JP2024502425A - ホイルタブフォーミング装置及びホイルタブフォーミング方法 - Google Patents
ホイルタブフォーミング装置及びホイルタブフォーミング方法 Download PDFInfo
- Publication number
- JP2024502425A JP2024502425A JP2023540035A JP2023540035A JP2024502425A JP 2024502425 A JP2024502425 A JP 2024502425A JP 2023540035 A JP2023540035 A JP 2023540035A JP 2023540035 A JP2023540035 A JP 2023540035A JP 2024502425 A JP2024502425 A JP 2024502425A
- Authority
- JP
- Japan
- Prior art keywords
- foil tab
- forming
- electrode assembly
- foil
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/538—Connection of several leads or tabs of wound or folded electrode stacks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D11/00—Bending not restricted to forms of material mentioned in only one of groups B21D5/00, B21D7/00, B21D9/00; Bending not provided for in groups B21D5/00 - B21D9/00; Twisting
- B21D11/10—Bending specially adapted to produce specific articles, e.g. leaf springs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D33/00—Special measures in connection with working metal foils, e.g. gold foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D11/00—Bending not restricted to forms of material mentioned in only one of groups B21D5/00, B21D7/00, B21D9/00; Bending not provided for in groups B21D5/00 - B21D9/00; Twisting
- B21D11/20—Bending sheet metal, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D11/00—Bending not restricted to forms of material mentioned in only one of groups B21D5/00, B21D7/00, B21D9/00; Bending not provided for in groups B21D5/00 - B21D9/00; Twisting
- B21D11/22—Auxiliary equipment, e.g. positioning devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0431—Cells with wound or folded electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/533—Electrode connections inside a battery casing characterised by the shape of the leads or tabs
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
- Secondary Cells (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Primary Cells (AREA)
Abstract
Description
T ホイルタブ
P 集電板
10 プレフォーミングジグ
11 シャッターブロック
12 シャッターフレーム
14 スロット
16 ガイド部材
20、30 フォーミングジグ
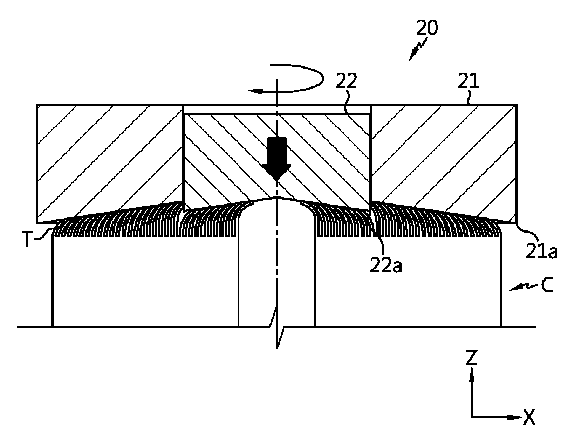
21、31 第1加圧ブロック
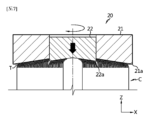
22、32 第2加圧ブロック
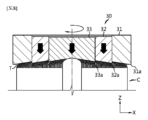
33 第3加圧ブロック
Claims (41)
- 外周部及び巻取軸を定義する巻取中心部を備える電極組立体のホイルタブを成形するホイルタブフォーミング装置であって、
前記電極組立体の巻取軸と平行する方向に沿って移動して前記ホイルタブを加圧するように構成されるフォーミングジグを含む、ホイルタブフォーミング装置。 - 前記ホイルタブフォーミング装置は、
前記電極組立体の外周部から前記電極組立体の巻取中心部に向かう方向へ移動しながら前記ホイルタブを加圧して曲げるように構成されるプレフォーミングジグをさらに含み、
前記フォーミングジグは、前記プレフォーミングジグによって一次曲げが完了したホイルタブを加圧するように構成される、請求項1に記載のホイルタブフォーミング装置。 - 前記プレフォーミングジグは、
電極組立体の外周部の周りに沿って配置され、ゼリーロールの巻取中心部に向かう方向に沿って移動して前記ホイルタブを曲げる複数のシャッターブロックを含む、請求項2に記載のホイルタブフォーミング装置。 - 前記シャッターブロックは、
前記ホイルタブと対向する面が前記電極組立体の外周部から前記巻取中心部に向かう方向に沿って上向きに傾斜した形態を有する、請求項3に記載のホイルタブフォーミング装置。 - 前記フォーミングジグは、
前記電極組立体の直径と同一であるか、またはより大きい幅を有する、請求項1から4のいずれか一項に記載のホイルタブフォーミング装置。 - 前記フォーミングジグは、
前記電極組立体の巻取軸と同軸を基準にして回転するように構成される、請求項1から5のいずれか一項に記載のホイルタブフォーミング装置。 - 前記フォーミングジグは、
時計回りまたは反時計回りに回転するように構成される、請求項6に記載のホイルタブフォーミング装置。 - 前記フォーミングジグは、
前記ホイルタブを加圧する動作と回転する動作を共に行うように構成される、
請求項6または7に記載のホイルタブフォーミング装置。 - 前記フォーミングジグは、
前記ホイルタブと対向する面が前記電極組立体の外周部から前記巻取中心部に向かう方向に沿って上向きに傾斜した形態を有する、請求項1から8のいずれか一項に記載のホイルタブフォーミング装置。 - 前記フォーミングジグは、
前記ホイルタブにおいて相対的に前記電極組立体の外周部に隣接する第1領域と対応する位置に備えられる第1加圧ブロックと、
前記ホイルタブにおいて相対的に前記電極組立体の巻取中心部に隣接する第2領域と対応する位置に備えられる第2加圧ブロックと、を含む、請求項9に記載のホイルタブフォーミング装置。 - 前記第1加圧ブロックの加圧面と前記第2加圧ブロックの加圧面が同じ傾斜度を有し、前記ホイルタブと対向する前記フォーミングジグの面を定義する、請求項10に記載のホイルタブフォーミング装置。
- 前記第1加圧ブロック及び前記第2加圧ブロックは、
前記電極組立体の巻取軸と平行する方向に沿って独立的に移動可能に構成される、請求項10または11に記載のホイルタブフォーミング装置。 - 前記フォーミングジグは、
前記第1加圧ブロックの加圧面と前記第2加圧ブロックの加圧面が同じ平面をなした状態で前記ホイルタブに向かって共に移動して一次加圧を行った後、前記第1加圧ブロックの位置はそのまま維持された状態で前記第2加圧ブロックが前記ホイルタブを向かってさらに移動して二次加圧を行うように構成される、請求項11に記載のホイルタブフォーミング装置。 - 前記フォーミングジグは、
前記一次加圧及び二次加圧が完了した後、前記第2加圧ブロックの最下端部が前記第1加圧ブロックの最下端部と同じ高さに位置するか、またはより高く位置するように構成される、請求項13に記載のホイルタブフォーミング装置。 - 前記第1加圧ブロック及び前記第2加圧ブロックは、
前記巻取軸と同軸を基準にして共にまたは独立的に回転するように構成される、請求項10に記載のホイルタブフォーミング装置。 - 前記フォーミングジグは、
前記ホイルタブにおいて、相対的に前記電極組立体の外周部に隣接する第1領域と対応する位置に備えられる第1加圧ブロックと、
前記ホイルタブにおいて、相対的に前記電極組立体の巻取中心部に隣接する第3領域と対応する位置に備えられる第3加圧ブロックと、
前記ホイルタブにおいて、前記第1領域と前記第3領域の間に位置する第2領域と対応する位置に備えられる第2加圧ブロックと、を含む、請求項9に記載のホイルタブフォーミング装置。 - 前記フォーミングジグは、
前記電極組立体の巻取軸に沿って前記電極組立体の互いに反対側の両端部に配置される一対のフォーミングジグとして提供される、請求項1から16のいずれか一項に記載のホイルタブフォーミング装置。 - 前記一対のフォーミングジグは、
前記電極組立体の巻取軸と同軸を基準にして互いに反対方向へ回転する、請求項17に記載のホイルタブフォーミング装置。 - 前記プレフォーミングジグは、
前記電極組立体の巻取軸に沿って前記電極組立体の互いに反対側の両端部に配置される一対のプレフォーミングジグとして提供される、請求項2に記載のホイルタブフォーミング装置。 - 外周部及び巻取軸を定義する巻取中心部を備える電極組立体のホイルタブを成形するホイルタブフォーミング方法であって、
(S1)フォーミングジグを用いて前記電極組立体の巻取軸と平行する方向に沿って前記ホイルタブを加圧して前記ホイルタブを曲げる段階を含む、ホイルタブフォーミング方法。 - 前記ホイルタブフォーミング方法は、
(S0)前記(S1)段階前に、プレフォーミングジグで前記電極組立体の外周部から前記電極組立体の巻取中心部に向かう方向へ前記ホイルタブを加圧して曲げる段階をさらに含み、
前記(S1)段階は、前記(S0)段階によってプレフォーミングが完了したホイルタブを加圧して前記ホイルタブをさらに曲げる段階である、請求項20に記載のホイルタブフォーミング方法。 - 前記(S0)段階は、
前記電極組立体の外周部の周りに沿って配置され、前記電極組立体の巻取中心部に向かう方向に沿って移動して前記ホイルタブを曲げる複数のシャッターブロックを備える前記プレフォーミングジグを用いて行われる、請求項21に記載のホイルタブフォーミング方法。 - 前記(S0)段階は、
前記ホイルタブと対向する面が前記電極組立体の外周部から前記巻取中心部に向かう方向に沿って上向きに傾斜した形態を有する複数のシャッターブロックを備えるプレフォーミングジグを用いて行われる、請求項22に記載のホイルタブフォーミング方法。 - 前記(S1)段階は、
前記電極組立体の直径と同じであるか、またはより大きい幅を有するフォーミングジグを用いて行われる、請求項20から23のいずれか一項に記載のホイルタブフォーミング方法。 - 前記(S1)段階は、
前記電極組立体の巻取軸と同軸を基準にして回転するように構成されたフォーミングジグを用いて行われる、請求項20から24のいずれか一項に記載のホイルタブフォーミング方法。 - 前記(S1)段階は、
前記ホイルタブを加圧する動作と回転する動作を共に行うように構成されたフォーミングジグを用いて行われる、請求項20から25のいずれか一項に記載のホイルタブフォーミング方法。 - 前記(S1)段階において、
前記フォーミングジグは、時計回りに回転して前記ホイルタブが時計回りに配向するようにする、請求項26に記載のホイルタブフォーミング方法。 - 前記(S1)段階において、
前記フォーミングジグは、反時計回りに回転して前記ホイルタブが反時計回りに配向するようにする、請求項26に記載のホイルタブフォーミング方法。 - 前記(S1)段階は、
前記ホイルタブと対向する面が前記電極組立体の外周部から前記巻取中心部に向かう方向に沿って上向きに傾斜した形態を有するフォーミングジグによって行われる、請求項20から28のいずれか一項に記載のホイルタブフォーミング方法。 - 前記(S1)段階は、
前記ホイルタブにおいて相対的に前記電極組立体の外周部に隣接する第1領域と対応する位置に備えられる第1加圧ブロックと、前記ホイルタブにおいて相対的に前記電極組立体の巻取中心部に隣接する第2領域と対応する位置に備えられる第2加圧ブロックと、を含むフォーミングジグによって行われる、請求項29に記載のホイルタブフォーミング方法。 - 前記(S1)段階は、
前記第1加圧ブロックの加圧面及び前記第2加圧ブロックの加圧面が同じ傾斜度を有するフォーミングジグによって行われる、請求項30に記載のホイルタブフォーミング方法。 - 前記(S1)段階は、
前記第1加圧ブロック及び第2加圧ブロックが前記電極組立体の巻取軸と平行する方向に沿って独立的に移動可能に構成されたフォーミングジグによって行われる、請求項30に記載のホイルタブフォーミング方法。 - 前記(S1)段階は、
(S11)前記第1加圧ブロックの加圧面及び前記第2加圧ブロックの加圧面が同じ平面をなした状態で共にホイルタブに向かって移動して一次加圧を行う段階と、
(S12)前記(S11)段階後に、前記第1加圧ブロックの位置はそのまま維持された状態で前記第2加圧ブロックが前記ホイルタブに向かってさらに移動して二次加圧を行う段階と、を含む、請求項31に記載のホイルタブフォーミング方法。 - 前記(S11)段階及び前記(S12)段階後、前記第2加圧ブロックの最下端部は、前記第1加圧ブロックの最下端部と同じ高さに位置するか、またはより高く位置する、請求項33に記載のホイルタブフォーミング方法。
- 前記(S1)段階は、
前記第1加圧ブロック及び第2加圧ブロックが前記巻取軸と同軸を基準にして共にまたは独立的に回転することで行われる、請求項30に記載のホイルタブフォーミング方法。 - 前記(S1)段階は、
前記ホイルタブにおいて相対的に前記電極組立体の外周部に隣接する第1領域と対応する位置に備えられる第1加圧ブロックと、前記ホイルタブにおいて相対的に前記電極組立体の巻取中心部に隣接する第3領域と対応する位置に備えられる第3加圧ブロックと、前記ホイルタブにおいて前記第1領域と前記第3領域の間に位置する第2領域と対応する領域に備えられる第2加圧ブロックと、を含むフォーミングジグによって行われる、請求項29に記載のホイルタブフォーミング方法。 - 前記(S1)段階は、
前記第1加圧ブロックの加圧面、前記第2加圧ブロックの加圧面及び前記第3加圧ブロックの加圧面が同じ傾斜度を有するフォーミングジグによって行われる、請求項36に記載のホイルタブフォーミング方法。 - 前記(S1)段階は、
(S11)前記第1加圧ブロックの加圧面、前記第2加圧ブロックの加圧面及び前記第3加圧ブロックの加圧面が同じ平面をなした状態で共にホイルタブを向かって移動して一次加圧を行う段階と、
(S12)前記(S11)段階後、前記第1加圧ブロックの位置はそのまま維持された状態で、前記第2加圧ブロック及び前記第3加圧ブロックは各々の加圧面が同じ平面をなした状態で前記ホイルタブに向かって移動して二次加圧を行う段階と、
(S13)前記(S12)段階後、前記第1加圧ブロック及び第2加圧ブロックの位置はそのまま維持された状態で、前記第3加圧ブロックが前記ホイルタブに向かって移動して三次加圧を行う段階と、を含む、請求項37に記載のホイルタブフォーミング方法。 - 前記(S1)段階は、
前記電極組立体の巻取軸に沿って前記電極組立体の互いに反対側の両端部に配置される一対の前記フォーミングジグを用いて行われる、請求項20から38のいずれか一項に記載のホイルタブフォーミング方法。 - 前記(S1)段階は、
前記一対のフォーミングジグを前記電極組立体の巻取軸と同軸を基準にして互いに反対方向へ回転させることで行われる、請求項39に記載のホイルタブフォーミング方法。 - 前記(S0)段階は、
前記電極組立体の巻取軸に沿って前記電極組立体の互いに反対側の両端部に配置される一対の前記プレフォーミングジグを用いて行われる、請求項21に記載のホイルタブフォーミング方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2021-0030278 | 2021-03-08 | ||
| KR20210030278 | 2021-03-08 | ||
| KR1020210137853A KR20220126197A (ko) | 2021-03-08 | 2021-10-15 | 포일 탭 포밍 장치 및 포일 탭 포밍 방법 |
| KR10-2021-0137853 | 2021-10-15 | ||
| PCT/KR2022/003284 WO2022191591A1 (ko) | 2021-03-08 | 2022-03-08 | 포일 탭 포밍 장치 및 포일 탭 포밍 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2024502425A true JP2024502425A (ja) | 2024-01-19 |
| JP7614368B2 JP7614368B2 (ja) | 2025-01-15 |
Family
ID=83157373
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023540035A Active JP7614368B2 (ja) | 2021-03-08 | 2022-03-08 | ホイルタブフォーミング装置及びホイルタブフォーミング方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20240123481A1 (ja) |
| EP (1) | EP4258455B1 (ja) |
| JP (1) | JP7614368B2 (ja) |
| KR (1) | KR102937227B1 (ja) |
| CN (2) | CN115041588A (ja) |
| ES (1) | ES3060473T3 (ja) |
| WO (1) | WO2022191591A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024543060A (ja) * | 2021-11-11 | 2024-11-19 | エルジー エナジー ソリューション リミテッド | ジェリーロール型の電極組立体のタブのフォーミング装置、及びこれを用いたフォーミング方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4258455B1 (en) * | 2021-03-08 | 2025-10-29 | LG Energy Solution, Ltd. | Foil tab forming apparatus and foil tab forming method |
| DE102022117045A1 (de) * | 2022-07-08 | 2024-01-25 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren und Bearbeitungsvorrichtung zum Herstellen einer Speicherzelle für einen elektrischen Energiespeicher, insbesondere eines Kraftfahrzeugs, sowie Verwendung einer Bearbeitungsvorrichtung |
| KR102875737B1 (ko) * | 2023-03-02 | 2025-10-27 | 엘지전자 주식회사 | 포밍 장치 |
| KR102634101B1 (ko) * | 2023-10-17 | 2024-02-06 | (주)금양 | 원통형 배터리 제조 장치 및 방법 |
| IT202400002211A1 (it) * | 2024-02-02 | 2025-08-02 | Gd Spa | Apparato di confezionamento di celle elettrochimiche per la produzione di batterie |
| WO2026043134A1 (ko) * | 2024-08-21 | 2026-02-26 | 주식회사 엘지에너지솔루션 | 이차 전지 및 그의 제조 방법 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006040902A (ja) * | 2004-07-28 | 2006-02-09 | Samsung Sdi Co Ltd | 二次電池及びこの二次電池の製造方法 |
| JP2006310254A (ja) * | 2005-03-31 | 2006-11-09 | Sanyo Electric Co Ltd | 電池の製造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2529176B2 (ja) * | 1982-12-15 | 1996-08-28 | 松下電器産業株式会社 | 電池の渦巻状極板群構成装置 |
| JPH067494B2 (ja) * | 1986-07-29 | 1994-01-26 | 新神戸電機株式会社 | 渦巻状極板群を有する蓄電池の製造装置 |
| US5972532A (en) * | 1998-05-04 | 1999-10-26 | Saft America, Inc. | Current collection through the ends of a spirally wound electrochemical cell |
| JP2001118562A (ja) * | 1999-10-20 | 2001-04-27 | Sony Corp | リードフォ−ミング方法 |
| JP5006603B2 (ja) * | 2006-09-06 | 2012-08-22 | 株式会社日立製作所 | 非水電解質二次電池 |
| US20080254354A1 (en) * | 2007-04-11 | 2008-10-16 | Saft | Connection system for an electrochemical cell |
| FR2921195B1 (fr) * | 2007-09-13 | 2009-11-06 | Batscap Sa | Procede et dispositif pour la fabrication d'ensambles de stockage d'energie electrique |
| CN201185204Y (zh) * | 2008-03-19 | 2009-01-21 | 深圳市比克电池有限公司 | 圆柱电池负极耳折弯装置 |
| CN103779528B (zh) * | 2014-01-15 | 2015-12-02 | 合肥国轩高科动力能源股份公司 | 一种圆柱形锂离子电池装配工艺 |
| CN104953190A (zh) * | 2015-06-26 | 2015-09-30 | 张贵萍 | 电芯卷绕体整形方法和设备、大容量锂离子电池及其生产方法 |
| CN105406018B (zh) * | 2015-11-04 | 2018-06-29 | 丹东思诚科技有限公司 | 一种圆柱形电池电芯极耳连接方法和预处理夹具 |
| KR20250109799A (ko) | 2018-07-11 | 2025-07-17 | 가부시키가이샤 한도오따이 에네루기 켄큐쇼 | 발광 디바이스, 표시 장치, 전자 기기, 유기 화합물, 및 조명 장치 |
| KR102403908B1 (ko) | 2020-05-11 | 2022-05-31 | 주식회사 상남 | 탄소 섬유 발열체 및 이를 포함하는 전기 보일러 |
| EP4258455B1 (en) * | 2021-03-08 | 2025-10-29 | LG Energy Solution, Ltd. | Foil tab forming apparatus and foil tab forming method |
-
2022
- 2022-03-08 EP EP22767487.6A patent/EP4258455B1/en active Active
- 2022-03-08 JP JP2023540035A patent/JP7614368B2/ja active Active
- 2022-03-08 CN CN202210227343.6A patent/CN115041588A/zh active Pending
- 2022-03-08 KR KR1020220029319A patent/KR102937227B1/ko active Active
- 2022-03-08 US US18/278,123 patent/US20240123481A1/en active Pending
- 2022-03-08 WO PCT/KR2022/003284 patent/WO2022191591A1/ko not_active Ceased
- 2022-03-08 CN CN202220504819.1U patent/CN217570440U/zh active Active
- 2022-03-08 ES ES22767487T patent/ES3060473T3/es active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006040902A (ja) * | 2004-07-28 | 2006-02-09 | Samsung Sdi Co Ltd | 二次電池及びこの二次電池の製造方法 |
| JP2006310254A (ja) * | 2005-03-31 | 2006-11-09 | Sanyo Electric Co Ltd | 電池の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024543060A (ja) * | 2021-11-11 | 2024-11-19 | エルジー エナジー ソリューション リミテッド | ジェリーロール型の電極組立体のタブのフォーミング装置、及びこれを用いたフォーミング方法 |
| JP7806235B2 (ja) | 2021-11-11 | 2026-01-26 | エルジー エナジー ソリューション リミテッド | ジェリーロール型の電極組立体のタブのフォーミング装置、及びこれを用いたフォーミング方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4258455B1 (en) | 2025-10-29 |
| JP7614368B2 (ja) | 2025-01-15 |
| KR20220126246A (ko) | 2022-09-15 |
| ES3060473T3 (en) | 2026-03-26 |
| US20240123481A1 (en) | 2024-04-18 |
| EP4258455A1 (en) | 2023-10-11 |
| KR102937227B1 (ko) | 2026-03-10 |
| EP4258455A4 (en) | 2024-12-04 |
| CN115041588A (zh) | 2022-09-13 |
| WO2022191591A1 (ko) | 2022-09-15 |
| CN217570440U (zh) | 2022-10-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2024502425A (ja) | ホイルタブフォーミング装置及びホイルタブフォーミング方法 | |
| CN113678294B (zh) | 二次电池 | |
| JP4327486B2 (ja) | 回転電機のコイル用のセグメントの成形装置、セグメントの成形方法及びそれを用いたセグメント | |
| JP5530036B2 (ja) | 回転可能なダイ半部を用いて短いサイクルタイムで少なくとも一部が閉じられた中空異型材を製造する装置および方法 | |
| EP3719871A1 (en) | Automatic pressure jig device for bringing electrode lead into close contact with busbar, and battery module manufacturing system comprising same | |
| JP2007123224A (ja) | 円筒形電池の製造方法及び円筒形電池の溝入れ加工装置 | |
| JP2003264964A (ja) | 回転電機のコイル用のセグメントの成形方法及びそれに用いる成形型構造 | |
| WO2013153594A1 (ja) | ステータ製造方法及びコイル籠形成装置 | |
| JP5683045B2 (ja) | 巻線成形装置および巻線成形方法 | |
| KR102245124B1 (ko) | 이차전지용 크림핑장치 | |
| KR20210058117A (ko) | 다중 레이어를 갖는 구동모터 헤어핀 정렬방법 및 장치 | |
| RU2453011C2 (ru) | Способ изготовления накопителей электрической энергии и устройство для его осуществления | |
| JP2010273485A (ja) | 界磁コイルの製造装置および製造方法 | |
| KR20220126197A (ko) | 포일 탭 포밍 장치 및 포일 탭 포밍 방법 | |
| KR102702689B1 (ko) | 전지 셀 폴딩 그립퍼 및 전지 셀 폴딩 장치 | |
| KR102634476B1 (ko) | 원통형 이차전지의 리드탭 성형장치 | |
| CN113540482B (zh) | 一种锂电池卷针 | |
| US8141233B2 (en) | Method for manufacturing a lamination for electric motor rotor | |
| KR102397763B1 (ko) | 전극조립체 권취장치 | |
| JP6206052B2 (ja) | 同芯巻コイルの成形方法及び成形装置 | |
| US20250128311A1 (en) | Blanking device and method of manufacturing electrode plate for secondary battery using the same | |
| KR20220108985A (ko) | 헤어핀 타입 고정자 코일의 얼라인 장치 | |
| CN120388935B (zh) | 一种半导体铁环翻转升降装置及方法 | |
| KR102813313B1 (ko) | 전해콘덴서 자동화 제조장치 | |
| JP2025542386A (ja) | パウチ成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230629 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20230630 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20230710 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240805 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241024 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7614368 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |