JP2021027043A - リチウムイオン電池用電極材の製造方法及びリチウムイオン電池用電極材の製造装置 - Google Patents
リチウムイオン電池用電極材の製造方法及びリチウムイオン電池用電極材の製造装置 Download PDFInfo
- Publication number
- JP2021027043A JP2021027043A JP2020133299A JP2020133299A JP2021027043A JP 2021027043 A JP2021027043 A JP 2021027043A JP 2020133299 A JP2020133299 A JP 2020133299A JP 2020133299 A JP2020133299 A JP 2020133299A JP 2021027043 A JP2021027043 A JP 2021027043A
- Authority
- JP
- Japan
- Prior art keywords
- electrode composition
- electrode
- base material
- ion battery
- lithium ion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
Description
なお、本明細書において、リチウムイオン電池と記載する場合、リチウムイオン二次電池も含む概念とする。
まず、本発明のリチウムイオン電池用電極材の製造方法により得られるリチウムイオン電池用電極材について説明する。
本発明のリチウムイオン電池用電極材の製造方法により得られるリチウムイオン電池用電極材は、連続するシート状の基材の表面に電極活物質を含む電極組成物からなる電極組成物層が配置された電極組成物層配置部が間欠的に配置されている。
ここで、連続するシート状の基材の表面に電極組成物層配置部が間欠的に配置されているとは、1つの基材の表面に、電極組成物層配置部と、電極組成物層が配置されていない部分(電極組成物層非配置部)とが存在し、電極組成物層配置部が2個以上存在し、かつ、互いに接触していない状態を意味する。互いに接触しないように設けられた電極組成物層配置部同士の距離は、一定であってもよく、異なっていてもよい。
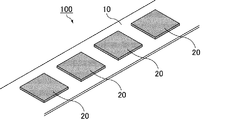
図1は、本発明のリチウムイオン電池用電極材の製造方法により製造されるリチウムイオン電池用電極材の一例を模式的に示す斜視図である。
図1に示すように、リチウムイオン電池用電極材100では、連続するシート状の基材10の表面に、電極活物質を含む電極組成物からなる電極組成物層20が配置された電極組成物層配置部が、間欠的に配置されている。
基材10の表面のうち、電極組成物層20が配置された領域(電極組成物層配置部)以外の領域を電極組成物層非配置部ともいう。
リチウムイオン電池用電極材100では、電極組成物層20が配置された電極組成物層配置部が電極組成物層非配置部に囲まれた島状であり、電極組成物層非配置部と島状の電極組成物層配置部とが交互に配置されているともいえる。
本発明のリチウムイオン電池用電極材の製造方法により得られるリチウムイオン電池用電極材を、基材の長手方向に沿った方向、かつ、基材の厚さ方向に垂直な方向に切断した切断面からみた場合には、電極組成物層配置部と電極組成物層非配置部とが交互に配置されていることになる。
本発明は、連続するシート状の基材の表面に、電極活物質を含む電極組成物からなる電極組成物層が配置された電極組成物層配置部が間欠的に配置されたリチウムイオン電池用電極材の製造方法であって、上記基材上に上記電極組成物を連続的に供給する供給工程と、上記供給工程によって上記基材上に供給された上記電極組成物を加圧して上記電極組成物層を得る加圧工程と、上記供給工程によって上記基材上に供給された上記電極組成物の一部を除去して、上記基材上に電極組成物層配置部を形成する除去工程と、を備えることを特徴とする。
供給工程では、連続するシート状の基材上に電極活物質を含む電極組成物を連続的に供給する。
連続的に供給する、とは、後述する除去工程によって形成される2以上の電極組成物層配置部に跨るように、電極組成物を途切れないように供給することを意味する。この時、電極組成物を間欠的に供給してもよい。ただし、電極組成物を間欠的に供給する場合、電極組成物を間欠的に供給することで基材上に形成された電極組成物を、後述する除去工程によって2以上の電極組成物層配置部とする必要がある。従って、間欠的に供給された1つの電極組成物に1つの電極組成物層配置部しか形成しない場合は、基材上に電極組成物を連続的に供給しているとはいえない。
また連続するシート状とは、単一の基材上に、複数個の電極組成物層配置部を間欠的に配置するのに充分な長さを有していることを意味する。
また基材上に供給するとは、基材の表面に直接供給するだけでなく、基材の上に配置された別の部材上に電極組成物を供給する場合も含む。従って、供給工程では、基材上に、直接又は間接的に電極組成物を供給する。
電極組成物の厚さを調整する方法としては、スキージ、回転ローラ、ドクターブレード、アプリケータ等を用いる方法が挙げられる。電極組成物の厚さを調整する工程は、上述した供給工程において用いられる装置によって行われてもよく、供給工程において用いられる装置とは別の装置を用いて行われてもよい。
図2は、供給工程の一例を模式的に示す断面図である。
図2に示すように、供給工程では、シート状の基材10上に、電極組成物120を連続的に供給する。具体的には、定量的に電極組成物120を供給可能なホッパー110と基材10との相対位置を変化させながら、基材10上に配置されたホッパー110から、電極組成物120を連続的に供給する方法を用いることができる。
図3は、供給工程の別の一例を模式的に示す断面図である。
図3に示すように、供給工程では、シート状の基材10上に、定量供給装置(図示しない)によって電極組成物120Aを間欠的に供給する。間欠的に供給された電極組成物120Aは、基材10とスキージ130との間を通過することによって、厚さが調整され、電極組成物120Bとなる。
1つの電極組成物120Bは、後に除去工程を行うことで、2以上の電極組成物層配置部となる。すなわち、図3に示す供給工程では、後の除去工程において形成される2以上の電極組成物層配置部に跨るように電極組成物を供給しているため、電極組成物を連続的に供給しているといえる。
集電体としては、金属箔や導電性樹脂箔等が挙げられる。
集電体以外の基材としては、集電体としては機能しないシート状の材料[高分子フィルム(ポリエステルフィルム、ポリオレフィンシート及びテフロン(登録商標)シート等)及び紙等]等を用いることができる。
また、基材は複合材料であってもよい。基材が複合材料である場合の例としては、集電体と、該集電体の外周に沿って環状に配置された絶縁体(枠状部材ともいう)を有する枠付き集電体等が挙げられる。
除去工程では、基材上に供給された電極組成物の一部を除去して、基材上に電極組成物層配置部を形成する。電極組成物層配置部が形成されなかった領域が、電極組成物層非配置部となる。
なお、除去工程よりも後に加圧工程が行われる場合であって、加圧工程によって電極組成物層配置部の大きさが変化する場合には、加圧後に所望の形状となるような電極組成物層配置部の大きさを予め設定しておくことが好ましい。
基材上に供給された電極組成物の一部を除去する方法としては、例えば、供給工程の前に、電極組成物層配置部の配置パターンに応じた位置に開口部を有するマスク層を基材の表面に載置して、供給工程の後に、基材上からマスク層上に供給された電極組成物を除去する方法が挙げられる。
開口部を有するマスク層を基材の表面に載置する工程は、マスキング工程ともいう。
なお、マスク層が有する開口部の位置及び形状は、除去工程によって形成される電極組成物層配置部の位置及び形状に対応している。
図4Aは、供給工程の一例を模式的に示す斜視図であり、図4Bは、除去工程の一例を模式的に示す斜視図である。
図4Aに示すように、供給工程の前に、電極組成物層配置部に対応する大きさの開口部(A1、A2、A3、A4及びA5)を有するマスク層140を、基材10上に載置する。
この場合、供給工程では、マスク層140上と、マスク層140の開口部(A1、A2、A3、A4及びA5)の全面に、電極組成物120が供給される。
マスク層140の開口部(A1、A2、A3、A4及びA5)があった領域だけに電極組成物120が残存することで、基材10上には、電極組成物120が設けられた領域である電極組成物層配置部が間欠的に形成される。
2段階の除去工程とは、例えば、マスク層上に供給された電極組成物の少なくとも一部をマスク層上から除去する第1除去工程と、マスク層を基板上から除去する第2除去工程とが挙げられる。
第1除去工程においてマスク層上の電極組成物を完全に除去していない場合、第2除去工程において、マスク層上に残存する電極組成物をマスク層ごと除去すればよい。
第1除去工程によってマスク層上に供給された電極組成物の少なくとも一部を除去しておくと、マスク層を基板上から除去する第2除去工程の際に、マスク層上に残存する電極組成物が、マスク層の開口部に配置された電極組成物上に落下することを抑制できる。
供給工程においてマスク層と基材との間に電極組成物が侵入しないように、マスク層と基材とが一時的に接着されていてもよい。
また、基材から剥離可能な塗膜を形成する塗料を、所定の開口部を残すように基材の表面に塗布して、マスク層を形成してもよい。
また、基材上に供給された電極組成物の一部を除去する別の方法としては、上記基材上に直接供給された上記電極組成物の一部を除去する方法が挙げられる。基材上に直接供給された電極組成物の一部を除去する方法としては、例えば、連続的に供給された電極組成物上に、電極組成物層配置部の配置パターンに応じた位置にカバー層を載置し、カバー層が設けられていない領域の電極組成物を除去する方法が挙げられる。この場合、基材上に直接供給された電極組成物のうちの一部(カバー層が設けられていない領域に供給された電極組成物)が除去されることで、基材上に電極組成物層配置部が間欠的に配置される。
図5A、図5B及び図5Cは、除去工程の別の一例を模式的に示す斜視図である。
図5Aに示すように、まず、供給工程の後、電極組成物120上に、電極組成物層配置部に対応する大きさのカバー層40を電極組成物層が配置される場所にそれぞれ載置する。図5Aにおいては、カバー層40を載置する位置は、電極組成物層が配置されるそれぞれの領域(B1、B2、B3、B4及びB5)である。
最後に、図5Cに示すように、カバー層40を電極組成物120上から取り除くことによって、基材10上に、電極組成物120が設けられた領域である電極組成物層配置部を間欠的に配置することができる。
基材上に供給された電極組成物の一部を除去するさらに別の方法としては、例えば、供給工程の前に、電極組成物層配置部の配置パターンに応じた位置に、電極組成物層配置部以上の平面視寸法の開口部を有するマスク層を上記基材の表面に載置して、供給工程の後に、電極組成物層配置部の配置パターンに応じた位置にカバー層を載置し、カバー層が設けられていない領域の電極組成物の少なくとも一部を除去した後に、マスク層を基材上から除去する方法が挙げられる。
開口部を有するマスク層を基材の表面に載置する工程は、マスキング工程ともいう。
上記方法によると、マスク層の開口部の平面視寸法は、電極組成物層配置部以上に設定されている。
マスク層の開口部の平面視寸法が、電極組成物層配置部の平面視寸法よりも大きい場合、マスク層の開口部に配置された電極組成物の一部が、カバー層で覆われていないことになる。この状態でマスク層上に供給された電極組成物を基板上から除去してしまうと、得られる電極組成物層配置部の配置パターンが、所望の電極組成物層配置部の配置パターンに合致しない。そこで、所望の電極組成物層配置部の配置パターンとなるように、マスク層の開口部に配置された電極組成物上にカバー層を載置し、カバー層が設けられていない領域の電極組成物を除去した後、基板上からマスク層を除去することで、基板上に電極組成物層配置部が形成される。
加えて、マスク層の開口部に配置された電極組成物の全部をカバー層で覆うことにより、マスク層を基板上から除去する工程において、マスク層上に残存する電極組成物が電極組成物層配置部に落下することを抑制できる。
図6A、図6B、図6C、図7A及び図7Bは、除去工程のさらに別の一例を模式的に示す斜視図である。
図6Aに示すように、供給工程の前に、電極組成物層配置部以上の平面視寸法を有する開口部(C1、C2、C3、C4及びC5)を有するマスク層140を、基材10上に載置する。この場合、供給工程では、マスク層140上と、マスク層140の開口部(C1、C2、C3、C4及びC5)の全面に、電極組成物120が供給される。
マスク層140に設けられた開口部(C1、C2、C3、C4及びC5)の平面視寸法は、カバー層40の平面視寸法以上であればよい。図6Cは、マスク層140に設けられた開口部(C1、C2、C3、C4及びC5)の平面視寸法がカバー層40の平面視寸法よりも少し大きな例であるが、開口部(C1、C2、C3、C4及びC5)の平面視寸法がカバー層40の平面視寸法と同じであってもよい。
以上の工程により、基板10上に電極組成物層配置部を形成することができる。
加圧工程では、供給工程によって基材上に供給された電極組成物を加圧して、電極組成物層を得る。
電極組成物を加圧する好ましい方法としては、平板プレス及びロールプレス等が挙げられる。
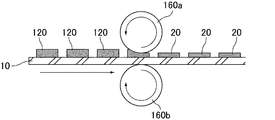
図8は、加圧工程の一例を模式的に示す断面図である。
図8に示すように、加圧工程では、基材10上に配置された電極組成物120をロールプレス160a及び160bにより加圧する。加圧工程によって、基材10上に電極組成物層20が形成される。
以上の工程により、連続するシート状の基材10の表面に電極組成物層20が配置された電極組成物層配置部が間欠的に配置された、図1に示すようなリチウムイオン電池用電極材が得られる。
除去工程の前に加圧工程を行う場合は、除去工程で使用される部材(例えばマスク層やカバー層)を、電極組成物とともに加圧してもよい。
そのため、電極組成物の流動性が低い場合であっても、充分な耐久性能を有するリチウムイオン電池を製造するためのリチウムイオン電池用電極材を製造することができる。
電極活物質は、正極活物質であっても負極活物質であってもよい。
また、電極組成物は、必要に応じて、導電助剤を含んでいてもよい。
なお、リチウム含有遷移金属リン酸塩は、遷移金属サイトの一部を他の遷移金属で置換したものであってもよい。
上記負極活物質のうち、内部にリチウム又はリチウムイオンを含まないものについては、予め負極活物質の一部又は全部にリチウム又はリチウムイオンを含ませるプレドープ処理を施してもよい。
具体的には、金属[ニッケル、アルミニウム、ステンレス(SUS)、銀、銅及びチタン等]、カーボン[グラファイト及びカーボンブラック(アセチレンブラック、ケッチェンブラック、ファーネスブラック、チャンネルブラック、サーマルランプブラック等)等]、及びこれらの混合物等が挙げられるが、これらに限定されるわけではない。
これらの導電助剤は1種単独で用いてもよいし、2種以上併用してもよい。また、これらの合金又は金属酸化物を用いてもよい。電気的安定性の観点から、好ましくはアルミニウム、ステンレス、カーボン、銀、銅、チタン及びこれらの混合物であり、より好ましくは銀、アルミニウム、ステンレス及びカーボンであり、さらに好ましくはカーボンである。またこれらの導電助剤としては、粒子系セラミック材料や樹脂材料の周りに導電性材料(上記した導電助剤の材料のうち金属のもの)をめっき等でコーティングしたものでもよい。
導電性繊維としては、PAN系炭素繊維、ピッチ系炭素繊維等の炭素繊維、合成繊維の中に導電性のよい金属や黒鉛を均一に分散させてなる導電性繊維、ステンレス鋼のような金属を繊維化した金属繊維、有機物繊維の表面を金属で被覆した導電性繊維、有機物繊維の表面を導電性物質を含む樹脂で被覆した導電性繊維等が挙げられる。これらの導電性繊維の中では炭素繊維が好ましい。また、グラフェンを練りこんだポリプロピレン樹脂も好ましい。
導電助剤が導電性繊維である場合、その平均繊維径は0.1〜20μmであることが好ましい。
電極活物質の周囲が被覆層で被覆されていると、電極の体積変化が緩和され、電極の膨張を抑制することができる。
なお、電極活物質として正極活物質を使用した場合の被覆活物質を被覆正極活物質といい、被覆組成物層を被覆正極組成物層ともいう。また電極活物質として負極活物質を使用した場合の被覆活物質を被覆負極活物質といい、被覆組成物層を被覆負極組成物層ともいう。
鎖状炭酸エステルとしては、ジメチルカーボネート、メチルエチルカーボネート、ジエチルカーボネート、メチル−n−プロピルカーボネート、エチル−n−プロピルカーボネート及びジ−n−プロピルカーボネート等が挙げられる。
環状エーテルとしては、テトラヒドロフラン、テトラヒドロピラン、1,3−ジオキソラン及び1,4−ジオキサン等が挙げられる。
鎖状エーテルとしては、ジメトキシメタン及び1,2−ジメトキシエタン等が挙げられる。
ニトリル化合物としては、アセトニトリル等が挙げられる。
アミド化合物としては、DMF等が挙げられる。
スルホンとしては、ジメチルスルホン及びジエチルスルホン等が挙げられる。
非水溶媒は1種を単独で用いてもよいし、2種以上を併用してもよい。
被覆活物質は、例えば、高分子化合物及び電極活物質並びに必要により用いる導電剤を混合することによって製造してもよく、被覆層に導電剤を用いる場合には高分子化合物と導電剤とを混合して被覆材を準備したのち、該被覆材と電極活物質とを混合することにより製造してもよく、高分子化合物、導電剤及び電極活物質を混合することによって製造してもよい。
なお、電極活物質と高分子化合物と導電剤とを混合する場合、混合順序には特に制限はないが、電極活物質と高分子化合物とを混合した後、更に導電剤を加えて更に混合することが好ましい。
上記方法により、高分子化合物と必要により用いる導電剤を含む被覆層によって電極活物質の表面の少なくとも一部が被覆される。
ただし、公知の電極用バインダーではなく、粘着性樹脂を含むことが望ましい。電極組成物が上記の溶液乾燥型の公知の電極用バインダーを含む場合には、電極組成物層を形成した後に乾燥工程を行うことで一体化する必要があるが、粘着性樹脂を含む場合には、乾燥工程を行うことなく常温において僅かな圧力で電極組成物を一体化することができる。乾燥工程を行わない場合、加熱による電極組成物の収縮や亀裂の発生がおこらないため好ましい。
また、電極活物質、電解液及び粘着性樹脂を含む電極組成物は、電極組成物層を形成した後であっても、電極組成物層が非結着体のままで維持される。電極組成物層が非結着体であれば、電極組成物層を厚くすることができ、高容量の電池を得ることができ好ましい。
粘着性樹脂としては、被覆層を構成する高分子化合物(特開2017−054703号公報に記載された非水系二次電池活物質被覆用樹脂等)に少量の有機溶剤を混合してそのガラス転移温度を室温以下に調整したもの、及び、特開平10−255805公報等に粘着剤として記載されたものを好適に用いることができる。
ここで、非結着体とは、電極組成物を構成する電極活物質同士が、互いに結合していないことを意味し、結合とは不可逆的に電極活物質同士が固定されていることを意味する。
なお、溶液乾燥型の電極用バインダーは、溶媒成分を揮発させることで乾燥、固体化して活物質同士を強固に固定するものを意味する。一方、粘着性樹脂は、粘着性(水、溶媒、熱等を使用せずに僅かな圧力を加えることで接着する性質)を有する樹脂を意味する。
溶液乾燥型の電極用バインダーと粘着性樹脂とは異なる材料である。
湿潤粉体は、ペンデュラー状態又はファニキュラー状態であることがより望ましい。
封止前には、必要に応じて電解液を添加してもよい。
また、リチウムイオン電池用正極材とリチウムイオン電池用負極材とをセパレータを介して電極組成物層同士が対向するように積層し、正極集電体と負極集電体との外周を耐電解液性を有する樹脂等で封止することで、外装体を使用せずにリチウムイオン電池を製造することもできる。
本発明のリチウムイオン電池用電極材の製造装置は、連続するシート状の基材の表面に電極活物質を含む電極組成物からなる電極組成物層が配置された電極組成物層配置部が、間欠的に配置されたリチウムイオン電池用電極材の製造装置であって、上記基材上に上記電極組成物を連続的に供給する供給手段と、上記供給手段によって上記基材上に供給された上記電極組成物を加圧して上記電極組成物層を得る加圧手段と、上記供給手段によって上記基材上に供給された上記電極組成物の一部を除去して、上記基材上に電極組成物層配置部を形成する除去手段と、を備えることを特徴とする。
これらの中では、マスク層載置手段と剥離手段とを備えることが好ましい。
図9は、本発明のリチウムイオン電池用電極材の製造装置を用いてリチウムイオン電池用電極材を製造する様子の一例を模式的に示す断面図である。
図9に示すリチウムイオン電池用電極材の製造装置200は、供給手段であるホッパー110と、除去手段であるマスク層140、マスク層載置用ローラ170及びマスク層剥離用ローラ180と、加圧手段であるロールプレス160a及び160bとを備える。
基材10は、基材移動用ローラ190により一方向(矢印方向)に移動している。まず、開口部Aを有するマスク層140が、マスク層載置用ローラ170によって基材10上に載置される。その後、基材10上及びマスク層140の開口部Aの全面にホッパー110から電極組成物120が供給される。供給された電極組成物120はスキージ130によりその厚さが調整される。その後、マスク層剥離用ローラ180によって、マスク層140は、基材10の表面から剥離される。最後に、基材10上に残存する電極組成物120を加圧手段であるロールプレス160a及び160bによって加圧して、基材10上に電極組成物層20を形成することで、本発明のリチウムイオン電池用電極材を製造することができる。
図10は、本発明のリチウムイオン電池用電極材の製造装置を用いてリチウムイオン電池用電極材を製造する様子の別の一例を模式的に示す断面図である。
図10に示すリチウムイオン電池用電極材の製造装置300は、供給手段であるホッパー110と、除去手段であるマスク層140と、加圧手段であるロールプレス160bと、加圧兼マスク層剥離用ローラ195とを備える。加圧兼マスク層剥離用ローラ195は、除去手段であるマスク層剥離用ローラと加圧手段であるロールプレスを兼ねている。
基材10は、基材移動用ローラ190により一方向(矢印方向)に移動している。まず、開口部Aを有するマスク層140が、マスク層載置用ローラ170によって基材10上に載置される。その後、基材10上及びマスク層140の開口部Aの全面にホッパー110から電極組成物120が供給される。供給された電極組成物120はスキージ130によりその厚さが調整される。その後、電極組成物120が加圧兼マスク層剥離用ローラ195及びロールプレス160bによって加圧されるとともに、マスク層140が基材10の表面から剥離される。以上の工程により、基材10上に電極組成物層20を形成して、本発明のリチウムイオン電池用電極材を製造することができる。
攪拌機、温度計、還流冷却管、滴下ロート及び窒素ガス導入管を付した4つ口コルベンに、酢酸ビニル5.0部、2−エチルヘキシルアクリレート23.7部及び酢酸エチル185.5部を仕込み75℃に昇温した。酢酸ビニル11.1部、2−エチルヘキシルアクリレート21.0部、2−ヒドロキシエチルメタクリレート28.1部、アクリル酸11.1部及び2,2’−アゾビス(2,4−ジメチルバレロニトリル)0.200部及び2,2’−アゾビス(2−メチルブチロニトリル)0.200部を混合した。得られた単量体混合液をコルベン内に窒素を吹き込みながら、滴下ロートで4時間かけて連続的に滴下してラジカル重合を行った。滴下終了後、2,2’−アゾビス(2,4−ジメチルバレロニトリル)0.800部を酢酸エチル12.4部に溶解した溶液を滴下ロートを用いて、重合を開始してから6〜8時間目にかけて連続的に追加した。さらに、沸点で重合を2時間継続し、酢酸エチルを702.4部加えて樹脂濃度10重量%の粘着性樹脂の溶液を得た。その後、100℃の減圧乾燥機内に3時間入れることで酢酸エチルを除去した。粘着性樹脂の重量平均分子量(以下、Mwと略記する)は420,000であった。
Mwは、以下の条件でゲルパーミエーションクロマトグラフィー測定により求めた。
装置:「HLC−8120GPC」[東ソー(株)製]
カラム:「TSKgel GMHXL」(2本)、「TSKgel Multipore HXL−Mを各1本連結したもの」[いずれも東ソー(株)製]
試料溶液:0.25重量%のテトラヒドロフラン溶液
溶液注入量:10μL
流量:0.6mL/分
測定温度:40℃
検出装置:屈折率検出器
基準物質:標準ポリスチレン[東ソー(株)製]
エチレンカーボネート(EC)とプロピレンカーボネート(PC)の混合溶媒(体積比率でEC:PC=1:1)にLiN(FSO2)2(LiFSI)を2mol/Lの割合で溶解させ、電解液を調製した。
万能混合機ハイスピードミキサーFS25[(株)アーステクニカ製]を用いて、炭素繊維[大阪ガスケミカル(株)製 ドナカーボ・ミルド S−243]20部と製造例1で得た粘着性樹脂の溶液300部とアセチレンブラック[デンカ(株)製 デンカブラック]57部とLiNi0.8Co0.15Al0.05O2[(株)BASF戸田バッテリーマテリアルズ製HED NCA−7050、体積平均粒子径10μm]875部を室温、720rpmの条件で15分撹拌した。撹拌を維持したまま0.01MPaまで減圧し、次いで撹拌と減圧度を維持したまま温度を80℃まで昇温し、撹拌、減圧度及び温度を8時間維持して揮発分を留去した。得られた混合物を300μmの金属メッシュを取り付けたハンマークラッシャーNH−34S[(株)三庄インダストリー製]で粉砕し造粒を行い、正極活物質と粘着性樹脂との混合造粒物を得た。
製造例3で得られた混合造粒物99.0部と製造例2で作製した電解液1.0部とを遊星撹拌型混合混練装置{あわとり練太郎[(株)シンキー製]}に入れ、2000rpmで5分間混合して、正極組成物の合計重量に基づく上記電解液の重量割合が1.0重量%である正極組成物の湿潤粉体を作製した。
(1)供給工程
アプリケータ用自動塗工機[イーガーコーポレーション製卓上テストコーター(型式:EGPI−1210)]にセットした厚さ100μmの離型紙上に、幅42mm、長さ57mmの開口部を、長さ方向に29mmの間隔を隔てて2つ有する、厚み600μm、幅90mm、長さ227mmのSUS製シート状のマスクを配置した。さらに製造例4で作製した正極組成物の湿潤粉体10gを山状に乗せた。さらにマイクロメーター付フィルムアプリケーター[イーガーコーポレーション製]をギャップ間隔0でマスク上に乗せた。マイクロメーター付フィルムアプリケータを正極組成物の湿潤粉体の山の上を移動速度20mm/sの一定速度で平行移動させ、山の表面を擦切る操作を行った。なお、擦切りを行った後、電極組成物の表面に線状のキズが観察された場合にはキズの発生がない表面が得られるまで擦切りの操作をやり直した。
(2)除去工程
擦切りを行った後、離型紙上に配置したSUS製シート状のマスクを取り外し、離型紙上に電極組成物が間欠的に配置された正極組成物層を得た。正極組成物層の上面視寸法は、幅42mm、長さ57mmであり、長さ方向に29mmの間隔を隔てて2つの正極組成物層が配置されている。
(3)加圧工程
続いて、正極組成物層が配置された基材をロールプレス機にセットし、以下の条件で加圧を行い、リチウムイオン電池用電極材(1A)を得た。
ロールプレス機から排出されたリチウムイオン電池用電極材(1A)は、ガラス板の上に載せて移動しても形状が壊れない程度にしっかり固められており、平滑な表面を有していた。
<ロールプレス機の条件>
・ロールサイズ:250mmφ×400mm
・ロール回転速度:0.2m/分
・ロールの間隔(ギャップ):100μm
・線圧:1ton/cm
(1)供給工程
アプリケータ用自動塗工機[イーガーコーポレーション製卓上テストコーター(型式:EGPI−1210)]にセットした厚さ100μmの離型紙上に、製造例4で作製した正極活物質組成物の湿潤粉体10gを山状に乗せた。さらにマイクロメーター付フィルムアプリケーター[イーガーコーポレーション製]をギャップ間隔600μmにして離型紙上に乗せた。マイクロメーター付フィルムアプリケータを正極組成物の湿潤粉体の山の上を移動速度20mm/sの一定速度で平行移動させ、山の表面を擦切る操作を行った。なお、擦切りを行った後、表面に線状のキズが観察された場合にはキズの発生がない表面が得られるまで擦切りの操作をやり直した。
剥離紙上に供給された電極組成物の上面視寸法は、幅42mm、長さ150mmであった。
(2)除去工程
擦切りを行った後、幅42mm、長さ57mmの長方形のSUS製の板状部材(カバー層)を2つ、長さ方向に29mmの間隔を隔てて、擦切った電極組成物上に載せた。板状部材の外側にはみ出した電極組成物を吸引機[コトヒラ工業製クリーンルーム用集じん機(型式:KDC−C01)]で吸引除去した。吸引除去した後に、板状部材を取り外し、離型紙上に電極組成物を間欠的に配置した。
(3)加圧工程
実施例1と同様の条件で加圧を行い、リチウムイオン電池用電極材(1B)を得た。
(1)供給工程
アプリケータ用自動塗工機[イーガーコーポレーション製卓上テストコーター(型式:EGPI−1210)]にセットした厚さ100μmの離型紙上に、幅44mm、長さ59mmの開口部を、長さ方向に19mmの間隔を隔てて2つ有する、厚み600μm、幅90mm、長さ227mmのSUS製シート状のマスクを配置した。さらに製造例4で作製した正極組成物の湿潤粉体10gを山状に乗せた。さらにマイクロメーター付フィルムアプリケーター[イーガーコーポレーション製]をギャップ間隔0でマスク上に乗せた。マイクロメーター付フィルムアプリケータを正極組成物の湿潤粉体の山の上を移動速度20mm/sの一定速度で平行移動させ、山の表面を擦切る操作を行った。なお、擦切りを行った後、電極組成物の表面に線状のキズが観察された場合にはキズの発生がない表面が得られるまで擦切りの操作をやり直した。
離型紙上には、幅50mm、長さ67mmの電極組成物層が、長さ方向に19mmの間隔を隔てて間欠的に配置されている。
(2)除去工程
剥離紙上に配置された電極組成物の上に、幅42mm、長さ57mmの長方形のSUS製の板状部材(カバー層)を2つ、長さ方向に29mmの間隔を隔てて、擦切った電極組成物上に載せた。このとき、上面視において板状部材がマスクに重ならないように、板状部材が配置される位置を調整した。板状部材の上面視寸法はマスクの開口部の上面視寸法よりも小さいため、板状部材の外側かつマスクの開口部の内側には電極組成物がわずかに露出している。
板状部材の外側とマスクの開口部に囲まれる領域に露出した電極組成物及びマスク上面部に存在する電極組成物を吸引機[コトヒラ工業製クリーンルーム用集じん機(型式:KDC−C01)]で吸引除去した。吸引除去した後に、板状部材を取り外し、離型紙上に電極組成物を間欠的に配置した。
(3)加圧工程
実施例1と同様の条件で加圧を行い、リチウムイオン電池用電極材(1C)を得た。
(1)供給工程
アプリケータ用自動塗工機[イーガーコーポレーション製卓上テストコーター(型式:EGPI−1210)]にセットした厚さ100μmの離型紙上に、製造例4で作製した正極活物質組成物の湿潤粉体10gを山状に乗せた。さらにマイクロメーター付フィルムアプリケーター[イーガーコーポレーション製]をギャップ間隔600μmにして離型紙上に乗せた。マイクロメーター付フィルムアプリケーターを正極組成物の湿潤粉体の山の上を移動速度20mm/sの一定速度で平行移動させ、山の表面を擦切る操作を行った。なお、擦切りを行った後、表面に線状のキズが観察された場合にはキズの発生がない表面が得られるまで擦切りの操作をやり直した。
(2)加圧工程
擦切りの後、何も操作を行わず、実施例1と同様の条件で加圧を行った。
(3)切断工程
加圧された電極組成物層を、上面視寸法が、幅42mm、長さ66mmとなるように、基材ごとトムソン型を用いて切断して、比較用リチウムイオン電池用電極材(H1A)を得た。
<リチウムイオン電池用電極材の形状評価>
(1)目視での外観評価
目視したリチウムイオン電池用電極材の表面を目視で観察し、表面のキズ及びヒビ割れの有無により外観評価を行った。結果を表1に示す。
表面にキズ及びヒビ割れが確認できないものを、○と判定し、キズ又はヒビ割れがあれば△と判定し、電極組成物層の崩落や欠陥がみられた場合には×と判定した。
(2)重量のばらつき
それぞれのリチウムイオン電池用電極材から、φ7mmの丸刃ポンチ(塚谷製)を用いて電極組成物層を12箇所で打ち抜き、ばらつき評価用の試料とした。12個の試料についてその重量を測定して得られる平均重量と標準偏差とから変動係数を計算した。変動係数が小さいほど、電極組成物層の重量ばらつきがなく、均一性が高いといえる。変動係数が2%未満の場合は◎(均一性が非常に優れる)と判定し、2〜5%の範囲であれば○と判定し、5%を超えていれば×と判定した。結果を表1に示す。
なお、12個の試料は、打ち抜いた場所に偏りが生じないように幅方向と長さ方向のそれぞれに均等な間隔で3列×4列で打ち抜いた。

一方、実施例1〜3の結果より、本発明のリチウムイオン電池用電極材の製造方法を用いた場合には、電極組成物層を切断しないため、電極組成物層の端部の割れ、欠けや、重量のばらつき等の不具合を抑制することができる。
20 電極組成物層
40 カバー層(除去手段)
100 リチウムイオン電池用電極材
110 ホッパー(供給手段)
120A、120B、120 電極組成物
130 スキージ(供給手段)
140 マスク層(除去手段)
150 吸引器(除去手段)
160a、160b ロールプレス(加圧手段)
170 マスク層載置用ローラ(除去手段)
180 マスク層剥離用ローラ(除去手段)
190 基材移動用ローラ
195 加圧兼マスク層剥離用ローラ(加圧手段兼除去手段)
200、300 リチウムイオン電池用電極材の製造装置
A、A1、A2、A3、A4、A5、C1、C2、C3、C4、C5 開口部
B1、B2、B3、B4、B5 電極組成物が配置される領域
Claims (6)
- 連続するシート状の基材の表面に、電極活物質を含む電極組成物からなる電極組成物層が配置された電極組成物層配置部が間欠的に配置されたリチウムイオン電池用電極材の製造方法であって、
前記基材上に前記電極組成物を連続的に供給する供給工程と、
前記供給工程によって前記基材上に供給された前記電極組成物を加圧して前記電極組成物層を得る加圧工程と、
前記供給工程によって前記基材上に供給された前記電極組成物の一部を除去して、前記基材上に電極組成物層配置部を形成する除去工程と、
を備えることを特徴とするリチウムイオン電池用電極材の製造方法。 - 前記供給工程の前に、電極組成物層配置部の配置パターンに応じた位置に開口部を有するマスク層を前記基材の表面に載置するマスキング工程を備え、
前記供給工程において、前記電極組成物を、前記マスク層上、及び、前記開口部の全面に供給し、
前記除去工程が、前記マスク層上に供給された前記電極組成物を、前記基材上から除去する工程である、請求項1に記載のリチウムイオン電池用電極材の製造方法。 - 前記除去工程が、前記基材上に直接供給された前記電極組成物の一部を除去して、除去されなかった前記電極組成物を前記電極組成物層配置部とする工程である、請求項1に記載のリチウムイオン電池用電極材の製造方法。
- 前記供給工程の前に、電極組成物層配置部の配置パターンに応じた位置に、前記電極組成物層配置部以上の平面視寸法の開口部を有するマスク層を前記基材の表面に載置するマスキング工程を備え、
前記供給工程において、前記電極組成物を、前記マスク層上、及び、前記開口部の全面に供給し、
前記除去工程が、前記マスク層上に供給された前記電極組成物の少なくとも一部を前記マスク層上から除去する第1除去工程と、前記マスク層を前記基材上から除去する第2除去工程と、を有する工程である、請求項1に記載のリチウムイオン電池用電極材の製造方法。 - 連続するシート状の基材の表面に、電極活物質を含む電極組成物からなる電極組成物層が配置された電極組成物層配置部が間欠的に配置されたリチウムイオン電池用電極材の製造装置であって、
前記基材上に前記電極組成物を連続的に供給する供給手段と、
前記供給手段によって前記基材上に供給された前記電極組成物を加圧して前記電極組成物層を得る加圧手段と、
前記供給手段によって前記基材上に供給された前記電極組成物の一部を除去して、前記基材上に電極組成物層配置部を形成する除去手段と、を備えることを特徴とするリチウムイオン電池用電極材の製造装置。 - 前記除去手段は、前記基材上に開口部を有するマスク層を載置するマスク層載置手段と、前記基材上から前記マスク層を剥がす剥離手段とを備える、請求項5に記載のリチウムイオン電池用電極材の製造装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019144647 | 2019-08-06 | ||
| JP2019144647 | 2019-08-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2021027043A true JP2021027043A (ja) | 2021-02-22 |
Family
ID=74662449
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020133299A Pending JP2021027043A (ja) | 2019-08-06 | 2020-08-05 | リチウムイオン電池用電極材の製造方法及びリチウムイオン電池用電極材の製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2021027043A (ja) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113304955A (zh) * | 2021-05-31 | 2021-08-27 | 陈占凤 | 一种锂电池涂布装置 |
| JP2022115019A (ja) * | 2021-01-27 | 2022-08-08 | プライムプラネットエナジー&ソリューションズ株式会社 | 湿潤粉体からなる電極材料および電極とその製造方法ならびに該電極を備える二次電池 |
| CN115084426A (zh) * | 2021-03-15 | 2022-09-20 | 泰星能源解决方案有限公司 | 电极的制造方法 |
| WO2022211102A1 (ja) * | 2021-03-31 | 2022-10-06 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置 |
| JP2022157903A (ja) * | 2021-03-31 | 2022-10-14 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置及び活物質供給方法 |
| JP2022157911A (ja) * | 2021-03-31 | 2022-10-14 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置及び活物質供給方法 |
| JP2022157900A (ja) * | 2021-03-31 | 2022-10-14 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置及び活物質供給方法 |
| JP2022157904A (ja) * | 2021-03-31 | 2022-10-14 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置及び活物質供給方法 |
| JP2023023796A (ja) * | 2021-08-06 | 2023-02-16 | 株式会社豊田自動織機 | 電極層形成装置 |
| JP2023033855A (ja) * | 2021-08-30 | 2023-03-13 | トヨタ自動車株式会社 | 電極の製造方法および電極製造装置 |
| JP2023069723A (ja) * | 2021-11-08 | 2023-05-18 | トヨタ自動車株式会社 | 電極シートの製造方法 |
| WO2023163073A1 (ja) * | 2022-02-22 | 2023-08-31 | Apb株式会社 | 電極の製造方法 |
| WO2024024735A1 (ja) | 2022-07-28 | 2024-02-01 | 富士フイルム株式会社 | シート状電極用成形体の製造方法 |
| JP2024518873A (ja) * | 2021-04-29 | 2024-05-08 | イリカ テクノロジーズ リミテッド | エネルギー貯蔵装置またはエネルギー変換装置に使用するための構成要素およびその製造方法 |
| JP2025144718A (ja) * | 2024-03-21 | 2025-10-03 | トヨタ自動車株式会社 | 電極活物質層の製造方法及び電極積層体の製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11260354A (ja) * | 1998-03-13 | 1999-09-24 | Toshiba Corp | 電池の製造方法 |
| JP2005190787A (ja) * | 2003-12-25 | 2005-07-14 | Dainippon Ink & Chem Inc | 非水電解質二次電池用電極板およびその製造方法 |
| JP2005216723A (ja) * | 2004-01-30 | 2005-08-11 | Dainippon Ink & Chem Inc | 非水電解質二次電池用電極板およびその製造方法 |
-
2020
- 2020-08-05 JP JP2020133299A patent/JP2021027043A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11260354A (ja) * | 1998-03-13 | 1999-09-24 | Toshiba Corp | 電池の製造方法 |
| JP2005190787A (ja) * | 2003-12-25 | 2005-07-14 | Dainippon Ink & Chem Inc | 非水電解質二次電池用電極板およびその製造方法 |
| JP2005216723A (ja) * | 2004-01-30 | 2005-08-11 | Dainippon Ink & Chem Inc | 非水電解質二次電池用電極板およびその製造方法 |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022115019A (ja) * | 2021-01-27 | 2022-08-08 | プライムプラネットエナジー&ソリューションズ株式会社 | 湿潤粉体からなる電極材料および電極とその製造方法ならびに該電極を備える二次電池 |
| JP7385611B2 (ja) | 2021-01-27 | 2023-11-22 | プライムプラネットエナジー&ソリューションズ株式会社 | 湿潤粉体からなる電極材料および電極とその製造方法ならびに該電極を備える二次電池 |
| JP7297005B2 (ja) | 2021-03-15 | 2023-06-23 | プライムプラネットエナジー&ソリューションズ株式会社 | 電極の製造方法 |
| CN115084426B (zh) * | 2021-03-15 | 2024-03-01 | 泰星能源解决方案有限公司 | 电极的制造方法 |
| CN115084426A (zh) * | 2021-03-15 | 2022-09-20 | 泰星能源解决方案有限公司 | 电极的制造方法 |
| JP2022141439A (ja) * | 2021-03-15 | 2022-09-29 | プライムプラネットエナジー&ソリューションズ株式会社 | 電極の製造方法 |
| WO2022211102A1 (ja) * | 2021-03-31 | 2022-10-06 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置 |
| JP2022157903A (ja) * | 2021-03-31 | 2022-10-14 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置及び活物質供給方法 |
| JP2022157911A (ja) * | 2021-03-31 | 2022-10-14 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置及び活物質供給方法 |
| JP2022157900A (ja) * | 2021-03-31 | 2022-10-14 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置及び活物質供給方法 |
| JP2022157904A (ja) * | 2021-03-31 | 2022-10-14 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置及び活物質供給方法 |
| JP2024518873A (ja) * | 2021-04-29 | 2024-05-08 | イリカ テクノロジーズ リミテッド | エネルギー貯蔵装置またはエネルギー変換装置に使用するための構成要素およびその製造方法 |
| CN113304955B (zh) * | 2021-05-31 | 2022-04-15 | 深圳市威源欣科技有限公司 | 一种锂电池涂布装置 |
| CN113304955A (zh) * | 2021-05-31 | 2021-08-27 | 陈占凤 | 一种锂电池涂布装置 |
| JP2023023796A (ja) * | 2021-08-06 | 2023-02-16 | 株式会社豊田自動織機 | 電極層形成装置 |
| JP7600926B2 (ja) | 2021-08-06 | 2024-12-17 | 株式会社豊田自動織機 | 電極層形成装置 |
| JP2023033855A (ja) * | 2021-08-30 | 2023-03-13 | トヨタ自動車株式会社 | 電極の製造方法および電極製造装置 |
| JP7552535B2 (ja) | 2021-08-30 | 2024-09-18 | トヨタ自動車株式会社 | 電極の製造方法 |
| JP2023069723A (ja) * | 2021-11-08 | 2023-05-18 | トヨタ自動車株式会社 | 電極シートの製造方法 |
| JP7819467B2 (ja) | 2021-11-08 | 2026-02-25 | トヨタ自動車株式会社 | 電極シートの製造方法 |
| WO2023163073A1 (ja) * | 2022-02-22 | 2023-08-31 | Apb株式会社 | 電極の製造方法 |
| WO2024024735A1 (ja) | 2022-07-28 | 2024-02-01 | 富士フイルム株式会社 | シート状電極用成形体の製造方法 |
| EP4564462A4 (en) * | 2022-07-28 | 2025-12-31 | Fujifilm Corp | METHOD FOR MANUFACTURING A MOLDED ARTICLE FOR A LEAF-SHAPED ELECTRODE |
| JP2025144718A (ja) * | 2024-03-21 | 2025-10-03 | トヨタ自動車株式会社 | 電極活物質層の製造方法及び電極積層体の製造方法 |
| JP7810198B2 (ja) | 2024-03-21 | 2026-02-03 | トヨタ自動車株式会社 | 電極活物質層の製造方法及び電極積層体の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2021027043A (ja) | リチウムイオン電池用電極材の製造方法及びリチウムイオン電池用電極材の製造装置 | |
| US20220263064A1 (en) | Method of manufacturing lithium ion battery | |
| CN100334752C (zh) | 锂离子二次电池的制备方法 | |
| CN112262487B (zh) | 锂离子电池的制造方法 | |
| JP7022539B2 (ja) | リチウムイオン電池用電極の製造方法及びリチウムイオン電池用電極の製造装置 | |
| JP7272839B2 (ja) | 供給装置及びリチウムイオン電池用電極の製造方法 | |
| CN101981728A (zh) | 二次电池用正极板、其制造方法及具有该正极板的二次电池 | |
| JP7145672B2 (ja) | リチウムイオン電池 | |
| CN103682254A (zh) | 电池用电极的制造方法 | |
| EP3128589B1 (en) | Binder composition for use in secondary battery electrode, slurry composition for use in secondary battery electrode, secondary battery electrode, and secondary battery | |
| CN103140968A (zh) | 阳极活性材料、含有该阳极活性材料的非水性锂二次电池及其制备方法 | |
| JP6460400B2 (ja) | 安定化リチウム粉、及びそれを用いたリチウムイオン二次電池 | |
| JP2017082303A (ja) | 安定化リチウム粉、それを用いた負極、及びリチウムイオン二次電池 | |
| JP4357857B2 (ja) | 電極合剤層用スラリ及び電極極板、並びに非水電解液電池 | |
| JP7265966B2 (ja) | リチウムイオン電池用電極の製造装置 | |
| JP5557067B1 (ja) | リチウムイオン二次電池用正極及びリチウムイオン二次電池 | |
| CN111386616B (zh) | 制造二次电池用电极的方法和制造二次电池的方法 | |
| US9825289B2 (en) | Stabilized lithium powder, and negative electrode and lithium ion secondary battery using the same | |
| CN117832386A (zh) | 一种二次电池和电子装置 | |
| WO2019186831A1 (ja) | リチウムイオン二次電池用負極材の製造方法及びリチウムイオン二次電池の製造方法 | |
| WO2022065492A1 (ja) | リチウムイオン二次電池用電極材製造装置、リチウムイオン二次電池用電極材の製造方法、及び使用済み正極活物質の再生方法 | |
| JP2009238488A (ja) | 非水電解質二次電池及びその製造方法 | |
| TWI841798B (zh) | 非水系二次電池電極黏合劑、及非水系二次電池電極 | |
| JP2021044181A (ja) | リチウムイオン電池用正極の製造方法及びリチウムイオン電池の製造方法 | |
| JP2020198245A (ja) | リチウムイオン電池の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230804 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20241001 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20250311 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250905 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20251027 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20251029 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20251121 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20251127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20251121 |