JP2020531702A - リング紡績機の動作方法およびリング紡績機 - Google Patents
リング紡績機の動作方法およびリング紡績機 Download PDFInfo
- Publication number
- JP2020531702A JP2020531702A JP2020511197A JP2020511197A JP2020531702A JP 2020531702 A JP2020531702 A JP 2020531702A JP 2020511197 A JP2020511197 A JP 2020511197A JP 2020511197 A JP2020511197 A JP 2020511197A JP 2020531702 A JP2020531702 A JP 2020531702A
- Authority
- JP
- Japan
- Prior art keywords
- control module
- spinning machine
- ring spinning
- drive unit
- electric drive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H1/00—Spinning or twisting machines in which the product is wound-up continuously
- D01H1/14—Details
- D01H1/20—Driving or stopping arrangements
- D01H1/24—Driving or stopping arrangements for twisting or spinning arrangements, e.g. spindles
- D01H1/244—Driving or stopping arrangements for twisting or spinning arrangements, e.g. spindles each spindle driven by an electric motor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H13/00—Other common constructional features, details or accessories
- D01H13/14—Warning or safety devices, e.g. automatic fault detectors, stop motions ; Monitoring the entanglement of slivers in drafting arrangements
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H13/00—Other common constructional features, details or accessories
- D01H13/32—Counting, measuring, recording or registering devices
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/04—Program control other than numerical control, i.e. in sequence controllers or logic controllers
- G05B19/042—Program control other than numerical control, i.e. in sequence controllers or logic controllers using digital processors
- G05B19/0421—Multiprocessor system
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/4185—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by the network communication
- G05B19/41855—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by the network communication by local area network [LAN], network structure
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F13/00—Interconnection of, or transfer of information or other signals between, memories, input/output devices or central processing units
- G06F13/38—Information transfer, e.g. on bus
- G06F13/40—Bus structure
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/414—Structure of the control system, e.g. common controller or multiprocessor systems, interface to servo, programmable interface controller
- G05B19/4141—Structure of the control system, e.g. common controller or multiprocessor systems, interface to servo, programmable interface controller characterised by a controller or microprocessor per axis
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/33—Director till display
- G05B2219/33162—Two bus, high speed and low speed bus, linked or not
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45196—Textile, embroidery, stitching machine
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Automation & Control Theory (AREA)
- Computer Hardware Design (AREA)
- Manufacturing & Machinery (AREA)
- Quality & Reliability (AREA)
- Spinning Or Twisting Of Yarns (AREA)
Abstract
Description
ベルト駆動部に代わる単錘駆動部を備えるリング紡績機は、従来のベルト駆動部に比べて様々な理由で実際には今日まだ定着してはいないが、すでに長い間知られている。これに相応して、この分野には多くの刊行物があり、これらの刊行物はとりわけ、駆動コンセプトまたは機械フレーム、すなわちスピンドルベンチへのこの種のスピンドルユニットの取り付けを扱っている。例えば、スイス国特許出願公開第698768号明細書は、単錘駆動部を備えるこの種の紡績機を開示している。
したがって本発明の課題は、1つの中央コントロール装置によって同時にコンタクト可能な複数の単錘駆動部を備える、特にリング紡績機である繊維機械を実現することである。
図1は、互いに隣接して配置された多数の巻返し部2を有する、本発明のリング紡績機1を概略的に示している。巻返し部2は、リング紡績機1の長手方向Xにおいて、頭部31と足部32との間に配置されている。リング紡績機1の頭部31および足部32は、機械の動作に必要な軸受、駆動部、制御部等を含むことができる。さらに、例えば、図1に概略的に示されている2つの巻返し部2で見て取れるように、各巻返し部2は、ドラフト装置5の上方に配置されており、粗糸6が巻き付けられている粗糸ボビン4からなる。粗糸6は粗糸ボビン4からドラフト装置5を介して走行し、そこで延伸され、糸形成要素に案内される。回転するトラベラもしくはリングトラベラが、完成した糸をコップ7に巻きつける。コップ7は、スピンドル8に載置されている。
2 巻返し部
31 リング紡績機1の頭部
32 リング紡績機1の足部
4 粗糸ボビン
5 ドラフト装置
6 粗糸
7 コップ
8 スピンドル
9 スピンドル8の単錘駆動部
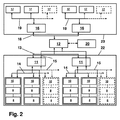
10 単錘駆動部9の分散型コントロールモジュール
11 セクションコントロールモジュール
12 中央コントロールモジュール
13 機械データバス
14 セクションデータバス
15 デジタル通信ネットワーク
16 命令要素および通知要素17のコントロールモジュール
17 命令要素および通知要素、操作ユニット
18 機械命令バス
19 セクション命令バス
20 ディスプレイ
21 メンテナンスキャリッジ
22 スピンドルベンチ
23 リングベンチ
Claims (13)
- 複数のスピンドル(8)を備えるリング紡績機(1)の動作方法であって、前記スピンドル(8)は、スピンドルベンチ(22)上に配置されており、かつそれぞれ1つの電気駆動部(9)を含んでおり、
各電気駆動部(9)は分散型コントロールモジュール(10)を有しており、前記分散型コントロールモジュール(10)は前記電気駆動部(9)と相互作用し、かつデータバス(13,14)を用いた、通信のための手段(10)によって、上位レベルの中央コントロール装置(12)と通信することができる方法において、
前記データバス(13,14)とは無関係の、デジタル通信ネットワーク(15)が前記中央コントロール装置(12)と前記分散型コントロールモジュール(10)との間に設けられており、それを介して、前記電気駆動部(9)のすべての分散型コントロールモジュール(10)が同時に前記中央コントロール装置(12)によってコンタクトされる
ことを特徴とするリング紡績機(1)の動作方法。 - 前記デジタル通信ネットワーク(15)を介して、前記中央コントロール装置(12)から、開始信号/停止信号または加速勾配または減速勾配を制御するための命令が前記分散型コントロールモジュール(10)に送信される、請求項1記載のリング紡績機(1)の動作方法。
- 前記中央コントロールモジュール(12)と前記分散型コントロールモジュール(10)との間に、セクションコントロールモジュール(11)が設けられており、データバス(13,14)として、前記中央コントロールモジュール(12)と前記セクションコントロールモジュール(11)との間に機械データバス(13)が設けられており、前記セクションコントロールモジュール(11)と前記分散型コントロールモジュール(10)との間にセクションデータバス(14)が設けられており、これらを介して通信が行われる、請求項1または2記載のリング紡績機(1)の動作方法。
- 前記リング紡績機(1)のリングベンチに配置されている操作ユニット(17)は直接的に、割り当てられている前記スピンドル(8)の前記電気駆動部(9)と、前記データバス(13,14,18,19)を介して通信する、請求項1から3までのいずれか1項記載のリング紡績機(1)の動作方法。
- 前記スピンドルベンチ(22)は動作中に駆動される、請求項1から4までのいずれか1項記載のリング紡績機(1)の動作方法。
- 複数のスピンドル(8)を備えたリング紡績機(1)であって、
前記スピンドル(8)はスピンドルベンチ(22)上に配置されており、かつそれぞれ1つの電気駆動部(9)を含んでおり、
各電気駆動部(9)は分散型コントロールモジュール(10)を有しており、前記分散型コントロールモジュール(10)は、前記電気駆動部(9)と相互作用し、かつデータバス(13,14)を用いた、上位レベルの中央コントロール装置(12)との通信のための手段を有しているリング紡績機(1)において、
前記データバス(13,14)とは無関係の、デジタル通信ネットワーク(15)が前記中央コントロール装置(12)と前記分散型コントロールモジュール(10)との間に設けられており、それを介して、前記電気駆動部(9)のすべての分散型コントロールモジュール(10)が同時に前記中央コントロール装置(12)によってコンタクトされ得る
ことを特徴とするリング紡績機(1)。 - 前記デジタル通信ネットワーク(15)を介して、前記中央コントロール装置(12)から、開始信号/停止信号または加速勾配または減速勾配を制御するための命令が前記分散型コントロールモジュール(10)に送信され得る、請求項6記載のリング紡績機(1)。
- 1つの前記分散型コントロールモジュール(10)または分散型コントロールモジュール(10)のグループと、前記中央コントロールモジュール(12)との間に、セクションコントロールモジュール(11)が設けられている、請求項6または7記載のリング紡績機(1)。
- データバスとして、前記中央コントロールモジュール(12)と前記セクションコントロールモジュール(11)との間に機械データバス(13)が設けられており、前記セクションコントロールモジュール(11)と前記分散型コントロールモジュール(10)との間にセクションデータバス(14)が設けられている、請求項8記載のリング紡績機(1)。
- 前記リング紡績機(1)のリングベンチ(23)に配置されている操作ユニット(17)は直接的に、割り当てられている前記スピンドル(8)の前記電気駆動部(9)と、前記データバス(13,14,18,19)を介して通信することができる、請求項6から9までのいずれか1項記載のリング紡績機(1)。
- 前記スピンドルベンチ(22)は前記リング紡績機の動作中に駆動可能である、請求項6から10までのいずれか1項記載のリング紡績機(1)。
- 電気駆動部(9)として、電気的な同期モータまたは非同期モータまたはブラシレスDCモータが設けられている、請求項6から11までのいずれか1項記載のリング紡績機(1)。
- コンピュータプログラム製品であって、
前記コンピュータプログラム製品は、リング紡績機(1)の内部メモリに直接的にロード可能であり、かつソフトウェアコードセクションを含んでおり、前記ソフトウェアコードセクションによって、前記コンピュータプログラム製品が前記リング紡績機上(1)で実行されるときに、請求項1から5までのいずれか1項記載の方法のステップが実施される
ことを特徴とするコンピュータプログラム製品。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH01055/17 | 2017-08-25 | ||
| CH01055/17A CH714081A1 (de) | 2017-08-25 | 2017-08-25 | Verfahren zum Betreiben einer Ringspinnmaschine und Ringspinnmaschine. |
| PCT/IB2018/056077 WO2019038630A1 (de) | 2017-08-25 | 2018-08-13 | Verfahren zum betreiben einer ringspinnmaschine und ringspinnmaschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020531702A true JP2020531702A (ja) | 2020-11-05 |
| JP2020531702A5 JP2020531702A5 (ja) | 2021-09-09 |
Family
ID=63491834
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020511197A Pending JP2020531702A (ja) | 2017-08-25 | 2018-08-13 | リング紡績機の動作方法およびリング紡績機 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3673102A1 (ja) |
| JP (1) | JP2020531702A (ja) |
| CN (1) | CN110945169A (ja) |
| CH (1) | CH714081A1 (ja) |
| WO (1) | WO2019038630A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3904572B1 (en) | 2020-04-30 | 2022-04-06 | Maschinenfabrik Rieter AG | Device and method for detecting a fault in a spinning mill and for estimating one or more sources of the fault |
| CN113673049B (zh) * | 2021-08-10 | 2023-11-17 | 武汉菲仕运动控制系统有限公司 | 一种立锭纺纱机的纱锭成型计算方法及系统 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009256869A (ja) * | 2008-04-15 | 2009-11-05 | Mas Fab Rieter Ag | 個別スピンドル駆動装置を有する紡績機または撚糸機 |
| JP2011518966A (ja) * | 2008-04-30 | 2011-06-30 | マシーネンファブリク リーター アクチェンゲゼルシャフト | 個別スピンドル駆動部を備える紡績機 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997011848A1 (de) * | 1995-09-28 | 1997-04-03 | Siemens Aktiengesellschaft | Wellenlose rotationsdruckmaschine |
| JP2000073238A (ja) * | 1998-08-27 | 2000-03-07 | Toyota Autom Loom Works Ltd | 紡機における通信方法及び通信制御装置 |
| DE10015564C1 (de) * | 2000-03-29 | 2001-10-11 | Dienes Appbau Gmbh | Regel-, Steuer- und Energieversorgungseinrichtung für Textilmaschinen |
| JP3596451B2 (ja) * | 2000-09-22 | 2004-12-02 | 株式会社豊田自動織機 | 単錘駆動式紡機の運転管理システム |
| FR2842833A1 (fr) * | 2002-07-26 | 2004-01-30 | Schlumberger Cie N | Dispositif et procede de pilotage et de consultation des parametres de marche des machines textiles |
| DE102007032237A1 (de) * | 2007-07-11 | 2009-01-15 | Rieter Ingolstadt Gmbh | Textilmaschine |
| DE102007039049A1 (de) * | 2007-08-17 | 2009-02-19 | Oerlikon Textile Gmbh & Co. Kg | Spinnanlage |
| DE102008018082A1 (de) | 2008-04-09 | 2009-10-15 | Maschinenfabrik Rieter Ag | Spinnmaschine mit Einzelspindelantrieb |
| JP5552662B2 (ja) * | 2012-06-06 | 2014-07-16 | 株式会社豊田自動織機 | 紡機の糸検出装置 |
| DE102014013652A1 (de) | 2014-09-21 | 2016-03-24 | Hanning Elektro-Werke Gmbh & Co. Kg | Antriebsanordnung |
| CN104360643A (zh) * | 2014-11-20 | 2015-02-18 | 经纬纺织机械股份有限公司 | 一种多品种纺纱的控制装置 |
| EP3153610B1 (de) * | 2015-10-05 | 2021-05-05 | Hanning Elektro-Werke GmbH & Co. KG | Ansteuereinrichtung |
| CN106637543A (zh) * | 2015-11-03 | 2017-05-10 | 王坤 | 倍捻机控制设备 |
-
2017
- 2017-08-25 CH CH01055/17A patent/CH714081A1/de not_active Application Discontinuation
-
2018
- 2018-08-13 EP EP18765502.2A patent/EP3673102A1/de not_active Withdrawn
- 2018-08-13 WO PCT/IB2018/056077 patent/WO2019038630A1/de not_active Ceased
- 2018-08-13 JP JP2020511197A patent/JP2020531702A/ja active Pending
- 2018-08-13 CN CN201880054939.2A patent/CN110945169A/zh active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009256869A (ja) * | 2008-04-15 | 2009-11-05 | Mas Fab Rieter Ag | 個別スピンドル駆動装置を有する紡績機または撚糸機 |
| JP2011518966A (ja) * | 2008-04-30 | 2011-06-30 | マシーネンファブリク リーター アクチェンゲゼルシャフト | 個別スピンドル駆動部を備える紡績機 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110945169A (zh) | 2020-03-31 |
| EP3673102A1 (de) | 2020-07-01 |
| CH714081A1 (de) | 2019-02-28 |
| WO2019038630A1 (de) | 2019-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1322188C (zh) | 单纺锤驱动型纤维机械 | |
| JP7702783B2 (ja) | 先行するリング紡績機のコップを巻き返すための巻取り機の運転方法 | |
| JP2020531702A (ja) | リング紡績機の動作方法およびリング紡績機 | |
| EP2684827A3 (en) | A drum inter-storage of yarn at an operating unit of a textile machine and method of controlling it | |
| CN104137012B (zh) | 防止机械部件之间的干扰并检测机械部件之间的碰撞的方法 | |
| CN115023336B (zh) | 用于制造纤维强化的构件的设备 | |
| JP2020531703A (ja) | リング紡績機の動作方法およびリング紡績機 | |
| JPH03174022A (ja) | 精紡機 | |
| BRPI1001207B1 (pt) | Aparelho para operação de unidades operacionais e de exibição em máquinas e sistemas têxteis, especialmente na região de máquinas e sistemas de sala de fiar, por exemplo, máquinas e sistemas de preparação de sala de fiar | |
| CN108625001B (zh) | 具有多个纺纱或卷绕单元的纺织机和操作纺织机的方法 | |
| BRPI1002624A2 (pt) | posto de trabalho de uma máquina de fiação com rotor de extremidade aberta e processo para a operação do posto de trabalho | |
| JP2020020083A (ja) | 繊維機械を稼働させる方法、および、繊維機械 | |
| JP7390207B2 (ja) | 繊維機械及び糸張力把握方法 | |
| CN105683074B (zh) | 导丝盘和导丝盘控制方法 | |
| JP2018111553A (ja) | 糸情報取得装置、糸巻取機及び繊維機械システム | |
| CN1970858A (zh) | 单纺锤驱动型纤维机械 | |
| CN105449908A (zh) | 驱动装置 | |
| CN106868647B (zh) | 电驱动器和具有电驱动器的自由端纺纱机 | |
| JP4180288B2 (ja) | 少なくとも1本の糸を案内するロール並びに1本のロールの回転可能に支承されたロール周壁の振動減衰法 | |
| CN205329249U (zh) | 驱动布置结构 | |
| CN102633161A (zh) | 纺织机械的纱线电子成型装置 | |
| CN202575538U (zh) | 纺织机械的纱线电子成型装置 | |
| JP2020531702A5 (ja) | ||
| CN103103640A (zh) | 一种电磁绕线轮 | |
| CN108350616B (zh) | 用于监控在变形期间的质量的方法以及变形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210727 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210727 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220613 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220628 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220912 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230117 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20230414 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230420 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230822 |