TiC、CrC、SiC、VC、ZrC、TiN、AlN、CrN、VN、ZrN、Ti(CN)、(TiSi)N、(TiB)N、(TiZr)N、TiAl(CN)、TiCr(CN)、TiZr(CN)、Ti(CNO)、TiAl(CNO)、Ti(CO)、(TiCr)N、(TiAlCr)N、(AlCr)N、Al2O3およびTiB2等の単層または多層の皮膜が挙げることができ、硬質皮膜の膜厚は、例えば1.0〜15.0μmである。
本発明の超硬合金は、例えば、以下のようにして作製することができる。
まず、WC粉末、Co、Ni、Fe粉末の少なくとも1種、必要により、Cr3C2粉末からなる原料粉末、さらに、γ相を形成するための原料粉末(TaC粉末、NbC粉末、TiC粉末、ZrC粉末、HfC粉末、VC粉末のうちの1種以上)を、本発明の超硬合金で規定する組成となるように配合し、ボールミルで混合して、混合粉末を作製する。ここで、γ相を形成するための原料粉末は、WCと合金化した粉末を用いてもよく、その場合、焼結中にγ相が硬質相と強固に結合される。
その後、この焼結体成形体(焼結合金)を機械加工、研削加工し、所望の大きさ・形状の超硬工具基体を作製する。
次に、これらの粉末を、表1に示す配合組成となるように配合して、焼結用粉末を作製し、ボールミルで72時間湿式混合し、乾燥した後、100MPaの圧力で、ANSI呼び記号CNMG432MHの形状を得るべくプレス成形して圧粉成形体を作製した。
その製造工程は、本発明工具基体1〜10の製造工程において、前記仮焼結工程を省略したもの(表2では、仮焼結工程条件が「−」で記載されているもの)、あるいは、本発明の製造条件を外れた表2に示す仮焼結工程を行ったもの、もしくは、本発明の製造条件を外れた表2に示す本焼結工程を行ったものである。

被削材:SNCM439のφ200丸棒
切削速度:100m/min
切り込み:2.0mm
送り:0.9mm/rev
切削時間:5分
表6に、その結果を示す。
Claims (3)
- WCを主体とする硬質相、
Co、Ni、Feの少なくとも1種を4.0〜15.0質量%含む結合相、および、MC(Mは、Ta、Nb、Ti、Zr、Hf、Vの少なくとも1種)を主体とするγ相を有する超硬合金であって、
さらに、0.0〜0.8質量%のCr3C2を含有し、
前記硬質相の平均粒径は、0.2〜4.0μmで、
前記γ相の含有量は、0.5〜12.0質量%であり、
前記γ相の平均粒径は、前記硬質相の平均粒径の0.2〜1.0倍であって、0.2〜4.0μmであり、
前記γ相のうち、その周囲が前記硬質相と接し、かつ、前記結合相には接していないものの個数割合が30%以上である、
ことを特徴とする超硬合金。 - 前記Mは、Wをさらに含むことを特徴とする請求項1に記載の超硬合金。
- 請求項1または2に記載の超硬合金の表面に硬質皮膜を有することを特徴する切削工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019030097A JP7235199B2 (ja) | 2019-02-22 | 2019-02-22 | 超硬合金および切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019030097A JP7235199B2 (ja) | 2019-02-22 | 2019-02-22 | 超硬合金および切削工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020132971A true JP2020132971A (ja) | 2020-08-31 |
| JP7235199B2 JP7235199B2 (ja) | 2023-03-08 |
Family
ID=72277923
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019030097A Active JP7235199B2 (ja) | 2019-02-22 | 2019-02-22 | 超硬合金および切削工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7235199B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022083249A1 (zh) * | 2020-10-22 | 2022-04-28 | 长沙黑金刚实业有限公司 | 一种矿用硬质合金配方、矿用硬质合金及其制备方法 |
| JPWO2023166900A1 (ja) * | 2022-03-03 | 2023-09-07 | ||
| JP2024513729A (ja) * | 2021-03-17 | 2024-03-27 | セコ ツールズ アクティエボラーグ | 切削工具 |
| WO2025205595A1 (ja) * | 2024-03-25 | 2025-10-02 | 三菱マテリアル株式会社 | 表面被覆切削工具 |
| WO2026079080A1 (ja) * | 2024-10-09 | 2026-04-16 | 三菱マテリアルハードメタル株式会社 | 超硬合金および該合金を用いた工具基体 |
| JP7851394B2 (ja) | 2022-03-03 | 2026-04-24 | 京セラ株式会社 | 超硬合金およびこれを用いた被覆工具、切削工具 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004256862A (ja) * | 2003-02-25 | 2004-09-16 | Kyocera Corp | 超硬合金とその製造方法、並びにそれを用いた切削工具 |
| JP2006328477A (ja) * | 2005-05-26 | 2006-12-07 | Hitachi Tool Engineering Ltd | Wc基超硬合金部材及び被覆wc基超硬合金部材 |
| JP2017024165A (ja) * | 2015-07-15 | 2017-02-02 | 三菱日立ツール株式会社 | Wc基超硬合金製切削工具およびその製造方法 |
-
2019
- 2019-02-22 JP JP2019030097A patent/JP7235199B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004256862A (ja) * | 2003-02-25 | 2004-09-16 | Kyocera Corp | 超硬合金とその製造方法、並びにそれを用いた切削工具 |
| JP2006328477A (ja) * | 2005-05-26 | 2006-12-07 | Hitachi Tool Engineering Ltd | Wc基超硬合金部材及び被覆wc基超硬合金部材 |
| JP2017024165A (ja) * | 2015-07-15 | 2017-02-02 | 三菱日立ツール株式会社 | Wc基超硬合金製切削工具およびその製造方法 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022083249A1 (zh) * | 2020-10-22 | 2022-04-28 | 长沙黑金刚实业有限公司 | 一种矿用硬质合金配方、矿用硬质合金及其制备方法 |
| KR20230092969A (ko) * | 2020-10-22 | 2023-06-26 | 창사 헤이진강 인더스트리얼 컴퍼니 리미티드 | 채광용 경질합금 조성, 채광용 경질합금 및 그 제조방법 |
| KR102835570B1 (ko) | 2020-10-22 | 2025-07-16 | 창사 헤이진강 인더스트리얼 컴퍼니 리미티드 | 채광용 경질합금 조성, 채광용 경질합금 및 그 제조방법 |
| JP2024513729A (ja) * | 2021-03-17 | 2024-03-27 | セコ ツールズ アクティエボラーグ | 切削工具 |
| JP7824973B2 (ja) | 2021-03-17 | 2026-03-05 | セコ ツールズ アクティエボラーグ | 切削工具 |
| JPWO2023166900A1 (ja) * | 2022-03-03 | 2023-09-07 | ||
| JP7851394B2 (ja) | 2022-03-03 | 2026-04-24 | 京セラ株式会社 | 超硬合金およびこれを用いた被覆工具、切削工具 |
| WO2025205595A1 (ja) * | 2024-03-25 | 2025-10-02 | 三菱マテリアル株式会社 | 表面被覆切削工具 |
| WO2026079080A1 (ja) * | 2024-10-09 | 2026-04-16 | 三菱マテリアルハードメタル株式会社 | 超硬合金および該合金を用いた工具基体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7235199B2 (ja) | 2023-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6634647B2 (ja) | 耐チッピング性、耐摩耗性にすぐれた表面被覆切削工具 | |
| JP5328653B2 (ja) | Ti基サーメットおよび被覆サーメット並びに切削工具 | |
| JP6677932B2 (ja) | 強断続切削加工においてすぐれた耐チッピング性、耐摩耗性を発揮する表面被覆切削工具 | |
| JP5305056B1 (ja) | 立方晶窒化ほう素基焼結体製切削工具 | |
| JP7235200B2 (ja) | 超硬合金および切削工具 | |
| JP7235199B2 (ja) | 超硬合金および切削工具 | |
| JP6928218B2 (ja) | 表面被覆立方晶窒化ホウ素焼結体工具 | |
| JP2021139022A (ja) | Wc基超硬合金およびwc基超硬合金切削工具 | |
| JP2021126738A (ja) | 強断続切削加工においてすぐれた耐チッピング性、耐摩耗性を発揮する表面被覆切削工具 | |
| US12303982B2 (en) | Surface-coated cutting tool | |
| WO2010104094A1 (ja) | サーメットおよび被覆サーメット | |
| JP5594568B2 (ja) | 立方晶窒化ホウ素基超高圧焼結材料製切削工具及び表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具 | |
| JP7437621B2 (ja) | Wc基超硬合金およびwc基超硬合金切削工具 | |
| JP6843096B2 (ja) | 立方晶窒化硼素焼結体、及び、立方晶窒化硼素焼結体を有する工具 | |
| JP7432109B2 (ja) | 超硬合金および切削工具 | |
| JP7170965B2 (ja) | 超硬合金及び被覆超硬合金 | |
| JP5023896B2 (ja) | 表面被覆切削工具 | |
| JP2021139021A (ja) | Wc基超硬合金およびwc基超硬合金切削工具 | |
| JP2021143380A (ja) | Wc基超硬合金およびwc基超硬合金切削工具 | |
| JP7043869B2 (ja) | 硬質被覆層がすぐれた耐溶着性と耐異常損傷性を発揮する表面被覆切削工具 | |
| JP2008080476A (ja) | 高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具 | |
| JP2009166193A (ja) | 高速断続切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP7587205B2 (ja) | 切削工具 | |
| JP7473871B2 (ja) | 耐摩耗性および耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP2004223666A (ja) | 荒加工用切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210930 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220907 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220915 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221109 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230125 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230207 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7235199 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |