JP3147321U - インクジェット用ラベル - Google Patents
インクジェット用ラベル Download PDFInfo
- Publication number
- JP3147321U JP3147321U JP2008007467U JP2008007467U JP3147321U JP 3147321 U JP3147321 U JP 3147321U JP 2008007467 U JP2008007467 U JP 2008007467U JP 2008007467 U JP2008007467 U JP 2008007467U JP 3147321 U JP3147321 U JP 3147321U
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- inkjet
- sensitive adhesive
- layer
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Abstract
【課題】少量に使用されるボトルのデザインサンプル用としてのインクジェットプリンタ用であって、簡単容易に製作する事を目的としたインクジェット用ラベルを提供する。
【解決手段】シート基材1の表面に再剥離型粘着剤を塗布し、表面にインクジェット受像層を塗布したシュリンクフィルムを該再剥離型粘着剤に重合したプリントシートを形成する。シート基材2の表面に離型剤層、白色樹脂層、粘着剤層を順次積層してライナーシートを形成する。該プリントシートと、該ライナーシートとを重合剥離してインクジェット画像を構成する事を特徴としている。
【選択図】図3
【解決手段】シート基材1の表面に再剥離型粘着剤を塗布し、表面にインクジェット受像層を塗布したシュリンクフィルムを該再剥離型粘着剤に重合したプリントシートを形成する。シート基材2の表面に離型剤層、白色樹脂層、粘着剤層を順次積層してライナーシートを形成する。該プリントシートと、該ライナーシートとを重合剥離してインクジェット画像を構成する事を特徴としている。
【選択図】図3
Description
本考案は、少量を使用するボトル等のデザインサンプル用として、インクジェットプリンターで簡単で容易に制作できるインクジェット用ラベルに関するものである。
従来この種のペットボトル等のパッケージダミー(容器見本)を製作する際には、デザイン画像をシュリンクフィルムに印刷したものをボトル等に巻着し、ドライヤー等で熱を与える事によってフィルムを収縮してボトル等に密着させて仕上げる事が実施されている現状である。
そこで、従来は、このような少量のシュリンクフィルムへの印刷は、シルクスクリーン印刷、または熱転写型プリンタ等が使用されている。
然しながら、シルクスクリーン印刷は、印刷のための版を作成する必要があり、少量のラベルには不適当である問題点がある。
また、熱転写型プリンタでは、プリントスピードが遅いために、昨今ではメーカーが製造を停止するため、使用者にとっては、大変に供給上の不安を抱える状態となっている問題点もある。
更に、画像の面では、使用者はインクジェット方式による高精細な仕上がりを求めており、一般の事務用に用いられているインクジェットプリンタで作成される材料の出現を求めている状況である。
そこで、従来は、このような少量のシュリンクフィルムへの印刷は、シルクスクリーン印刷、または熱転写型プリンタ等が使用されている。
然しながら、シルクスクリーン印刷は、印刷のための版を作成する必要があり、少量のラベルには不適当である問題点がある。
また、熱転写型プリンタでは、プリントスピードが遅いために、昨今ではメーカーが製造を停止するため、使用者にとっては、大変に供給上の不安を抱える状態となっている問題点もある。
更に、画像の面では、使用者はインクジェット方式による高精細な仕上がりを求めており、一般の事務用に用いられているインクジェットプリンタで作成される材料の出現を求めている状況である。
現在求められているシュリンクラベルは、フィルムの裏面にカラー印刷がされ、さらにその上には、白色で裏打ちのされた状態のものが製作できるものである。これにより、容器内の容物の色に影響されない隠蔽性のあるカラーデザインの施されたボトルダミーが完成される。
本考案は、上記の各問題点に鑑みてなされたものであり、一般に使われているインクジェットプリンタを用いて、また、特殊な機械類を一切用いることなく、簡便で且つ迅速にシュリンクラベルが製作できる材料を提供するものである。
本考案は、上記の各問題点に鑑みてなされたものであり、一般に使われているインクジェットプリンタを用いて、また、特殊な機械類を一切用いることなく、簡便で且つ迅速にシュリンクラベルが製作できる材料を提供するものである。
上記目的を達成するために、本考案のインクジェット用ラベルによれば、シート基材1の表面に再剥離型粘着剤を塗布した台紙を用意し、その再剥離型粘着剤の表面にインクジェット受像層を塗布したシュリンクフィルムを接合しプリントシートを形成し、裏打ちとなるライナーシートのシート基材2の表面に離型剤層、白色樹脂層及び粘着剤層の各々を順次積層する。
そして、該プリントシートの表面のインクジェット受像層と該ライナーシートの該粘着剤層と重合するものである。
また、該シート基材2の材料としては、紙類を使用すると共に、該離型剤層には、水溶性糊材を使用するものである。
そして、該プリントシートの表面のインクジェット受像層と該ライナーシートの該粘着剤層と重合するものである。
また、該シート基材2の材料としては、紙類を使用すると共に、該離型剤層には、水溶性糊材を使用するものである。
本考案のインクジェット用ラベルによれば、従来の如く、製作のために、わざわざ専用の高価な機械を購入する必要がなく、通常の事務作業で使っているインクジェットプリンタのみでシュリンクラベルが作れるため、少数量のラベルのものでも安価及び迅速に制作できる効果がある。そして、シート基材2の裏面に施した白い裏打ちについては、従来のものでは、白インクを塗ったり、スプレーで吹き付けたり、シルクスクリーン印刷で印刷する必要があったが、本考案によれば、該ライナーシートをシュリンクフィルム面に重ねて、ヘラ等で擦るだけで白色皮膜が転写でき、著しく迅速であると同時に、手や周囲の物を汚染することがない効果と、作業環境と作業効率が向上すると云う効果もある。
次に、本考案のインクジェット用ラベルの用法を説明すると、先ずプリントシート(1)のインクジェット受像層(6)の面に、インクジェットプリンタを用いて鏡像(左右逆像)印刷をした後、シュリンクフィルム(5)を台紙であるシート基材1(3)から剥がす。次に、ライナーシート(2)の粘着剤層(10)の面をインクジェット受像層(6)で印刷した面に重合し、ヘラ等で強く圧着する。
その後、ライナーシート(2)のシート基材2(7)(台紙)を剥がせば、白色膜が印刷面に転写されて、白色の裏打ちがなされる。
次に、ライナーシート(2)のシート基材2(7)の台紙に水転写紙を用いている場合は、ヘラで圧着した後、台紙の裏面から水を含ませる事により、水溶性糊が溶けて該台紙が容易に剥離するものである。
その後、ライナーシート(2)のシート基材2(7)(台紙)を剥がせば、白色膜が印刷面に転写されて、白色の裏打ちがなされる。
次に、ライナーシート(2)のシート基材2(7)の台紙に水転写紙を用いている場合は、ヘラで圧着した後、台紙の裏面から水を含ませる事により、水溶性糊が溶けて該台紙が容易に剥離するものである。
また、シュリンクフィルム(5)をシート基材1(3)の台紙に貼る意味は、シュリンクフィルム(5)は薄いため、且つ熱によって収縮する性質があり、保存中にカールが発生しやすいため、そのままの状態では、インクジェットプリンタに通す際にフィルム詰まり等の障害を起こしやすいためである。
なお、シート基材1(3)に塗布する再剥離型粘着剤(4)は全面塗布しても良いが、さらに作業性を向上させるためには、ドット状の連続パターンを塗布することにより、シュリンクフィルム(5)を貼る際に間の空気が外に逃げていき簡単に貼れる上、剥がす際には楽に剥がせるものである。
なお、シート基材1(3)に塗布する再剥離型粘着剤(4)は全面塗布しても良いが、さらに作業性を向上させるためには、ドット状の連続パターンを塗布することにより、シュリンクフィルム(5)を貼る際に間の空気が外に逃げていき簡単に貼れる上、剥がす際には楽に剥がせるものである。
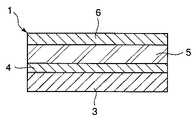
実施例について図面を参照して説明すると、図1に示す、プリントシート(1)は、シート基材1(3)の表面に再剥離型粘着剤(4)を塗布する。その表面にインクジェット受像層(6)を塗布したシュリンクフィルム(5)を該再剥離型粘着剤(4)に重合して形成されている。
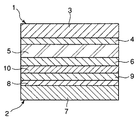
次に、図2に示すものは、ライナーシート(2)は、シート基材2(7)の表面に離型剤層(8)、白色樹脂層(9)及び粘着剤層(10)を順次積層してある。
図3に示すものは、該プリントシート(1)のインクジェット受像層(6)と、該ライナーシート(2)の該粘着剤層(10)とを重合してある。
次に、図2に示すものは、ライナーシート(2)は、シート基材2(7)の表面に離型剤層(8)、白色樹脂層(9)及び粘着剤層(10)を順次積層してある。
図3に示すものは、該プリントシート(1)のインクジェット受像層(6)と、該ライナーシート(2)の該粘着剤層(10)とを重合してある。
図4に示すものは、プリントシート(1)と該ライナーシート(2)のを接合した状態より、該シート基材1(3)をシュリンクフィルム(5)より剥がし、次に該ライナーシート(2)の粘着剤層(10)をインクジェット受像層(6)の印刷面に重ね合わせて、インクジェット画像(11)を圧着形成し、その後、ライナーシート(2)のシート基材2(7)を剥がした状態を示し、白色膜が印刷面に転写されて、白色の裏打ちされるものである。
本考案のインクジェット用ラベルにおけるシート基材1(3)は、上質紙(135kg厚)を用い、再剥離タイプの粘着剤をシルクスクリーン印刷により、上質紙面上に塗布する。シュリンクフィルム(5)には、PET60ミクロンのフィルムを用意し、シルクスクリーン印刷により、表面にインクジェット受像層(6)としてポリビニルアルコールを塗布した。しかる後、シュリンクフィルム(5)の非塗布面を前述の上質紙の粘着面に張り合わせてプリントシート(1)を作成する。
次に、シート基材2(7)として、図2に示す如く、コート紙の表面にシリコンを塗布した離型紙を用意し、シルクスクリーン印刷により、ウレタン系白色インキを塗布して白色樹脂層(9)を形成し、さらにその上面にシルクスクリーン印刷により、粘着剤層(10)を塗布してライナーシート(2)を作成した。ライナーシート(2)として上記の他に、紙に水溶性のデキストリンを塗布した窯業用水転写紙を用いて、上記同様に白色インキと粘着剤を塗布したものを作成した。
次に、シート基材2(7)として、図2に示す如く、コート紙の表面にシリコンを塗布した離型紙を用意し、シルクスクリーン印刷により、ウレタン系白色インキを塗布して白色樹脂層(9)を形成し、さらにその上面にシルクスクリーン印刷により、粘着剤層(10)を塗布してライナーシート(2)を作成した。ライナーシート(2)として上記の他に、紙に水溶性のデキストリンを塗布した窯業用水転写紙を用いて、上記同様に白色インキと粘着剤を塗布したものを作成した。
インクジェットプリンタは、キャノン製BJ−F900を用いて、プリントシート(1)にカラーイラストを鏡像プリントした後、プリントシート(1)の台紙を剥離した。次に、ライナーシート(2)の粘着面をプリント面に重ね、プラスチックのヘラを用いて強く擦って圧着した。その後、ライナーシート(2)の台紙を剥がすと、白色の塗膜がプリント面に転写して、シュリンクラベルが完成した。
このシュリンクラベルを筒状に丸め、端部を両面テープにより接合して、PETボトルの周囲に巻きつけた後、ヘアドライアーを用いて熱風を当てると、シュリンクラベルは収縮してPETボトルに密着し、ボトルのパッケージダミーが完成する。
このシュリンクラベルを筒状に丸め、端部を両面テープにより接合して、PETボトルの周囲に巻きつけた後、ヘアドライアーを用いて熱風を当てると、シュリンクラベルは収縮してPETボトルに密着し、ボトルのパッケージダミーが完成する。
1 プリントシート
2 ライナーシート
3 シート基材1
4 再剥離型粘着剤
5 シュリンクフィルム
6 インクジェット受像層
7 シート基材2
8 離型剤層
9 白色樹脂層
10 粘着剤層
11 インクジェット画像
2 ライナーシート
3 シート基材1
4 再剥離型粘着剤
5 シュリンクフィルム
6 インクジェット受像層
7 シート基材2
8 離型剤層
9 白色樹脂層
10 粘着剤層
11 インクジェット画像
Claims (2)
- プリントシート(1)は、シート基材1(3)の表面に再剥離型粘着剤(4)を塗布し、表面にインクジェット受像層(6)を塗布したシュリンクフィルム(5)を該再剥離型粘着剤(4)に重合してプリントシート(1)を形成し、ライナーシート(2)のシート基材2(7)には、表面に離型剤層(8)、白色樹脂層(9)及び粘着剤層(10)を順次積層したライナーシート(2)を形成し、該プリントシート(1)のインクジェット受像層(6)と該ライナーシート(2)の該粘着剤層(10)とを重合してインクジェット画像(11)を構成することを特徴とするインクジェット用ラベル。
- 請求項1におけるシート基材2(7)には、紙を使用し、剥離剤層(8)には、水溶性糊料を使用した事を特徴とする請求項1記載のインクジェット用ラベル。
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP3147321U true JP3147321U (ja) | 2008-12-25 |
Family
ID=
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010274008A (ja) * | 2009-05-29 | 2010-12-09 | Kyoraku Co Ltd | 消火器用容器及び消火器 |
| JP2012078763A (ja) * | 2010-09-30 | 2012-04-19 | Ichiro Suematsu | シュリンクラベルの製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010274008A (ja) * | 2009-05-29 | 2010-12-09 | Kyoraku Co Ltd | 消火器用容器及び消火器 |
| JP2012078763A (ja) * | 2010-09-30 | 2012-04-19 | Ichiro Suematsu | シュリンクラベルの製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2000177772A (ja) | 剥離可能なステッカ―部分を有するバッグ用ラミネ―ト | |
| US20080152809A1 (en) | Method and apparatus for making signs | |
| US20240119869A1 (en) | Faceless pressure-sensitive label and method of preparing the same | |
| JP5294464B2 (ja) | 両面感熱媒体及びその製造方法 | |
| US20110155007A1 (en) | Plateless transfer printing film, device with colored pattern and the method of manufacturing the same | |
| JP2010131869A (ja) | 情報記録用粘着シート | |
| US20210354492A1 (en) | Image transfer sheet, manufacturing method for image transfer sheet, and image transfer method | |
| JP3147321U (ja) | インクジェット用ラベル | |
| US20130287972A1 (en) | Hybrid heat transfer label | |
| JP2005157192A (ja) | リアー印字ラベル | |
| JP2002264597A (ja) | インクジェット画像転写方法 | |
| JP2018114661A (ja) | ラベル基材の製造方法及びラベル | |
| JPH1016498A (ja) | 絵付シート | |
| JPH1052999A (ja) | 絵付シート | |
| JP3120639U (ja) | 配送用伝票 | |
| JPH11305665A (ja) | ステッカー | |
| JP3160912U (ja) | プレートレス転写フィルム、プレートレス転写装置及び印刷物 | |
| JP3148254U (ja) | 熱転写用ラベル | |
| JP2020032613A (ja) | 積層体の製造方法及び積層体 | |
| JP3121381U (ja) | 高粘着度及び高鮮明の転写印刷構造 | |
| JPH1111049A (ja) | サーマル用紙の疑似接着方法並びにそれを使用した配送伝票 | |
| JP2872719B2 (ja) | 印写模様を有する金箔及びその製造方法 | |
| JP2001134188A (ja) | 感熱ラベル | |
| KR20170116347A (ko) | 레이져프린터를 이용한 유색 섬유용 전사용지 및 이의 제조방법 | |
| JP2012101526A (ja) | カラー画像転写方法 |