JP2020172702A - 溶射材料及びその製造方法、溶射皮膜及びその形成方法並びに溶射部材 - Google Patents
溶射材料及びその製造方法、溶射皮膜及びその形成方法並びに溶射部材 Download PDFInfo
- Publication number
- JP2020172702A JP2020172702A JP2020067359A JP2020067359A JP2020172702A JP 2020172702 A JP2020172702 A JP 2020172702A JP 2020067359 A JP2020067359 A JP 2020067359A JP 2020067359 A JP2020067359 A JP 2020067359A JP 2020172702 A JP2020172702 A JP 2020172702A
- Authority
- JP
- Japan
- Prior art keywords
- rare earth
- aluminum
- thermal spray
- oxide
- spray coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/04—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the coating material
- C23C4/10—Oxides, borides, carbides, nitrides or silicides; Mixtures thereof
- C23C4/11—Oxides
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01F—COMPOUNDS OF THE METALS BERYLLIUM, MAGNESIUM, ALUMINIUM, CALCIUM, STRONTIUM, BARIUM, RADIUM, THORIUM, OR OF THE RARE-EARTH METALS
- C01F17/00—Compounds of rare earth metals
- C01F17/20—Compounds containing only rare earth metals as the metal element
- C01F17/206—Compounds containing only rare earth metals as the metal element oxide or hydroxide being the only anion
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/50—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on rare-earth compounds
- C04B35/505—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on rare-earth compounds based on yttrium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/009—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone characterised by the material treated
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/45—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements
- C04B41/50—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials
- C04B41/5025—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials with ceramic materials
- C04B41/5045—Rare-earth oxides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/80—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone of only ceramics
- C04B41/81—Coating or impregnation
- C04B41/85—Coating or impregnation with inorganic materials
- C04B41/87—Ceramics
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/04—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the coating material
- C23C4/10—Oxides, borides, carbides, nitrides or silicides; Mixtures thereof
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/12—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying
- C23C4/134—Plasma spraying
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/18—After-treatment
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Plasma & Fusion (AREA)
- Physics & Mathematics (AREA)
- Ceramic Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Metallurgy (AREA)
- Mechanical Engineering (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Geology (AREA)
- Coating By Spraying Or Casting (AREA)
- Compounds Of Alkaline-Earth Elements, Aluminum Or Rare-Earth Metals (AREA)
- Drying Of Semiconductors (AREA)
Abstract
Description
1.希土類(R)、アルミニウム及び酸素を含有し、希土類(R)・アルミニウム・モノクリニック(R4Al2O9)の結晶相及び希土類酸化物(R2O3)の結晶相を含む粉末状の溶射材料であって、
X線回折法(特性X線:Cu−Kα)によって、回折角2θ=10〜70°の範囲内に検出される結晶相の回折ピークのうち、希土類酸化物(R2O3)に帰属される回折ピークの最大ピークの積分強度値I(R)と、希土類・アルミニウム・モノクリニック(R4Al2O9)に帰属される回折ピークの最大ピークの積分強度値I(RAL)との強度比I(R)/I(RAL)が1以上であることを特徴とする溶射材料。
2.BET比表面積S(m2/g)が1以上、嵩密度ρ(g/cm3)が2以下であることを特徴とする1記載の溶射材料。
3.上記BET比表面積Sを上記嵩密度ρで除したS/ρの値が1〜4であることを特徴とする2記載の溶射材料。
4.希土類(R)及びアルミニウムの含有量から算出される希土類酸化物(R2O3)相当量及び酸化アルミニウム(Al2O3)相当量が、希土類酸化物(R2O3)と酸化アルミニウム(Al2O3)との合計に対して、希土類酸化物(R2O3)が75〜99質量%、酸化アルミニウム(Al2O3)が1〜25質量%であることを特徴とする1〜3のいずれかに記載の溶射材料。
5.上記希土類(R)が、イットリウム(Y)、ガドリニウム(Gd)、テルビウム(Tb)、ジスプロシウム(Dy)、ホルミウム(Ho)、エルビウム(Er)、ツリウム(Tm)、イッテルビウム(Yb)及びルテチウム(Lu)から選ばれる1種以上の元素を含むことを特徴とする1〜4のいずれかに記載の溶射材料。
6.平均粒子径D50が1〜50μmであることを特徴とする1〜5のいずれかに記載の溶射材料。
7.1〜6のいずれかに記載の溶射材料と、分散媒とを含むスラリーであり、上記溶射材料の含有率が10〜70質量%であることを特徴とする溶射材料。
8.上記分散媒が水系分散媒であることを特徴とする7に記載の溶射材料。
9.更に、分散剤を含むことを特徴とする7又は8に記載の溶射材料。
10.粘度が15mPa・s未満であることを特徴とする7〜9のいずれかに記載の溶射材料。
11.希土類塩水溶液に酸化アルミニウムを分散させてスラリーを形成する工程、
上記スラリーに沈殿剤を添加して、希土類及びアルミニウムを含有する前駆体物質を沈殿として晶出させる工程、
上記沈殿を固液分離して回収する工程、及び
得られた上記希土類及びアルミニウムを含有する前駆体物質を、酸素ガス含有雰囲気下で焼成する工程
を含むことを特徴とする溶射材料の製造方法。
12.1〜10のいずれかに記載の溶射材料を用いて、プラズマ溶射により、基材上に、直接又は下地皮膜を介して、希土類及びアルミニウムを含有する複合酸化物を含む溶射皮膜を形成することを特徴とする溶射皮膜の形成方法。
13.希土類(R)、アルミニウム及び酸素を含有し、希土類及びアルミニウムを含有する複合酸化物の結晶相を含む溶射皮膜であって、
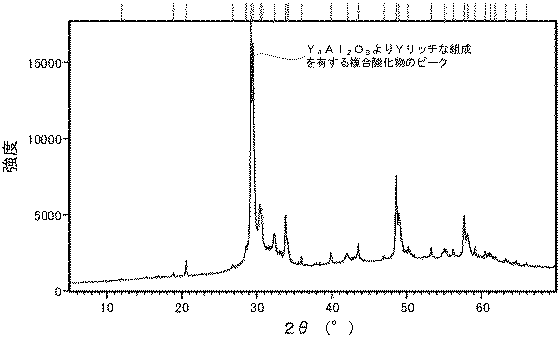
上記希土類及びアルミニウムを含有する複合酸化物の結晶相が、希土類・アルミニウム・モノクリニック(R4Al2O9)のAl原子のサイトの一部が希土類(R)原子で置換された、希土類・アルミニウム・モノクリニック(R4Al2O9)の化学量論組成より希土類リッチな組成を有する複合酸化物の結晶相を含むことを特徴とする溶射皮膜。
14.更に、希土類酸化物(R2O3)の結晶相を含むことを特徴とする13に記載の溶射皮膜。
15.更に、希土類・アルミニウム・モノクリニック(R4Al2O9)の結晶相、希土類・アルミニウム・ペロブスカイト(RAlO3)の結晶相及び希土類・アルミニウム・ガーネット(R3Al5O12)の結晶相から選ばれる1種以上の結晶相を含むことを特徴とする13又は14に記載の溶射皮膜。
16.希土類(R)及びアルミニウムの含有量から算出される希土類酸化物(R2O3)相当量及び酸化アルミニウム(Al2O3)相当量が、希土類酸化物(R2O3)と酸化アルミニウム(Al2O3)との合計に対して、希土類酸化物(R2O3)が75〜99質量%、酸化アルミニウム(Al2O3)が1〜25質量%であることを特徴とする13〜15のいずれかに記載の溶射皮膜。
17.上記希土類(R)が、イットリウム(Y)、ガドリニウム(Gd)、テルビウム(Tb)、ジスプロシウム(Dy)、ホルミウム(Ho)、エルビウム(Er)、ツリウム(Tm)、イッテルビウム(Yb)及びルテチウム(Lu)から選ばれる1種以上の元素を含むことを特徴とする13〜16のいずれかに記載の溶射皮膜。
18.面粗度Raが8μm以下であることを特徴とする13〜17のいずれかに記載の溶射皮膜。
19.膜厚が10〜500μmであることを特徴とする13〜18のいずれかに記載の溶射皮膜。
20.ビッカース硬度HV0.3が600以上であることを特徴とする13〜19のいずれかに記載の溶射皮膜。
21.気孔率が5%以下であることを特徴とする13〜20のいずれかに記載の溶射皮膜。
22.基材上に、直接又は下地皮膜を介して形成された、13〜21のいずれかに記載の溶射皮膜を備えることを特徴とする溶射部材。
本発明の溶射材料は、半導体製造工程において用いられるプラズマエッチング装置内の部品、部材等での使用に好適な溶射皮膜の形成、特に、プラズマ溶射による溶射皮膜の形成に好適に用いられる。本発明の溶射材料は、希土類(R)、アルミニウム及び酸素を含有し、希土類(R)及びアルミニウムを含む複合酸化物の結晶相を含んでいることが好ましく、希土類(R)・アルミニウム・モノクリニック(R4Al2O9)の結晶相と、希土類酸化物(R2O3)の結晶相とを含むことがより好ましい。また、本発明の溶射材料の形態は、通常、粉末状(粒子状)である。本発明の溶射材料は、腐食性のハロゲン系ガスプラズマに対して、希土類パーティクルの発生が少なく、耐プラズマエッチング性能(耐食性)が優れた溶射皮膜を形成することができる。
(A)希土類塩水溶液に酸化アルミニウムを分散させてスラリーを形成する工程、
(B)スラリーに沈殿剤を添加して、希土類及びアルミニウムを含有する前駆体物質を沈殿として晶出させる工程、
(C)沈殿を固液分離して回収する工程、及び
(D)得られた希土類及びアルミニウムを含有する前駆体物質を、酸素ガス含有雰囲気下で焼成する工程
により製造することができる。
硝酸イットリウム(Y(NO3)3)と、酸化アルミニウム(Al2O3)とを、溶射材料としたとき、酸化イットリウム(Y2O3)相当量及び酸化アルミニウム(Al2O3)相当量が、酸化イットリウム(Y2O3)と酸化アルミニウム(Al2O3)との合計に対して、表1に示される割合となるように準備し、0.01mol/Lの硝酸イットリウム水溶液に、酸化アルミニウム(Al2O3)粉末(平均粒子径D50=0.5μm)を分散させてスラリーを調製した。次に、得られたスラリーに、尿素を、硝酸イットリウム1モルに対して10モルに相当する量添加し、撹拌して、沈殿を晶出させ、得られた希土類(イットリウム)及びアルミニウムを含有する前駆体物質の沈殿を固液分離して回収した。
測定条件は、特性X線:Cu−Kα(管電圧45kV、管電流40mA)、走査範囲:2θ=5〜70°、ステップサイズ:0.0167113°、タイムパーステップ:13.970秒、スキャンスピード:0.151921°/秒とした。
また、BET比表面積S、嵩密度ρを測定して、S/ρを算出した。また、蛍光X線分析法によるイットリウム及びアルミニウムの定量結果から、酸化イットリウム(Y2O3)相当量及び酸化アルミニウム(Al2O3)相当量として、両者の合計に対する割合を求めた。更に、粒度分布(平均粒子径D50)を測定した。結果を表1に示す。なお、希土類・アルミニウム・モノクリニック(R4Al2O9)に帰属される回折ピークの最大ピークの回折角(2θ(RAL))は、表3に示した。また、各々の測定、分析の詳細については後述する。
実施例1と同様の方法で前駆体物質を得、得られた前駆体物質を、大気雰囲気下、1,600℃で2時間焼成した後、ジェットミルで粉砕して、溶射材料を得た。得られた溶射材料について、実施例1と同様の測定、分析を実施した。結果を表1、3に示す。また、XRDプロファイルを図1に示す。
前駆体物質の焼成温度を1,300℃、焼成時間を4時間とした以外は、実施例2と同様にして、溶射材料を得た。得られた溶射材料について、実施例1と同様の測定、分析を実施した。結果を表1、3に示す。また、実施例2と同様の方法でスラリー状の溶射材料を得、粘度を測定した。スラリー濃度、用いた分散媒、用いた分散剤及びそのスラリー中の濃度並びに粘度を表2に示す。
イットリウム(Y)をガドリニウム(Gd)に変更した(原料として、硝酸イットリウム(Y(NO3)3)の代わりに硝酸ガドリニウム(Gd(NO3)3)を用いた)以外は実施例1と同様の方法で前駆体物質を得、得られた前駆体物質を、大気雰囲気下、1,200℃で2時間焼成した後、ジェットミルで粉砕して、溶射材料を得た。得られた溶射材料について、実施例1と同様の測定、分析を実施した。結果を表1、3に示す。また、実施例2と同様の方法でスラリー状の溶射材料を得、粘度を測定した。スラリー濃度、用いた分散媒、用いた分散剤及びそのスラリー中の濃度並びに粘度を表2に示す。
イットリウム(Y)をイッテルビウム(Yb)に変更した(原料として、硝酸イットリウム(Y(NO3)3)の代わりに硝酸イッテルビウム(Yb(NO3)3)を用いた)以外は実施例1と同様の方法で前駆体物質を得、得られた前駆体物質を、大気雰囲気下、1,500℃で2時間焼成した後、ジェットミルで粉砕して、溶射材料を得た。得られた溶射材料について、実施例1と同様の測定、分析を実施した。結果を表1、3に示す。また、実施例2と同様の方法でスラリー状の溶射材料を得、粘度を測定した。スラリー濃度、用いた分散媒、用いた分散剤及びそのスラリー中の濃度並びに粘度を表2に示す。
実施例2と同様にして得られた溶射材料について、実施例1と同様の測定、分析を実施した。結果を表1、3に示す。また、実施例2と同様の方法でスラリー状の溶射材料を得、粘度を測定した。スラリー濃度、用いた分散媒及び粘度を表2に示す。
酸化イットリウム(Y2O3)粉末(平均粒子径D50=1.2μm)を水に分散させ、バインダーとしてカルボキシメチルセルロースを加えてスラリーを調製し、得られたスラリーからスプレードライヤーを用いて造粒し、得られた造粒粒子を、大気雰囲気下、1,600℃で2時間焼成して、溶射材料を得た。得られた溶射材料について、実施例1と同様の測定、分析を実施した。結果を表1に示す。
酸化イットリウム(Y2O3)と、酸化アルミニウム(Al2O3)とを、溶射材料としたとき、酸化イットリウム(Y2O3)相当量及び酸化アルミニウム(Al2O3)相当量が、酸化イットリウム(Y2O3)と酸化アルミニウム(Al2O3)との合計に対して、表1に示される割合となるように準備し、これらを水に分散させ、バインダーとしてカルボキシメチルセルロースを加えてスラリーを調製し、得られたスラリーを、酸化アルミニウム製のポット内で、酸化アルミニウム製ボールを用いたボールミルによって24時間混合・粉砕した。次に、得られた混合・粉砕後のスラリーからプレードライヤーを用いて造粒し、得られた造粒粒子を、大気雰囲気下、1,400℃で2時間焼成して、溶射材料を得た。得られた溶射材料について、実施例1と同様の測定、分析を実施した。結果を表1に示す。
酸化イットリウム(Y2O3)を、大気雰囲気下、1,600℃で2時間焼成した後、ジェットミルで粉砕し、分級して、溶射材料を得た。得られた溶射材料について、実施例1と同様の測定、分析を実施した。結果を表1に示す。また、実施例2と同様の方法でスラリー状の溶射材料を得、粘度を測定した。スラリー濃度、用いた分散媒、用いた分散剤及びそのスラリー中の濃度並びに粘度を表2に示す。
実施例1〜6及び比較例1〜3で得られた溶射材料を用いて、表3に示される粒度のコランダムの研磨材を用いて表面をブラスト研磨して粗面化処理した表3に示される材質の基材上に、直接又は下地皮膜を介して、プラズマ溶射により溶射皮膜を形成して、溶射部材を得た。実施例7及び比較例4、5は、粉末状の溶射材料を用いて大気プラズマ溶射(APS)で、実施例8〜12及び比較例6は、スラリー状の溶射材料を用いてサスペンションプラズマ溶射(SPS)で、基材に直接(実施例8以外)又は基材上に大気プラズマ溶射により形成した下地皮膜(下層皮膜)を介して(実施例8)、溶射皮膜を、表3に示される表層皮膜として形成した。実施例8で用いた下層皮膜については、X線回折(XRD)により結晶相を同定して、結晶構成を分析した。また、面粗度(表面粗さ)Ra、膜厚及び気孔率を測定した。結果を表3に示す。なお、各々の測定、分析の詳細については後述する。
特性X線をCu−Kαとし、回折角2θ=10〜70°の範囲で回折プロファイルを得た。
(株)マウンテック製、全自動比表面積測定装置Macsorb HM model−1208を用いて測定した。
ホソカワミクロン(株)製、パウダテスタPT−Xを用いて測定した。
蛍光X線分析法により希土類及びアルミニウムの含有量を測定し、これらに基づき、希土類酸化物相当量及び酸化アルミニウム相当量として、両者の割合を算出した。
体積基準の粒子径分布をレーザー回折法により測定し、平均粒子径D50を評価した。
東機産業(株)製、TVB−10型粘度計を用い、回転速度を60rpm、回転時間を1分間に設定して測定した。
(株)東京精密製、表面粗さ測定器HANDYSURF E−35Aを用いて測定した。
(株)ケツト科学研究所製、渦電流膜厚計LH−300Jを用いて測定した。
皮膜試験片の表面を加工して鏡面(面粗度Ra=0.1μm)とし、(株)島津製作所製、マイクロビッカース硬度計HMV−Gを用い、荷重を2.942N、保持時間を10秒間に設定して、試験片の鏡面加工した表面で測定し、5箇所の平均値として評価した。
皮膜試験片を樹脂に埋め込み、断面を切り出して、その表面を加工して鏡面(面粗度Ra=0.1μm)とした後、電子顕微鏡により断面の写真(倍率:1,000倍)を撮影した。5視野(1視野の撮影面積:0.01mm2)の撮影を行った後、画像解析ソフトウェア「ImageJ」(National Institutes of Healthによるパブリックソフトウェア)を使って気孔率の定量化を行い、画像全体の面積に対する気孔面積の百分率を気孔率として、5視野の平均値として評価した。気孔率の測定は、具体的には、以下の手順で実施した。
(1)9mm×9mm角、厚さ5mm(基材を含む)に切り出した皮膜試験片を樹脂に埋め込む。
(2)断面を鏡面研磨する(面粗度Ra=0.1μm)。
(3)SEMで倍率1,000倍の断面写真(反射電子像)を撮影する。
(4)画像解析ソフトウェア「ImageJ」を使用し、断面写真の画像処理する範囲を指定し、トリミング加工を行う。
(5)画像をグレースケールに変換する。
(6)画像の閾値の設定として、低レベル側閾値を0、高レベル側閾値を、空隙部分が全て赤色になる数値に設定する。
(7)画像を二値化する。
(8)空隙部分の総面積を計算する。
(9)長さ単位をピクセルに設定し、空隙部分の総面積(pixel)を求める。
(10)画像の閾値の設定を、低レベル側閾値を0、高レベル側閾値を255に設定して、画像の全面積(pixel)を求める。
(11)空隙部分の総面積(pixel)を、画像の全面積(pixel)で除して、気孔率を算出する。
溶射部材試験片の溶射皮膜(表層皮膜)の表面を鏡面仕上げ(Ra=0.1μm)し、マスキングテープで被覆した部分と、皮膜露出部分とを形成した後に、試験片をリアクティブイオンプラズマ試験装置にセットし、プラズマ出力440W、ガス種CF4+O2(20vol%)、流量20sccm、ガス圧5Pa、8時間の条件でプラズマに曝した。プラズマに曝した後の試験片について、Bruker Nano社製、触針式表面形状測定器Dektak3030を用い、マスキングテープで被覆した部分と皮膜露出部分との間に、腐食によって生じた段差の高さを測定し、測定箇所4点の平均値を求めて、耐食性を評価した。この試験による評価では、段差の高さの平均値(平均段差)が、3.5μm以下であることが好ましい。平均段差が3.5μmを超えると、プラズマエッチング装置内で使用した際に、十分な耐プラズマエッチング性能を発揮できない場合がある。平均段差は、3.2μm以下がより好ましく、3μm以下が更に好ましい。
溶射部材試験片を20mlの超純水の中に浸漬して、更に5分間の超音波洗浄を行った。超音波洗浄後、試験片を取り出し、超音波洗浄後の超純水に、5.3規定の硝酸水溶液を2ml加えて、超純水中に含まれる希土類パーティクルを溶かした。回収された希土類パーティクル中の希土類量を、ICP発光分光分析法により測定し、試験片の溶射皮膜の表面積当たりの希土類量として評価した。この試験による評価では、希土類パーティクル量が、3μg/cm2以下であることが好ましい。希土類パーティクルが3μg/cm2を超えると、パーティクルの発生が多すぎて、プラズマエッチング装置内での使用に耐えられないおそれがある。希土類パーティクル量は、2.5μg/cm2以下がより好ましく、2μg/cm2以下が更に好ましい。
Claims (22)
- 希土類(R)、アルミニウム及び酸素を含有し、希土類(R)・アルミニウム・モノクリニック(R4Al2O9)の結晶相及び希土類酸化物(R2O3)の結晶相を含む粉末状の溶射材料であって、
X線回折法(特性X線:Cu−Kα)によって、回折角2θ=10〜70°の範囲内に検出される結晶相の回折ピークのうち、希土類酸化物(R2O3)に帰属される回折ピークの最大ピークの積分強度値I(R)と、希土類・アルミニウム・モノクリニック(R4Al2O9)に帰属される回折ピークの最大ピークの積分強度値I(RAL)との強度比I(R)/I(RAL)が1以上であることを特徴とする溶射材料。 - BET比表面積S(m2/g)が1以上、嵩密度ρ(g/cm3)が2以下であることを特徴とする請求項1に記載の溶射材料。
- 上記BET比表面積Sを上記嵩密度ρで除したS/ρの値が1〜4であることを特徴とする請求項2に記載の溶射材料。
- 希土類(R)及びアルミニウムの含有量から算出される希土類酸化物(R2O3)相当量及び酸化アルミニウム(Al2O3)相当量が、希土類酸化物(R2O3)と酸化アルミニウム(Al2O3)との合計に対して、希土類酸化物(R2O3)が75〜99質量%、酸化アルミニウム(Al2O3)が1〜25質量%であることを特徴とする請求項1〜3のいずれか1項に記載の溶射材料。
- 上記希土類(R)が、イットリウム(Y)、ガドリニウム(Gd)、テルビウム(Tb)、ジスプロシウム(Dy)、ホルミウム(Ho)、エルビウム(Er)、ツリウム(Tm)、イッテルビウム(Yb)及びルテチウム(Lu)から選ばれる1種以上の元素を含むことを特徴とする請求項1〜4のいずれか1項に記載の溶射材料。
- 平均粒子径D50が1〜50μmであることを特徴とする請求項1〜5のいずれか1項に記載の溶射材料。
- 請求項1〜6のいずれか1項に記載の溶射材料と、分散媒とを含むスラリーであり、上記溶射材料の含有率が10〜70質量%であることを特徴とする溶射材料。
- 上記分散媒が水系分散媒であることを特徴とする請求項7に記載の溶射材料。
- 更に、分散剤を含むことを特徴とする請求項7又は8に記載の溶射材料。
- 粘度が15mPa・s未満であることを特徴とする請求項7〜9のいずれか1項に記載の溶射材料。
- 希土類塩水溶液に酸化アルミニウムを分散させてスラリーを形成する工程、
上記スラリーに沈殿剤を添加して、希土類及びアルミニウムを含有する前駆体物質を沈殿として晶出させる工程、
上記沈殿を固液分離して回収する工程、及び
得られた上記希土類及びアルミニウムを含有する前駆体物質を、酸素ガス含有雰囲気下で焼成する工程
を含むことを特徴とする溶射材料の製造方法。 - 請求項1〜10のいずれか1項に記載の溶射材料を用いて、プラズマ溶射により、基材上に、直接又は下地皮膜を介して、希土類及びアルミニウムを含有する複合酸化物を含む溶射皮膜を形成することを特徴とする溶射皮膜の形成方法。
- 希土類(R)、アルミニウム及び酸素を含有し、希土類及びアルミニウムを含有する複合酸化物の結晶相を含む溶射皮膜であって、
上記希土類及びアルミニウムを含有する複合酸化物の結晶相が、希土類・アルミニウム・モノクリニック(R4Al2O9)のAl原子のサイトの一部が希土類(R)原子で置換された、希土類・アルミニウム・モノクリニック(R4Al2O9)の化学量論組成より希土類リッチな組成を有する複合酸化物の結晶相を含むことを特徴とする溶射皮膜。 - 更に、希土類酸化物(R2O3)の結晶相を含むことを特徴とする請求項13に記載の溶射皮膜。
- 更に、希土類・アルミニウム・モノクリニック(R4Al2O9)の結晶相、希土類・アルミニウム・ペロブスカイト(RAlO3)の結晶相及び希土類・アルミニウム・ガーネット(R3Al5O12)の結晶相から選ばれる1種以上の結晶相を含むことを特徴とする請求項13又は14に記載の溶射皮膜。
- 希土類(R)及びアルミニウムの含有量から算出される希土類酸化物(R2O3)相当量及び酸化アルミニウム(Al2O3)相当量が、希土類酸化物(R2O3)と酸化アルミニウム(Al2O3)との合計に対して、希土類酸化物(R2O3)が75〜99質量%、酸化アルミニウム(Al2O3)が1〜25質量%であることを特徴とする請求項13〜15のいずれか1項に記載の溶射皮膜。
- 上記希土類(R)が、イットリウム(Y)、ガドリニウム(Gd)、テルビウム(Tb)、ジスプロシウム(Dy)、ホルミウム(Ho)、エルビウム(Er)、ツリウム(Tm)、イッテルビウム(Yb)及びルテチウム(Lu)から選ばれる1種以上の元素を含むことを特徴とする請求項13〜16のいずれか1項に記載の溶射皮膜。
- 面粗度Raが8μm以下であることを特徴とする請求項13〜17のいずれか1項に記載の溶射皮膜。
- 膜厚が10〜500μmであることを特徴とする請求項13〜18のいずれか1項に記載の溶射皮膜。
- ビッカース硬度HV0.3が600以上であることを特徴とする請求項13〜19のいずれか1項に記載の溶射皮膜。
- 気孔率が5%以下であることを特徴とする請求項13〜20のいずれか1項に記載の溶射皮膜。
- 基材上に、直接又は下地皮膜を介して形成された、請求項13〜21のいずれか1項に記載の溶射皮膜を備えることを特徴とする溶射部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023122917A JP2023138599A (ja) | 2019-04-12 | 2023-07-28 | 溶射皮膜及び溶射部材 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019076099 | 2019-04-12 | ||
| JP2019076099 | 2019-04-12 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023122917A Division JP2023138599A (ja) | 2019-04-12 | 2023-07-28 | 溶射皮膜及び溶射部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020172702A true JP2020172702A (ja) | 2020-10-22 |
| JP7331762B2 JP7331762B2 (ja) | 2023-08-23 |
Family
ID=72747758
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020067359A Active JP7331762B2 (ja) | 2019-04-12 | 2020-04-03 | 溶射材料、その製造方法、及び溶射皮膜の形成方法 |
| JP2023122917A Pending JP2023138599A (ja) | 2019-04-12 | 2023-07-28 | 溶射皮膜及び溶射部材 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023122917A Pending JP2023138599A (ja) | 2019-04-12 | 2023-07-28 | 溶射皮膜及び溶射部材 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11891701B2 (ja) |
| JP (2) | JP7331762B2 (ja) |
| KR (2) | KR102823794B1 (ja) |
| CN (1) | CN111826601B (ja) |
| TW (1) | TWI834861B (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022130946A1 (ja) * | 2020-12-15 | 2022-06-23 | 信越化学工業株式会社 | プラズマ溶射用スラリー、溶射膜の製造方法、酸化アルミニウム溶射膜、及び溶射部材 |
| JP2022098519A (ja) * | 2020-12-22 | 2022-07-04 | 信越化学工業株式会社 | 希土類酸化物溶射材料及びその製造方法、並びに希土類酸化物溶射膜及びその形成方法 |
| KR20230146583A (ko) | 2021-03-29 | 2023-10-19 | 토토 가부시키가이샤 | 복합 구조물 및 복합 구조물을 구비한 반도체 제조 장치 |
| KR20250019608A (ko) | 2023-07-28 | 2025-02-10 | 주식회사 히타치하이테크 | 플라스마 처리 장치용 부재 및 그 제조 방법 |
| JP2025515060A (ja) * | 2022-05-04 | 2025-05-13 | サン-ゴバン サントル ド レシェルシュ エ デテュド ユーロペアン | サーマルスプレートーチを供給するためのフレキシブルコード、及びサーマルスプレー装置 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114102440A (zh) * | 2020-08-28 | 2022-03-01 | 长鑫存储技术有限公司 | 用于石英部件的表面处理方法 |
| KR102266655B1 (ko) * | 2020-12-10 | 2021-06-18 | (주)코미코 | 이트륨계 과립 분말을 이용한 용사 피막의 제조 방법 및 이를 이용하여 제조된 이트륨계 용사 피막 |
| KR102266658B1 (ko) * | 2020-12-10 | 2021-06-18 | 주식회사 미코 | 용사용 이트륨계 과립 분말 및 이를 이용한 용사 피막 |
| KR102266656B1 (ko) * | 2020-12-10 | 2021-06-18 | (주)코미코 | 용사용 이트륨계 과립 분말 및 이를 이용한 용사 피막 |
| CN118434702A (zh) * | 2022-03-31 | 2024-08-02 | 东华隆株式会社 | 陶瓷热喷涂覆膜的表面处理方法和陶瓷热喷涂覆膜 |
| CN115093225B (zh) * | 2022-05-06 | 2025-02-14 | 中国科学院金属研究所 | 一种Y4Al2O9/Y2O3共晶陶瓷粉体及球形喂料的制备方法 |
| KR102693617B1 (ko) | 2022-08-31 | 2024-08-09 | 주식회사 코미코 | 용사용 이트륨계 분말 및 이를 이용한 이트륨계 용사 피막 |
| KR102685027B1 (ko) * | 2022-10-20 | 2024-07-17 | 주식회사 한탑 | 플라즈마 용사 코팅을 이용한 세라믹 나노분말 박막 형성법 및 이 방법으로 형성된 세라믹 나노분말 박막 |
| CN115849920B (zh) * | 2022-11-14 | 2024-07-09 | 有研稀土新材料股份有限公司 | 一种稀土钢连铸水口表面涂层及其制备方法 |
| CN116065115A (zh) * | 2023-01-30 | 2023-05-05 | 福建阿石创新材料股份有限公司 | 一种Y2O3-YAlO3复合材料及其制备方法和应用 |
| CN118421113B (zh) * | 2024-03-30 | 2025-11-18 | 包头稀土研究院 | 一种稀土掺杂氧化铝钛喷涂材料、其涂层及其制备方法 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02107570A (ja) * | 1988-10-15 | 1990-04-19 | Murata Mfg Co Ltd | 窒化アルミニウム焼結体の製造方法 |
| JPH07187612A (ja) * | 1993-08-11 | 1995-07-25 | Sumitomo Chem Co Ltd | 複合金属酸化物粉末およびその製造方法 |
| JP2000302542A (ja) * | 1999-04-22 | 2000-10-31 | Shin Etsu Chem Co Ltd | 焼結用治具 |
| JP2001158620A (ja) * | 1999-09-20 | 2001-06-12 | Shin Etsu Chem Co Ltd | 希土類・アルミニウム・ガーネット微粉末、その製造方法および該粉末を用いた焼結体 |
| JP2001226773A (ja) * | 1999-12-10 | 2001-08-21 | Tokyo Electron Ltd | 処理装置およびそれに用いられる耐食性部材 |
| JP2002080954A (ja) * | 2000-06-29 | 2002-03-22 | Shin Etsu Chem Co Ltd | 溶射粉及び溶射被膜 |
| JP2002363724A (ja) * | 2001-03-08 | 2002-12-18 | Shin Etsu Chem Co Ltd | 溶射用球状粒子および溶射部材 |
| JP2003063883A (ja) * | 2001-08-29 | 2003-03-05 | Shin Etsu Chem Co Ltd | 希土類含有酸化物部材 |
| JP2017515001A (ja) * | 2014-05-07 | 2017-06-08 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | 耐プラズマ性セラミックスコーティングのスラリープラズマ溶射 |
| JP2019203192A (ja) * | 2018-05-18 | 2019-11-28 | 信越化学工業株式会社 | 溶射材料、溶射部材及びその製造方法 |
| JP2020026579A (ja) * | 2018-08-10 | 2020-02-20 | 信越化学工業株式会社 | サスペンションプラズマ溶射用スラリー及び溶射皮膜の形成方法 |
| WO2020217552A1 (ja) * | 2019-04-26 | 2020-10-29 | 日本イットリウム株式会社 | 成膜用又は焼結用粉末 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1167565B1 (en) * | 2000-06-29 | 2007-03-07 | Shin-Etsu Chemical Co., Ltd. | Method for thermal spray coating and rare earth oxide powder used therefor |
| JP4277973B2 (ja) * | 2001-07-19 | 2009-06-10 | 日本碍子株式会社 | イットリア−アルミナ複合酸化物膜の製造方法、イットリア−アルミナ複合酸化物膜および耐蝕性部材 |
| WO2008076961A1 (en) | 2006-12-15 | 2008-06-26 | Board Of Regents, The University Of Texas System | Nitric oxide increases switching of t cells into t regulatory cells |
| US9212099B2 (en) * | 2012-02-22 | 2015-12-15 | Applied Materials, Inc. | Heat treated ceramic substrate having ceramic coating and heat treatment for coated ceramics |
| CN106605008B (zh) * | 2014-09-03 | 2019-08-27 | 福吉米株式会社 | 喷镀用浆料、喷镀皮膜及喷镀皮膜的形成方法 |
| US20170342539A1 (en) * | 2015-02-10 | 2017-11-30 | Nippon Yttrium Co., Ltd. | Powder for film formation and material for film formation |
| US10975469B2 (en) * | 2017-03-17 | 2021-04-13 | Applied Materials, Inc. | Plasma resistant coating of porous body by atomic layer deposition |
-
2020
- 2020-04-03 JP JP2020067359A patent/JP7331762B2/ja active Active
- 2020-04-08 US US16/842,945 patent/US11891701B2/en active Active
- 2020-04-09 KR KR1020200043139A patent/KR102823794B1/ko active Active
- 2020-04-10 CN CN202010277350.8A patent/CN111826601B/zh active Active
- 2020-04-10 TW TW109112123A patent/TWI834861B/zh active
-
2023
- 2023-07-28 JP JP2023122917A patent/JP2023138599A/ja active Pending
-
2025
- 2025-06-17 KR KR1020250079290A patent/KR20250096666A/ko active Pending
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02107570A (ja) * | 1988-10-15 | 1990-04-19 | Murata Mfg Co Ltd | 窒化アルミニウム焼結体の製造方法 |
| JPH07187612A (ja) * | 1993-08-11 | 1995-07-25 | Sumitomo Chem Co Ltd | 複合金属酸化物粉末およびその製造方法 |
| JP2000302542A (ja) * | 1999-04-22 | 2000-10-31 | Shin Etsu Chem Co Ltd | 焼結用治具 |
| JP2001158620A (ja) * | 1999-09-20 | 2001-06-12 | Shin Etsu Chem Co Ltd | 希土類・アルミニウム・ガーネット微粉末、その製造方法および該粉末を用いた焼結体 |
| JP2001226773A (ja) * | 1999-12-10 | 2001-08-21 | Tokyo Electron Ltd | 処理装置およびそれに用いられる耐食性部材 |
| JP2002080954A (ja) * | 2000-06-29 | 2002-03-22 | Shin Etsu Chem Co Ltd | 溶射粉及び溶射被膜 |
| JP2002363724A (ja) * | 2001-03-08 | 2002-12-18 | Shin Etsu Chem Co Ltd | 溶射用球状粒子および溶射部材 |
| JP2003063883A (ja) * | 2001-08-29 | 2003-03-05 | Shin Etsu Chem Co Ltd | 希土類含有酸化物部材 |
| JP2017515001A (ja) * | 2014-05-07 | 2017-06-08 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | 耐プラズマ性セラミックスコーティングのスラリープラズマ溶射 |
| JP2019203192A (ja) * | 2018-05-18 | 2019-11-28 | 信越化学工業株式会社 | 溶射材料、溶射部材及びその製造方法 |
| JP2020026579A (ja) * | 2018-08-10 | 2020-02-20 | 信越化学工業株式会社 | サスペンションプラズマ溶射用スラリー及び溶射皮膜の形成方法 |
| WO2020217552A1 (ja) * | 2019-04-26 | 2020-10-29 | 日本イットリウム株式会社 | 成膜用又は焼結用粉末 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022130946A1 (ja) * | 2020-12-15 | 2022-06-23 | 信越化学工業株式会社 | プラズマ溶射用スラリー、溶射膜の製造方法、酸化アルミニウム溶射膜、及び溶射部材 |
| JP2022098519A (ja) * | 2020-12-22 | 2022-07-04 | 信越化学工業株式会社 | 希土類酸化物溶射材料及びその製造方法、並びに希土類酸化物溶射膜及びその形成方法 |
| JP7359136B2 (ja) | 2020-12-22 | 2023-10-11 | 信越化学工業株式会社 | 粒子状溶射材料及び希土類酸化物溶射材料の製造方法、並びに希土類酸化物溶射膜及びその形成方法 |
| KR20230146583A (ko) | 2021-03-29 | 2023-10-19 | 토토 가부시키가이샤 | 복합 구조물 및 복합 구조물을 구비한 반도체 제조 장치 |
| JP2025515060A (ja) * | 2022-05-04 | 2025-05-13 | サン-ゴバン サントル ド レシェルシュ エ デテュド ユーロペアン | サーマルスプレートーチを供給するためのフレキシブルコード、及びサーマルスプレー装置 |
| KR20250019608A (ko) | 2023-07-28 | 2025-02-10 | 주식회사 히타치하이테크 | 플라스마 처리 장치용 부재 및 그 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11891701B2 (en) | 2024-02-06 |
| CN111826601B (zh) | 2025-08-26 |
| KR102823794B1 (ko) | 2025-06-23 |
| US20200325570A1 (en) | 2020-10-15 |
| CN111826601A (zh) | 2020-10-27 |
| KR20250096666A (ko) | 2025-06-27 |
| TW202110741A (zh) | 2021-03-16 |
| JP2023138599A (ja) | 2023-10-02 |
| KR20200120537A (ko) | 2020-10-21 |
| TWI834861B (zh) | 2024-03-11 |
| JP7331762B2 (ja) | 2023-08-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7331762B2 (ja) | 溶射材料、その製造方法、及び溶射皮膜の形成方法 | |
| JP6939853B2 (ja) | 溶射皮膜、溶射皮膜の製造方法、及び溶射部材 | |
| CN107287545B (zh) | 氟化钇喷涂涂层、用于其的喷涂材料以及包括喷涂涂层的抗腐蚀涂层 | |
| JP7367824B2 (ja) | 希土類酸化物粒子 | |
| JP5636573B2 (ja) | 溶射材料 | |
| JP7147675B2 (ja) | 溶射材料、及び溶射部材の製造方法 | |
| JP4560387B2 (ja) | 溶射用粉末、溶射方法及び溶射皮膜 | |
| JP7306490B2 (ja) | フッ化イットリウム系溶射皮膜、溶射部材、及びフッ化イットリウム系溶射皮膜の製造方法 | |
| WO2018052128A1 (ja) | 溶射用材料 | |
| JP7626260B2 (ja) | 溶射皮膜、溶射部材、溶射皮膜の形成方法、及び溶射部材の製造方法 | |
| JP2017061737A (ja) | 溶射材料 | |
| JP2007126712A (ja) | 溶射用粉末及び溶射皮膜の形成方法 | |
| JP2022159349A (ja) | 成膜用粉末、及び皮膜の形成方法 | |
| JP4480951B2 (ja) | 耐食性部材 | |
| JP2001097768A (ja) | Yag系セラミックス原料及びその製造方法 | |
| JP7359136B2 (ja) | 粒子状溶射材料及び希土類酸化物溶射材料の製造方法、並びに希土類酸化物溶射膜及びその形成方法 | |
| JP7585574B2 (ja) | コールドスプレー用粉末、コールドスプレー膜及び膜の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220422 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230131 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20230324 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230406 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230711 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230724 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7331762 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |