JP3545648B2 - タイル整列方法 - Google Patents
タイル整列方法 Download PDFInfo
- Publication number
- JP3545648B2 JP3545648B2 JP17199999A JP17199999A JP3545648B2 JP 3545648 B2 JP3545648 B2 JP 3545648B2 JP 17199999 A JP17199999 A JP 17199999A JP 17199999 A JP17199999 A JP 17199999A JP 3545648 B2 JP3545648 B2 JP 3545648B2
- Authority
- JP
- Japan
- Prior art keywords
- tile
- pallet
- bond
- tiles
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Landscapes
- Finishing Walls (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Description
【0001】
【発明の属する技術分野】
本発明はタイル整列方法に関し、より詳しくは所定の配列に並べたタイルの隣接するもの同士をボンドで連結するタイル整列方法に関する。
【0002】
【従来の技術】
内外装用タイル張り工事の施工方法として、目地枠を設けたタイル整列用パレットに複数枚のタイルを表面を上にして載置して所定の目地幅に整列し、タイル表面に紙製のタイル連結用シートを糊で貼着して一群のタイルに連結し、そのまま浴室等の床やビルの壁面に張り付ける工法が広く行われている。
【0003】
【発明が解決しようとする課題】
従来の紙製シートでタイルを連結する方法では、連結用の紙製シートをタイル裏面に貼着した場合、モルタルへの押圧面の大部分が平滑な紙製シートで覆われることになり、そのためモルタルの接着力が低下し、タイルが壁面から剥がれ易くなる。従って、紙製シートでタイルを連結するにはタイルの表面に紙製シートを貼着する必要がある。
しかしながら、タイルの表面に紙製の連結用シートを貼着した場合、壁面にタイルを張り付けた後、同シートをタイルの表面から剥がす作業が不可欠となり、施工コストが高くなるだけでなく、剥したシートが廃材となってゴミ量の増大をもたらす。
また、紙製の連結シートをタイルに貼着したまま長期間放置すると、接着剤の糊が変質するので、タイルを壁面に張り付けた後に同シートを剥がすとき、剥がれ難く、作業が甚だ面倒である。
本発明はかかる点に鑑み、紙製シートに代わるタイル連結手段としてボンドを使用し、所定の配列に並べたタイルの隣接するもの同士をボンドで連結するタイル整列方法を提供することを目的とする。
【0004】
【課題を解決するための手段】
請求項1に記載の発明は、タイルが一枚づつ載置される区画を目地枠で表面の複数箇所に形成するとともに隣接する区画を連通する連通部を形成し、かつ表面に離型材をコーティングしたタイル整列用パレットの前記各連通部にボンドを塗布し、次いで前記各区画にタイルを裏側を下にして載置して複数枚のタイルを所定の配列で並べるとともに前記塗布したボンドで隣接するタイルを連結し、次いで前記ボンドを乾燥固化した後、各タイルを前記パレットから取り外すことを特徴とする
【0005】
【発明の作用・効果】
本発明によれば、パレット内のタイルは裏側に付着したボンドで連結されるので、タイルを壁面に張り付けた後にボンドを除去する手間を省くことができる。また、タイルの連結手段として紙製シートを使用しないので、タイルを壁面に張り付けた後のシートを剥がす作業を省略できるだけでなく、シートの廃材も出ないので、ゴミ量の増加を防止できる。
また、ボンドが十分に乾燥固化しない状態でパレットをコンベア等で次の工程へ搬送したり、積み重ねても目地枠によってタイルが位置決めされているので、タイルがずれるて整列が乱れるのを防止できる。
また、パレット表面に離型材をコーティングしたので、タイルがボンドでパレットに接着されるのを防止でき、ボンドで連結したタイルをパレットから簡単に取り外すことができる。
【0006】
【発明の実施の形態】
以下に本発明を図面に基づき説明するに、図1及び図2には本発明の実施に用いられるタイル整列用パレット10が示されている。当該パレット10は硬質プラスチックで成形したもので、外枠11と、外枠11から内側に突出する短寸の目地枠12と、十字形の目地枠13が設けられ、これら3種類の枠11,12,13によって、長方形のタイルTが一枚づつ納まる区画14が縦に6区画、横に3区画分形成されている。
各区画14の中央部にはパレット10に載置して区画10に収めたタイルTを押し出すためのノックピンを挿通することのできる長方形の開口15が形成されている。隣接する区画14の間には長短2種類の連通部16,17が形成されている。パレット10の区画14を形成した表面には離型性に優れたテフロンコーティング18が施されている。
【0007】
図3には、タイル整列用パレット10の連通部16,17にボンドを塗布するボンド塗布装置20の一例が示されている。
当該ボンド塗布装置20は機台21の上部に固定したベースプレート22に立設したスライドベアリング23と、スライドベアリング23に摺動可能に嵌合したシャフト24と、ベースプレート22に立設したアクチュエーター25と、シャフト24の下端部に連結して上下方向に移動可能にベースプレート22に支持し、アクチュエーター25のピストンロッド26を連結した可動プレート27と、可動プレート27に垂設した複数のノズル28と、ボンド槽29と、ボンド槽29のボンドBをノズル27へ供給するポンプ30及びポンプ30とノズル28間に設けた制御弁31を備ている。
【0008】
ボンド塗布装置20の構造は以上の通りであって、タイル整列用パレット10をベルトコンベア32で装置20のボンド塗布ステーションS1に送り込み、パレット10がボンド塗布ステーションS1に到着したらベルトコンベア32を止める。アクチュエーター25を作動して可動プレート27を下降させ、ノズル28の先端をパレット10の連通部に接近させ、制御弁31を開いてボンド槽29のボンドBをポンプ30でノズル28へ圧送し、ノズル28の先端から吐出して、パレット10の表面に塗布する。ノズル28はパレット10の連通部16,17に対向するように配列されているので、ノズル28から吐出したボンドBが連通部に塗布される。
ボンドBをノズル28から吐出してパレット10の連通部16,17に塗布した後、制御弁31を閉じ、アクチュエーター25により可動プレート27を上昇させ、ノズル28をパレット10から離す。
【0009】
ボンドを塗布したパレットはベルトコンベア32によってタイル整列装置40へ搬送され、同装置40によりパレット10の各区画14にタイルTが一枚づつ載置される。
図4及び図5には、タイル整列装置40の一例が示されている。当該タイル整列装置40はベルトコンベア32で搬送されて来たタイル整列用パレット10にタイルTを載置するタイル載置ステーションS2と、パレット10に載置されるタイルTがコンベア33で送り込まれるタイル補給ステーションS3との間を水平に往復移動するスライドプレート41を備えている。
スライドプレート41は機台42の上部に敷設した一対のレール上に設置されている。機台42の上部4隅にはローラー44,45が取り付けられ、前後のローラー44,45間にタイミングベルト46が掛けられている。各ベルト46にスライドプレートが41連結されている。後側ローラー45は共通のシャフト47で機台42に取り付けられ、シャフト47が機台42の側面に固設したモーター48に連結されている。
スライドプレート41はモーター48を作動してタイミングベルト46を駆動すると、レール43に沿って水平に往復移動する。
【0010】
スライドプレート41の上面にアクチュエーター49と一対のスライド軸受50が固定され、軸受50に挿通したスライドシャフト51の下端部に昇降プレート52が連結され、アクチュエーター49のロッド53が昇降プレート52に連結されている。昇降プレート52の下面に複数の吸盤54が垂設されている。吸盤54は整列用パレット10の各区画14に対向するように所定の配列に並べられている。昇降プレート52はアクチュエーター49により昇降し、それに伴い吸盤54が上下動する。各吸盤54は機台42に固定した真空ポンプ55に接続され、吸盤54と真空ポンプ55の間に両者間を導通、遮断する制御弁56が設けられている。
【0011】
タイル整列装置40の構造は以上の通りであって、タイル補給ステーションS3において、アクチュエーター49を作動して昇降プレート52を昇降し、タイルTの表面を吸盤54で吸着する。モーター48を作動してスライドプレート41をレール43に沿って水平に移動させ、タイル整列ステーションS2に止まっているタイル整列用パレット10の上で停止する。アクチュエーター49を作動して吸盤54を下降させ、ロッド53の下降端で制御弁56を閉じて吸盤54と真空ポンプ55を遮断し、吸盤54からタイルTを離してパレット10の各区画14内に載置する。タイルTをパレット10に載置した後、再びアクチュエーター49で吸盤54を上昇してパレット10から離し、モーター48でスライドプレート41を移動してタイル補給ステーションS3へ戻す。
以上の動作によりタイルTが表面を上にしてタイル整列用パレット10の各区画14に収められ、縦6列、横3列に整列される。パレット10の連通部16,17にはボンド塗布装置20により予めボンドBが塗布されているので、図6に模式的に図示するように、隣接するタイルTの裏側にボンドBが付着し、両タイルTが連結される。
【0012】
ついで、ベルトコンベア32を再稼働してタイル整列用パレット10を乾燥ステーション(図示略)へ搬送し、同ステーションにおいて乾燥機から送風される熱風によりタイルTに付着したボンドBを乾燥固化する。乾燥機の熱風はタイル整列用パレット10に形成した開口15を通って、各区画14に載置されているタイルTに吹き付けるので、ボンドBに熱が効率良く伝わり、短時間でボンドBが乾燥固化する。
【0013】
ボンドBの乾燥固化後、ベルトコンベア32でタイル整列用パレット10をタイル取り外しステーションS4へ搬送され、同ステーションに設置したタイル取り外し装置60によってパレット10から取り外される。
図7に示すように、取り外し装置60の機台61には、スライド軸受62が固定され、該軸受62に挿通したシャフト63の先端に、ノックピン64を立設したプレート65が固着されている。ノックピン64はタイル整列用パレット10の各開口15に対向するように配置されている。
機台61にはアクチュエーター66が固設され、該アクチュエーター66のピストンロッド67がプレート65に連結されている。
アクチュエーター66を作動させると、ノックピン64が上昇し、タイル整列用パレット10の開口15を通って同パレット10の各区画14に載置されているタイルTを押し上げるので、ボンドBで連結されたタイルTがパレット10から外れる。
【0014】
本発明に係るタイル整列方法によれば、連通部16,17に予めボンドBを塗布しておいて、各区画14に一枚づつタイルTを裏側を下にして載置すると、複数のタイルTが所定の配列、例えば縦6枚、横3枚に整列され、同時に連通部16,17を通してボンドBが隣接する両区画間14に拡散し、各区画14に載置したタイルTに付着し、隣接するタイルT同士がボンドBによって連結される。
こうしてパレット10内のタイルTは裏側に付着したボンドBで連結されるので、タイルTを壁面に張り付けた後にボンドBを除去する手間を省くことができる。また、タイルTの連結手段として紙製シートを使用しないので、タイルTを壁面に張り付けた後のシートを剥がす作業を省略できるだけでなく、シートの廃材も出ないので、ゴミ量の増加を防止できる。
また、ボンドBが十分に乾燥固化しない状態でパレット10をコンベア32等で次の工程へ搬送したり、積み重ねても目地枠12,13によってタイルTが位置決めされているので、タイルTがずれて整列が乱れるのを防止できる。
パレット10表面にはテフロンコーティング18を施したので、タイルTがパレット10に接着されるのを防止でき、ボンドBで連結したタイルTをパレット10から簡単に取り外すことができる。
パレット10の区画14に開口15を形成したので、パレット10に載置してボンドBで連結したタイルTを取り出すとき、開口15にノックピン64を通してタイルTを押し上げ、パレット10から取り外すことができる。また、タイルTに付着したボンドBを熱風で乾燥するとき、タイルTが開口15を通して熱風に直接晒されるので、効率的にボンドBを乾燥できる。
【0015】
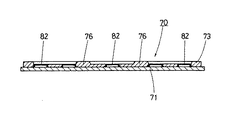
次に、図8ないし図10に本発明の実施に用いられる他の実施形態に係るタイル整列用パレット70を図示する。
当該パレット70はアルミプレート71と、アルミプレート71に皿ビス72で固着した硬質プラスチック成形品の目地盤73から成り、目地盤73には外枠74と、外枠74から内側に突出する短寸の目地枠75と、十字形の目地枠76及びT字形の目地枠77が凸設され、これら4種類の目地枠74〜77によって、長方形のタイルTが一枚づつ納まる区画78が縦に6区画、横に3区画分形成されて、かつ隣接する区画78の連通部に長短2種類の連通部79,80が形成されている。
図10に示すように、連通部78,79には円形の嵌合凹部81が形成され、該嵌合凹部81に皿状のプレート82を嵌合して目地盤73で抜け止めされている。このプレート82は薄い鉄板のプレス成形品で、表面にテフロンコーティングが施されている。
【0016】
タイル整列用パレット70の構造は以上の通りであって、予めボンドをプレート82に塗布しておき、タイルTを各区画78に載置して整列すれば、隣接するタイルTがボンドで連結されると共に、プレート82のテフロンコーティングの働きによりタイルTがパレット70に接着するのを防止できる。
しかして本実施形態に係るタイル整列用パレット70を用いた場合、プラスチック成形品の目地盤73とは別体の鉄製プレート82の表面にテフロンコーティングを施したので、テフロンコーティングが剥離し難く長期間にわたりパレット70の離型性を良好に保持し、タイルTがボンドでパレット70に接着するのを防止できる。
なお、皿状プレート82に代えて、テフロン製の円盤を嵌合凹部81に嵌着してもタイルTの接着を防止できる。
【図面の簡単な説明】
【図1】本発明の実施に用いられるタイル整列用パレットを示す平面図である。
【図2】図1の2−2線から切断した断面図である。
【図3】タイル整列用パレットにボンドを塗布するボンド塗布装置を示す正面図である。
【図4】タイル整列用パレットにタイルを載置するタイル整列装置を示す正面図である。
【図5】タイル整列装置を示す平面図である。
【図6】ボンドで連結したタイルの裏面を模式的に示す平面図である。
【図7】タイルをパレットから取り外すための取り外し装置を示す平面図である。
【図8】本発明の実施に用いられる他のタイル整列用パレットを示す平面図である。
【図9】図10の9−9線から切断した断面図である。
【図10】図8に示すタイル整列用パレットの部分拡大断面図である。
【符号の説明】
10,70…タイル整列用パレット、12,13,75,76,77…目地枠、14,78…区画、15…開口、16,17,79,80…連通部、18…テフロンコーティング、81…嵌合凹部、82…プレート。
【発明の属する技術分野】
本発明はタイル整列方法に関し、より詳しくは所定の配列に並べたタイルの隣接するもの同士をボンドで連結するタイル整列方法に関する。
【0002】
【従来の技術】
内外装用タイル張り工事の施工方法として、目地枠を設けたタイル整列用パレットに複数枚のタイルを表面を上にして載置して所定の目地幅に整列し、タイル表面に紙製のタイル連結用シートを糊で貼着して一群のタイルに連結し、そのまま浴室等の床やビルの壁面に張り付ける工法が広く行われている。
【0003】
【発明が解決しようとする課題】
従来の紙製シートでタイルを連結する方法では、連結用の紙製シートをタイル裏面に貼着した場合、モルタルへの押圧面の大部分が平滑な紙製シートで覆われることになり、そのためモルタルの接着力が低下し、タイルが壁面から剥がれ易くなる。従って、紙製シートでタイルを連結するにはタイルの表面に紙製シートを貼着する必要がある。
しかしながら、タイルの表面に紙製の連結用シートを貼着した場合、壁面にタイルを張り付けた後、同シートをタイルの表面から剥がす作業が不可欠となり、施工コストが高くなるだけでなく、剥したシートが廃材となってゴミ量の増大をもたらす。
また、紙製の連結シートをタイルに貼着したまま長期間放置すると、接着剤の糊が変質するので、タイルを壁面に張り付けた後に同シートを剥がすとき、剥がれ難く、作業が甚だ面倒である。
本発明はかかる点に鑑み、紙製シートに代わるタイル連結手段としてボンドを使用し、所定の配列に並べたタイルの隣接するもの同士をボンドで連結するタイル整列方法を提供することを目的とする。
【0004】
【課題を解決するための手段】
請求項1に記載の発明は、タイルが一枚づつ載置される区画を目地枠で表面の複数箇所に形成するとともに隣接する区画を連通する連通部を形成し、かつ表面に離型材をコーティングしたタイル整列用パレットの前記各連通部にボンドを塗布し、次いで前記各区画にタイルを裏側を下にして載置して複数枚のタイルを所定の配列で並べるとともに前記塗布したボンドで隣接するタイルを連結し、次いで前記ボンドを乾燥固化した後、各タイルを前記パレットから取り外すことを特徴とする
【0005】
【発明の作用・効果】
本発明によれば、パレット内のタイルは裏側に付着したボンドで連結されるので、タイルを壁面に張り付けた後にボンドを除去する手間を省くことができる。また、タイルの連結手段として紙製シートを使用しないので、タイルを壁面に張り付けた後のシートを剥がす作業を省略できるだけでなく、シートの廃材も出ないので、ゴミ量の増加を防止できる。
また、ボンドが十分に乾燥固化しない状態でパレットをコンベア等で次の工程へ搬送したり、積み重ねても目地枠によってタイルが位置決めされているので、タイルがずれるて整列が乱れるのを防止できる。
また、パレット表面に離型材をコーティングしたので、タイルがボンドでパレットに接着されるのを防止でき、ボンドで連結したタイルをパレットから簡単に取り外すことができる。
【0006】
【発明の実施の形態】
以下に本発明を図面に基づき説明するに、図1及び図2には本発明の実施に用いられるタイル整列用パレット10が示されている。当該パレット10は硬質プラスチックで成形したもので、外枠11と、外枠11から内側に突出する短寸の目地枠12と、十字形の目地枠13が設けられ、これら3種類の枠11,12,13によって、長方形のタイルTが一枚づつ納まる区画14が縦に6区画、横に3区画分形成されている。
各区画14の中央部にはパレット10に載置して区画10に収めたタイルTを押し出すためのノックピンを挿通することのできる長方形の開口15が形成されている。隣接する区画14の間には長短2種類の連通部16,17が形成されている。パレット10の区画14を形成した表面には離型性に優れたテフロンコーティング18が施されている。
【0007】
図3には、タイル整列用パレット10の連通部16,17にボンドを塗布するボンド塗布装置20の一例が示されている。
当該ボンド塗布装置20は機台21の上部に固定したベースプレート22に立設したスライドベアリング23と、スライドベアリング23に摺動可能に嵌合したシャフト24と、ベースプレート22に立設したアクチュエーター25と、シャフト24の下端部に連結して上下方向に移動可能にベースプレート22に支持し、アクチュエーター25のピストンロッド26を連結した可動プレート27と、可動プレート27に垂設した複数のノズル28と、ボンド槽29と、ボンド槽29のボンドBをノズル27へ供給するポンプ30及びポンプ30とノズル28間に設けた制御弁31を備ている。
【0008】
ボンド塗布装置20の構造は以上の通りであって、タイル整列用パレット10をベルトコンベア32で装置20のボンド塗布ステーションS1に送り込み、パレット10がボンド塗布ステーションS1に到着したらベルトコンベア32を止める。アクチュエーター25を作動して可動プレート27を下降させ、ノズル28の先端をパレット10の連通部に接近させ、制御弁31を開いてボンド槽29のボンドBをポンプ30でノズル28へ圧送し、ノズル28の先端から吐出して、パレット10の表面に塗布する。ノズル28はパレット10の連通部16,17に対向するように配列されているので、ノズル28から吐出したボンドBが連通部に塗布される。
ボンドBをノズル28から吐出してパレット10の連通部16,17に塗布した後、制御弁31を閉じ、アクチュエーター25により可動プレート27を上昇させ、ノズル28をパレット10から離す。
【0009】
ボンドを塗布したパレットはベルトコンベア32によってタイル整列装置40へ搬送され、同装置40によりパレット10の各区画14にタイルTが一枚づつ載置される。
図4及び図5には、タイル整列装置40の一例が示されている。当該タイル整列装置40はベルトコンベア32で搬送されて来たタイル整列用パレット10にタイルTを載置するタイル載置ステーションS2と、パレット10に載置されるタイルTがコンベア33で送り込まれるタイル補給ステーションS3との間を水平に往復移動するスライドプレート41を備えている。
スライドプレート41は機台42の上部に敷設した一対のレール上に設置されている。機台42の上部4隅にはローラー44,45が取り付けられ、前後のローラー44,45間にタイミングベルト46が掛けられている。各ベルト46にスライドプレートが41連結されている。後側ローラー45は共通のシャフト47で機台42に取り付けられ、シャフト47が機台42の側面に固設したモーター48に連結されている。
スライドプレート41はモーター48を作動してタイミングベルト46を駆動すると、レール43に沿って水平に往復移動する。
【0010】
スライドプレート41の上面にアクチュエーター49と一対のスライド軸受50が固定され、軸受50に挿通したスライドシャフト51の下端部に昇降プレート52が連結され、アクチュエーター49のロッド53が昇降プレート52に連結されている。昇降プレート52の下面に複数の吸盤54が垂設されている。吸盤54は整列用パレット10の各区画14に対向するように所定の配列に並べられている。昇降プレート52はアクチュエーター49により昇降し、それに伴い吸盤54が上下動する。各吸盤54は機台42に固定した真空ポンプ55に接続され、吸盤54と真空ポンプ55の間に両者間を導通、遮断する制御弁56が設けられている。
【0011】
タイル整列装置40の構造は以上の通りであって、タイル補給ステーションS3において、アクチュエーター49を作動して昇降プレート52を昇降し、タイルTの表面を吸盤54で吸着する。モーター48を作動してスライドプレート41をレール43に沿って水平に移動させ、タイル整列ステーションS2に止まっているタイル整列用パレット10の上で停止する。アクチュエーター49を作動して吸盤54を下降させ、ロッド53の下降端で制御弁56を閉じて吸盤54と真空ポンプ55を遮断し、吸盤54からタイルTを離してパレット10の各区画14内に載置する。タイルTをパレット10に載置した後、再びアクチュエーター49で吸盤54を上昇してパレット10から離し、モーター48でスライドプレート41を移動してタイル補給ステーションS3へ戻す。
以上の動作によりタイルTが表面を上にしてタイル整列用パレット10の各区画14に収められ、縦6列、横3列に整列される。パレット10の連通部16,17にはボンド塗布装置20により予めボンドBが塗布されているので、図6に模式的に図示するように、隣接するタイルTの裏側にボンドBが付着し、両タイルTが連結される。
【0012】
ついで、ベルトコンベア32を再稼働してタイル整列用パレット10を乾燥ステーション(図示略)へ搬送し、同ステーションにおいて乾燥機から送風される熱風によりタイルTに付着したボンドBを乾燥固化する。乾燥機の熱風はタイル整列用パレット10に形成した開口15を通って、各区画14に載置されているタイルTに吹き付けるので、ボンドBに熱が効率良く伝わり、短時間でボンドBが乾燥固化する。
【0013】
ボンドBの乾燥固化後、ベルトコンベア32でタイル整列用パレット10をタイル取り外しステーションS4へ搬送され、同ステーションに設置したタイル取り外し装置60によってパレット10から取り外される。
図7に示すように、取り外し装置60の機台61には、スライド軸受62が固定され、該軸受62に挿通したシャフト63の先端に、ノックピン64を立設したプレート65が固着されている。ノックピン64はタイル整列用パレット10の各開口15に対向するように配置されている。
機台61にはアクチュエーター66が固設され、該アクチュエーター66のピストンロッド67がプレート65に連結されている。
アクチュエーター66を作動させると、ノックピン64が上昇し、タイル整列用パレット10の開口15を通って同パレット10の各区画14に載置されているタイルTを押し上げるので、ボンドBで連結されたタイルTがパレット10から外れる。
【0014】
本発明に係るタイル整列方法によれば、連通部16,17に予めボンドBを塗布しておいて、各区画14に一枚づつタイルTを裏側を下にして載置すると、複数のタイルTが所定の配列、例えば縦6枚、横3枚に整列され、同時に連通部16,17を通してボンドBが隣接する両区画間14に拡散し、各区画14に載置したタイルTに付着し、隣接するタイルT同士がボンドBによって連結される。
こうしてパレット10内のタイルTは裏側に付着したボンドBで連結されるので、タイルTを壁面に張り付けた後にボンドBを除去する手間を省くことができる。また、タイルTの連結手段として紙製シートを使用しないので、タイルTを壁面に張り付けた後のシートを剥がす作業を省略できるだけでなく、シートの廃材も出ないので、ゴミ量の増加を防止できる。
また、ボンドBが十分に乾燥固化しない状態でパレット10をコンベア32等で次の工程へ搬送したり、積み重ねても目地枠12,13によってタイルTが位置決めされているので、タイルTがずれて整列が乱れるのを防止できる。
パレット10表面にはテフロンコーティング18を施したので、タイルTがパレット10に接着されるのを防止でき、ボンドBで連結したタイルTをパレット10から簡単に取り外すことができる。
パレット10の区画14に開口15を形成したので、パレット10に載置してボンドBで連結したタイルTを取り出すとき、開口15にノックピン64を通してタイルTを押し上げ、パレット10から取り外すことができる。また、タイルTに付着したボンドBを熱風で乾燥するとき、タイルTが開口15を通して熱風に直接晒されるので、効率的にボンドBを乾燥できる。
【0015】
次に、図8ないし図10に本発明の実施に用いられる他の実施形態に係るタイル整列用パレット70を図示する。
当該パレット70はアルミプレート71と、アルミプレート71に皿ビス72で固着した硬質プラスチック成形品の目地盤73から成り、目地盤73には外枠74と、外枠74から内側に突出する短寸の目地枠75と、十字形の目地枠76及びT字形の目地枠77が凸設され、これら4種類の目地枠74〜77によって、長方形のタイルTが一枚づつ納まる区画78が縦に6区画、横に3区画分形成されて、かつ隣接する区画78の連通部に長短2種類の連通部79,80が形成されている。
図10に示すように、連通部78,79には円形の嵌合凹部81が形成され、該嵌合凹部81に皿状のプレート82を嵌合して目地盤73で抜け止めされている。このプレート82は薄い鉄板のプレス成形品で、表面にテフロンコーティングが施されている。
【0016】
タイル整列用パレット70の構造は以上の通りであって、予めボンドをプレート82に塗布しておき、タイルTを各区画78に載置して整列すれば、隣接するタイルTがボンドで連結されると共に、プレート82のテフロンコーティングの働きによりタイルTがパレット70に接着するのを防止できる。
しかして本実施形態に係るタイル整列用パレット70を用いた場合、プラスチック成形品の目地盤73とは別体の鉄製プレート82の表面にテフロンコーティングを施したので、テフロンコーティングが剥離し難く長期間にわたりパレット70の離型性を良好に保持し、タイルTがボンドでパレット70に接着するのを防止できる。
なお、皿状プレート82に代えて、テフロン製の円盤を嵌合凹部81に嵌着してもタイルTの接着を防止できる。
【図面の簡単な説明】
【図1】本発明の実施に用いられるタイル整列用パレットを示す平面図である。
【図2】図1の2−2線から切断した断面図である。
【図3】タイル整列用パレットにボンドを塗布するボンド塗布装置を示す正面図である。
【図4】タイル整列用パレットにタイルを載置するタイル整列装置を示す正面図である。
【図5】タイル整列装置を示す平面図である。
【図6】ボンドで連結したタイルの裏面を模式的に示す平面図である。
【図7】タイルをパレットから取り外すための取り外し装置を示す平面図である。
【図8】本発明の実施に用いられる他のタイル整列用パレットを示す平面図である。
【図9】図10の9−9線から切断した断面図である。
【図10】図8に示すタイル整列用パレットの部分拡大断面図である。
【符号の説明】
10,70…タイル整列用パレット、12,13,75,76,77…目地枠、14,78…区画、15…開口、16,17,79,80…連通部、18…テフロンコーティング、81…嵌合凹部、82…プレート。
Claims (1)
- タイルが一枚づつ載置される区画を目地枠で表面の複数箇所に形成するとともに隣接する区画を連通する連通部を形成し、かつ表面に離型材をコーティングしたタイル整列用パレットの前記各連通部にボンドを塗布し、次いで前記各区画にタイルを裏側を下にして載置して複数枚のタイルを所定の配列で並べるとともに前記塗布したボンドで隣接するタイルを連結し、次いで前記ボンドを乾燥固化した後、各タイルを前記パレットから取り外すことを特徴とするタイル整列方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP17199999A JP3545648B2 (ja) | 1998-10-29 | 1999-06-18 | タイル整列方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30808098 | 1998-10-29 | ||
| JP10-308080 | 1998-10-29 | ||
| JP17199999A JP3545648B2 (ja) | 1998-10-29 | 1999-06-18 | タイル整列方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000199327A JP2000199327A (ja) | 2000-07-18 |
| JP3545648B2 true JP3545648B2 (ja) | 2004-07-21 |
Family
ID=26494513
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP17199999A Expired - Fee Related JP3545648B2 (ja) | 1998-10-29 | 1999-06-18 | タイル整列方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3545648B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101258995B1 (ko) * | 2010-04-14 | 2013-04-29 | 이현배쓰(주) | 다양한 타일 패턴의 구성이 가능한 타일패널 제조용 지그 |
| CN118458087A (zh) * | 2024-04-24 | 2024-08-09 | 浙江威星智能仪表股份有限公司 | 一种用于放置超声波燃气表阀门的托盘 |
-
1999
- 1999-06-18 JP JP17199999A patent/JP3545648B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000199327A (ja) | 2000-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113814125B (zh) | 一种复合板生产用上料、涂胶、压合一体设备 | |
| CN108137251B (zh) | 用于运送膜的设备和方法 | |
| JP3545648B2 (ja) | タイル整列方法 | |
| CN103069176B (zh) | 用于在矩阵上放置粘合剂元件的方法及其装置 | |
| JP2839069B2 (ja) | 役物用タイル片の自動接着装置 | |
| CN114434870B (zh) | 一种一体化包装制品自动包装设备 | |
| JP3564020B2 (ja) | 紙箱の蓋閉め装置 | |
| JP2002160210A (ja) | タイルシート成形方法及びタイルシート成形用パレット | |
| JPH0470462A (ja) | カーペットタイル施工法および施工台車 | |
| JP2000303661A (ja) | タイル連結装置 | |
| JP3350160B2 (ja) | パネル用面材貼付装置 | |
| JP2700752B2 (ja) | 裏棧貼り付け装置 | |
| JPH0694717B2 (ja) | 床タイルユニット及びその製造方法 | |
| KR100310482B1 (ko) | 스톤판넬의 제조방법 및 그 장치 | |
| JPS5856285Y2 (ja) | タイルユニツト | |
| JP2575683Y2 (ja) | タイルの枠体への自動切出装置 | |
| JPS6294340A (ja) | タイル連結片の接着剤塗布装置 | |
| JPH08197349A (ja) | 外壁コーナー部材の製造方法 | |
| JPH0715690Y2 (ja) | タイル整列用パレット | |
| JPH078190Y2 (ja) | 積層体貼り合わせ装置 | |
| JP3016623B2 (ja) | タイルパック製造装置 | |
| JP3024130U (ja) | 幅ハギ機に対する木材供給装置 | |
| JPH085152Y2 (ja) | 素焼素地の移載装置 | |
| JP3210541B2 (ja) | 外壁コーナー部材の製造方法 | |
| JPH0557877B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040113 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040223 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040406 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040408 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |