JP2020150102A - 部品搭載装置および部品搭載方法 - Google Patents
部品搭載装置および部品搭載方法 Download PDFInfo
- Publication number
- JP2020150102A JP2020150102A JP2019045528A JP2019045528A JP2020150102A JP 2020150102 A JP2020150102 A JP 2020150102A JP 2019045528 A JP2019045528 A JP 2019045528A JP 2019045528 A JP2019045528 A JP 2019045528A JP 2020150102 A JP2020150102 A JP 2020150102A
- Authority
- JP
- Japan
- Prior art keywords
- component
- mounting
- mounted component
- imaging
- surface side
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Supply And Installment Of Electrical Components (AREA)
- Wire Bonding (AREA)
Abstract
Description
量設定部で設定された前記位置合わせ量で前記他の搭載部品を前記一の搭載部品に対して位置合わせしたうえで、前記他の搭載部品を前記一の搭載部品の上に搭載させる搭載制御部とを備えた。
搭載ヘッド12はヘッド移動機構12K(図1)の作動によって、作業ステージ11の上方を含む一定の領域を水平方向に移動する。
M1,M2が設けられている(図3も参照)。これら2つのアライメントマークM1,M2は搭載部品2のひとつの対角線上に設けられている。
PX=X2−X1
PY=Y2−Y1
PΘ=Θ2−Θ1
から成る(PX,PY,PΘ)を、上側部品の搭載前位置と下側部品の搭載後位置との間の位置ずれ量(第1の位置ずれ量と称する)として算出する。
QX=X2−X0
QY=Y2−Y0
QΘ=Θ2−Θ0
から成る(QX,QY,QΘ)を、上側部品の搭載前位置と基準搭載部品の搭載後位置との間の位置ずれ量(第2の位置ずれ量と称する)として算出する。
ΔX=mPX+nQX= m(X2−X1)+n(X2−X0)
ΔY=mPY+nQY= m(Y2−Y1)+n(Y2−Y0)
ΔΘ=mPΘ+nQΘ= m(Θ2−Θ1)+n(Θ2−Θ0)
から成る(ΔX,ΔY,ΔΘ)を、下側部品に対する上側部品の位置合わせ量として設定する。位置合わせ量設定部14cで設定された位置合わせ量(ΔX,ΔY,ΔΘ)は、記憶部14bに記憶される。
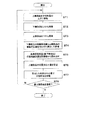
に搭載部品2の搭載を行う場合は最下層部品2A)の上方に移動させる(ステップST1)。そして、下側部品と上側部品との間にカメラ13を進出させたうえで、第1の撮像部13aによって下側部品を撮像するとともに(ステップST2。第1の撮像工程)、第2の撮像部13bによって上側部品を撮像する(ステップST3。第2の撮像工程)。ステップST2の下側部品の撮像とステップST3の上側部品の撮像は同時に行ってもよい。
を搭載した場合、上下に隣接する搭載部品2間における接続信頼性は高く、各搭載部品2の搭載精度も非常に高いものとなる。
2 搭載部品
2A 最下層部品(最下層の搭載部品)
13a 第1の撮像部
13b 第2の撮像部
14a 位置算出部
14c 位置合わせ量設定部
14d 搭載制御部
21 下面側電極
22 上面側電極
Claims (8)
- 一の搭載部品の上面側に設けられた上面側電極に他の搭載部品の下面側に設けられた下面側電極が接触するように前記一の搭載部品の上に前記他の搭載部品を搭載する動作を繰り返し実行する部品搭載装置であって、
前記一の搭載部品を上方から撮像する第1の撮像部と、
前記他の搭載部品を下方から撮像する第2の撮像部と、
前記第1の撮像部により撮像した結果に基づいて前記一の搭載部品の位置を前記一の搭載部品の搭載後位置として算出するとともに、前記第2の撮像部により撮像した結果に基づいて前記他の搭載部品の位置を前記他の搭載部品の搭載前位置として算出する位置算出部と、
前記位置算出部により算出された前記一の搭載部品の搭載後位置、前記位置算出部により算出された前記他の搭載部品の搭載前位置および前記一の搭載部品より下層側に位置する特定の搭載部品である基準搭載部品の搭載後位置に基づいて、前記一の搭載部品に対する前記他の搭載部品の位置合わせ量を設定する位置合わせ量設定部と、
前記位置合わせ量設定部で設定された前記位置合わせ量で前記他の搭載部品を前記一の搭載部品に対して位置合わせしたうえで、前記他の搭載部品を前記一の搭載部品の上に搭載させる搭載制御部とを備えた部品搭載装置。 - 前記特定の搭載部品は最下層の搭載部品である請求項1に記載の部品搭載装置。
- 前記位置合わせ量設定部は、前記他の搭載部品の搭載前位置と前記一の搭載部品の搭載後位置と間の第1の位置ずれ量および前記他の搭載部品の搭載前位置と前記基準搭載部品の搭載後位置との間の第2の位置ずれ量に基づいて前記位置合わせ量を設定する請求項1または2に記載の部品搭載装置。
- 前記位置合わせ量は、前記第1の位置ずれ量による寄与分と前記第2の位置ずれ量による寄与分との割合を変更して設定できる請求項3に記載の部品搭載装置。
- 一の搭載部品の上面側に設けられた上面側電極に他の搭載部品の下面側に設けられた下面側電極が接触するように前記一の搭載部品の上に前記他の搭載部品を搭載する動作を繰り返し実行する部品搭載方法であって、
前記一の搭載部品を上方から撮像する第1の撮像工程と、
前記他の搭載部品を下方から撮像する第2の撮像工程と、
前記第1の撮像工程で撮像した結果に基づいて前記一の搭載部品の位置を前記一の搭載部品の搭載後位置として算出するとともに、前記第2の撮像工程で撮像した結果に基づいて前記他の搭載部品の位置を前記他の搭載部品の搭載前位置として算出する位置算出工程と、
前記位置算出工程で算出した前記一の搭載部品の搭載後位置、前記位置算出工程で算出した前記他の搭載部品の搭載前位置および前記一の搭載部品より下層側に位置する特定の搭載部品である基準搭載部品の搭載後位置に基づいて、前記一の搭載部品に対する前記他の搭載部品の位置合わせ量を設定する位置合わせ量設定工程と、
前記位置合わせ量設定工程で設定した前記位置合わせ量で前記他の搭載部品を前記一の搭載部品に対して位置合わせしたうえで、前記他の搭載部品を前記一の搭載部品の上に搭載する搭載工程とを含む部品搭載方法。 - 前記特定の搭載部品は最下層の搭載部品である請求項5に記載の部品搭載方法。
- 前記位置算出工程で、前記位置合わせ量を、前記他の搭載部品の搭載前位置と前記一の搭載部品の搭載後位置との間の第1の位置ずれ量および前記他の搭載部品の搭載前位置と
前記基準搭載部品の搭載後位置との間の第2の位置ずれ量に基づいて設定する請求項5または6に記載の部品搭載方法。 - 前記位置合わせ量は、前記第1の位置ずれ量による寄与分と前記第2の位置ずれ量による寄与分との割合を変更して設定できる請求項7に記載の部品搭載方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019045528A JP2020150102A (ja) | 2019-03-13 | 2019-03-13 | 部品搭載装置および部品搭載方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019045528A JP2020150102A (ja) | 2019-03-13 | 2019-03-13 | 部品搭載装置および部品搭載方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020150102A true JP2020150102A (ja) | 2020-09-17 |
Family
ID=72429870
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019045528A Pending JP2020150102A (ja) | 2019-03-13 | 2019-03-13 | 部品搭載装置および部品搭載方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020150102A (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004228153A (ja) * | 2003-01-20 | 2004-08-12 | Fujitsu Ltd | パターンレイヤ間の位置合わせ方法、位置合わせ処理装置、および半導体装置の製造方法 |
| JP2014187220A (ja) * | 2013-03-25 | 2014-10-02 | Toshiba Corp | 半導体装置の製造方法 |
| JP2016062958A (ja) * | 2014-09-16 | 2016-04-25 | 株式会社東芝 | 半導体装置の製造方法及び半導体製造装置 |
-
2019
- 2019-03-13 JP JP2019045528A patent/JP2020150102A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004228153A (ja) * | 2003-01-20 | 2004-08-12 | Fujitsu Ltd | パターンレイヤ間の位置合わせ方法、位置合わせ処理装置、および半導体装置の製造方法 |
| JP2014187220A (ja) * | 2013-03-25 | 2014-10-02 | Toshiba Corp | 半導体装置の製造方法 |
| JP2016062958A (ja) * | 2014-09-16 | 2016-04-25 | 株式会社東芝 | 半導体装置の製造方法及び半導体製造装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7897481B2 (en) | High throughput die-to-wafer bonding using pre-alignment | |
| JP5344145B2 (ja) | ボンディング装置における電子部品と基板の位置合わせ方法 | |
| JP2019102771A (ja) | 電子部品実装装置及び電子部品実装方法 | |
| JP7850239B2 (ja) | 電子部品の実装装置 | |
| JP3301347B2 (ja) | 導電性ボールの搭載装置および搭載方法 | |
| WO2020153204A1 (ja) | 実装装置および実装方法 | |
| TWI875417B (zh) | 一種鍵合裝置及鍵合方法 | |
| TWI887931B (zh) | 一種晶片的鍵合裝置及鍵合方法 | |
| KR20250047956A (ko) | 전자부품 테스트용 핸들러 | |
| US7281322B2 (en) | Component mounting method | |
| JP2008085322A (ja) | 実装装置および実装方法 | |
| WO2019097675A1 (ja) | 部品実装機、部品検査方法、部品検査プログラム、記録媒体 | |
| JP2020150102A (ja) | 部品搭載装置および部品搭載方法 | |
| US20070006453A1 (en) | Component mounting apparatus and component mounting method | |
| JP4262171B2 (ja) | 半導体チップの実装装置及び実装方法 | |
| TWI907835B (zh) | 晶粒接合裝置 | |
| JP6902974B2 (ja) | 電子部品の実装装置および実装方法 | |
| JPH0837209A (ja) | バンプ付電子部品の実装方法 | |
| JP2000340998A (ja) | 電気部品の位置出し供給方法及びその装置 | |
| TWI765549B (zh) | 電子零件的安裝裝置 | |
| JP2011181675A (ja) | 回路部品の実装装置 | |
| TWI886709B (zh) | 一種帶有系統誤差補償功能的鍵合裝置以及方法 | |
| JP2007266425A (ja) | 実装装置および実装方法 | |
| JP2003031994A (ja) | 電子部品装着方法及び装置 | |
| JPH07240431A (ja) | 回路基板の位置合わせマークとその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220111 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20221020 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221213 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230606 |