JP3554782B2 - インクジェットプリンタヘッドの製造方法 - Google Patents
インクジェットプリンタヘッドの製造方法 Download PDFInfo
- Publication number
- JP3554782B2 JP3554782B2 JP02337699A JP2337699A JP3554782B2 JP 3554782 B2 JP3554782 B2 JP 3554782B2 JP 02337699 A JP02337699 A JP 02337699A JP 2337699 A JP2337699 A JP 2337699A JP 3554782 B2 JP3554782 B2 JP 3554782B2
- Authority
- JP
- Japan
- Prior art keywords
- ink
- adhesive layer
- film
- substrate
- orifice plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1601—Production of bubble jet print heads
- B41J2/1603—Production of bubble jet print heads of the front shooter type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1623—Manufacturing processes bonding and adhesion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1628—Manufacturing processes etching dry etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1629—Manufacturing processes etching wet etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1631—Manufacturing processes photolithography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1632—Manufacturing processes machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1635—Manufacturing processes dividing the wafer into individual chips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1643—Manufacturing processes thin film formation thin film formation by plating
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Description
【発明の属する技術分野】
本発明は、オリフィス板に良好な吐出ノズルを短時間で能率良く形成する作業性に優れたインクジェットプリンタヘッドの製造方法に関する。
【0002】
【従来の技術】
近年、インクジェット方式のプリンタが広く用いられている。このインクジェット方式によるプリンタには、発熱抵抗体の発熱による気泡の発生する力でインク滴を飛ばすサーマルジェット方式や、ピエゾ抵抗素子(圧電素子)の変形によってインク滴を飛ばすピエゾ方式等がある。
【0003】
これらは、色材たるインクをインク滴にして直接記録紙に向かって吐出するという工程により、粉末状の印材であるトナーを用いる電子写真方式と比較した場合、印字エネルギーが低くて済み、インクの混合によってカラー化が容易であり、印字ドットを小さくできるので高画質であり、印字に使用されるインクの量に無駄が無くコストパフォーマンスに優れており、このため特にパーソナル用プリンタとして広く用いられている印字方式である。
【0004】
そして、上記のサーマルジェット方式には、インク滴の吐出方向により二通りの構成、すなわち、発熱抵抗体の発熱面に平行な方向へ吐出するサイドシュータ型サーマルインクジェットヘッドと呼称される構成のものと、発熱抵抗体の発熱面に垂直な方向に吐出するルーフシュータ型又はトップシュータ型サーマルインクジェットヘッドと呼称される構成のものとがある。中でもルーフシュータ型サーマルインクジェットヘッドは、消費電力が極めて小さくて済むことが知られている。
【0005】
図9(a),(b),(c) は、ルーフシュータ型サーマルインクジェットヘッドの印字原理の概略を模式的に示している。同図(a) に示すように、シリコン基板1上には発熱抵抗体2が形成されており、シリコン基板1に対向し、不図示の隔壁に接着されてオリフィス板3が配置され、このオリフィス板3には、発熱抵抗体2に対向する位置にオリフィス(インク吐出口)4が形成されている。上記の発熱抵抗体2は不図示の電極に接続されており、発熱抵抗体2が設けられているインク流路にはインク5が常時供給されている。
【0006】
このオリフィス4からインク滴を吐出させるには、先ず、同図(b) に示すように、画像情報に応じた通電により、▲1▼発熱抵抗体2を熱してこの発熱抵抗体2上に核気泡を発生させ、▲2▼この核気泡が合体して膜気泡6が発生し、▲3▼この膜気泡6が断熱膨脹して成長し周囲のインクを押し遣り、これによりオリフィス4からインク5′が押し出され、この押し出されたインク5′は、同図(c) に示すように、インク滴7となってオリフィス4から不図示の紙面に向けて吐出される。この後、▲4▼上記の成長した膜気泡が周囲のインクに熱を取られて収縮し、▲5▼ついには膜気泡が消滅し、次の発熱抵抗体の加熱を待機する。この一連の工程▲1▼〜▲5▼は瞬時に行われる。
【0007】
この形式におけるサーマルインクジェットヘッドの製法としては、シリコンLSI形成技術と薄膜形成技術を利用して、複数の発熱抵抗体と個々の駆動回路とオリフィスを一括してモノリシックに形成する方法がある。この方法によれば、例えば約10mmの幅の基板に、解像度が360dpi(ドット/インチ)の印字ヘッドであれば128個の発熱抵抗体と駆動回路とオリフィスが形成され、また解像度が720dpiの場合であれば256個の発熱抵抗体と駆動回路とオリフィスが形成される。
【0008】
図10は、そのようなサーマルインクジェットヘッドの製造工程を示す図表である。同図に示すように、工程▲1▼では、基板上に酸化膜、抵抗膜及び電極膜を形成する。工程▲2▼では、上記抵抗膜には発熱部のパターン、電極膜には電極のパターンをそれぞれスパッタリングで形成する。工程▲3▼では、所定の位置にインク流路を区分けする隔壁と外部とのインクシール隔壁を形成する。工程▲4▼では、基板にインク供給路とインク供給孔を穿設する。工程▲5▼では、それらの上にオリフィス板を貼りつける(積層する)。
【0009】
続いて、工程▲6▼では、オリフィス板の表面に金属膜を形成してその金属膜にオリフィスのパターンを形成する。工程▲7▼では、一般的なドライエッチング装置やエキシマレーザなどにより、オリフィスの孔空け加工を行う。工程▲8▼では、ウエハ上に一括形成されている各基板をダイシング分割して個々の単体に切り離す。工程▲9▼では、単体となったヘッド基板を実装基板にボンデングし、端子接続して、実用単位のサーマルインクジェットヘッドが完成する。
【0010】
ところで、ルーフシュー夕型サーマルインクジェットヘッドの製法においては、10μm程度の高さの隔壁で形成されているインク溝やインク通路が埋まらないようにオリフィス板を貼り付ける必要がある。この隔壁を15μm以上の高さに形成すれば無用の心配をしなくてもよいようであるが、材料である感光性樹脂の一回の塗布では、隔壁を15μm以上の厚さに形成することは不可能である。そうかといって、2回塗布するのでは、この部分の作業工程が2倍の時間を要するようになって作業能率の低下が無視できない。
【0011】
また、そればかりでなく、400dpi以上のヘッドで必要とされる細かなインク流路の形成は、10μm以上の高い隔壁では難しい。したがって、この面からも隔壁の高さは10μm程度に据え置く必要がある。この隔壁上に、通常はポリイミドなどの樹脂にエポキシ系等の接着剤を極薄く塗布したオリフィス板を加熱・加圧して接着しているが、この方法では、例えば5μm以下の厚さで接着剤を使用直前に塗布し、直後に基板に貼り付ける必要がある。接着剤を薄く均一に塗布することは難しいうえ、かりに5μmの厚さに接着剤を塗布できたとしても、貼り付け後のインク溝やインク流路は、加熱・加圧で上から押し込まれた接着剤で5μmの高さに狭まるので、バラツキによってはインク溝やインク流路の一部が塞がる不具合も発生する。
【0012】
このように、技術的には極薄に均一に塗布する難しさと、塗布した後の保存性に問題があり、したがって、塗布直後に貼り付け作業を行う必要がある。また接着剤を塗布したものは、接着剤にべとつきがあるため、貼り付け時の取り扱い、つまり作業性にも問題がある。また、上記のように隔壁やオリフィス板に耐熱性の信頼性の高いポリイミドを使用しても、接着剤層にエポキシ系のような耐熱性のない接着剤を使用すると、その使用中の接着性の劣化などで、隔壁やオリフィス板の高い耐熱信頼性が減殺される。
【0013】
したがって、近年では、上述したオリフィス板3には、主材料である厚さ30〜40μm程度の極薄のポリイミドフィルムの貼着面に熱可塑性の接着材を用いるようにしている。これであると接着材を塗布したまま保存が利き、基板1に積層する際には加熱と加圧で容易に貼着できる。
【0014】
ただし、この熱可塑性の接着材は、オリフィス板3の両面、つまり基板1上に積層される下面ばかりでなく本来なら不用な上面にも被着させておく必要がある。これは、熱可塑剤を塗布した素材は物性定数の異なる材料の塗布なので、もし片面塗布のみでは反りが発生してオリフィス板3の取り扱いに手数がかかり、極めて作業性が悪くなる。この問題に対処するために、つまり、オリフィス板の両面に同一の物性定数を持たせて反りを無くして取り扱いを良くし作業性を向上させる目的で、両面に接着材を被着させる必要がある。
【0015】
【発明が解決しようとする課題】
ところで、上記30〜40μmのオリフィス板は、取り扱い上では極薄のフィルム部材であるとはいっても、オリフィスの孔空けに用いられる一般的なドライエッチング装置やエキシマレーザ装置によるエッチング処理の上では厚い部材に属しており、多数のオリフィスを一括して適正に空けることは困難であるとされていた。したがって、従来は、適数個づつに分割して孔空けを行っていたために、オリフィスの孔空けに時間がかかるという問題を有している。
【0016】
ここで、多数のオリフィスを一括して高速に形成するには、ヘリコン波エッチングが考えられる。ヘリコン波は、プラズマの中を伝搬する電磁波の一種で、別名ホイスラー(笛)波とも呼ばれ、高密度プラズマを発生させることができる。このような高密度プラズマを用いれば、多数のオリフィスを一括して高速に且つ方向性良く形成することができる。
【0017】
しかしながら、ヘリコン波エッチング装置では、他のエッチング装置に比較して工作対象物が高温になることと、上述したように、オリフィス板は両面に熱可塑性の接着材が被着されていることから、種々の不具合が発生する。
【0018】
図10(a) は、オリフィスの孔空け前の状態にある印字ヘッドの部分拡大断面図であり、同図(b) は、金属膜パターンの形成が終了した状態を示す図、同図(c) はヘリコン波エッチングによるオリフィス加工時の不具合を示す図である。この図10(a) に示すように、図9(a) に示したオリフィス板3は、ポリイミドフィルム8bの両面に熱可塑性の接着材8a及び8c(8a=8c)が被着されている。
【0019】
このオリフィス板3は、インク溝9や図外のインク流路等を形成するために上記接着材8cの面をシリコン基板1に向けて隔壁11の上に載置され、200〜300℃に加熱されつつプレスされ、図10(a) に示すようにシリコン基板1上に固定される。同図には、抵抗膜12の発熱部(抵抗発熱体)2と、これを発熱駆動する共通電極13aと個別電極13bも示している。
【0020】
この後、オリフィス板3の表面に金属膜14が蒸着され、同図(b) に示すように、発熱部2に対向する位置に、オリフィスのパターン15が形成される。この後、ヘリコン波エッチング装置に入れて、上記パターン15に従ってオリフィスの孔空けを実施する。
【0021】
上記のように両面に熱可塑性接着剤の塗布されたオリフィス板3は、基板1に積層するまでの工程では有効に形成された素材であるが、金属膜14をつけてパターン15を形成した後で熱の加わる場合には、金属膜14の無くなって露出したパターン部の熱可塑性接着剤8aが、金属膜14との物性定数の差によって、同図(c) に示すように中央部に盛り上がる皺寄り現象が発生する。
【0022】
金属膜14として使っているAlとポリイミド8bの線膨張係数は約20ppm/degであるのに対して、熱可塑性接着剤8aは40ppm/degと2倍程度の差がある。従って冷温から加熱されて室温に戻ると、パターン部の露出している面積が大きいほど熱可塑性接着剤8aが中央部により大きく盛り上がった皺寄り状態になる。
【0023】
例えば、100℃に加熱されたとして1mmの長さのところでは2μmの差となり、1cmでは20μmの差となり、エッチングにより形成される孔に不均一が発生し、部分的に熱可塑性接着剤8aが残ってしまうという不具合が発生する。すなわち、このままエッチングが進行し、オリフィスの孔空けが完了した後で調べてみると、オリフィスのインク吐出口内に熱可塑性接着材8aの残渣が垂れ込んでいて、インク吐出口が真円を形成しておらず、その形状が歪んだ状態で仕上がっている。したがって、印字の際には、本来吐出されるべき方向、すなわち面に垂直な方向とは異なる方向にインクが吐出される虞があって具合が悪い。また、高さ10μm程度のインク溝9やその他のインク流路を塞ぐ虞もある。
【0024】
更には、上記オリフィスの孔空けと同時に実施されるシリコン基板の拡散部に形成されている駆動回路の電極に対応するボンデングワイヤ接続孔の孔空け部は、パターンによる露出面積が比較的大きいから、上記の現象が一層甚だしくなり、熱可塑性接着剤の残渣が多量に残る。このように熱可塑性接着材8aの残渣があると、出来上がったインクジェットヘッドを実装基板へワイヤアボンデングする際に不良が発生する。
【0025】
いずれの場合も、不良発生による歩留りの低下を招いて単に作業効率が悪くなるばかりで無く、製品コストの上昇を招いて大きな問題となる。
本発明の課題は、上記従来の実情に鑑み、オリフィス板の素材として作業性に優れた両面に熱可塑性接着層を被着した薄膜シートを用いても接着層の残渣によるボンディング不良や吐出ノズル不良を発生させず、多数の良好な吐出ノズルを短時間で能率良く一括形成できる作業性に優れたインクジェットプリンタヘッドの製造方法を実現することである。
【0026】
【課題を解決するための手段】
本発明のインクジェットプリンタヘッドの製造方法は、複数のインク流路を区画する隔壁と上記インク流路毎に設けられた発熱素子とが形成された基板上にオリフィス板を積層し該オリフィス板に複数の吐出ノズルを形成して成るインクジェットプリンタヘッドの製造方法であって、表裏両面に熱可塑性の接着層を形成された薄膜シート材を上記オリフィス板の素材に採用し、該薄膜シート材のインク吐出側となる片面の上記接着層を除去し、該接着層を除去した面に対エッチング用のマスク膜を形成し、該マスク膜に少なくとも複数の吐出ノズルに対応したパターンを形成し、該パターンに従ったエッチングにより上記複数の吐出ノズルを一括して形成するように構成される。
【0027】
上記接着層の除去は、例えば請求項2記載のように、上記薄膜シート材を上記基板上に積層した後に実施するようにしても良く、また、例えば請求項3記載のように、上記薄膜シート材を上記基板上に積層する前に実施するようにしても良い。
【0028】
また、上記マスク膜の形成は、例えば請求項4記載のように、上記薄膜シート材を上記基板上に積層する前に実施することが好ましい。この場合、上記マスク膜は、例えば請求項5記載のように、撥水材料と金属の複合膜及び金属膜との多層マスク膜で形成し、また、請求項6記載のように、薄膜シート材を一対の巻取りロール間で走行させつつ形成することが、マスク膜形成の作業性が向上される点で好ましい。
【0029】
また、上記接着層は、例えば請求項7記載のように、熱可塑性のガラス転移点が150℃以上であることが好ましく、また、上記エッチングは、例えば請求項8記載のように、ヘリコン波ドライエッチングで行うようにする。また、上記接着層の除去は、例えば請求項9記載のように、ドライエッチングによって行うようにすると良い。
【0030】
【発明の実施の形態】
以下、本発明の実施の形態を図面を参照しながら説明する。
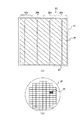
図1(a) は、第1の実施の形態における、フルカラー・サーマルインクジェットヘッド(以下、単にカラーヘッドという)を示す図であり、同図(b) は、そのカラーヘッドをシリコンウエハ上に多数形成した状態を示す図である。同図(a) に示すカラーヘッド20は、やや大きな基板21上に、4個の単一ヘッド22(22a、22b、22c、22d)が並んで配置された形状で構成される。
【0031】
上記の各単一ヘッド22には、多数のノズル(インク吐出口、オリフィス)から成る1列のノズル列23がオリフィス板24に形成されており、カラーヘッド20全体としては、4列のノズル列23が形成されている。これらのノズル列23は、例えば右方から左方に順に、減法混色の三原色であるイエロー(Y)、マゼンタ(M)、シアン(C)の3色のインク及び文字や画像の黒部分に専用されるブラック(Bk)のインクを夫々吐出するように構成される。
【0032】
このようなカラーヘッド20は、解像度が360dpiの場合であれば、概略8.5mm×19.0mmの大きさのチップに、128ノズル×4列=640ノズルを備えることが可能であり、また、解像度が720dpiの場合であれば、ほぼ8.5mm×19.0mmの大きさのチップに256ノズル×4列=1280ノズルを形成することが可能である。
【0033】
そして、同図(b) に示すように、そのようなカラーヘッドの基板が、1枚のシリコンウエハ25上に、スクライブラインで区画されて、多数(例えば90個以上)形成され、後述する製造工程を経て同図(a) に示すように完成した後、シリコンウエハ25から個々に切り出される。
【0034】
図2(a),(b),(c),(d) は、上記カラーヘッドの製造方法を工程順に説明する図であり、それぞれ一連の工程において、シリコンチップの基板上に形成されていく単一ヘッドの概略の平面図を模式的に示している。尚、同図(d) には21個の大きなインク吐出ノズル(オリフィス)を示しているが、実際には上述したように、128個又は256個のオリフィスが一列に形成されているものである。
【0035】
図3(a) は、上段に上記の図2(b) を模式的に拡大して示し、中段に上段のA−A′断面矢視図を示し、下段に上段のB−B′断面矢視図を示している。また、図3(b) は、図3(a) に続く工程を示しており、その上段、中段及び下段に示される部位は、図3(a) の上段、中段及び下段に示す部位に対応している。そして、図3(c) は、上段に図2(d) を模式的に拡大して示している。この上段並びに中段及び下段に示される部位は、図3(a) の上段、中段及び下段に対応する部位である。尚、これらの図3(a),(b),(c) には、図示する上での便宜上、128個又は256個のオリフィスを、5個のオリフィスで代表させて示している。
【0036】
図4は、上記のカラーヘッドの製造工程の内容を示す図表である。同図に示すように、本実施の形態においては、図10に示した従来の工程よりも、工程が一つだけ多くなっている。以下、上記の図2(a) 〜(d) 、図3(a),(b),(c) 及び図4を用いて、カラーヘッド(サーマルインクジェットヘッド)の製造方法を説明する。
【0037】
先ず、前工程として、図2(a) に示すように、LSI形成処理により電極配線を備える駆動回路26とその端子27を基板上21に形成する。
その後、図4に示す工程1として図2(a) に示す酸化膜28を形成し、その上に薄膜形成技術を用いて、Ta−Si−Oなどからなる発熱素子形成用の抵抗膜をスパッタ技術などにより4000Åの厚みで成膜し、更に図2(b) に示すように、共通電極と個別配線電極を形成するための電極膜29を形成する。この電極膜は、W−Al(又はW−Ti、W−Si)などからなるバリアメタル膜に、Auによる電極膜を積層した多層構造とすることが好ましい。
【0038】
次に、工程2として、ホトリソ技術によって上記電極膜に配線部分のパターンを形成し、抵抗膜には例えばほぼ正方形の露出部が形成されて微細な発熱部(ヒータ)のパターンを形成する。この工程で発熱部の位置が決められる。
【0039】
図3(a) は、上記の工程2が終了した直後の状態を示している。すなわち、基板21上には共通電極31(31a、31b)、共通電極給電端子32(図2(b) 参照)、個別配線電極33、多数の発熱部34が形成されている。
【0040】
続いて、工程3として、個々の発熱部34に対応するインク溝とインクを外部から封止するためのシーリングを形成すべく感光性ポリイミドなどの有機材料からなる隔壁部材をコーティングにより高さ20μm程度に形成し、これをパターン化した後に、30分〜60分、場合によって2時間、300℃〜400℃の熱を加えるキュア(乾燥硬化、焼成)を行る。これにより、キュア後の高さ10μmの上記感光性ポリイミドによる隔壁とインクシールが基板21上に形成・固着される。
【0041】
更に、工程4として、ウェットエッチングまたはサンドブラスト法などにより上記基板21の面に溝状のインク供給路を形成し、更にこのインク供給路に連通し基板21の下面に開口するインク給送孔を形成する。
【0042】
図3(b) は、上述の工程3及び工程4が終了した直後の状態を示している。すなわち、溝状のインク供給路35及びインク給送孔36が形成され、インク供給路35の左側に位置する共通電極31(31b)部分と、右方の個別配線電極33が配設されている部分、及び各発熱部34間に、隔壁37(37、37−1、37−2)が形成されている。この隔壁37は、個別配線電極33上の部分37−1を櫛の胴とすれば、各発熱部34間に伸び出す部分37−2は櫛の歯に相当する形状をなしている。これにより、この櫛の歯を仕切り壁として、その歯と歯の間の付け根部分に発熱部34が位置する微細なインク溝が、発熱部体34の数だけ形成される。この櫛の歯の長さを変えることによりインクの流通するコンダクタンスが変わり、また隣接するインク溝を流動するインク間の干渉にも影響する。
【0043】
この後、工程5として、両面に接着剤としての熱可塑性ポリイミドを極薄に例えば厚さ2〜5μmにコーテングしたポリイミドからなる厚さ10〜40μmのフィルムのオリフィス板を、上記積層構造の最上層に張り付けて、隔壁37、37−1及び37−2によって形成された外部からのシール及びインク溝に蓋をして、200〜300℃で加熱しながら加圧してオリフィス板を固着させる。これにより、インクシールが形成されると共に個別の微細通路(インク溝坑)が形成される。
【0044】
図5(a) は、上記の工程5が終了した直後の状態を示しており、同図(b) 及び同図(c) は、この後に続く工程を示している。同図(a) に示すように、オリフィス板38の積層によって、各発熱部34に対応する坑状のインク溝39が形成されている。このオリフィス板38は、厚さ25μm程度のポリイミドフィルム41の両面に、厚さが2〜5μmの極薄の熱可塑性ポリイミド接着層42a、42bをコーテングされて形成されている。
【0045】
本実施の形態においては、上記の熱可塑性ポリイミド接着層42a及び42bには、ガラス転移点が150度以上である耐熱性の高い熱可塑性ポリイミドを用い、これを極く薄い層として塗布している。この場合も、熱可塑材の塗布は片面だけよりも両面に塗布したほうが塗布後の平面性がよく取り扱いが容易である。そして、このように耐熱性のある熱可塑材を両面に塗布したポリイミドフィルムを、隔壁とインクシール用隔壁の形成された基板上に載置し、熱可塑材のガラス転移温度以上に加熱しながら数10分間、数10kg/cm2 の加圧をして、固定する。このプレス圧着工程の好適な工程条件の一例を示すと、150℃〜240℃、19kg/cm2 でプレス時間は30分間が好ましい。
【0046】
熱可塑性ポリイミド接着層42bは、ガラス転移点の150度以上になると弾性率が低下し同時に接着性が出てくるものであるが、常温では水分の付着には注意が要るが接着性はなく、保存性もよく、安定で取り扱い性のよいものである。したがって、これを塗布したものを保存しておき、使用時に必要部分を切りとって使用することができるものである。
【0047】
この後、図4に示すように、工程6において、オリフィス板38の表面層すなわち図5(a) に示す表面側の熱可塑性ポリイミド接着層42aを除去する。この熱可塑性ポリイミド接着層42aの除去には、簡便なレジストアッシヤーのような酸素プラズマ雰囲気での通常の有機膜のエッチング装置を用い等方的にエッチングする。すなわち、基板21に貼り付け後、そのまま、1KW程度の酸素アッシヤーで5〜10分エッチングするだけで表面の熱可塑性ポリイミド接着層42aを容易に除去することが出来る。
【0048】
この後、工程7において、オリフィス板38の上記熱可塑性ポリイミド42aを除去されて表面が露出したポリイミドフィルム41上に、Ni、Cu又はAlなどの厚さ0.5〜1μm程度の金属膜を形成し、その金属膜をパターン化して、ポリイミドを選択的にエッチングする為のマスクを形成する。
【0049】
図2(c) は、上記の工程7において金属膜を形成した直後の状態を示しており、基板21の再上層にはオリフィス板38が全領域を覆って積層され、その上面に金属膜44が形成されている。そして、その金属膜44に、図5(c) に示すように、発熱部34に対応する位置にパターン45が形成され、更に、図2(b) に示した駆動回路端子27や共通電極給電端子32等の印字ヘッド側端子に対応する位置にもパターンを形成して金属マスクが出来上がる。
【0050】
続いて、工程8において、オリフィス板38(41)をへリコン波エッチング装置などにより上記の金属膜マスクに従って、40μmφ〜20μmφの孔空けをして多数のノズル孔(オリフィス)を一括形成すると共に、駆動回路端子27や共通電極給電端子32等の印字ヘッド側端子に対応するコンタクト孔も一括形成する。
【0051】
本実施の形態においては、オリフィス板38の表面側の熱可塑性ポリイミド42aを除去してからオリフィス47とコンタクト孔48の孔空けを行っているので、加工時に温度が上昇しても表面の線膨張係数の異なる材料がなくなっているため均一なエッチングができ、したがって、この孔空け工程において従来見られた図10(c) に示したような不具合は発生しない。
【0052】
図2(d) 及び図3(c) は、上述の工程8が終了した直後の状態を示している。すなわち、基板21上の全領域を覆ったオリフィス板38(41)により、隔壁37の厚さ10μmに対応する高さの坑状のインク溝39と、このインク溝39とインク供給路35とを連通させるインク通路46が形成され、これらからインクを供給される発熱部34に対向する位置に、インク吐出用のノズル孔(オリフィス)47が、軟化した熱可塑性ポリイミド42aによる残渣等を形成することなく適正な正円の断面をもって形成されている。
【0053】
また、駆動回路端子27や共通電極給電端子32に対応する位置にも、残渣を伴わないコンタクト孔48(図2(d) 参照、図1(a) 及び図3(c) ではコンタクト孔48の図示を省略している)が形成されている。このようにして、1列のノズル孔47を備えた単一ヘッド22が完成する。そして、この単一ヘッド22が4個連続したものが図1(a),(b) に示したサーマルインクジェットヘッド20である。
【0054】
ここまでの工程は、図1(b) に示したシリコンウエハ25の状態での処理し、この後は工程9において、ダイシングソーなどでカッテングしサーマルインクジェットヘッド20毎に個別に分割し、工程10において、ワイアボンデングにより端子接続をマスター基板などの接続端子に電気接続し、これをプリンタに装着して、プリンタの印字ヘッドとして完成する。
【0055】
この方法はサーマルインクジェットヘッド20に駆動回路などが付いた状態でデバイスが仕上がるので、デバイスが使いやすい、つまり接続の端子数も駆動回路が内蔵されているので各発熱抵抗体に接続する必要はなく、簡便な接続で容易に動作させることが出来る。またデバイスの性能としても、オリフィスと発熱抵抗体とを貼り合わせた後にマスク合わせしてオリフィスの孔空け加工を行うので、予めオリフィス加工したオリフィス板を後から基板に貼り合わせる方法よりも遥かに精度良く、均一に孔空けが出来、またシリコンウエハ上に一括で作れるので生産性の高い実用性のある製造方法である。
【0056】
また、近年、シリコンの加工技術が発達し、単にLSIだけでなく、圧力センサ、加速センサ、デジタルマイクロミラー、サーマルインクジェットヘッドなどにLSIのパシベーション工程後に別のラインでマイクロマシン技術を使ってデバイスを完成させることが行われつつある。これらの加工の工程においても、本実施の形態における上述した技術は同様の考え方で適用できる。
【0057】
ところで、上記第1の実施の形態では、上面接着層(熱可塑性ポリイミド42a)の除去を、オリフィス板38を基板21上に積層した後に行っているが、上面接着層の除去はこれに限るものではなく、オリフィス板38を基板21上に積層する前に行うこともできる。これを、第2の実施の形態として説明する。
【0058】
図6(a),(b),(c) は、第2の実施の形態におけるオリフィス板の加工方法を模式的に示す図である。同図(a) に示すよに、この場合も、オリフィス板用のシート38は、ポリイミドフィルム41の両面に、ガラス転移点の高い熱可塑性ポリイミド接着層42a及び42bを塗布したもので形成されている。
【0059】
このオリフィス板用シート38を、同図(b) の左方に示すようにロール状にして保持し、同図(b) の右方に示すように同じくロール状に捲きとっていく。この途中において、前述した通常の有機膜エッチング装置49内を通して、上面の接着材である熱可塑性ポリイミド接着層42aを除去し、続く工程では後段に配置したマスク蒸着装置51を通して金属膜44を被着させる。
【0060】
このようにして、同図(b) の右方のロールには、同図(c) に示すような金属膜44を被着済みのオリフィス板用シート38′が巻き取れらた状態で作成される。このオリフィス板用シート38′はロール状に巻き上げた状態であるので保管と取り扱いが容易である。また、上記のマスク蒸着装置50と巻取り側ロールとの間の下方に基板21の治具を配置し、上方に打ち抜き機を配置して、金属膜44を被着済みのオリフィスシート38′を打ち抜いては基板21上にオリフィス板として載置していき、これに工程7の後半以下の処理を行うようにすると、能率がよい。
【0061】
ところで、前述の工程には図示を省略したが、一般には、オリフィス板に孔空け加工した後で、孔空け加工に使った金属膜例えばNiの上にフッ素樹脂又はフッ化グラファイト等の微粒子をNiメッキ液に分散させてメッキを行ういわゆる複合メッキを行っている。これは、撥水性を付加する処理であり、オリフィス板表面のインクとの疎水性を向上させて、吐出するインク適の切れをよくするようにしたものである。
【0062】
しかし、このようなフツ素樹脂等の微粒子を分散させた複合メッキは、基本的には無電界メッキであるので、微細なオリフィスの孔空け加工後に基板21全体をメッキ液に浸すことによるオリフィスのインク吐出口部、微細なインク溝、その他へのメッキ液からの析出物の付着が発生して、これの除去が困難であるという問題を有している。また、シリコンウエハ単位で処理していかねばならないという量産上の遅滞を招くという問題も有している。
【0063】
ところが、上述のオリフィス板38を基板21上に積層する前に金属膜44の被着を行うことが、ロール処理によって可能になると、金属膜被着と同時に撥水性付加の処理も行うことができ、オリフィスの孔空け処理後に複合メッキを行う必要が無くなって便利である。以下、これを第3の実施の形態として説明する。
【0064】
図7(a),(b) は、第3の実施の形態におけるオリフィス板の孔空け加工直前の工程を示す図であり、同図(c) は、オリフィス孔空け加工後の状態を示す図である。先ず、同図(a) に示すように、数10mの長さのロール状のオリフィスシート38′には、上述したように真空蒸着技術により、CuまたはNiによる2000Åの金属膜が成膜されている。
【0065】
これに、さらにNiメッキ液などに撥水性を付与出来るフッ素樹脂またはフッ化グラファイト微粒子などの材料を混合分散してメッキを施し、複合メッキ膜51を形成する。この複合メッキ膜51は撥水性を有しているが、オリフィスに孔空け加工するエッチング時の選択比が比較的低いので、エッチング後にこの複合メッキ膜51が表面に必要な0.1〜0.2μm程度の厚さで残るようにするためには、この複合メッキ膜51を上記の0.1〜0.2μmよりも相当厚い0.5〜0.6μm程度まで厚く形成しなければならない。
【0066】
しかし本実施の形態においては、コスト的にも高価な撥水性複合メッキ液を大量に使用することを避け、また金属のみのメッキに比較して時間の要する複合メッキの処理時間を短縮すべく、必要とされる厚さ分の0.1〜0.2μm程度の薄い複合メッキ膜51を形成し、この上に、エッチング時の選択比を補強するために、コストの安い通常のNiまたはCuで、さらに0.3μm程度の厚さでマスク金属膜52をメッキ形成し、図7(b) に示すように三層横造の金属膜にする。
【0067】
これに、オリフィスのパターン53を形成し、この三層横造のマスクを用い、酸素プラズマによるへリコン波エッチングで高速にエッチングする。そうすると、同図(c) に示すように、オリフィス54の孔空け加工が終了する迄の間に、マスク金属膜52がエッチングされて無くなり、更に複合メッキ膜51もやや削り取られてはいるが、オリフィス板の表面撥水性層として必要な厚さの膜は表面に残すことができる。これでオリフィス54の孔空け加工終了後のインク吐出面には、そのままで、後処理の必要はなく撥水性が付与されていることなる。
【0068】
【発明の効果】
以上詳細に説明したように、本発明によれば、熱可塑材からなる接着層を両面に塗布されたオリフィス板用薄膜シートのインク吐出口側となる表面の熱可塑性接着層をエッチングマスク膜を形成する前に除去するので、エッチング後に熱可塑性接着層が熱膨張し残渣として残ることがなく、これにより、残渣によるボンディング不良やオリフィス孔空け不良の発生を防止でき、且つ、加工工程が高温となるヘリコン波エッチング装置を使用できるから、複数の均一なオリフィス孔を一括して短時間で空けることが可能となる。
【0069】
また、オリフィス板の素材としてガラス転移点の高い熱可塑性接着材を被着したオリフィスシートを用いれば、オリフィス板取付け作業性が向上されるだけでなく、熱可塑性接着材によるインク溝塞がりや実装基板へのボンデング不良等の不具合が発生せず、ヘッド製造の歩留りが向上する。
【0070】
また、予めCu又はNi膜などの金属膜に撥水性膜とマスク鍍金膜を形成した複合金属膜をオリフィス板に形成した後に発熱抵抗体や隔壁などの形成された基板に貼り付けてオリフィスの孔空けを行えば、基板に貼り付けた後に複合膜をメッキ形成する場合のように析出物の実装基板への付着が発生せず、これにより、歩留りが向上すると共に、撥水性膜の形成がマスク膜と一括形成処理できるので作業能率が格段に向上する。
【図面の簡単な説明】
【図1】(a) は第1の実施の形態におけるサーマルインクジェットヘッドを示す図、(b) は同ヘッドをシリコンウエハ上に多数形成した状態を示す図である。
【図2】(a),(b),(c),(d) は図1のサーマルインクジェットヘッドの製造方法を工程順に示す平面図である。
【図3】(a),(b),(c) はそれぞれ上段に工程順のサーマルインクジェットヘッドの平面図を模式的に拡大して示し、中段に上段のA−A′矢視断面、下段に上段のB−B′矢視断面を示す図である。
【図4】サーマルインクジェットヘッドの製造工程の内容を示す図表である。
【図5】(a) は工程5が終了した直後の状態を示す図、(b) 及び(c) はその後に続く工程を示す図である。
【図6】(a),(b),(c) は第2の実施の形態におけるオリフィス板の加工方法を模式的に示す図である。
【図7】(a),(b) は第3の実施の形態におけるオリフィス板の孔空け加工直前のの工程を示す図、(c) はオリフィス孔空け加工後の状態を示す図である。
【図8】(a),(b),(c) はルーフシュータ型サーマルインクジェットヘッドの印字原理の概略を模式的に示す図である。
【図9】従来のサーマルインクジェットヘッドの製造工程を示す図表である。
【図10】(a) は従来のオリフィスの孔空け前の状態にある印字ヘッドの部分拡大断面図、(b) は金属膜パターンの形成が終了した状態を示す図、(c) はヘリコン波エッチングによるオリフィス加工時の不具合を示す図である。
【符号の説明】
1 シリコン基板
2 発熱抵抗体(発熱部)
3 オリフィス板
4 オリフィス(インク吐出口)
5、5′ インク
6 膜気泡
7 インク滴
8a、8c 熱可塑性接着材
8b ポリイミドフィルム
9 インク溝
11 隔壁
12 抵抗膜
13a 共通電極
13b 個別電極
14 金属膜
15 オリフィスのパターン
20 カラーヘッド(フルカラーサーマルインクジェットヘッド)
21 基板
22(22a、22b、22c、22d) 単一ヘッド
23 ノズル列
24 オリフィス板
25 シリコンウエハ
26 駆動回路
27 駆動回路端子
28 酸化膜
29 電極膜
31(31a、31b) 共通電極
32 共通電極給電端子
33 個別配線電極
34 発熱部
35 インク供給路
36 インク給送孔
37(37、37−1、37−2) 隔壁
38、38′ オリフィス板(オリフィスシート)
39 インク溝
41 ポリイミドフィルム
42a、42b 熱可塑性ポリイミド接着層
44 金属膜
45 パターン
46 インク通路
47 オリフィス
48 コンタクト孔
49 有機膜エッチング装置
50 マスク蒸着装置
51 複合メッキ膜
52 マスク金属膜
53 オリフィスパターン
54 オリフィス
Claims (9)
- 複数のインク流路を区画する隔壁と前記インク流路毎に設けられた発熱素子とが形成された基板上にオリフィス板を積層し該オリフィス板に複数の吐出ノズルを形成して成るインクジェットプリンタヘッドの製造方法において、
表裏両面に熱可塑性の接着層を形成された薄膜シート材を前記オリフィス板の素材に採用し、
該薄膜シート材のインク吐出側となる片面の前記接着層を除去し、
該接着層を除去した面に対エッチング用のマスク膜を形成し、
該マスク膜に少なくとも前記複数の吐出ノズルに対応したパターンを形成し、
該パターンに従ったエッチングにより前記複数の吐出ノズルを一括して形成する
ことを特徴とするインクジェットプリンタヘッドの製造方法。 - 前記接着層の除去は、前記薄膜シート材を前記基板上に積層した後に実施することを特徴とする請求項1記載のインクジェットプリンタヘッドの製造方法。
- 前記接着層の除去は、前記薄膜シート材を前記基板上に積層する前に実施することを特徴とする請求項1記載のインクジェットプリンタヘッドの製造方法。
- 前記マスク膜の形成は、前記薄膜シート材を前記基板上に積層する前に実施することを特徴とする請求項3記載のインクジェットプリンタヘッドの製造方法。
- 前記マスク膜は、撥水材料と金属の複合膜及び金属膜との多層マスク膜であることを特徴とする請求項4記載のインクジェットプリンタヘッドの製造方法。
- 前記マスク膜は前記薄膜シート材を一対の巻取りロール間で走行させつつ形成することを特徴とする請求項4記載のインクジェットプリンタヘッドの製造方法。
- 前記接着層は、ガラス転移点が150℃以上の熱可塑性接着層であることを特徴とする請求項1、2、3、4、5又は6記載のインクジェットプリンタヘッドの製造方法。
- 前記エッチングは、ヘリコン波ドライエッチングであることを特徴とする請求項1記載のインクジェットプリンタヘッドの製造方法。
- 前記接着層の除去は、ドライエッチングによって行うことを特徴とする請求項1、2、3又は7記載のインクジェットプリンタヘッドの製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP02337699A JP3554782B2 (ja) | 1999-02-01 | 1999-02-01 | インクジェットプリンタヘッドの製造方法 |
| US09/494,117 US6368515B1 (en) | 1999-02-01 | 2000-01-27 | Method of manufacturing ink-jet printer head |
| CNB008001081A CN1157291C (zh) | 1999-02-01 | 2000-01-31 | 喷墨打印头的制造方法 |
| EP00902002A EP1075389B1 (en) | 1999-02-01 | 2000-01-31 | Method of manufacturing ink-jet printer head |
| DE60037481T DE60037481T2 (de) | 1999-02-01 | 2000-01-31 | Verfahren zur herstellung eines tintenstrahldruckkopfes |
| PCT/JP2000/000499 WO2000046030A1 (en) | 1999-02-01 | 2000-01-31 | Method of manufacturing ink-jet printer head |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP02337699A JP3554782B2 (ja) | 1999-02-01 | 1999-02-01 | インクジェットプリンタヘッドの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000218800A JP2000218800A (ja) | 2000-08-08 |
| JP3554782B2 true JP3554782B2 (ja) | 2004-08-18 |
Family
ID=12108831
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP02337699A Expired - Fee Related JP3554782B2 (ja) | 1999-02-01 | 1999-02-01 | インクジェットプリンタヘッドの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6368515B1 (ja) |
| EP (1) | EP1075389B1 (ja) |
| JP (1) | JP3554782B2 (ja) |
| CN (1) | CN1157291C (ja) |
| DE (1) | DE60037481T2 (ja) |
| WO (1) | WO2000046030A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3554782B2 (ja) * | 1999-02-01 | 2004-08-18 | カシオ計算機株式会社 | インクジェットプリンタヘッドの製造方法 |
| JP2002210984A (ja) * | 2001-01-12 | 2002-07-31 | Ricoh Co Ltd | ノズル形成部材並びに液滴吐出ヘッド及びその製造方法 |
| JP4021383B2 (ja) * | 2003-06-27 | 2007-12-12 | シャープ株式会社 | ノズルプレート及びその製造方法 |
| US7063402B2 (en) * | 2003-11-24 | 2006-06-20 | Eastman Kodak Company | Flexible lamination for use with primary ink jet components |
| US20050219327A1 (en) * | 2004-03-31 | 2005-10-06 | Clarke Leo C | Features in substrates and methods of forming |
| US7607227B2 (en) * | 2006-02-08 | 2009-10-27 | Eastman Kodak Company | Method of forming a printhead |
| JP5106234B2 (ja) * | 2008-05-01 | 2012-12-26 | キヤノン株式会社 | 液滴吐出装置 |
| US8534797B2 (en) * | 2009-12-28 | 2013-09-17 | Xerox Corporation | Superoleophobic and superhydrophobic devices and method for preparing same |
| CN115230316A (zh) * | 2022-06-30 | 2022-10-25 | 江苏众立生新材料有限公司 | 仿镜面印刷方法及压光设备 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4558333A (en) | 1981-07-09 | 1985-12-10 | Canon Kabushiki Kaisha | Liquid jet recording head |
| US5682187A (en) * | 1988-10-31 | 1997-10-28 | Canon Kabushiki Kaisha | Method for manufacturing an ink jet head having a treated surface, ink jet head made thereby, and ink jet apparatus having such head |
| US5392064A (en) | 1991-12-19 | 1995-02-21 | Xerox Corporation | Liquid level control structure |
| US5949454A (en) * | 1994-07-29 | 1999-09-07 | Canon Kabushiki Kaisha | Ink jet head, ink jet head cartridge, ink jet recording apparatus and method for making ink jet head |
| US5912685A (en) * | 1994-07-29 | 1999-06-15 | Hewlett-Packard Company | Reduced crosstalk inkjet printer printhead |
| JP3368094B2 (ja) | 1995-04-21 | 2003-01-20 | キヤノン株式会社 | インクジェット記録ヘッドの製造方法 |
| JP3343875B2 (ja) | 1995-06-30 | 2002-11-11 | キヤノン株式会社 | インクジェットヘッドの製造方法 |
| FR2736303B1 (fr) | 1995-07-03 | 1998-08-21 | Seiko Epson Corp | Tete a jets d'encre et son procede de fabrication |
| JP3554782B2 (ja) * | 1999-02-01 | 2004-08-18 | カシオ計算機株式会社 | インクジェットプリンタヘッドの製造方法 |
| JP2000318170A (ja) * | 1999-05-13 | 2000-11-21 | Canon Inc | 液体噴射記録ヘッドおよびその製造方法 |
-
1999
- 1999-02-01 JP JP02337699A patent/JP3554782B2/ja not_active Expired - Fee Related
-
2000
- 2000-01-27 US US09/494,117 patent/US6368515B1/en not_active Expired - Lifetime
- 2000-01-31 EP EP00902002A patent/EP1075389B1/en not_active Expired - Lifetime
- 2000-01-31 WO PCT/JP2000/000499 patent/WO2000046030A1/en not_active Ceased
- 2000-01-31 CN CNB008001081A patent/CN1157291C/zh not_active Expired - Fee Related
- 2000-01-31 DE DE60037481T patent/DE60037481T2/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1075389A1 (en) | 2001-02-14 |
| CN1157291C (zh) | 2004-07-14 |
| DE60037481T2 (de) | 2008-04-30 |
| US6368515B1 (en) | 2002-04-09 |
| CN1293618A (zh) | 2001-05-02 |
| EP1075389B1 (en) | 2007-12-19 |
| JP2000218800A (ja) | 2000-08-08 |
| DE60037481D1 (de) | 2008-01-31 |
| WO2000046030A1 (en) | 2000-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4455282B2 (ja) | インクジェットヘッドの製造方法、インクジェットヘッドおよびインクジェットカートリッジ | |
| JPH02235642A (ja) | サーマルインクジェットプリントヘッド | |
| JP4749546B2 (ja) | インクジェット印刷ヘッド | |
| JPH01166965A (ja) | インク・ジェット印字ヘッド製造方法 | |
| JPH04229276A (ja) | サーマル式ドロップ・オン・デマンド・インクジェット・プリントヘッド | |
| JP3554782B2 (ja) | インクジェットプリンタヘッドの製造方法 | |
| JP4594755B2 (ja) | インクジェットプリントヘッドを作製する方法 | |
| JPH024510A (ja) | インクジェット記録ヘッドの製造方法 | |
| JP2000334956A (ja) | インクジェットプリンタヘッド及びその製造方法 | |
| JP3861532B2 (ja) | インクジェットプリンタヘッドの製造方法 | |
| JP2009525898A (ja) | プリントヘッド及びその製造方法 | |
| JPH10202889A5 (ja) | ||
| JPH0952365A (ja) | インクジェット記録ヘッド及びその製造方法、並びにインクジェット記録装置 | |
| ITTO980592A1 (it) | Testina di stampa a getto di inchiostro con piastrina di silicio di grandi dimensioni e relativo processo di fabbricazione | |
| JP4023131B2 (ja) | インクジェットプリントヘッドの製造方法 | |
| JPH11314366A (ja) | インクジェットヘッド及びその製造方法 | |
| JPH062415B2 (ja) | インクジェットヘッド及び該インクジェットヘッドの製造方法 | |
| JP2010018041A (ja) | インクジェットヘッド | |
| JP2009525899A (ja) | プリントヘッド製造方法 | |
| JPH11334079A (ja) | インクジェットヘッド及びその製造方法 | |
| JPH08142327A (ja) | インクジェット記録装置の記録ヘッド | |
| JP3719110B2 (ja) | インクジェットプリンタヘッドの製造方法 | |
| JPH05124208A (ja) | 液体噴射記録ヘツドの製造方法および液体噴射記録ヘツド | |
| JP2007261169A (ja) | 液体噴射ヘッド | |
| JPH10291311A (ja) | インクジェット記録ヘッド |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040330 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040412 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080521 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090521 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090521 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100521 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110521 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110521 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120521 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120521 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130521 Year of fee payment: 9 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130521 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |