JP3551739B2 - 圧延ロールのクラック探傷方法 - Google Patents
圧延ロールのクラック探傷方法 Download PDFInfo
- Publication number
- JP3551739B2 JP3551739B2 JP35284297A JP35284297A JP3551739B2 JP 3551739 B2 JP3551739 B2 JP 3551739B2 JP 35284297 A JP35284297 A JP 35284297A JP 35284297 A JP35284297 A JP 35284297A JP 3551739 B2 JP3551739 B2 JP 3551739B2
- Authority
- JP
- Japan
- Prior art keywords
- flaw detection
- roll
- rolling
- sensor
- eddy current
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2267/00—Roll parameters
- B21B2267/24—Roll wear
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Investigating Or Analyzing Materials By The Use Of Magnetic Means (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、圧延機内のスリーブ式圧延ロールの表面に発生するクラック、特にロール軸方向に発生するクラックを探傷する探傷方法に関するものである。
【0002】
【従来の技術と発明が解決しようとする課題】
鋼板等の圧延機においては、圧延ロールのコスト削減および胴部の材質の高合金化による耐摩耗性・耐クラック性の向上を図るため、スリーブ式圧延ロールが使用されている。
【0003】
このスリーブ式圧延ロールの問題点として、圧延中、絞り込み等の圧延トラブルやロール製造時のロール品質不備により、クラックが発生進展してスリーブ全体が軸方向に割れることがある。クラックの進展速度は急速で胴全長のスリーブ全体に一気に発生する。割れた当初はクラックの開口が少なく、ロール軸にスリーブが固定されたままの状態のため、知らずに圧延が続行されることがあり、製品にロール疵が転写され、大量に製品不良を生ずる危険性がある。
【0004】
また、4重式圧延機等におけるスリーブ式ワークロールの場合のスリーブ材質としては、高クロム鋳鋼が使用されるが、耐摩耗性向上を狙いCr、V、W等の高合金を添加したハイス(高速度鋼)が使用されることもあり、特にこのハイスの場合、ロール表面の圧縮残留応力が高いため、クラックの開口がより少なく、スリーブ割れの発見がより困難である。
【0005】
このようなスリーブ割れ対策として、特開昭60−252255号公報には、磁気センサーによるクラック検出方法が提案されている。これは、スリーブロールの表面端部に磁気センサーを取付け、磁気センサーに 1.5〜2.5 KHzの周波数を印加し、磁気センサーからの出力信号を処理して圧延中にロール軸方向のクラックを検出するものであるが、検出感度を得るためセンサーをロール表面に接触させているため、センサーの寿命が短いという問題があった。
【0006】
また、圧延ロールのスポーリング防止技術として、特開昭55−128304号公報に渦流式探傷法を用いた装置が提案されている。これは、渦流式探傷センサーをロール表面に沿ってロール軸方向にスキャンニングさせ、圧延中または圧延の間隙を利用してロール全面を探傷するものであるが、この方法では、設備が複雑で高価となり、設備保守も大変であり、コストがかかる問題がある。
【0007】
本発明は、前述のような問題点を解消するためになされたもので、その目的は、スリーブ式圧延ロールのクラックを探傷する装置の耐久性を向上させることができ、設備も簡便で安価なものとすることができると共に、クラックの探傷精度を高めることのできる圧延ロールのクラック探傷方法を提供することにある。
【0008】
【課題を解決するための手段】
上記目的を達成するため、本発明の圧延ロールのクラック探傷方法は、圧延機内に組み込まれたスリーブ式圧延ロールの表面におけるクラックを探傷する方法において、図1〜図4に示すように、渦流式探傷センサーをエアシリンダのピストンロッドの伸出と収縮により圧延ロールの表面に対して進退移動させる機構と、ロールの円周方向に間隔をおいて配設されロール表面を転動する間隔保持ローラーを支持ブラケットの両端部にそれぞれ取り付け、センサーヘッドを支持ブラケットの中央部に取り付け、センサーヘッドおよび支持ブラケットをセンサーヘッドピンにより支持部材に回転自在に支持させてなり、センサーヘッドに設けられた渦流式探傷センサーを圧延ロールの表面に対して所定の距離をおいてセットする機構と、渦流式探傷センサーの圧延ロールの表面に対する位置を調整して保持する機構と、クラック探傷の開始および停止を行う機能と、探傷信号を判定して設定値を超えると警報を発生させる機能を備えたクラック探傷装置を圧延機の入側または出側の未通板部の位置にのみ設置し、渦流式探傷センサーを探傷時に退避位置から進出させてスリーブ式圧延ロールの表面の未通板部に接近させ、間隔保持ローラーをロールの表面に接触させることにより渦流式探傷センサーとロール表面の間隔を一定に保持した状態で未通板部の探傷を行い、探傷終了後、渦流式探傷センサーを探傷位置から後退させ、ロール表面の未通板部を探傷することにより、スリーブ割れを検出することを特徴とする。
【0011】
以上のような構成において、渦流式探傷センサーを測定時のみ接近させ、かつ間隔保持ローラーにより渦流式探傷センサーと圧延ロール表面との距離を一定に保持して非接触式で探傷を行うことにより、装置の耐久性を向上させることができる。また、圧延ロールの未通板部(未圧延部)を探傷することにより、センサースキャンニングが不要となり、設備も簡便で安価なものとすることができると共に、割れ時のS/N比を高くとることができ、ハイス等の残留応力が高く、クラックの開口が小さい場合でも、精度良くクラックを探傷することが可能となる。
【0012】
【発明の実施の形態】
以下、本発明を図示する実施の形態に基づいて詳細に説明する。これは、4重式圧延機のスリーブ式のワークロールのクラック探傷に適用した例である。図1、図2は、本発明のクラック探傷装置の圧延機への設置状況を示したものである。図3、図4は、本発明のクラック探傷装置の先端のセンサー部分を示したものである。図5は本発明の探傷警報フローを示す。
【0013】
図1、図2において、4重式圧延機1は、ミルハウジング2内に上下一対のワークロール3と、このワークロールをバックアップする上下一対のバックアップロール4を配設して構成されており、このような圧延機1の入側または出側における未通板部の位置に、本発明のクラック探傷装置10が設置される。
【0014】
本発明のクラック探傷装置10は、大別して、渦流式探傷センサー11を下ワークロール3Lの表面に対して進退移動させる駆動機構Aと、渦流式探傷センサー11を下ワークロール3Lの表面に対して所定の距離をおいてセットするセンサー間隔保持機構Bと、渦流式探傷センサー11の下ワークロール3Lの表面に対する位置を調整して保持するセンサー位置調整固定機構Cと、クラック探傷の開始および停止を行う探傷開始・停止機能Dと、探傷信号を判定して設定値を超えると警報を発生させる欠陥判定機能Eを備えている。
【0015】
なお、渦流式探傷センサーは、測定対象(金属体)が検出コイルに接近したときに起きるコイルのインピーダンス変化を利用して微小変位を非接触で測定するセンサーであり、精度の良い測定が可能で耐環境性が良いなどから、本発明では、この渦流式探傷センサーを用いる。
【0016】
駆動機構Aは、図1に示すように、センサーヘッド12が先端に取付けられるガイド13と、このガイド13を下ワークロール3Lの表面に対して進退移動自在に案内支持する案内コロ14と、この案内コロ14が内部に取付けられる支持筒体15と、ガイド13を進退させるアクチュエータとしてのエアシリンダ16を有している。
【0017】
案内コロ14は、支持筒体15の内部の上面および下面に長手方向に間隔をおいて複数取付けられており、ガイド13を支持筒体15内に収納可能で、かつ支持筒体15から先端部が突出可能とされている。ガイド13も筒体であり、支持筒体15の下部内面にエアシリンダ16のシリンダ基部がピン着され、ピストンロッド先端がガイド13の上部内面にピン着される。支持筒体15は、センサーヘッド12が下ワークロール3Lの表面に斜め下から接近・離隔するように、支持架台17に斜めに取付けられている。
【0018】
従って、エアシリンダ16のピストンロッドを伸出させることにより、渦流式探傷センサー11が、下バックアップロール4Lの側方に退避している状態から斜め上方に進出し、下ワークロール3Lの表面に接近して後述するような探傷可能な位置にセットされる。探傷終了後、エアシリンダ16のピストンロッドを収縮させることにより、渦流式探傷センサー11が斜め下方に後退して元の退避状態に戻る。
【0019】
センサー間隔保持機構Bは、図3、図4に示すように、下ワークロール3Lの円周方向に間隔をおいて一対で配設され、下ワークロール3Lの表面を転動する一対の間隔保持ローラー18と、この間隔保持ローラー18を回転自在に支持する左右一対の支持ブラケット19とからなる。一対の支持ブラケット19は、その中央部でセンサーヘッド12を挟持するようにセンサーヘッド12に取り付けられ、その両端部に間隔保持ローラー18が取り付けられる。
【0020】
また、このセンサー間隔保持機構Bは、一対の間隔保持ローラー18を下ワークロール3Lの表面に均一に接触させるための機構を備えている。即ち、センサーヘッド12および支持ブラケット19をセンサーヘッドピン20により支持部材21に回転自在に支持させている。エアシリンダ16が所定圧で作動し続けており、センサーヘッド12が下ワークロール3Lに接近し、間隔保持ローラー18の片方が先に下ワークロール3Lに接した場合、センサーヘッドピン20を支点としてセンサーヘッド12・支持ブラケット19が傾動することにより、他方の間隔保持ローラー18が下ワークロール3Lに接触させることができる。また、センサーヘッド12と支持部材21との間には、コイルばね22が配設されており、センサーヘッド12等が可動し過ぎないように制御している。
【0021】
センサー位置調整固定機構Cは、渦流式探傷センサー11をセンサーヘッド12に固定するボルト23と固定用ナット24であり、渦流式探傷センサー11をセンサーヘッド12内で上下移動させてボルト23の先端で固定することにより、クリアランスdを任意に調整することができる。
【0022】
探傷開始・停止機能Dは、コントローラ30に設けられており(図1参照)、次のような機能を有している。即ち、圧延機から材料が抜けたことを例えば圧延荷重0信号で検知し、この圧延荷重0信号によりエアシリンダ16を作動させ、センサーヘッド12を退避位置から下ワークロール3Lへ接近させ、間隔保持ローラー18を下ワークロール3Lの表面に接触させる。なお、エアシリンダ16の作動時間ピッチは任意に選択できる。
【0023】
さらに、渦流式探傷センサー11には、測定可能な距離があるため、センサーヘッド部分に、距離計25を渦流式探傷センサー11と並設し(図4参照)、この距離計25の計測値が設定値に達すると、渦流式探傷を開始する。所定時間探傷後、エアシリンダ16を作動させ、センサーヘッド12を退避位置に後退させ、停止させる。なお、以上は圧延後に探傷を行う間欠運転の場合であり、連続圧延中等の場合も所定時間ピッチで渦流式探傷センサー11の接近・退避が可能である。
【0024】
欠陥判定機能Eは、警報装置32を備えた演算処理装置31に設けられており(図1参照)、探傷信号がレベル設定値以上か否かを判定し、レベル設定値以上の場合に、警報を発生させる機能である。図5に示すように、探傷信号を取り込み、この信号がレベル設定値以上になれば、クラックと判定し、警報装置により警報を発生させる。
【0025】
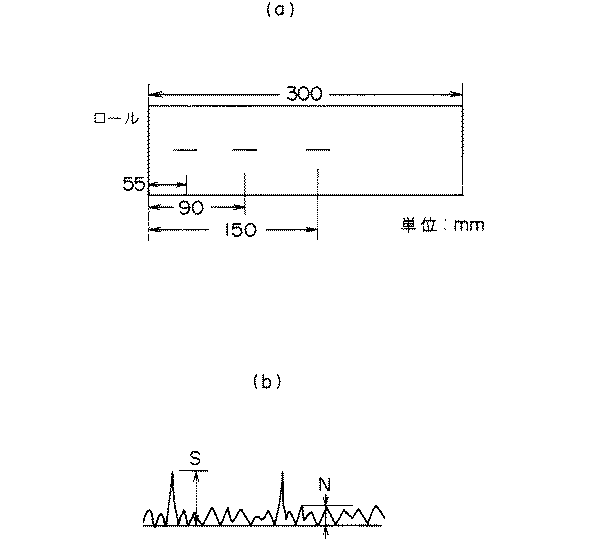
以上のようなクラック探傷装置のロール軸方向の設置位置に関しては、次の通りである。従来の渦流式探傷技術を単に応用したのでは、目的達成が不十分であることが下記の実験により確認することができた。この実験内容は、試験圧延機においてワークロール表面の軸方向に数カ所人口疵を入れ(図6(a) 参照)、試験材を圧延し、経時的に渦探傷による人口疵の検出S/N比を調査した(図6(b) 参照、S:人口疵信号、N:人口欠陥以外の雑エコー)。
【0026】
a)試験条件
ロール寸法:直径200mm×長さ300mm
ロール材質:高クロム鋳鋼(1C−13Cr)
人口欠陥寸法:長さ30mm×幅0.5mm×深さ0.6mm
試験材寸法:厚3mm×幅150mm×長さ500mコイル
渦流センサー径:直径10mm
渦流センサー周波数:64KHz
渦流センサークリアランス:10mm
【0027】
【表1】
 【0028】
【0028】
b)試験結果S/N比
以上の試験結果より次のことが明らかとなった。圧延すると、ロール表面に黒皮(酸化スケール)のむらができたり、肌荒れ(ロール表面に微細ヒートクラック、表面欠け落ちによる凹凸発生)が生じる。このように圧延により圧延材の通るロール表面は時々刻々と種々変化しており、雑エコーも変動しており、ロールの圧延端部・圧延部中央ではS/N比が圧延前より低下する。これに対して、ロール表面の未圧延部は、圧延が経過してもS/N比が維持される。従って、ロール表面の未圧延部を探傷することにより、クラック(スリーブ割れ)の検出・判定を確実に行うことができる。
【0029】
【実施例】
次に示す圧延機において、次に示すクラック探傷装置を用いてワークロールのスリーブ割れの検出を行った。
【0030】
a)適用スタンド
熱間圧延粗4Hiスタンドワークロール
ワークロール径:直径1000mm×長さ1780mm
ワークロール回転数:130mpm
スリーブ材質:ハイス(1.5 C−Cr、V、W)
圧延材料:厚50mm×幅1600mm×長さ10m
b)クラック探傷装置
図1〜図4の装置を使用し、走査側ロール胴端から70mmに渦流式センサーがくるように設置(ロール表面未圧延部)
センサー径:直径10mm
センサー周波数:64KHz
センサークリアランス:10mm
レベル設定値(探傷出力電圧4V)以上で警報発生
ワークロール3の荷重0(材料圧延通過後)をキャッチし、エアシリンダ16を作動させ、回転しているワークロール3の表面に間隔保持ローラー18を接触させる。距離計25の計測値が10mmになると、渦流式探傷センサー11を作動させ、探傷を開始する。10秒間探傷後、渦流式探傷センサー11を後退させた。探傷ピッチは、1コイル通過毎に設定して探傷を行った。ワークロールの使用期間10日間探傷を継続し、その間、レベル設定値を超えるものはなく、ワークロールを交換した。交換ワークロールを表面点検した結果、スリーブ割れの無いことを再確認した。
【0031】
【発明の効果】
前述の通り、本発明は、探傷時に渦流式探傷センサーを退避位置から進出させてスリーブ式圧延ロールの表面に接近させ、渦流式探傷センサーとロール表面の間隔を一定に保持した状態で探傷を行い、探傷終了後、渦流式探傷センサーを探傷位置から後退させ、さらにスリーブ式圧延ロールの表面の未圧延部を探傷するようにしたため、次のような効果を得ることができる。
【0032】
(1) 渦流式探傷センサーを測定時のみ接近させ、かつ間隔保持ローラーにより渦流式探傷センサーと圧延ロール表面との距離を一定に保持して非接触式で探傷を行うことにより、装置の耐久性を向上させることができる。
【0033】
(2) 圧延ロールの未通板部(未圧延部)を探傷することにより、従来のセンサースキャンニングが不要となり、設備も簡便で安価なものとすることができる。以上から、安価で故障が少なく、高信頼性のクラック探傷装置を提供することが可能となる。
【0034】
(3) 圧延ロールの未通板部(未圧延部)を探傷することにより、割れ時のS/N比を高くとることができ、ハイス等の残留応力が高く、クラックの開口が小さい場合でも、精度良くクラックを探傷することが可能となる。ハイス等のスリーブ式圧延ロールでスリーブ割れを早期発見できることにより、製品のロール疵防止、生産性の向上を図ることができる。
【図面の簡単な説明】
【図1】本発明のクラック探傷装置の圧延機への設置状況を示した側面図である。
【図2】図1におけるII−II線視図である。
【図3】本発明のクラック探傷装置の先端のセンサー部分を示す側面図である。
【図4】図3におけるIV−IV線視図である。
【図5】本発明の探傷警報フローチャートである。
【図6】(a) は探傷試験を行ったロールの人口疵を示す概略図、(b) は人口疵の検出信号を示すグラフである。
【符号の説明】
1…4重式圧延機
2…ミルハウジング
3…ワークロール
4…バックアップロール
A…駆動機構
B…センサー間隔保持機構
C…センサー位置調整固定機構
D…探傷開始・停止機能
E…欠陥判定機能
10…クラック探傷装置
11…渦流式探傷センサー
12…センサーヘッド
13…ガイド
14…案内コロ
15…支持筒体
16…エアシリンダ
17…支持架台
18…間隔保持ローラ
19…支持ブラケット
20…センサーヘッドピン
21…支持部材
22…コイルばね
23…ボルト
24…固定用ナット
25…距離計
30…コントローラ
31…演算処理装置
32…警報装置
【発明の属する技術分野】
本発明は、圧延機内のスリーブ式圧延ロールの表面に発生するクラック、特にロール軸方向に発生するクラックを探傷する探傷方法に関するものである。
【0002】
【従来の技術と発明が解決しようとする課題】
鋼板等の圧延機においては、圧延ロールのコスト削減および胴部の材質の高合金化による耐摩耗性・耐クラック性の向上を図るため、スリーブ式圧延ロールが使用されている。
【0003】
このスリーブ式圧延ロールの問題点として、圧延中、絞り込み等の圧延トラブルやロール製造時のロール品質不備により、クラックが発生進展してスリーブ全体が軸方向に割れることがある。クラックの進展速度は急速で胴全長のスリーブ全体に一気に発生する。割れた当初はクラックの開口が少なく、ロール軸にスリーブが固定されたままの状態のため、知らずに圧延が続行されることがあり、製品にロール疵が転写され、大量に製品不良を生ずる危険性がある。
【0004】
また、4重式圧延機等におけるスリーブ式ワークロールの場合のスリーブ材質としては、高クロム鋳鋼が使用されるが、耐摩耗性向上を狙いCr、V、W等の高合金を添加したハイス(高速度鋼)が使用されることもあり、特にこのハイスの場合、ロール表面の圧縮残留応力が高いため、クラックの開口がより少なく、スリーブ割れの発見がより困難である。
【0005】
このようなスリーブ割れ対策として、特開昭60−252255号公報には、磁気センサーによるクラック検出方法が提案されている。これは、スリーブロールの表面端部に磁気センサーを取付け、磁気センサーに 1.5〜2.5 KHzの周波数を印加し、磁気センサーからの出力信号を処理して圧延中にロール軸方向のクラックを検出するものであるが、検出感度を得るためセンサーをロール表面に接触させているため、センサーの寿命が短いという問題があった。
【0006】
また、圧延ロールのスポーリング防止技術として、特開昭55−128304号公報に渦流式探傷法を用いた装置が提案されている。これは、渦流式探傷センサーをロール表面に沿ってロール軸方向にスキャンニングさせ、圧延中または圧延の間隙を利用してロール全面を探傷するものであるが、この方法では、設備が複雑で高価となり、設備保守も大変であり、コストがかかる問題がある。
【0007】
本発明は、前述のような問題点を解消するためになされたもので、その目的は、スリーブ式圧延ロールのクラックを探傷する装置の耐久性を向上させることができ、設備も簡便で安価なものとすることができると共に、クラックの探傷精度を高めることのできる圧延ロールのクラック探傷方法を提供することにある。
【0008】
【課題を解決するための手段】
上記目的を達成するため、本発明の圧延ロールのクラック探傷方法は、圧延機内に組み込まれたスリーブ式圧延ロールの表面におけるクラックを探傷する方法において、図1〜図4に示すように、渦流式探傷センサーをエアシリンダのピストンロッドの伸出と収縮により圧延ロールの表面に対して進退移動させる機構と、ロールの円周方向に間隔をおいて配設されロール表面を転動する間隔保持ローラーを支持ブラケットの両端部にそれぞれ取り付け、センサーヘッドを支持ブラケットの中央部に取り付け、センサーヘッドおよび支持ブラケットをセンサーヘッドピンにより支持部材に回転自在に支持させてなり、センサーヘッドに設けられた渦流式探傷センサーを圧延ロールの表面に対して所定の距離をおいてセットする機構と、渦流式探傷センサーの圧延ロールの表面に対する位置を調整して保持する機構と、クラック探傷の開始および停止を行う機能と、探傷信号を判定して設定値を超えると警報を発生させる機能を備えたクラック探傷装置を圧延機の入側または出側の未通板部の位置にのみ設置し、渦流式探傷センサーを探傷時に退避位置から進出させてスリーブ式圧延ロールの表面の未通板部に接近させ、間隔保持ローラーをロールの表面に接触させることにより渦流式探傷センサーとロール表面の間隔を一定に保持した状態で未通板部の探傷を行い、探傷終了後、渦流式探傷センサーを探傷位置から後退させ、ロール表面の未通板部を探傷することにより、スリーブ割れを検出することを特徴とする。
【0011】
以上のような構成において、渦流式探傷センサーを測定時のみ接近させ、かつ間隔保持ローラーにより渦流式探傷センサーと圧延ロール表面との距離を一定に保持して非接触式で探傷を行うことにより、装置の耐久性を向上させることができる。また、圧延ロールの未通板部(未圧延部)を探傷することにより、センサースキャンニングが不要となり、設備も簡便で安価なものとすることができると共に、割れ時のS/N比を高くとることができ、ハイス等の残留応力が高く、クラックの開口が小さい場合でも、精度良くクラックを探傷することが可能となる。
【0012】
【発明の実施の形態】
以下、本発明を図示する実施の形態に基づいて詳細に説明する。これは、4重式圧延機のスリーブ式のワークロールのクラック探傷に適用した例である。図1、図2は、本発明のクラック探傷装置の圧延機への設置状況を示したものである。図3、図4は、本発明のクラック探傷装置の先端のセンサー部分を示したものである。図5は本発明の探傷警報フローを示す。
【0013】
図1、図2において、4重式圧延機1は、ミルハウジング2内に上下一対のワークロール3と、このワークロールをバックアップする上下一対のバックアップロール4を配設して構成されており、このような圧延機1の入側または出側における未通板部の位置に、本発明のクラック探傷装置10が設置される。
【0014】
本発明のクラック探傷装置10は、大別して、渦流式探傷センサー11を下ワークロール3Lの表面に対して進退移動させる駆動機構Aと、渦流式探傷センサー11を下ワークロール3Lの表面に対して所定の距離をおいてセットするセンサー間隔保持機構Bと、渦流式探傷センサー11の下ワークロール3Lの表面に対する位置を調整して保持するセンサー位置調整固定機構Cと、クラック探傷の開始および停止を行う探傷開始・停止機能Dと、探傷信号を判定して設定値を超えると警報を発生させる欠陥判定機能Eを備えている。
【0015】
なお、渦流式探傷センサーは、測定対象(金属体)が検出コイルに接近したときに起きるコイルのインピーダンス変化を利用して微小変位を非接触で測定するセンサーであり、精度の良い測定が可能で耐環境性が良いなどから、本発明では、この渦流式探傷センサーを用いる。
【0016】
駆動機構Aは、図1に示すように、センサーヘッド12が先端に取付けられるガイド13と、このガイド13を下ワークロール3Lの表面に対して進退移動自在に案内支持する案内コロ14と、この案内コロ14が内部に取付けられる支持筒体15と、ガイド13を進退させるアクチュエータとしてのエアシリンダ16を有している。
【0017】
案内コロ14は、支持筒体15の内部の上面および下面に長手方向に間隔をおいて複数取付けられており、ガイド13を支持筒体15内に収納可能で、かつ支持筒体15から先端部が突出可能とされている。ガイド13も筒体であり、支持筒体15の下部内面にエアシリンダ16のシリンダ基部がピン着され、ピストンロッド先端がガイド13の上部内面にピン着される。支持筒体15は、センサーヘッド12が下ワークロール3Lの表面に斜め下から接近・離隔するように、支持架台17に斜めに取付けられている。
【0018】
従って、エアシリンダ16のピストンロッドを伸出させることにより、渦流式探傷センサー11が、下バックアップロール4Lの側方に退避している状態から斜め上方に進出し、下ワークロール3Lの表面に接近して後述するような探傷可能な位置にセットされる。探傷終了後、エアシリンダ16のピストンロッドを収縮させることにより、渦流式探傷センサー11が斜め下方に後退して元の退避状態に戻る。
【0019】
センサー間隔保持機構Bは、図3、図4に示すように、下ワークロール3Lの円周方向に間隔をおいて一対で配設され、下ワークロール3Lの表面を転動する一対の間隔保持ローラー18と、この間隔保持ローラー18を回転自在に支持する左右一対の支持ブラケット19とからなる。一対の支持ブラケット19は、その中央部でセンサーヘッド12を挟持するようにセンサーヘッド12に取り付けられ、その両端部に間隔保持ローラー18が取り付けられる。
【0020】
また、このセンサー間隔保持機構Bは、一対の間隔保持ローラー18を下ワークロール3Lの表面に均一に接触させるための機構を備えている。即ち、センサーヘッド12および支持ブラケット19をセンサーヘッドピン20により支持部材21に回転自在に支持させている。エアシリンダ16が所定圧で作動し続けており、センサーヘッド12が下ワークロール3Lに接近し、間隔保持ローラー18の片方が先に下ワークロール3Lに接した場合、センサーヘッドピン20を支点としてセンサーヘッド12・支持ブラケット19が傾動することにより、他方の間隔保持ローラー18が下ワークロール3Lに接触させることができる。また、センサーヘッド12と支持部材21との間には、コイルばね22が配設されており、センサーヘッド12等が可動し過ぎないように制御している。
【0021】
センサー位置調整固定機構Cは、渦流式探傷センサー11をセンサーヘッド12に固定するボルト23と固定用ナット24であり、渦流式探傷センサー11をセンサーヘッド12内で上下移動させてボルト23の先端で固定することにより、クリアランスdを任意に調整することができる。
【0022】
探傷開始・停止機能Dは、コントローラ30に設けられており(図1参照)、次のような機能を有している。即ち、圧延機から材料が抜けたことを例えば圧延荷重0信号で検知し、この圧延荷重0信号によりエアシリンダ16を作動させ、センサーヘッド12を退避位置から下ワークロール3Lへ接近させ、間隔保持ローラー18を下ワークロール3Lの表面に接触させる。なお、エアシリンダ16の作動時間ピッチは任意に選択できる。
【0023】
さらに、渦流式探傷センサー11には、測定可能な距離があるため、センサーヘッド部分に、距離計25を渦流式探傷センサー11と並設し(図4参照)、この距離計25の計測値が設定値に達すると、渦流式探傷を開始する。所定時間探傷後、エアシリンダ16を作動させ、センサーヘッド12を退避位置に後退させ、停止させる。なお、以上は圧延後に探傷を行う間欠運転の場合であり、連続圧延中等の場合も所定時間ピッチで渦流式探傷センサー11の接近・退避が可能である。
【0024】
欠陥判定機能Eは、警報装置32を備えた演算処理装置31に設けられており(図1参照)、探傷信号がレベル設定値以上か否かを判定し、レベル設定値以上の場合に、警報を発生させる機能である。図5に示すように、探傷信号を取り込み、この信号がレベル設定値以上になれば、クラックと判定し、警報装置により警報を発生させる。
【0025】
以上のようなクラック探傷装置のロール軸方向の設置位置に関しては、次の通りである。従来の渦流式探傷技術を単に応用したのでは、目的達成が不十分であることが下記の実験により確認することができた。この実験内容は、試験圧延機においてワークロール表面の軸方向に数カ所人口疵を入れ(図6(a) 参照)、試験材を圧延し、経時的に渦探傷による人口疵の検出S/N比を調査した(図6(b) 参照、S:人口疵信号、N:人口欠陥以外の雑エコー)。
【0026】
a)試験条件
ロール寸法:直径200mm×長さ300mm
ロール材質:高クロム鋳鋼(1C−13Cr)
人口欠陥寸法:長さ30mm×幅0.5mm×深さ0.6mm
試験材寸法:厚3mm×幅150mm×長さ500mコイル
渦流センサー径:直径10mm
渦流センサー周波数:64KHz
渦流センサークリアランス:10mm
【0027】
【表1】
b)試験結果S/N比
以上の試験結果より次のことが明らかとなった。圧延すると、ロール表面に黒皮(酸化スケール)のむらができたり、肌荒れ(ロール表面に微細ヒートクラック、表面欠け落ちによる凹凸発生)が生じる。このように圧延により圧延材の通るロール表面は時々刻々と種々変化しており、雑エコーも変動しており、ロールの圧延端部・圧延部中央ではS/N比が圧延前より低下する。これに対して、ロール表面の未圧延部は、圧延が経過してもS/N比が維持される。従って、ロール表面の未圧延部を探傷することにより、クラック(スリーブ割れ)の検出・判定を確実に行うことができる。
【0029】
【実施例】
次に示す圧延機において、次に示すクラック探傷装置を用いてワークロールのスリーブ割れの検出を行った。
【0030】
a)適用スタンド
熱間圧延粗4Hiスタンドワークロール
ワークロール径:直径1000mm×長さ1780mm
ワークロール回転数:130mpm
スリーブ材質:ハイス(1.5 C−Cr、V、W)
圧延材料:厚50mm×幅1600mm×長さ10m
b)クラック探傷装置
図1〜図4の装置を使用し、走査側ロール胴端から70mmに渦流式センサーがくるように設置(ロール表面未圧延部)
センサー径:直径10mm
センサー周波数:64KHz
センサークリアランス:10mm
レベル設定値(探傷出力電圧4V)以上で警報発生
ワークロール3の荷重0(材料圧延通過後)をキャッチし、エアシリンダ16を作動させ、回転しているワークロール3の表面に間隔保持ローラー18を接触させる。距離計25の計測値が10mmになると、渦流式探傷センサー11を作動させ、探傷を開始する。10秒間探傷後、渦流式探傷センサー11を後退させた。探傷ピッチは、1コイル通過毎に設定して探傷を行った。ワークロールの使用期間10日間探傷を継続し、その間、レベル設定値を超えるものはなく、ワークロールを交換した。交換ワークロールを表面点検した結果、スリーブ割れの無いことを再確認した。
【0031】
【発明の効果】
前述の通り、本発明は、探傷時に渦流式探傷センサーを退避位置から進出させてスリーブ式圧延ロールの表面に接近させ、渦流式探傷センサーとロール表面の間隔を一定に保持した状態で探傷を行い、探傷終了後、渦流式探傷センサーを探傷位置から後退させ、さらにスリーブ式圧延ロールの表面の未圧延部を探傷するようにしたため、次のような効果を得ることができる。
【0032】
(1) 渦流式探傷センサーを測定時のみ接近させ、かつ間隔保持ローラーにより渦流式探傷センサーと圧延ロール表面との距離を一定に保持して非接触式で探傷を行うことにより、装置の耐久性を向上させることができる。
【0033】
(2) 圧延ロールの未通板部(未圧延部)を探傷することにより、従来のセンサースキャンニングが不要となり、設備も簡便で安価なものとすることができる。以上から、安価で故障が少なく、高信頼性のクラック探傷装置を提供することが可能となる。
【0034】
(3) 圧延ロールの未通板部(未圧延部)を探傷することにより、割れ時のS/N比を高くとることができ、ハイス等の残留応力が高く、クラックの開口が小さい場合でも、精度良くクラックを探傷することが可能となる。ハイス等のスリーブ式圧延ロールでスリーブ割れを早期発見できることにより、製品のロール疵防止、生産性の向上を図ることができる。
【図面の簡単な説明】
【図1】本発明のクラック探傷装置の圧延機への設置状況を示した側面図である。
【図2】図1におけるII−II線視図である。
【図3】本発明のクラック探傷装置の先端のセンサー部分を示す側面図である。
【図4】図3におけるIV−IV線視図である。
【図5】本発明の探傷警報フローチャートである。
【図6】(a) は探傷試験を行ったロールの人口疵を示す概略図、(b) は人口疵の検出信号を示すグラフである。
【符号の説明】
1…4重式圧延機
2…ミルハウジング
3…ワークロール
4…バックアップロール
A…駆動機構
B…センサー間隔保持機構
C…センサー位置調整固定機構
D…探傷開始・停止機能
E…欠陥判定機能
10…クラック探傷装置
11…渦流式探傷センサー
12…センサーヘッド
13…ガイド
14…案内コロ
15…支持筒体
16…エアシリンダ
17…支持架台
18…間隔保持ローラ
19…支持ブラケット
20…センサーヘッドピン
21…支持部材
22…コイルばね
23…ボルト
24…固定用ナット
25…距離計
30…コントローラ
31…演算処理装置
32…警報装置
Claims (1)
- 圧延機内に組み込まれたスリーブ式圧延ロールの表面におけるクラックを探傷する方法において、渦流式探傷センサーをエアシリンダのピストンロッドの伸出と収縮により圧延ロールの表面に対して進退移動させる機構と、ロールの円周方向に間隔をおいて配設されロール表面を転動する間隔保持ローラーを支持ブラケットの両端部にそれぞれ取り付け、センサーヘッドを支持ブラケットの中央部に取り付け、センサーヘッドおよび支持ブラケットをセンサーヘッドピンにより支持部材に回転自在に支持させてなり、センサーヘッドに設けられた渦流式探傷センサーを圧延ロールの表面に対して所定の距離をおいてセットする機構と、渦流式探傷センサーの圧延ロールの表面に対する位置を調整して保持する機構と、クラック探傷の開始および停止を行う機能と、探傷信号を判定して設定値を超えると警報を発生させる機能を備えたクラック探傷装置を圧延機の入側または出側の未通板部の位置にのみ設置し、渦流式探傷センサーを探傷時に退避位置から進出させてスリーブ式圧延ロールの表面の未通板部に接近させ、間隔保持ローラーをロールの表面に接触させることにより渦流式探傷センサーとロール表面の間隔を一定に保持した状態で未通板部の探傷を行い、探傷終了後、渦流式探傷センサーを探傷位置から後退させ、ロール表面の未通板部を探傷することにより、スリーブ割れを検出することを特徴とする圧延ロールのクラック探傷方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35284297A JP3551739B2 (ja) | 1997-12-22 | 1997-12-22 | 圧延ロールのクラック探傷方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35284297A JP3551739B2 (ja) | 1997-12-22 | 1997-12-22 | 圧延ロールのクラック探傷方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11183442A JPH11183442A (ja) | 1999-07-09 |
| JP3551739B2 true JP3551739B2 (ja) | 2004-08-11 |
Family
ID=18426821
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP35284297A Expired - Fee Related JP3551739B2 (ja) | 1997-12-22 | 1997-12-22 | 圧延ロールのクラック探傷方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3551739B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4712428B2 (ja) * | 2005-04-25 | 2011-06-29 | 日本高圧電気株式会社 | 物体を測定する装置 |
| JP5391781B2 (ja) * | 2008-04-02 | 2014-01-15 | Jfeスチール株式会社 | ローラの亀裂診断装置及び診断方法 |
| JP5081699B2 (ja) * | 2008-04-02 | 2012-11-28 | 新日鉄エンジニアリング株式会社 | 圧延ロールギャップ調整方法 |
| JP5218096B2 (ja) * | 2009-01-27 | 2013-06-26 | Jfeスチール株式会社 | テーブルローラの亀裂診断装置及び診断方法 |
| JP6905889B2 (ja) * | 2017-07-27 | 2021-07-21 | 株式会社テイエルブイ | センサ固定器具 |
| CN109719048B (zh) * | 2019-03-07 | 2024-02-13 | 重庆市诚润机械有限公司 | 一种银亮钢棒自动探伤智能下料系统 |
| CN111141820B (zh) * | 2019-12-26 | 2024-04-05 | 中钢集团邢台机械轧辊有限公司 | 一种裂纹轧辊的判定方法 |
| CN121266875B (zh) * | 2025-12-08 | 2026-02-06 | 中色科技股份有限公司 | 一种轧机工作辊出口侧清辊装置及清辊方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5296590A (en) * | 1976-02-06 | 1977-08-13 | Dominion Fuaundoriizu Ando Suc | Method of detecting and preventing possible defects such as crack* break* etc* of surface of body to which mechanical force is applied |
| JPS55128304A (en) * | 1979-03-28 | 1980-10-04 | Hitachi Ltd | Rolling mill with surface flaw detector of roll |
| JPS5790153A (en) * | 1980-10-28 | 1982-06-04 | Sumitomo Metal Ind Ltd | Electromagnetic induction defect finding method |
| JPS57204451A (en) * | 1981-06-11 | 1982-12-15 | Sumitomo Metal Ind Ltd | Probe rotary system eddy current test equipment |
| JPS5879256A (ja) * | 1981-11-05 | 1983-05-13 | Fujitsu Ltd | 電子写真用現像剤 |
| JPS60252255A (ja) * | 1984-05-29 | 1985-12-12 | Sumitomo Metal Ind Ltd | 圧延機スリ−ブロ−ルのクラツク検出方法 |
| JPS6123962A (ja) * | 1984-07-12 | 1986-02-01 | Hitachi Metals Ltd | 渦流による組織むら検出方法 |
| JPH065624Y2 (ja) * | 1988-05-18 | 1994-02-09 | 株式会社神戸製鋼所 | 被検査面追従装置 |
| JPH0440358A (ja) * | 1990-06-06 | 1992-02-10 | Hitachi Ltd | 圧延用ロールの胴部表面きずの稼動中検出法 |
| JP3604720B2 (ja) * | 1994-05-11 | 2004-12-22 | 日鐵住金溶接工業株式会社 | 粉粒体充填管の製造方法 |
| JPH0980030A (ja) * | 1995-09-11 | 1997-03-28 | Kanto Special Steel Works Ltd | 超音波及び渦電流を用いた圧延ロール表面検査方法及び装置 |
-
1997
- 1997-12-22 JP JP35284297A patent/JP3551739B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11183442A (ja) | 1999-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5533371A (en) | Measurement device for roll gap control and process for its operation | |
| FI114545B (fi) | Paperirainan rullauslaite sekä menetelmä jatkuvasti etenevän paperirainan rullaamiseksi rainan rullauslaitteessa | |
| JP3551739B2 (ja) | 圧延ロールのクラック探傷方法 | |
| KR970000373B1 (ko) | 만능 로울 스탠드의 자동조정방법 및 상기 방법을 구체화한 만능 로울 스탠드 | |
| CN218628963U (zh) | 一种胶辊模拟检测装置 | |
| JPH0374793B2 (ja) | ||
| JPH09174131A (ja) | 搬送テーブルのエプロン | |
| JP3074050B2 (ja) | 連続鋳造法及び連続鋳造機 | |
| EP0029070A1 (en) | Apparatus for surface inspection and treatment of steel members | |
| KR102122666B1 (ko) | 소재 검사장치 | |
| JPS614912A (ja) | オンラインロ−ルプロフイル計測方法 | |
| US4336923A (en) | Steel surface inspection apparatus | |
| JP2023147048A (ja) | 漏洩磁束探傷ヘッド及び漏洩磁束探傷装置システム | |
| JPH08224635A (ja) | ビレット送り装置 | |
| EP0367500A2 (en) | The hot rolling of metal strip | |
| JP4576726B2 (ja) | 金属板の圧延用ロールの探傷方法、装置、及び、これを用いた金属板の圧延操業方法 | |
| JP3110241B2 (ja) | ロール疵の検出方法 | |
| KR102020897B1 (ko) | 연속 주조설비의 세그먼트 장치 | |
| JPH05209869A (ja) | 厚板用自走行式探傷装置 | |
| CA1135174A (en) | Steel surface insepction apparatus | |
| JPH08174226A (ja) | 鋼板の溶接装置 | |
| JP2001205311A (ja) | 熱間圧延ロールのオンライン研削方法および装置 | |
| EP4173752A1 (en) | Machining device and method | |
| JP3950372B2 (ja) | 鋼帯の耳割れ検出方法及び装置 | |
| KR100770209B1 (ko) | 소둔설비의 스트립 텐션 조정장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040406 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040419 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090514 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100514 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |