JP2021123764A - 無方向性電磁鋼板及びその製造方法 - Google Patents
無方向性電磁鋼板及びその製造方法 Download PDFInfo
- Publication number
- JP2021123764A JP2021123764A JP2020018935A JP2020018935A JP2021123764A JP 2021123764 A JP2021123764 A JP 2021123764A JP 2020018935 A JP2020018935 A JP 2020018935A JP 2020018935 A JP2020018935 A JP 2020018935A JP 2021123764 A JP2021123764 A JP 2021123764A
- Authority
- JP
- Japan
- Prior art keywords
- hot
- less
- slab
- oriented electrical
- rolled
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
Abstract
【解決手段】質量%で、C:0.005%以下、Si:2.0〜3.5%、Al:0.3〜1.0%、Mn:0.20%以下、S:0.0020%以下、N:0.0030%以下を含有し、残部Feおよび不可避的不純物からなる無方向性電磁鋼板において、
板厚をtとするとき、一方の表面から板厚方向に1/4t位置の領域の圧延方向断面における円相当平均粒径と、前記表面から板厚方向に3/4t位置の領域の圧延方向断面における円相当平均粒径のうち、小さい方をGS1、大きい方をGS2とするとき、円相当平均粒径比R=GS2/GS1が1.5以下であることを特徴とする無方向性電磁鋼板。
【選択図】図6
Description

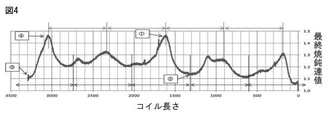
図4に最終焼鈍時に連続鉄損測定器にて全コイル長さの鉄損を測定したチャートを示す。
以下、成分組成について説明する。以下、%は質量%を意味する。
Si:2.00〜3.50%とする。Siは、固有抵抗を大きくして、鉄損特性の向上に寄与する元素であり、2.00%未満であると熱間圧延中にγ−α変態が生じ、逆スキッドマークは発生せず、順スキッドマークが生じることがある。3.50%より多いと、製造工程において特に圧延において破断が多発して実際上商業生産できない。
Alも固有抵抗確保のために添加される。Alが1.00%を超えるとは、各種圧延機のロール摩耗が著しく発生し生産を阻害する。また0.30%以下であると鉄損向上効果が少ない。
MnはSと結合してMnSとして存在し磁気特性を劣化するので少ない方が好まれるが、低Mn実現のためにはコスト上昇が起こる。主目的であるMnSの形態制御に関して少ない方がMnSの析出が遅れ、熱間圧延鋼帯でのMnSの析出状態に変動が減じる。
Sの含有量を少なくすることは本技術の骨格となるもので、0.0020%以下であることが必須である。これより多いと逆ではなく(順)スキッドマークが発生する。Mnと同様に、MnSの形態制御に関して少ない方がMnSの析出が遅れ、熱間圧延鋼帯でのMnSの析出状態に変動が減じる。
不可避的不純物としてはC、N、Ti等が従来からよく知られている元素で、析出物を形成する元素である。これら析出物を形成する元素は少ない方が良いのであるが、コストを考慮することが必要である。
Nは粒界移動を妨げるのみではなく鉄損のうち、履歴損増大の原因にもなるので、含有量は少なくする必要がある。本発明の無方向性電磁鋼板はAlを多く含有しているので、NはAlNを形成して析出し、Nの含有量は0.0030%以下であればよい。また、MnSに比較するとAlNの熱間圧延中での析出は遅く、本発明での影響は極めて微弱である。
本技術の核となる工程であり、従前の技術と比較すると、高純度無方向性電磁鋼板スラブを低温でスラブ加熱し、高温で熱間圧延することが特徴である。
(スキッド上のスラブ断面平均温度≧1150℃
スキッド上のスラブ断面平均温度が1150℃未満の場合、本発明の様な高純度鋼であっても熱間圧延中に図3に示す析出曲線のノーズに近づき横切り不均一析出が生じる。このため、スキッド上のスラブ断面平均温度を1150℃以上とする。スキッド上のスラブ断面温度は、放射温度計で測定できる部分の測定値、及び伝熱計算で求めることができる。
(スラブ最冷部の平均冷却速度≦1.0℃/秒)
スラブ最冷部の平均冷却速度が1.0℃/秒超の場合、スラブ加熱と同様に、本発明の様な高純度鋼であっても熱間圧延中に図3に示す析出曲線のノーズに近づき横切り不均一析出が生じる。このため、スラブ最冷部の平均冷却速度を1.0℃/秒以下とする。ここで、「スラブ最冷部」とは、加熱炉内でスキッド上に位置したスラブの部分に対応する。
仕上げ圧延開始温度TF0が950℃未満の場合、スラブ加熱およびスラブ最冷部の冷却速度と同様に、本発明の様な高純度鋼であっても熱間圧延中に図3に示す析出曲線のノーズに近づき横切り不均一析出が生じる。このため、仕上げ圧延開始温度TF0を950℃以上とする。
本技術では、熱延後、最終冷間圧延の間に熱間圧延板焼鈍を施すことが好ましい。この熱処理も、析出物の制御に効果がある。これは、冷間圧延前組織の再結晶を起こさせしめるとともに、MnSの析出をより完璧に起こさせしめるためである。前者の再結晶は磁気特性の向上・確保のために、後者は、析出残りのMnSの完全なる析出状態を得るためである。温度は、950℃〜1000℃が望ましい。これより低いと冷間圧延前組織での再結晶が十分でなく磁気特性が劣る。また、高いと再結晶は十分であるが、MnSの再固溶がおこり、逆スキッドマークが発生する。時間は30秒以上であれば以上の効果は得られる。60秒超えても可能であるが、生産性が劣る。
製品厚は、実際の生産では板厚下限0.18mmまでである。0.18mmより薄いものの生産は可能であるが、ロール径が大きい場合は厚さ精度(板厚変動5%以下)を満たして満足には圧延できない。厚い方は方向性電磁鋼板の絶対値鉄損が大きくなるので、日本工業規格の上限の0.50mmとする。
Claims (3)
- 質量%で、
C :0.005%以下、
Si:2.0〜3.5%、
Al:0.3〜1.0%、
Mn:0.20%以下、
S :0.0020%以下、
N :0.0030%以下
を含有し、残部Feおよび不可避的不純物からなる無方向性電磁鋼板において、
板厚をtとするとき、一方の表面から板厚方向に1/4t位置の領域の圧延方向断面における円相当平均粒径と、前記表面から板厚方向に3/4t位置の領域の圧延方向断面における円相当平均粒径のうち、小さい方をGS1、大きい方をGS2とするとき、円相当平均粒径比R=GS2/GS1が1.5以下である
ことを特徴とする無方向性電磁鋼板。 - 請求項1に記載の無方向性電磁鋼板を製造する方法であって、
請求項1に記載の化学成分を有する鋼スラブを加熱するスラブ加熱工程と、
加熱された鋼スラブを熱間圧延して巻き取り、熱間圧延熱鋼帯を得る熱間圧延工程と、
前記熱間圧延熱鋼帯を焼鈍して焼鈍熱延鋼帯を得る熱延鋼帯焼鈍工程と、
前記焼鈍熱延鋼帯を冷間圧延して冷間圧延鋼帯を得る冷間圧延工程と、
前記冷間圧延鋼帯を仕上げ焼鈍して無方向性電磁鋼板を得る仕上げ焼鈍工程と、
からなる無方向性電磁鋼板の製造方法において、
前記スラブ加熱工程では、スキッド上のスラブの断面平均温度が1150℃以上であり、
前記熱間圧延工程では、スラブを加熱炉から抽出後、仕上げ圧延開始温度までの間の前記スキッド上に位置したスラブの最冷部の平均冷却速度が1.0℃/秒以下で、かつ、前記仕上げ圧延開始温度が950℃以上である、
ことを特徴とする無方向性電磁鋼板の製造方法。 - 前記熱延鋼帯焼鈍工程では、前記熱間圧延鋼帯を950℃以上1000℃以下の温度で30秒以上連続焼鈍することを特徴とする請求項2に記載の無方向性電磁鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020018935A JP7557123B2 (ja) | 2020-02-06 | 2020-02-06 | 無方向性電磁鋼板及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020018935A JP7557123B2 (ja) | 2020-02-06 | 2020-02-06 | 無方向性電磁鋼板及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021123764A true JP2021123764A (ja) | 2021-08-30 |
| JP7557123B2 JP7557123B2 (ja) | 2024-09-27 |
Family
ID=77458325
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020018935A Active JP7557123B2 (ja) | 2020-02-06 | 2020-02-06 | 無方向性電磁鋼板及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7557123B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4488394A4 (en) * | 2022-03-31 | 2025-06-25 | JFE Steel Corporation | METHOD FOR ANNEALING HOT-ROLLED STEEL STRIP |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5974258A (ja) * | 1982-10-20 | 1984-04-26 | Kawasaki Steel Corp | 鉄損の少ない無方向性珪素鋼板 |
| JPH0433852B2 (ja) * | 1988-03-07 | 1992-06-04 | Nippon Kokan Kk | |
| JPH05140649A (ja) * | 1991-07-25 | 1993-06-08 | Nippon Steel Corp | 磁気特性が優れた無方向性電磁鋼板の製造方法 |
| JP2006131963A (ja) * | 2004-11-08 | 2006-05-25 | Nippon Steel Corp | 安定した磁気特性を有する高級無方向性電磁鋼板およびその製造方法 |
| JP2006249555A (ja) * | 2005-03-14 | 2006-09-21 | Jfe Steel Kk | 高周波域での鉄損が低い電磁鋼板およびその製造方法 |
| JP2007262431A (ja) * | 2006-03-27 | 2007-10-11 | Nippon Steel Corp | 皮膜密着性が良好で磁気特性が優れた電磁鋼板、その製造方法および使用方法 |
| JP2011080140A (ja) * | 2009-09-14 | 2011-04-21 | Nippon Steel Corp | 磁気特性に優れた無方向性電磁鋼板の薄鋳片および無方向性電磁鋼板の製造方法 |
| JP2011084778A (ja) * | 2009-10-15 | 2011-04-28 | Nippon Steel Corp | 高周波励磁用無方向性電磁鋼板 |
| WO2016063098A1 (en) * | 2014-10-20 | 2016-04-28 | Arcelormittal | Method of production of tin containing non grain-oriented silicon steel sheet, steel sheet obtained and use thereof |
| CN108330397A (zh) * | 2018-05-10 | 2018-07-27 | 东北大学 | 一种低铁损高磁感无取向硅钢极薄带的制备方法 |
-
2020
- 2020-02-06 JP JP2020018935A patent/JP7557123B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5974258A (ja) * | 1982-10-20 | 1984-04-26 | Kawasaki Steel Corp | 鉄損の少ない無方向性珪素鋼板 |
| JPH0433852B2 (ja) * | 1988-03-07 | 1992-06-04 | Nippon Kokan Kk | |
| JPH05140649A (ja) * | 1991-07-25 | 1993-06-08 | Nippon Steel Corp | 磁気特性が優れた無方向性電磁鋼板の製造方法 |
| JP2006131963A (ja) * | 2004-11-08 | 2006-05-25 | Nippon Steel Corp | 安定した磁気特性を有する高級無方向性電磁鋼板およびその製造方法 |
| JP2006249555A (ja) * | 2005-03-14 | 2006-09-21 | Jfe Steel Kk | 高周波域での鉄損が低い電磁鋼板およびその製造方法 |
| JP2007262431A (ja) * | 2006-03-27 | 2007-10-11 | Nippon Steel Corp | 皮膜密着性が良好で磁気特性が優れた電磁鋼板、その製造方法および使用方法 |
| JP2011080140A (ja) * | 2009-09-14 | 2011-04-21 | Nippon Steel Corp | 磁気特性に優れた無方向性電磁鋼板の薄鋳片および無方向性電磁鋼板の製造方法 |
| JP2011084778A (ja) * | 2009-10-15 | 2011-04-28 | Nippon Steel Corp | 高周波励磁用無方向性電磁鋼板 |
| WO2016063098A1 (en) * | 2014-10-20 | 2016-04-28 | Arcelormittal | Method of production of tin containing non grain-oriented silicon steel sheet, steel sheet obtained and use thereof |
| CN108330397A (zh) * | 2018-05-10 | 2018-07-27 | 东北大学 | 一种低铁损高磁感无取向硅钢极薄带的制备方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4488394A4 (en) * | 2022-03-31 | 2025-06-25 | JFE Steel Corporation | METHOD FOR ANNEALING HOT-ROLLED STEEL STRIP |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7557123B2 (ja) | 2024-09-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2470679B1 (en) | Process to manufacture grain-oriented electrical steel strip | |
| CN103124798B (zh) | 取向性电磁钢板的制造方法 | |
| KR102925367B1 (ko) | 방향성 전기 강판의 제조 방법 및 전기 강판 제조용 압연 설비 | |
| JP2024041844A (ja) | 無方向性電磁鋼板の製造方法 | |
| KR102164329B1 (ko) | 방향성의 전기강판 및 그 제조 방법 | |
| US5116435A (en) | Method for producing non-oriented steel sheets | |
| JP6879341B2 (ja) | 無方向性電磁鋼板の製造方法 | |
| US5330586A (en) | Method of producing grain oriented silicon steel sheet having very excellent magnetic properties | |
| CN112752623A (zh) | 方向性电磁钢板的制造方法和冷轧设备 | |
| KR20210044200A (ko) | 무방향성 전기강판 및 그 제조방법 | |
| JP6432671B2 (ja) | 方向性電磁鋼板の製造方法 | |
| CN115867680B (zh) | 取向性电磁钢板的制造方法和设备列 | |
| EP0527495B1 (en) | Method of producing non-oriented electrical steel sheet having good magnetic properties | |
| JP2021123764A (ja) | 無方向性電磁鋼板及びその製造方法 | |
| JP2003193142A (ja) | 磁気特性の優れた方向性電磁鋼板の製造方法 | |
| JPH0819465B2 (ja) | 無方向性電磁鋼板の製造方法 | |
| JP2023058067A (ja) | 無方向性電磁鋼板 | |
| JP3596509B2 (ja) | 高強度熱延鋼板の製造方法 | |
| JPH08931B2 (ja) | 連続焼鈍による粒子加速器用鋼板の製造方法 | |
| CN115720594B (zh) | 方向性电磁钢板的制造方法和设备列 | |
| JP2005279689A (ja) | 方向性電磁鋼板の製造方法 | |
| JPH09125145A (ja) | 磁束密度が高く、鉄損の低い無方向性電磁鋼板の製造方法 | |
| JP2521586B2 (ja) | 磁気特性の優れた一方向性電磁鋼板の製造方法 | |
| JPH05230534A (ja) | 磁気特性の優れた一方向性電磁鋼板の製造方法 | |
| JP2001172718A (ja) | 磁気特性の均一な無方向性電磁鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221006 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231031 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240319 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240517 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240813 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240826 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7557123 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |