JP2020203348A - ロボット制御装置、及びロボット制御システム - Google Patents
ロボット制御装置、及びロボット制御システム Download PDFInfo
- Publication number
- JP2020203348A JP2020203348A JP2019112798A JP2019112798A JP2020203348A JP 2020203348 A JP2020203348 A JP 2020203348A JP 2019112798 A JP2019112798 A JP 2019112798A JP 2019112798 A JP2019112798 A JP 2019112798A JP 2020203348 A JP2020203348 A JP 2020203348A
- Authority
- JP
- Japan
- Prior art keywords
- work
- tool
- laser sensor
- line
- robot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/12—Automatic feeding or moving of electrodes or work for spot or seam welding or cutting
- B23K9/127—Means for tracking lines during arc welding or cutting
- B23K9/1272—Geometry oriented, e.g. beam optical trading
- B23K9/1274—Using non-contact, optical means, e.g. laser means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
- B25J9/1628—Program controls characterised by the control loop
- B25J9/163—Program controls characterised by the control loop learning, adaptive, model based, rule based expert control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
- B25J9/1602—Program controls characterised by the control system, structure, architecture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/02—Carriages for supporting the welding or cutting element
- B23K37/0258—Electric supply or control circuits therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/095—Monitoring or automatic control of welding parameters
- B23K9/0953—Monitoring or automatic control of welding parameters using computing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/095—Monitoring or automatic control of welding parameters
- B23K9/0956—Monitoring or automatic control of welding parameters using sensing means, e.g. optical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
- B25J9/1679—Program controls characterised by the tasks executed
- B25J9/1684—Tracking a line or surface by means of sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
- B25J9/1694—Program controls characterised by use of sensors other than normal servo-feedback from position, speed or acceleration sensors, perception control, multi-sensor controlled systems, sensor fusion
- B25J9/1697—Vision controlled systems
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/42—Recording and playback systems, i.e. in which the program is recorded from a cycle of operations, e.g. the cycle of operations being manually controlled, after which this record is played back on the same machine
- G05B19/425—Teaching successive positions by numerical control, i.e. commands being entered to control the positioning servo of the tool head or end effector
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45104—Lasrobot, welding robot
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Automation & Control Theory (AREA)
- Optics & Photonics (AREA)
- Theoretical Computer Science (AREA)
- Geometry (AREA)
- General Physics & Mathematics (AREA)
- Manipulator (AREA)
- Numerical Control (AREA)
Abstract
Description
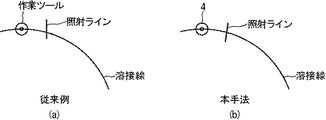
このような構成により、溶接線等の作業線がレーザセンサの視野範囲の中心となるように線倣い作業を行うことができるため、作業線の曲率が大きい曲線である場合であっても、作業線が視野範囲から外れないようにすることができる。また、レーザセンサの最も精度の高い領域で作業線の位置を検出できるため、より精度の高い線倣い作業を実現することができる。
このような構成により、曲率が一定の曲線である作業線に対して線倣い作業を行う場合において、その作業線がレーザセンサの視野範囲の中心となるようにするためのフィードバック制御の追従性を高めることができる。
このような構成により、フィードバック制御に微分動作が含まれるようになる。したがって、作業線の曲率が大きく変化する場合(例えば、曲率の正負が入れ替わるような場合)において、作業線がレーザセンサの視野範囲の中心となるようにするためのフィードバック制御の追従性を高めることができる。
このような構成により、あらかじめ決められた範囲内での角度調整が行われることになり、例えば、急激な角度調整に起因する不具合が発生しないようにすることができる。
D=Yd−Yc
e=tan−1(D/L)
(ステップS101)受付部12は、センシング結果を受け付けるかどうか判断する。そして、センシング結果を受け付ける場合には、レーザセンサ5からのセンシング結果を受け付けてステップS102に進み、そうでない場合には、ステップS104に進む。例えば、受付部12は、センシング結果を受け付けると所定の周期ごとに判断してもよい。
Claims (5)
- 教示データが記憶される記憶部と、
作業ツール、及び当該作業ツールに装着され、当該作業ツールの作業に先行して作業対象物の形状を検出するレーザセンサを備えたロボットであって、前記作業ツールのツール軸周りの角度を調整可能なロボットから、前記レーザセンサによるセンシング結果を受け付ける受付部と、
前記教示データに基づいて前記作業ツールを移動させ、前記センシング結果に基づいて前記作業ツールの移動を補正すると共に、前記センシング結果によって示される作業点が、前記レーザセンサの視野範囲の中心となるように前記ツール軸周りの角度を調整する制御部と、を備えたロボット制御装置。 - 前記制御部は、前記センシング結果によって示される作業点が、前記レーザセンサの視野範囲の中心となるように、積分動作を含むフィードバック制御を行う、請求項1記載のロボット制御装置。
- 前記フィードバック制御は、PID制御である、請求項2記載のロボット制御装置。
- 前記制御部は、前記ツール軸周りの角度の調整において、あらかじめ設定された上限までの範囲内で角度の調整を行う、請求項1から請求項3のいずれか記載のロボット制御装置。
- 請求項1から請求項4のいずれか記載のロボット制御装置と、
当該ロボット制御装置によって制御される前記ロボットと、を備えたロボット制御システム。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019112798A JP2020203348A (ja) | 2019-06-18 | 2019-06-18 | ロボット制御装置、及びロボット制御システム |
| CN202010544103.XA CN112091963A (zh) | 2019-06-18 | 2020-06-15 | 机器人控制装置、以及机器人控制系统 |
| EP20180290.7A EP3760358B1 (en) | 2019-06-18 | 2020-06-16 | Robot control apparatus with a laser sensor and an angle adjusting control unit, and robot control system with such apparatus |
| US16/946,354 US11498209B2 (en) | 2019-06-18 | 2020-06-18 | Robot control apparatus and robot control system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019112798A JP2020203348A (ja) | 2019-06-18 | 2019-06-18 | ロボット制御装置、及びロボット制御システム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020203348A true JP2020203348A (ja) | 2020-12-24 |
Family
ID=71105245
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019112798A Pending JP2020203348A (ja) | 2019-06-18 | 2019-06-18 | ロボット制御装置、及びロボット制御システム |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11498209B2 (ja) |
| EP (1) | EP3760358B1 (ja) |
| JP (1) | JP2020203348A (ja) |
| CN (1) | CN112091963A (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020203349A (ja) * | 2019-06-18 | 2020-12-24 | 株式会社ダイヘン | ロボット制御装置、及びロボット制御システム |
| CN112809131B (zh) * | 2021-01-18 | 2022-07-29 | 湘潭大学 | 一种激光可调式椭形槽罐焊缝跟踪传感器 |
| WO2022259407A1 (ja) * | 2021-06-09 | 2022-12-15 | ファナック株式会社 | 遠隔支援システム |
| CN113369686A (zh) * | 2021-06-11 | 2021-09-10 | 杭州国辰机器人科技有限公司 | 一种基于二维码视觉示教技术的智能焊接系统及方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62271688A (ja) * | 1986-05-16 | 1987-11-25 | フアナツク株式会社 | 追跡型センサ装置の制御機構 |
| JPH08166813A (ja) * | 1994-12-14 | 1996-06-25 | Fanuc Ltd | ウィービング動作を伴うロボットのトラッキング制御方法 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4969108A (en) * | 1988-04-08 | 1990-11-06 | Cincinnati Milacron Inc. | Vision seam tracking method and apparatus for a manipulator |
| JPH07129217A (ja) * | 1993-10-29 | 1995-05-19 | Fanuc Ltd | レーザセンサを用いたロボット制御方法 |
| JP3169174B2 (ja) * | 1997-04-18 | 2001-05-21 | 日本電信電話株式会社 | 作業経路追従式ロボットマニピュレータの教示データ修正方法 |
| JP4266946B2 (ja) * | 2005-03-17 | 2009-05-27 | ファナック株式会社 | オフライン教示装置 |
| JP2006331255A (ja) * | 2005-05-30 | 2006-12-07 | Daihen Corp | 産業用ロボットの制御方法 |
| KR100687814B1 (ko) * | 2005-09-16 | 2007-03-02 | 삼성중공업 주식회사 | 용접 로봇의 스텝 용접 시 충돌 회피 방법 |
| KR20090045579A (ko) * | 2007-11-02 | 2009-05-08 | 주식회사 에이티엠 | 레이저센서를 이용한 차량용 실러 도포 검사 시스템 |
| CN101623867B (zh) * | 2008-07-11 | 2010-12-01 | 中国科学院沈阳自动化研究所 | 一种使机器人高精度跟踪指定路径的设备和方法 |
| DE102008042612A1 (de) * | 2008-10-06 | 2010-04-08 | Kuka Roboter Gmbh | Industrieroboter und Bahnplanungsverfahren zum Steuern der Bewegung eines Industrieroboters |
| JP5502462B2 (ja) * | 2009-12-28 | 2014-05-28 | 株式会社ダイヘン | アーク溶接ロボットの制御装置及びプログラム |
| JP5715809B2 (ja) * | 2010-03-29 | 2015-05-13 | 株式会社ダイヘン | ロボットの作業プログラム作成方法、ロボットの作業プログラム作成装置、及びロボット制御システム |
| JP5577157B2 (ja) * | 2010-06-01 | 2014-08-20 | 株式会社ダイヘン | ロボット制御システム |
| EP3124185B1 (en) * | 2014-03-27 | 2021-03-17 | Panasonic Intellectual Property Management Co., Ltd. | Robot control method |
| JP2016010824A (ja) * | 2014-06-27 | 2016-01-21 | 株式会社安川電機 | ティーチングシステム、ロボットシステムおよびティーチング方法 |
| CN104759945B (zh) * | 2015-03-25 | 2017-04-19 | 西北工业大学 | 基于高精度工业相机的移动制孔机器人基准找正方法 |
| CA2919392C (en) * | 2016-02-01 | 2022-05-31 | Jean-Paul Boillot | Range finder device for monitoring robot processing tool position |
| US9891599B2 (en) * | 2016-02-01 | 2018-02-13 | Varian Semiconductor Equipment Associates, Inc. | Proportional integral derivative control incorporating multiple actuators |
| CN106113050B (zh) * | 2016-07-05 | 2018-06-05 | 昆山华恒机器人有限公司 | 工业机器人的示教方法、控制方法及装置、系统 |
| CN109226967B (zh) * | 2018-07-25 | 2021-03-09 | 同高先进制造科技(太仓)有限公司 | 一种用于激光-电弧复合焊的主动激光视觉稳健焊缝跟踪系统 |
| CN109278021B (zh) * | 2018-10-12 | 2023-09-01 | 大连豪森瑞德设备制造有限公司 | 一种用于抓取薄壁壳体类工件的机器人工具系统 |
| US11179850B2 (en) * | 2019-04-24 | 2021-11-23 | Intrinsic Innovation Llc | Robot motion planning |
-
2019
- 2019-06-18 JP JP2019112798A patent/JP2020203348A/ja active Pending
-
2020
- 2020-06-15 CN CN202010544103.XA patent/CN112091963A/zh active Pending
- 2020-06-16 EP EP20180290.7A patent/EP3760358B1/en active Active
- 2020-06-18 US US16/946,354 patent/US11498209B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62271688A (ja) * | 1986-05-16 | 1987-11-25 | フアナツク株式会社 | 追跡型センサ装置の制御機構 |
| JPH08166813A (ja) * | 1994-12-14 | 1996-06-25 | Fanuc Ltd | ウィービング動作を伴うロボットのトラッキング制御方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112091963A (zh) | 2020-12-18 |
| US11498209B2 (en) | 2022-11-15 |
| EP3760358B1 (en) | 2022-05-04 |
| EP3760358A1 (en) | 2021-01-06 |
| US20200398425A1 (en) | 2020-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100357071C (zh) | 对工业机器人编程以相对于对象上的限定位置移动、包括表面扫描程序生成的方法和系统 | |
| JP2020203348A (ja) | ロボット制御装置、及びロボット制御システム | |
| JP5715809B2 (ja) | ロボットの作業プログラム作成方法、ロボットの作業プログラム作成装置、及びロボット制御システム | |
| EP0743130B1 (en) | Robotic movement of object over a workpiece surface | |
| US11192247B2 (en) | Robot controller for controlling arc motion of robot | |
| US20150246406A1 (en) | Welding torch detector and welding robot system | |
| JP5502462B2 (ja) | アーク溶接ロボットの制御装置及びプログラム | |
| JP6359847B2 (ja) | 干渉回避装置 | |
| JP7307263B2 (ja) | バリ取り装置、及び制御システム | |
| CN105033431A (zh) | 缝焊系统、缝焊方法及被焊接物的生产方法 | |
| JP5872730B2 (ja) | シーム溶接方法及びシステム | |
| US11247288B2 (en) | Welding position detection device, welding position detection method, and welding robot system | |
| US20180264591A1 (en) | Method for guiding a machining head along a track to be machined | |
| CN110154043B (zh) | 基于加工结果进行学习控制的机器人系统及其控制方法 | |
| JP7360824B2 (ja) | ロボット制御装置、及びロボット制御システム | |
| US11400588B2 (en) | Robot control apparatus and robot control system | |
| JP7620082B2 (ja) | センサの出力に基づいて教示点を生成する教示点生成装置、ロボット制御装置、および教示点生成方法 | |
| JP2678202B2 (ja) | 溶接位置検出装置及び該装置を備えた溶接ロボット | |
| CN113059559A (zh) | 机器人工具的校正方法与校正系统 | |
| WO2025004217A1 (ja) | 数値制御装置および数値制御プログラム | |
| JP6559425B2 (ja) | レーザ照射制御装置 | |
| US20230356326A1 (en) | Laser processing system and control method | |
| JP6278611B2 (ja) | 画像処理システム及びその方法 | |
| JP6720950B2 (ja) | レーザ加工方法、コントローラおよびロボットシステム | |
| JP3930813B2 (ja) | 目標線の倣い方法および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220401 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230322 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230516 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230905 |