JP2020200963A - プレートフィン熱交換器の熱交換部及び熱交換システムの製造方法 - Google Patents
プレートフィン熱交換器の熱交換部及び熱交換システムの製造方法 Download PDFInfo
- Publication number
- JP2020200963A JP2020200963A JP2019106063A JP2019106063A JP2020200963A JP 2020200963 A JP2020200963 A JP 2020200963A JP 2019106063 A JP2019106063 A JP 2019106063A JP 2019106063 A JP2019106063 A JP 2019106063A JP 2020200963 A JP2020200963 A JP 2020200963A
- Authority
- JP
- Japan
- Prior art keywords
- heat exchange
- fin
- plates
- plate
- fluid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
Description
前記のような熱交換部では、当該熱交換部の部位によって、導入される流体の温度に追従する速度に差があるため、一時的に熱変形量に大きな差が生じ、これにより過大な熱応力が発生する。例えば図5及び図6に示される熱交換部100では、通常、薄肉のフィンプレート104に比べてその幅方向の両側に配置される閉塞部材106の質量が大きいため、当該フィンプレート104が当該閉塞部材106よりも高い速度で熱変形する。従って、熱交換部100を流れる流体の温度によって当該熱交換部100が急激に冷却または加熱されると、一時的にフィンプレート104の熱変形量と閉塞部材106の熱変形量との間に著しい差が生じる。しかも、この熱変形量の差は段数に比例して積算されるため、前記積層方向の中央位置(例えば図6に示される構造では上下方向の中央位置)から離れるに従って前記熱変形量の差は大きくなる。従って、この距離を抑えること、つまり、熱交換部全体の積層方向の寸法である積層高さを抑えること、が熱応力の軽減を可能にする。
前記のように、複数のフィンプレートと複数の仕切りプレートとが積層方向に交互に配置され、かつ、それぞれのフィンプレートの幅方向の両側に大きな厚さ寸法を有する閉塞部材が配置された熱交換部では、当該熱交換部の幅方向の両外側部分すなわち複数の閉塞部材が積層方向に並ぶ部分と、当該両外側部分に挟まれた内側部分すなわち前記複数のフィンプレートが積層方向に並ぶ部分と、の間で、導入される流体の温度に追従する速度に差が生じる。この温度追従速度の差は、前記両外側部分における密度と前記内側部分における密度との差を小さくすることによって、縮めることが可能である。
この用意工程では、前記熱交換部3を構成する複数の構成部材が用意される。当該複数の構成部材は、この実施の形態では、前記複数の仕切りプレート33、前記複数のフィンプレート32、前記複数のサイドバー34、及び(この実施の形態では)一対の外側シート37を含む。前記複数の構成部材のそれぞれは、前記接合工程での真空ろう付けが可能となるように構成されている。具体的に、当該複数の構成部材のそれぞれは、前記接合工程での真空ろう付けのためのろう付け温度よりも高い融点を有する母材と、当該母材の表面上に積層されて前記ろう付け温度よりも低い融点を有する表面材と、で構成されていることが、好ましい。
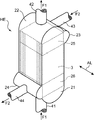
この組立工程では、図3に示されるような姿勢すなわち前記積層方向が上下方向と合致する姿勢で、熱交換部組立体が組立てられる。具体的には、前記複数の仕切りプレート33と前記複数のフィンプレート32とが交互に前記積層方向に積層されるとともに、前記複数のフィンプレート32の前記幅方向(図3では左右方向)の両外側にそれぞれ前記サイドバー34が配置される。好ましくは、前記熱交換部組立体の組立状態を保持するために当該熱交換部組立体の上にウエイトが載せられる。
この接合工程では、図3に示される姿勢、すなわち前記積層方向が上下方向に合致する姿勢、で前記熱交換部組立体が真空ろう付けのための炉の中に入れられて加熱され、これにより互いに接触する部材が真空ろう付けにより相互に接合される。当該接合は、前記複数のフィンプレート32のそれぞれの頂部とこれに隣接する仕切りプレート33との接合を含む。この接合工程により、前記複数の構成部材は相互に一体化され、前記熱交換部3が完成する。
3a 外側部分
3b 内側部分
30 流体流路
30a 第1流体流路
30b 第2流体流路
32 フィンプレート
33 仕切りプレート
34 サイドバー(閉塞部材)
37 外側シート
HE 熱交換器
h3 積層高さ
t33 仕切りプレートの板厚
Claims (3)
- プレートフィン熱交換器の熱交換部であって、積層方向に間隔をおいて平行に配置される複数の仕切りプレートと、前記複数の仕切りプレートのうち前記積層方向に互いに隣接する仕切りプレート同士の間に配置されて当該仕切りプレートにろう付けされることにより当該仕切りプレート同士の間に前記仕切りプレートと平行な幅方向に並ぶ複数の流体流路を形成する複数のフィンプレートと、前記複数の仕切りプレートのうち前記積層方向に互いに隣接する仕切りプレート同士の間に形成される空間を塞ぐように前記複数のフィンプレートの前記幅方向の両外側に配置される複数の閉塞部材と、を備える熱交換部を製造するための方法であって、
前記複数の仕切りプレート、前記複数のフィンプレート及び前記複数の閉塞部材を用意する用意工程と、
前記複数の仕切りプレートと前記複数のフィンプレートとを交互に前記積層方向に積層するとともに、前記複数のフィンプレートの前記幅方向の両外側にそれぞれ前記閉塞部材を配置することにより、熱交換部組立体を組立てる組立工程と、
前記積層方向が上下方向に合致する姿勢で前記熱交換部組立体を炉の中に入れて加熱することにより前記複数のフィンプレートのそれぞれを当該フィンプレートに隣接する前記仕切りプレートに真空ろう付けによって接合する接合工程と、を含み、
前記組立工程では、前記熱交換部組立体の積層高さが前記炉の許容高さの1/2以下に設定される、プレートフィン熱交換器の熱交換部の製造方法。 - 請求項1記載のプレートフィン熱交換器の熱交換部の製造方法であって、前記用意工程で用意される前記複数の仕切りプレートの板厚は、前記流体流路に流される流体の圧力に基づいて算定される理論必要板厚の1.3倍以上に設定される、プレートフィン熱交換器の熱交換部の製造方法。
- 複数の熱交換部を備えた熱交換システムを製造するための方法であって、請求項1または2記載のプレートフィン熱交換器の熱交換部の製造方法により前記熱交換システムを構成する複数の熱交換部を製造する工程と、前記熱交換システム全体の処理量が予め設定された必要処理量を満たすように当該熱交換システムを構成する前記熱交換部の個数を決定して当該個数の前記熱交換部を互いに並列に接続する工程と、を含む、熱交換システムの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019106063A JP7173929B2 (ja) | 2019-06-06 | 2019-06-06 | プレートフィン熱交換器の熱交換部及び熱交換システムの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019106063A JP7173929B2 (ja) | 2019-06-06 | 2019-06-06 | プレートフィン熱交換器の熱交換部及び熱交換システムの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020200963A true JP2020200963A (ja) | 2020-12-17 |
| JP7173929B2 JP7173929B2 (ja) | 2022-11-16 |
Family
ID=73742728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019106063A Active JP7173929B2 (ja) | 2019-06-06 | 2019-06-06 | プレートフィン熱交換器の熱交換部及び熱交換システムの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7173929B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025258288A1 (ja) * | 2024-06-13 | 2025-12-18 | 株式会社神戸製鋼所 | 熱交換器 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005246472A (ja) * | 2004-03-08 | 2005-09-15 | Mitsubishi Heavy Ind Ltd | ろう付け装置およびろう付け方法 |
| JP2007183071A (ja) * | 2006-01-10 | 2007-07-19 | Tokyo Bureizu Kk | 高耐圧コンパクト熱交換器およびその製造法 |
| WO2008023732A1 (en) * | 2006-08-23 | 2008-02-28 | Tokyo Braze Co., Ltd. | Highly pressure-resistant compact heat exchanger, container for occluding hydrogen, and method of producing them |
| JP2012159218A (ja) * | 2011-01-31 | 2012-08-23 | Denso Corp | ろう付け装置 |
| JP2012255646A (ja) * | 2012-08-29 | 2012-12-27 | Sumitomo Precision Prod Co Ltd | プレートフィン型熱交換器の単位コアとそれを用いる熱交換器の組み立て構造並びに熱交換器の製造方法 |
| JP5128544B2 (ja) * | 2009-04-20 | 2013-01-23 | 株式会社神戸製鋼所 | プレートフィン熱交換器 |
| JP2014040945A (ja) * | 2012-08-21 | 2014-03-06 | Kobe Steel Ltd | プレートフィン熱交換器及びプレートフィン熱交換器の補修方法 |
-
2019
- 2019-06-06 JP JP2019106063A patent/JP7173929B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005246472A (ja) * | 2004-03-08 | 2005-09-15 | Mitsubishi Heavy Ind Ltd | ろう付け装置およびろう付け方法 |
| JP2007183071A (ja) * | 2006-01-10 | 2007-07-19 | Tokyo Bureizu Kk | 高耐圧コンパクト熱交換器およびその製造法 |
| WO2008023732A1 (en) * | 2006-08-23 | 2008-02-28 | Tokyo Braze Co., Ltd. | Highly pressure-resistant compact heat exchanger, container for occluding hydrogen, and method of producing them |
| JP5128544B2 (ja) * | 2009-04-20 | 2013-01-23 | 株式会社神戸製鋼所 | プレートフィン熱交換器 |
| JP2012159218A (ja) * | 2011-01-31 | 2012-08-23 | Denso Corp | ろう付け装置 |
| JP2014040945A (ja) * | 2012-08-21 | 2014-03-06 | Kobe Steel Ltd | プレートフィン熱交換器及びプレートフィン熱交換器の補修方法 |
| JP2012255646A (ja) * | 2012-08-29 | 2012-12-27 | Sumitomo Precision Prod Co Ltd | プレートフィン型熱交換器の単位コアとそれを用いる熱交換器の組み立て構造並びに熱交換器の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025258288A1 (ja) * | 2024-06-13 | 2025-12-18 | 株式会社神戸製鋼所 | 熱交換器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7173929B2 (ja) | 2022-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20100181053A1 (en) | Plate Heat Exchanger | |
| JP6198425B2 (ja) | プレート型熱交換器 | |
| KR101655889B1 (ko) | 열교환 반응기 및 이의 제조방법 | |
| JPH04203895A (ja) | 熱交換器 | |
| JP6265614B2 (ja) | プレート型熱交換器 | |
| JP6658710B2 (ja) | 積層型熱交換器 | |
| JP5511917B2 (ja) | プレートフィン型熱交換器の組み立て構造及びプレートフィン型熱交換器の製造方法 | |
| JP6531328B2 (ja) | 熱交換器およびその製造方法 | |
| EP3734213B1 (en) | Offset/slanted cross counter flow heat exchanger | |
| JP5393606B2 (ja) | 熱交換器 | |
| JP2010121925A (ja) | 熱交換器 | |
| JP2020200963A (ja) | プレートフィン熱交換器の熱交換部及び熱交換システムの製造方法 | |
| JP7197899B2 (ja) | 熱交換器およびその製造方法 | |
| JP3222286U (ja) | 熱交換器 | |
| JP2018017424A (ja) | 熱交換器の製造方法 | |
| JP2013127341A (ja) | 熱交換器 | |
| JP6560313B2 (ja) | 熱交換器およびその製造方法 | |
| KR102196959B1 (ko) | 열교환기 | |
| US11112191B2 (en) | Heat exchanger with turbulating inserts | |
| CN113228264B (zh) | 散热器和热交换器 | |
| JP4350390B2 (ja) | 熱交換器およびその製造方法 | |
| JPH09273886A (ja) | 積層型熱交換器 | |
| CN100476336C (zh) | 热交换器及其制造方法 | |
| JP2005061778A (ja) | 蒸発器 | |
| CN100368755C (zh) | 流体从中流过的扁平空心体部、包含该空心体部的热交换器以及制造该热交换器的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211026 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220819 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220823 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221013 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221102 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221104 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7173929 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R157 | Certificate of patent or utility model (correction) |
Free format text: JAPANESE INTERMEDIATE CODE: R157 |