JP2021091802A - 導電性粘着シート - Google Patents
導電性粘着シート Download PDFInfo
- Publication number
- JP2021091802A JP2021091802A JP2019223696A JP2019223696A JP2021091802A JP 2021091802 A JP2021091802 A JP 2021091802A JP 2019223696 A JP2019223696 A JP 2019223696A JP 2019223696 A JP2019223696 A JP 2019223696A JP 2021091802 A JP2021091802 A JP 2021091802A
- Authority
- JP
- Japan
- Prior art keywords
- conductive
- sensitive adhesive
- pressure
- mass
- adhesive sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Conductive Materials (AREA)
Abstract
Description
また、15μm以上50μm以下の粒径範囲の粒子群からなる大径導電性粒子と、1μm以上12μm以下の粒径範囲の粒子群からなる小径導電性粒子とを含有する粘着剤層を有する導電性粘着テープが提案されている(例えば、特許文献2参照)。
また、前記特許文献2に記載の導電性粘着テープは、2種類の球状の導電性フィラーのみを用いていることから、低抵抗値を実現するには配合する導電性フィラーの量を多くする必要があり、その結果、接着力が低下してしまうという問題がある。
本発明は、高い接着力を保持しつつ、初期及び経時のいずれにおいても優れた導電性を有する導電性粘着シートを提供することを目的とする。
<1> 粘着剤層を有する導電性粘着シートであって、
前記粘着剤層は、第1の導電性フィラー、第2の導電性フィラー、及び粘着剤を含有し、
前記第1の導電性フィラーの形状が鱗片状であり、
前記第1の導電性フィラーと前記第2の導電性フィラーとの形状が異なり、
前記第1の導電性フィラーの含有量が、前記粘着剤の固形分100質量部に対して、55質量部以下であることを特徴とする導電性粘着シートである。
<2> 前記第1の導電性フィラーが、鱗片状金属粒子、グラファイト、及び鱗片状基材に金属被覆した鱗片状粒子の少なくともいずれかである前記<1>に記載の導電性粘着シートである。
<3> 前記第2の導電性フィラーが、球状又はフィラメント状金属粒子である前記<1>から<2>のいずれかに記載の導電性粘着シートである。
<4> 前記第1の導電性フィラーの前記粘着剤層中の含有量Aと前記第2の導電性フィラーの前記粘着剤層中の含有量Bとの質量比(A/B)が1/1以上1/5以下である前記<1>から<3>のいずれかに記載の導電性粘着シートである。
<5> 前記第1の導電性フィラーの含有量が、前記粘着剤の固形分100質量部に対して、5質量部以上50質量部以下である前記<1>から<4>のいずれかに記載の導電性粘着シートである。
<6> 前記第2の導電性フィラーの含有量が、前記粘着剤の固形分100質量部に対して、5質量部以上50質量部以下である前記<1>から<5>のいずれかに記載の導電性粘着シートである。
<7> 前記粘着剤が(メタ)アクリル重合体を含有するアクリル系粘着剤である前記<1>から<6>のいずれかに記載の導電性粘着シートである。
<8> 導電性基材を有する前記<1>から<7>のいずれかに記載の導電性粘着シートである。
<9> 導電性粘着シートの一方の面に銅箔を貼付した後、15mm幅×100mm幅のサイズに裁断し前記導電性粘着シートの他方の粘着剤層に2枚のスズメッキ板をそれぞれ貼付面積が15mm×15mmとなるよう貼付して作製した試験片について、測定した初期の抵抗値と、前記試験片を23℃下で168時間放置した後測定した抵抗値とから求めた、抵抗値の変化率[(168時間放置後の抵抗値/初期の抵抗値)×100]が250%以下である前記<1>から<8>のいずれかに記載の導電性粘着シートである。
<10> 電気又は電子機器の内部及び外部における電磁波シールド用及びアース用の少なくともいずれかに用いられる前記<1>から<9>のいずれかに記載の導電性粘着シートである。
本発明の導電性粘着シートは、粘着剤層を有し、前記粘着剤層は、第1の導電性フィラー、第2の導電性フィラー、及び粘着剤を含有する。
前記導電性粘着シートは、前記粘着剤層以外にも、導電性基材及び剥離ライナーを有することが好ましく、本発明の目的を損なわない範囲において、中間層、下塗り層等のその他の層を有していてもよい。
「導電性粘着シート」は、「導電性粘着テープ」、「導電性粘着フィルム」と称することもあるが、以下では、「導電性粘着シート」に統一して説明する。なお、導電性粘着シートにおける粘着剤層の表面を「粘着面」と称する場合がある。
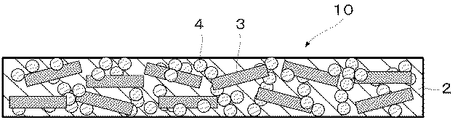
前記基材付き導電性両面粘着シートとしては、例えば、図2に示すように、導電性基材1の両面にそれぞれ粘着剤層2が形成された導電性粘着シート10が挙げられる。
粘着剤層は、導電性粘着シートの粘着面を提供しつつ、導電性(電気伝導性)を備える層である。粘着剤層の粘着面が、被着体に貼り付けられると、導体等の被着体と粘着剤層との間の電気的導通が確保される。
前記粘着剤層は、第1の導電性フィラー、第2の導電性フィラー、及び粘着剤を含有し、更に必要に応じてその他の成分を含有する。
前記粘着剤層を構成する粘着剤としては、例えば、(メタ)アクリル系粘着剤、ウレタン系粘着剤、ポリエステル系粘着剤、合成ゴム系粘着剤、天然ゴム系粘着剤、シリコーン系粘着剤などが挙げられる。これらの中でも、高い接着力の点から、(メタ)アクリル系粘着剤が好ましい。
(メタ)アクリル系粘着剤は、(メタ)アクリル重合体を含有し、粘着付与樹脂及び架橋剤を含有することが好ましく、更に必要に応じてその他の成分を含有する。
(メタ)アクリル重合体としては、炭素数1〜14の(メタ)アクリレートモノマーを主たるモノマー成分とするアクリル共重合体が好適に挙げられる。
炭素数1〜14の(メタ)アクリレートとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、n−ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、t−ブチル(メタ)アクリレート、n−ヘキシル(メタ)アクリレート、n−オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、イソノニル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレートなどが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。これらの中でも、アルキル基の炭素数が4〜12の(メタ)アクリレートが好ましく、炭素数が4〜9の直鎖又は分岐構造を有する(メタ)アクリレートがより好ましく、高い接着力を有する導電性粘着シートが得られる点から、n−ブチルアクリレート、2−エチルヘキシルアクリレートが更に好ましい。
前記高極性ビニル単量体としては、例えば、水酸基を有する(メタ)アクリル単量体、カルボキシル基を有する(メタ)アクリル単量体、アミド基を有する(メタ)アクリル単量体などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記水酸基を有するビニル単量体は、前記アクリル重合体の製造に使用する単量体の全量に対して、0.01質量%以上1.0質量%以下の範囲で使用することが好ましく、0.03質量%以上0.3質量%以下の範囲で使用することがより好ましい。
前記重合の際には、必要に応じて、過酸化ベンゾイルや過酸化ラウロイル等の過酸化物系熱重合開始剤、アゾビスイソブチルニトリル等のアゾの熱重合開始剤、アセトフェノン系光重合開始剤、ベンゾインエーテル系光重合開始剤、ベンジルケタール系光重合開始剤、アシルフォスフィンオキシド系光重合開始剤、ベンゾイン系光重合開始剤、ベンゾフェノン系光重合開始剤等を使用することができる。
前記重量平均分子量は、ゲルパーミエッションクロマトグラフ(GPC)法で測定される標準ポリスチレン換算での重量平均分子量である。
[測定条件]
・サンプル濃度:0.5質量%(テトラヒドロフラン溶液)
・サンプル注入量:100μL
・溶離液:THF(テトラヒドロフラン)
・流速:1.0mL/分
・測定温度:40℃
・本カラム:TSKgel GMHHR−H(20)2本
・ガードカラム:TSKgel HXL−H
・検出器:示差屈折計
・スタンダードポリスチレン分子量:10,000〜20,000,000(東ソー株式会社製)
前記(メタ)アクリル系粘着剤としては、被着体との密着性や面接着強度を向上させるため、粘着付与樹脂を含有するものを使用することが好ましい。
前記粘着付与樹脂としては、例えば、ロジン系粘着付与樹脂、重合性ロジン系粘着付与樹脂、重合性ロジンエステル系粘着付与樹脂、ロジンフェノール系粘着付与樹脂、安定化ロジンエステル系粘着付与樹脂、不均化ロジンエステル系粘着付与樹脂、水添ロジンエステル系粘着付与樹脂、テルペン系粘着付与樹脂、テルペンフェノール系粘着付与樹脂、石油樹脂系粘着付与樹脂、(メタ)アクリレート系粘着付与樹脂などを使用することができる。
前記(メタ)アクリル系粘着剤としては、粘着剤層の凝集力をより一層向上させるうえで、架橋剤を含有するものを使用することが好ましい。前記架橋剤としては、イソシアネート系架橋剤、エポキシ系架橋剤、金属キレート系架橋剤、アジリジン系架橋剤等を使用することができる。なかでも、架橋剤としては、アクリル重合体の製造後に混合し、架橋反応を進行させるタイプの架橋剤が好ましく、アクリル重合体との反応性に富むイソシアネート系架橋剤及びエポキシ系架橋剤を使用することが好ましい。
ゲル分率(質量%)=(G2−G3)/(G1−G3)×100
第1の導電性フィラーは、鱗片状であり、鱗片状金属粒子、グラファイト、鱗片状基材に金属被覆した鱗片状粒子などが挙げられる。
本発明において、鱗片状粒子とは、略平坦な面を有し、かつ該略平坦な面に対して垂直方向の厚さが略均一である粒子を意味する。また、前記鱗片状粒子とは、前記厚さが非常に薄く、略平坦な面の長さが非常に長い形状の粒子を意味する。なお、略平坦な面の長さは、前記鱗片状粒子の投影面積と同じ投影面積を持つ円の直径である。
略平坦な面の形状としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、長方形、正方形、略円形、略楕円形、略三角形、略四角形、略五角形、略六角形、略七角形、略八角形等の多角形、ランダムな不定形などが挙げられる。これらの中でも、略円形や略楕円形であることが好ましい。
鱗片状基材に金属被覆した鱗片状粒子における基材の含有量は、50質量%以上が好ましく、65質量%以上がより好ましく、80質量%以上が更に好ましい。
鱗片状基材に金属を被覆する方法としては、例えば、金属メッキなどが挙げられる。金属メッキに用いる金属としては、例えば、銀、金、白金、パラジウム、ニッケル、銅、アルミニウムなどが挙げられる。鱗片状基材に金属被覆した鱗片状粒子における金属メッキの含有量は、10質量%以上50質量%以下が好ましく、15質量%以上30質量%以下がより好ましい。
鱗片状の第1の導電性フィラーの主面の平均粒子径は、特に制限はなく、目的に応じて適宜選択することができ、例えば、10μm以上200μm以下が好ましく、20μm以上100μm以下がより好ましい。
前記平均粒子径は、体積基準の粒度分布における50%累積体積粒子径を示し、レーザー回折・散乱法により測定される値である。例えば、日機装株式会社製のマイクロトラックMT300II、株式会社島津製作所のレーザー回折式粒度分布測定器SALD−3000などが挙げられる。
前記第1の導電性フィラーの主面の平均厚さに対する前記主面の平均粒子径の比率は、10以上100以下が好ましく、20以上80以下がより好ましい。
上記の主面に対する平均厚さ、平均粒子径、及び主面の平均厚さに対する主面の平均粒子径の比率の範囲を満たすことによって、粘着シートの厚み方向(Z軸方向)の導電性に加え、平面方向(XY方向)の導電性に優れた導電性粘着シートが得られる。
前記第2の導電性フィラーとしては、上記鱗片状である第1の導電性フィラーと形状が異なり、導電性を有していれば特に制限はなく、目的に応じて適宜選択することができ、例えば、ニッケル、鉄、クロム、コバルト、アルミニウム、アンチモン、モリブデン、銅、銀、白金、金等の金属、半田、ステンレス等の合金などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
これらの中でも、ニッケル、銅、銀が好ましく、カルボニル法で製造したニッケル粉がより好ましい。
カルボニル法で製造したニッケル粉としては、例えば、Vale社製のNi123(球状)、Vale社製のNi255(フィラメント状)などが挙げられる。
粒子径d70は10μm以上50μm以下が好ましく、20μm以上40μm以下がより好ましい。
前記粒子径d40は体積粒度分布における40%累積体積粒子径を指し、前記粒子径d70は体積粒度分布における70%累積体積粒子径を指し、レーザー解析・散乱法により測定される値である。測定装置としては、例えば、日機装株式会社製マイクロトラックMT3000II、株式会社島津製作所製レーザー回折式粒度分布測定器SALD−3000などが挙げられる。
前記質量比(A/B)を上記範囲とすることによって、高い接着力と初期及び経時での優れた導電性とを両立することができる。
粘着剤層におけるその他の成分としては、例えば、架橋剤、老化防止剤、紫外線吸収剤、充填剤、重合禁止剤、表面調整剤、帯電防止剤、消泡剤、粘度調整剤、耐光安定剤、耐候安定剤、耐熱安定剤、酸化防止剤、レベリング剤、有機顔料、無機顔料、顔料分散剤、可塑剤、軟化剤、難燃剤、金属不活性剤、シリカビーズ、有機ビーズ等の添加剤;酸化ケイ素、酸化アルミニウム、酸化チタン、ジルコニア、五酸化アンチモン等の無機系充填剤などが挙げられる。
両面粘着テープは、予め離型ライナーの表面にロールコーター等を用いて前記粘着剤を塗布し、乾燥することによって粘着剤層を形成し、次いで、前記粘着剤層を導電性基材の両面に貼り合せる転写法によって製造することができる。
剥離ライナーとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、クラフト紙、グラシン紙、上質紙等の紙類、ポリエチレン、ポリプロピレン(OPP、CPP)、ポリエチレンテレフタレート等の樹脂フィルム、前記紙類と樹脂フィルムを積層したラミネート紙、前記紙類にクレーやポリビニルアルコールなどで目止め処理を施したものの片面もしくは両面に、シリコーン系樹脂等の剥離処理を施したものなどが挙げられる。
本発明の導電性粘着シートに用いることができる導電性基材としては、金属箔基材や湿式のポリエステル系不織布基材にメッキが施された導電性基材などが挙げられる。
金属箔の材質としては、例えば、金、銀、銅、アルミニウム、ニッケル、鉄、錫、又はこれらの合金などが挙げられる。これらの中でも、銅を含有する導電性基材が好ましく、銅箔が導電性、加工性、及びコストの点からより好ましい。
基材レス導電性粘着シートの平均厚さ(粘着剤層の平均厚さ)は、30μm以下が好ましく、5μm以上25μm以下がより好ましく、10μm以上20μm以下が更に好ましい。上記数値範囲にある場合に、優れた接着性及び導電性と薄型とを両立することができる。
上記範囲内であると、剥がれを抑制しやすく、また、製造工程における貼り合わせ不良品において導電性粘着シートの剥離が可能となる。
前記抵抗値の変化率が250%以下であると、初期及び経時での優れた導電性を実現することができる。
本発明の導電性粘着シートは、高い接着力と初期及び経時での優れた導電性とを両立することができるので、例えば、電気又は電子機器等に用いる電磁波のシールド用、他の電気、電子機器より発生する有害な空間電磁波のシールド用、静電気帯電防止のアース固定用として有用である。これらの中でも、薄型化が進み、筐体内での容積制限が厳しい携帯電子機器用途に好適に適用でき、特に、小型電子端末の内蔵部品に貼り付けて使用するのに好適である。
<アクリル共重合体(1)>
撹拌機、還流冷却器、温度計、滴下漏斗、及び窒素ガス導入口を備えた反応容器に、n−ブチルアクリレート92質量部と、アクリル酸6質量部と、2−ヒドロキシエチルアクリレート2質量部と、重合開始剤として2,2’−アゾビスイソブチルニトリル0.2質量部とを酢酸エチル100質量部に溶解し、窒素置換後、80℃で8時間重合して重量平均分子量70万のアクリル共重合体(1)を得た。
GPC法による分子量の測定は、東ソー株式会社製GPC装置(HLC−8329GPC)を用いて、ポリスチレン換算値により、以下のGPC測定条件で測定して求めることができる。
[測定条件]
・サンプル濃度:0.5質量%(テトラヒドロフラン溶液)
・サンプル注入量:100μL
・溶離液:テトラヒドロフラン(THF)
・流速:1.0mL/分
・カラム温度(測定温度):40℃
・本カラム:TSKgel GMHHR−H(20)2本
・ガードカラム:東ソー株式会社製「TSKgel HXL−H」
・検出器:示差屈折計
・スタンダードポリスチレン分子量:10,000〜20,000,000(東ソー株式会社製)
−粘着剤Aの調製−
前記アクリル共重合体(1)100質量部に対して、重合性ロジンエステル系粘着付与樹脂(D−125、荒川化学工業株式会社製)5質量部と、石油系粘着付与樹脂(FTR6125、三井化学株式会社製)15質量部とを混合し、撹拌した後、酢酸エチルを加えることによって、固形分40質量%の粘着剤Aを得た。
<導電性粘着剤組成物Aの製造>
前記粘着剤A 100質量部(固形分)に対して、第1の導電性フィラー(ガラスフレーク粉に20質量%の銀メッキを施した導電性粒子、鱗片状、主面の平均厚さ2μm、主面の平均粒子径25μm)30質量部、第2の導電性フィラー(ニッケル、Ni255、Vale社製、フィラメント状、粒子径d40=17.2nm、粒子径d70=35.4nm)30質量部、バーノックD−40(DIC株式会社製、トリレンジイソシアネートのトリメチロールプロパンアダクト体、イソシアネート基含有率7質量%、不揮発分40質量%)2質量部を配合し、酢酸エチルで固形分濃度を40質量%に調整し、分散撹拌機で混合して、導電性粘着剤組成物Aを作製した。
得られた導電性粘着剤組成物Aを導電性基材(電解銅箔、平均厚さ12μm)上に乾燥後の平均厚さが25μmとなるようにコンマコーターで塗工し、80℃の乾燥器中で2分間乾燥させた後、40℃で48時間養生して、実施例1の導電性粘着シートを作製した。
<導電性粘着剤組成物Bの製造>
前記粘着剤A 100質量部(固形分)に対して、第1の導電性フィラー(ガラスフレーク粉に20質量%の銀メッキを施した導電性粒子、鱗片状、主面の平均厚さ2μm、主面の平均粒子径25μm)20質量部、第2の導電性フィラー(ニッケル、Ni255、Vale社製、フィラメント状、粒子径d40=17.2nm、粒子径d70=35.4nm)40質量部、バーノックD−40(DIC株式会社製、トリレンジイソシアネートのトリメチロールプロパンアダクト体、イソシアネート基含有率7質量%、不揮発分40質量%)2質量部を配合し、酢酸エチルで固形分濃度を40質量%に調整し、分散撹拌機で混合して、導電性粘着剤組成物Bを作製した。
得られた導電性粘着剤組成物Bを導電性基材(電解銅箔、平均厚さ12μm)上に乾燥後の平均厚さが25μmとなるようにコンマコーターで塗工し、80℃の乾燥器中で2分間乾燥させた後、40℃で48時間養生して、実施例2の導電性粘着シートを作製した。
<導電性粘着剤組成物Cの製造>
前記粘着剤A 100質量部(固形分)に対して、第1の導電性フィラー(ガラスフレーク粉に20質量%の銀メッキを施した導電性粒子、鱗片状、主面の平均厚さ2μm、主面の平均粒子径25μm)10質量部、第2の導電性フィラー(ニッケル、Ni255、Vale社製、フィラメント状、粒子径d40=17.2nm、粒子径d70=35.4nm)50質量部、バーノックD−40(DIC株式会社製、トリレンジイソシアネートのトリメチロールプロパンアダクト体、イソシアネート基含有率7質量%、不揮発分40質量%)2質量部を配合し、酢酸エチルで固形分濃度を40質量%に調整し、分散撹拌機で混合して、導電性粘着剤組成物Cを作製した。
得られた導電性粘着剤組成物Cを導電性基材(電解銅箔、平均厚さ12μm)上に乾燥後の平均厚さが25μmとなるようにコンマコーターで塗工し、80℃の乾燥器中で2分間乾燥させた後、40℃で48時間養生して、実施例3の導電性粘着シートを作製した。
<導電性粘着剤組成物Dの製造>
前記粘着剤A 100質量部(固形分)に対して、第1の導電性フィラー(ガラスフレーク粉に20質量%の銀メッキを施した導電性粒子、鱗片状、主面の平均厚さ2μm、主面の平均粒子径25μm)45質量部、第2の導電性フィラー(ニッケル、Ni255、Vale社製、フィラメント状、粒子径d40=17.2nm、粒子径d70=35.4nm)45質量部、バーノックD−40(DIC株式会社製、トリレンジイソシアネートのトリメチロールプロパンアダクト体、イソシアネート基含有率7質量%、不揮発分40質量%)2質量部を配合し、酢酸エチルで固形分濃度を40質量%に調整し、分散撹拌機で混合して、導電性粘着剤組成物Dを作製した。
得られた導電性粘着剤組成物Dを導電性基材(電解銅箔、平均厚さ12μm)上に乾燥後の平均厚さが25μmとなるようにコンマコーターで塗工し、80℃の乾燥器中で2分間乾燥させた後、40℃で48時間養生して、実施例4の導電性粘着シートを作製した。
<導電性粘着剤組成物Eの製造>
前記粘着剤A 100質量部(固形分)に対して、第1の導電性フィラー(ガラスフレーク粉に20質量%の銀メッキを施した導電性粒子、鱗片状、主面の平均厚さ2μm、主面の平均粒子径25μm)15質量部、第2の導電性フィラー(ニッケル、Ni255、Vale社製、フィラメント状、粒子径d40=17.2nm、粒子径d70=35.4nm)15質量部、バーノックD−40(DIC株式会社製、トリレンジイソシアネートのトリメチロールプロパンアダクト体、イソシアネート基含有率7質量%、不揮発分40質量%)2質量部を配合し、酢酸エチルで固形分濃度を40質量%に調整し、分散撹拌機で混合して、導電性粘着剤組成物Eを作製した。
得られた導電性粘着剤組成物Eを導電性基材(電解銅箔、平均厚さ12μm)上に乾燥後の平均厚さが25μmとなるようにコンマコーターで塗工し、80℃の乾燥器中で2分間乾燥させた後、40℃で48時間養生して、実施例5の導電性粘着シートを作製した。
<導電性粘着剤組成物Fの製造>
前記粘着剤A 100質量部(固形分)に対して、第1の導電性フィラー(ニッケルフレーク粉、HCA−1、Vale社製、鱗片状、主面の平均厚さ2μm、主面の平均粒子径12.5μm)30質量部、第2の導電性フィラー(ニッケル、Ni255、Vale社製、フィラメント状、粒子径d40=17.2nm、粒子径d70=35.4nm)30質量部、バーノックD−40(DIC株式会社製、トリレンジイソシアネートのトリメチロールプロパンアダクト体、イソシアネート基含有率7質量%、不揮発分40質量%)2質量部を配合し、酢酸エチルで固形分濃度を40質量%に調整し、分散撹拌機で混合して、導電性粘着剤組成物Fを作製した。
得られた導電性粘着剤組成物Fを導電性基材(電解銅箔、平均厚さ12μm)上に乾燥後の平均厚さが25μmとなるようにコンマコーターで塗工し、80℃の乾燥器中で2分間乾燥させた後、40℃で48時間養生して、実施例6の導電性粘着シートを作製した。
<導電性粘着剤組成物Gの製造>
前記粘着剤A 100質量部(固形分)に対して、第1の導電性フィラー(ガラスフレーク粉に20質量%の銀メッキを施した導電性粒子、鱗片状、主面の平均厚さ2μm、主面の平均粒子径25μm)30質量部、第2の導電性フィラー(ニッケル、Ni123、Vale社製、フィラメント状、粒子径d40=8.2nm、粒子径d70=16.6nm)30質量部、バーノックD−40(DIC株式会社製、トリレンジイソシアネートのトリメチロールプロパンアダクト体、イソシアネート基含有率7質量%、不揮発分40質量%)2質量部を配合し、酢酸エチルで固形分濃度を40質量%に調整し、分散撹拌機で混合して、導電性粘着剤組成物Gを作製した。
得られた導電性粘着剤組成物Gを導電性基材(電解銅箔、平均厚さ12μm)上に乾燥後の平均厚さが25μmとなるようにコンマコーターで塗工し、80℃の乾燥器中で2分間乾燥させた後、40℃で48時間養生して、実施例7の導電性粘着シートを作製した。
<導電性粘着剤組成物Hの製造>
前記粘着剤A 100質量部(固形分)に対して、第1の導電性フィラー(ニッケルフレーク粉、HCA−1、Vale社製、鱗片状、主面の平均厚さ2μm、主面の平均粒子径12.5μm)30質量部、第2の導電性フィラー(ニッケル、Ni123、Vale社製、フィラメント状、粒子径d40=8.2nm、粒子径d70=16.6nm)30質量部、バーノックD−40(DIC株式会社製、トリレンジイソシアネートのトリメチロールプロパンアダクト体、イソシアネート基含有率7質量%、不揮発分40質量%)2質量部を配合し、酢酸エチルで固形分濃度を40質量%に調整し、分散撹拌機で混合して、導電性粘着剤組成物Hを作製した。
得られた導電性粘着剤組成物Hを導電性基材(電解銅箔、平均厚さ12μm)上に乾燥後の平均厚さが25μmとなるようにコンマコーターで塗工し、80℃の乾燥器中で2分間乾燥させた後、40℃で48時間養生して、実施例8の導電性粘着シートを作製した。
<導電性粘着剤組成物Iの製造>
前記粘着剤A 100質量部(固形分)に対して、第1の導電性フィラー(ガラスフレーク粉に20質量%の銀メッキを施した導電性粒子、鱗片状、主面の平均厚さ2μm、主面の平均粒子径25μm)10質量部、第2の導電性フィラー(ニッケル、Ni255、Vale社製、フィラメント状、粒子径d40=17.2nm、粒子径d70=35.4nm)10質量部、バーノックD−40(DIC株式会社製、トリレンジイソシアネートのトリメチロールプロパンアダクト体、イソシアネート基含有率7質量%、不揮発分40質量%)2質量部を配合し、酢酸エチルで固形分濃度を40質量%に調整し、分散撹拌機で混合して、導電性粘着剤組成物Iを作製した。
得られた導電性粘着剤組成物Iを導電性基材(電解銅箔、平均厚さ12μm)上に乾燥後の平均厚さが25μmとなるようにコンマコーターで塗工し、80℃の乾燥器中で2分間乾燥させた後、40℃で48時間養生して、実施例9の導電性粘着シートを作製した。
<導電性粘着剤組成物Jの製造>
前記粘着剤A 100質量部(固形分)に対して、第2の導電性フィラー(ニッケル、Ni255、Vale社製、フィラメント状、粒子径d40=17.2nm、粒子径d70=35.4nm)30質量部、バーノックD−40(DIC株式会社製、トリレンジイソシアネートのトリメチロールプロパンアダクト体、イソシアネート基含有率7質量%、不揮発分40質量%)2質量部を配合し、酢酸エチルで固形分濃度を40質量%に調整し、分散撹拌機で混合して、導電性粘着剤組成物Jを作製した。
得られた導電性粘着剤組成物Jを導電性基材(電解銅箔、平均厚さ12μm)上に乾燥後の平均厚さが25μmとなるようにコンマコーターで塗工し、80℃の乾燥器中で2分間乾燥させた後、40℃で48時間養生して、比較例1の導電性粘着シートを作製した。
<導電性粘着剤組成物Kの製造>
前記粘着剤A 100質量部(固形分)に対して、第1の導電性フィラー(ガラスフレーク粉に20質量%の銀メッキを施した導電性粒子、鱗片状、主面の平均厚さ2μm、主面の平均粒子径25μm)30質量部、バーノックD−40(DIC株式会社製、トリレンジイソシアネートのトリメチロールプロパンアダクト体、イソシアネート基含有率7質量%、不揮発分40質量%)2質量部を配合し、酢酸エチルで固形分濃度を40質量%に調整し、分散撹拌機で混合して、導電性粘着剤組成物Kを作製した。
得られた導電性粘着剤組成物Kを導電性基材(電解銅箔、平均厚さ12μm)上に乾燥後の平均厚さが25μmとなるようにコンマコーターで塗工し、80℃の乾燥器中で2分間乾燥させた後、40℃で48時間養生して、比較例2の導電性粘着シートを作製した。
<導電性粘着剤組成物Lの製造>
前記粘着剤A 100質量部(固形分)に対して、第1の導電性フィラー(ガラスフレーク粉に20質量%の銀メッキを施した導電性粒子、鱗片状、主面の平均厚さ2μm、主面の平均粒子径25μm)60質量部、第2の導電性フィラー(ニッケル、Ni255、Vale社製、フィラメント状、粒子径d40=17.2nm、粒子径d70=35.4nm)60質量部、バーノックD−40(DIC株式会社製、トリレンジイソシアネートのトリメチロールプロパンアダクト体、イソシアネート基含有率7質量%、不揮発分40質量%)2質量部を配合し、酢酸エチルで固形分濃度を40質量%に調整し、分散撹拌機で混合して、導電性粘着剤組成物Lを作製した。
得られた導電性粘着剤組成物Lを導電性基材(電解銅箔、平均厚さ12μm)上に乾燥後の平均厚さが25μmとなるようにコンマコーターで塗工し、80℃の乾燥器中で2分間乾燥させた後、40℃で48時間養生して、比較例3の導電性粘着シートを作製した。
各導電性粘着シートの平均厚さは、該導電性粘着シートについて株式会社尾崎製作所製のダイヤルシクネスゲージG型を用いて長さ方向に100mm間隔で5箇所の厚さを測定した平均値である。
導電性粘着シートの接着力は、JIS−Z0237(2000)の180度引き剥がし接着力の試験方法に従って下記の手順により求めた。
実施例及び比較例で得た導電性粘着シートを、幅25mmの大きさに裁断した。
次に、前記導電性粘着シートの片面側の粘着剤層を、厚さ25μmのポリエステルフィルムで裏打ちした。
次に、環境温度23℃及び湿度50%RHの条件下、前記裏打ちされた導電性粘着シートを、ステンレス板(SUS板)に貼付し、その上面を2kgのローラーで1往復しそれらを圧着させ、その後、上記温度下に1時間放置したものを試験片とした。
前記試験片を、テンシロン万能引張試験機(オリエンテック株式会社製、RTA100)を用い、上記と同一の温度湿度条件下、で300mm/minの速度で引き剥がすことによって、180度引き剥がし接着力を測定した。前記接着力が5N/25mm以上である場合を、接着性に優れるものと評価した。
導電性粘着シートの一方の面に、銅箔(厚さ12μm)を貼付した。15mm幅×100mm幅のサイズに導電性粘着シートを裁断した。裁断した導電性粘着シートの他方の粘着剤層を2枚のスズメッキ板に、それぞれ貼付面積が15mm×15mmとなるよう貼付して試験片を作製した。23℃及び50%RHの環境下、スズメッキ面の導電性粘着シート貼付位置から約100mm離れた位置に端子を接続し、抵抗率計(Loresta−GP MCP−T600、三菱化学株式会社製)を用いて10μAの電流を流し、初期の抵抗値を測定した。
作製した試験片を23℃下で168時間放置した後、前記同様に抵抗値を測定した。168時間後の抵抗値が100mΩ以下であり、かつ抵抗値の変化率(168時間放置後の抵抗値/初期の抵抗値)×100が250%以下である場合を、導電性に優れるものと評価した。

2 粘着剤層
3 第1の導電性フィラー
4 第2の導電性フィラー
10 導電性粘着シート
Claims (10)
- 粘着剤層を有する導電性粘着シートであって、
前記粘着剤層は、第1の導電性フィラー、第2の導電性フィラー、及び粘着剤を含有し、
前記第1の導電性フィラーの形状が鱗片状であり、
前記第1の導電性フィラーと前記第2の導電性フィラーとの形状が異なり、
前記第1の導電性フィラーの含有量が、前記粘着剤の固形分100質量部に対して、55質量部以下であることを特徴とする導電性粘着シート。 - 前記第1の導電性フィラーが、鱗片状金属粒子、グラファイト、及び鱗片状基材に金属被覆した鱗片状粒子の少なくともいずれかである請求項1に記載の導電性粘着シート。
- 前記第2の導電性フィラーが、球状又はフィラメント状金属粒子である請求項1から2のいずれかに記載の導電性粘着シート。
- 前記第1の導電性フィラーの前記粘着剤層中の含有量Aと前記第2の導電性フィラーの前記粘着剤層中の含有量Bとの質量比(A/B)が1/1以上1/5以下である請求項1から3のいずれかに記載の導電性粘着シート。
- 前記第1の導電性フィラーの含有量が、前記粘着剤の固形分100質量部に対して、5質量部以上50質量部以下である請求項1から4のいずれかに記載の導電性粘着シート。
- 前記第2の導電性フィラーの含有量が、前記粘着剤の固形分100質量部に対して、5質量部以上50質量部以下である請求項1から5のいずれかに記載の導電性粘着シート。
- 前記粘着剤が(メタ)アクリル重合体を含有するアクリル系粘着剤である請求項1から6のいずれかに記載の導電性粘着シート。
- 導電性基材を有する請求項1から7のいずれかに記載の導電性粘着シート。
- 導電性粘着シートの一方の面に銅箔を貼付した後、15mm幅×100mm幅のサイズに裁断し前記導電性粘着シートの他方の粘着剤層に2枚のスズメッキ板をそれぞれ貼付面積が15mm×15mmとなるよう貼付して作製した試験片について、測定した初期の抵抗値と、前記試験片を23℃下で168時間放置した後測定した抵抗値とから求めた、抵抗値の変化率[(168時間放置後の抵抗値/初期の抵抗値)×100]が250%以下である請求項1から8のいずれかに記載の導電性粘着シート。
- 電気又は電子機器の内部及び外部における電磁波シールド用及びアース用の少なくともいずれかに用いられる請求項1から9のいずれかに記載の導電性粘着シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019223696A JP7574534B2 (ja) | 2019-12-11 | 2019-12-11 | 導電性粘着シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019223696A JP7574534B2 (ja) | 2019-12-11 | 2019-12-11 | 導電性粘着シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021091802A true JP2021091802A (ja) | 2021-06-17 |
| JP7574534B2 JP7574534B2 (ja) | 2024-10-29 |
Family
ID=76313020
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019223696A Active JP7574534B2 (ja) | 2019-12-11 | 2019-12-11 | 導電性粘着シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7574534B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115257208A (zh) * | 2021-12-29 | 2022-11-01 | 山东华滋自动化技术股份有限公司 | 一种低温电热膜的制造方法及制造装置 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61152778A (ja) * | 1984-12-26 | 1986-07-11 | Sumitomo Bakelite Co Ltd | 導電性粘着剤組成物 |
| JPS6293811A (ja) * | 1985-10-19 | 1987-04-30 | 東芝シリコ−ン株式会社 | 感圧導電性シ−トの製造法 |
| JPH0581923A (ja) * | 1991-01-31 | 1993-04-02 | Fukuda Metal Foil & Powder Co Ltd | 導電性接着剤 |
| JPH05117606A (ja) * | 1991-04-12 | 1993-05-14 | Minnesota Mining & Mfg Co <3M> | 導電性接着テープ |
| JP2004119346A (ja) * | 2002-09-30 | 2004-04-15 | Sumitomo Bakelite Co Ltd | 固体高分子形燃料電池セパレーター用成形材料とその製造方法、及び固体高分子形燃料電池セパレーター |
| JP2005044524A (ja) * | 2003-07-22 | 2005-02-17 | Sumitomo Bakelite Co Ltd | 導電性接着フィルムおよびこれを用いた半導体装置 |
| JP2009079127A (ja) * | 2007-09-26 | 2009-04-16 | Nitto Denko Corp | 導電性粘着テープ |
| JP2010138317A (ja) * | 2008-12-12 | 2010-06-24 | Lintec Corp | 導電性粘着シートおよびその製造方法 |
| JP2015110745A (ja) * | 2013-11-01 | 2015-06-18 | セメダイン株式会社 | 光硬化型導電性組成物 |
| WO2015105028A1 (ja) * | 2014-01-08 | 2015-07-16 | 日東電工株式会社 | フィルム状接着剤、フィルム状接着剤付きダイシングテープ、半導体装置の製造方法、及び半導体装置 |
| WO2015104986A1 (ja) * | 2014-01-08 | 2015-07-16 | 日東電工株式会社 | フィルム状接着剤、フィルム状接着剤付きダイシングテープ、半導体装置の製造方法、及び半導体装置 |
| JP2017193717A (ja) * | 2012-12-28 | 2017-10-26 | 東洋インキScホールディングス株式会社 | 導電性樹脂組成物、導電性接着シート、電磁波シールドシート及びプリント配線板 |
| JP2019173023A (ja) * | 2019-06-03 | 2019-10-10 | 京セラ株式会社 | 半導体接着用シート及びそれを用いた半導体装置 |
-
2019
- 2019-12-11 JP JP2019223696A patent/JP7574534B2/ja active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61152778A (ja) * | 1984-12-26 | 1986-07-11 | Sumitomo Bakelite Co Ltd | 導電性粘着剤組成物 |
| JPS6293811A (ja) * | 1985-10-19 | 1987-04-30 | 東芝シリコ−ン株式会社 | 感圧導電性シ−トの製造法 |
| JPH0581923A (ja) * | 1991-01-31 | 1993-04-02 | Fukuda Metal Foil & Powder Co Ltd | 導電性接着剤 |
| JPH05117606A (ja) * | 1991-04-12 | 1993-05-14 | Minnesota Mining & Mfg Co <3M> | 導電性接着テープ |
| JP2004119346A (ja) * | 2002-09-30 | 2004-04-15 | Sumitomo Bakelite Co Ltd | 固体高分子形燃料電池セパレーター用成形材料とその製造方法、及び固体高分子形燃料電池セパレーター |
| JP2005044524A (ja) * | 2003-07-22 | 2005-02-17 | Sumitomo Bakelite Co Ltd | 導電性接着フィルムおよびこれを用いた半導体装置 |
| JP2009079127A (ja) * | 2007-09-26 | 2009-04-16 | Nitto Denko Corp | 導電性粘着テープ |
| JP2010138317A (ja) * | 2008-12-12 | 2010-06-24 | Lintec Corp | 導電性粘着シートおよびその製造方法 |
| JP2017193717A (ja) * | 2012-12-28 | 2017-10-26 | 東洋インキScホールディングス株式会社 | 導電性樹脂組成物、導電性接着シート、電磁波シールドシート及びプリント配線板 |
| JP2015110745A (ja) * | 2013-11-01 | 2015-06-18 | セメダイン株式会社 | 光硬化型導電性組成物 |
| WO2015105028A1 (ja) * | 2014-01-08 | 2015-07-16 | 日東電工株式会社 | フィルム状接着剤、フィルム状接着剤付きダイシングテープ、半導体装置の製造方法、及び半導体装置 |
| WO2015104986A1 (ja) * | 2014-01-08 | 2015-07-16 | 日東電工株式会社 | フィルム状接着剤、フィルム状接着剤付きダイシングテープ、半導体装置の製造方法、及び半導体装置 |
| JP2019173023A (ja) * | 2019-06-03 | 2019-10-10 | 京セラ株式会社 | 半導体接着用シート及びそれを用いた半導体装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115257208A (zh) * | 2021-12-29 | 2022-11-01 | 山东华滋自动化技术股份有限公司 | 一种低温电热膜的制造方法及制造装置 |
| CN115257208B (zh) * | 2021-12-29 | 2023-12-05 | 山东华滋自动化技术股份有限公司 | 一种低温电热膜的制造方法及制造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7574534B2 (ja) | 2024-10-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4403360B2 (ja) | 導電性粘着シート | |
| KR101534644B1 (ko) | 도전성 박형 점착 시트 | |
| JP6098180B2 (ja) | 導電性粘着シート | |
| KR101819529B1 (ko) | 도전성 점착 시트 및 전자 기기 | |
| KR102034941B1 (ko) | 점착제 조성물 및 점착 테이프 | |
| JP6516473B2 (ja) | 導電性粘着テープ、および導電性粘着テープ付表示装置 | |
| JP2018053136A (ja) | フィラー含有粘着テープ及びフィラー含有粘着テープの製造方法 | |
| KR20180035705A (ko) | 도전성 감압 점착 테이프 및 도전성 감압 점착 테이프의 제조 방법 | |
| JP7363864B2 (ja) | 導電性粘着シート及び携帯電子機器 | |
| JP2018053102A (ja) | 導電性粘着テープ | |
| JP6969172B2 (ja) | 導電性粘着シート | |
| JP7574534B2 (ja) | 導電性粘着シート | |
| JP2015010109A (ja) | 導電性粘着テープ | |
| CN218969137U (zh) | 导电性粘着片 | |
| JP6798646B2 (ja) | 導電性粘着シート | |
| JP7528433B2 (ja) | 導電性粘着シート | |
| JP2018095724A (ja) | 放熱粘着シート及び情報表示装置 | |
| JP7845344B2 (ja) | 導電性粘着シート | |
| JP6996121B2 (ja) | 導電性粘着シート | |
| CN223509829U (zh) | 粘着片 | |
| JP2025078033A (ja) | 導電性粘着テープ | |
| CN118146732A (zh) | 导电性粘着片 | |
| JP2024081628A (ja) | 粘着シート | |
| CN118146731A (zh) | 粘着片 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20220523 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221021 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230614 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230627 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230823 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240402 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20240528 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240731 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240917 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240930 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7574534 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |