JP3560251B2 - 鏡面研摩方法及び装置 - Google Patents
鏡面研摩方法及び装置 Download PDFInfo
- Publication number
- JP3560251B2 JP3560251B2 JP11427693A JP11427693A JP3560251B2 JP 3560251 B2 JP3560251 B2 JP 3560251B2 JP 11427693 A JP11427693 A JP 11427693A JP 11427693 A JP11427693 A JP 11427693A JP 3560251 B2 JP3560251 B2 JP 3560251B2
- Authority
- JP
- Japan
- Prior art keywords
- core
- ferrite
- mirror
- ferrite core
- processing position
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000005498 polishing Methods 0.000 title claims description 34
- 238000000034 method Methods 0.000 title claims description 10
- 229910000859 α-Fe Inorganic materials 0.000 claims description 58
- 238000003754 machining Methods 0.000 claims description 7
- 239000000463 material Substances 0.000 claims description 4
- 230000035699 permeability Effects 0.000 description 6
- 239000006061 abrasive grain Substances 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 3
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000007517 polishing process Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 230000003292 diminished effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
Images














Landscapes
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Description
【産業上の利用分野】
本発明は、フェライト磁芯の被加工物を鏡面加工するための鏡面研摩方法及び装置に関する。
【0002】
【従来の技術】
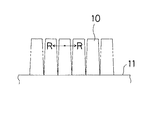
従来、フェライト磁芯を鏡面加工するための装置としては、図12及び図13に示す如きフェライト磁芯をマグネットチャックで吸着保持して鏡面加工を実施する装置がある。これらの図において、フェライト磁芯の1種であるEコア10はマグネットチャック11の上面(平坦度の良好な定盤となっている)に加工面を上にして多数配列され、相互に密着するように支えブロック12により支持されている。マグネットチャック11は電磁石構造を持ち、磁力によってマグネットチャック上面の各Eコア10及び支えブロック12を吸着する。そして、マグネットチャック11の矢印P方向の回転に伴い各Eコア10の加工面は矢印Q方向に高速回転する砥石13に接触し、該加工面の鏡面加工が実行される。
【0003】
図14及び図15は上記従来装置で鏡面加工して得られたフェライト磁芯の例としてのEコアで、中央脚部1、外側脚部2及び底面部3からなるものであり、図14は鏡面加工後においても中央脚部1よりも外側脚部2の方が長く、外側脚部先端面の最高点と中央脚部先端面の最低点との高さの差dが0.5μm程度ある場合を示している。また、逆に、図15は鏡面加工後においても外側脚部2よりも中央脚部1の方が長く、中央脚部先端面の最高点と外側脚部先端面の最低点との高さの差dが0.5μm程度ある場合を示している。
【0004】
このような従来装置において、Eコア10の加工面である中央脚部1及び外側脚部2の先端面の平坦度を悪化させる要因としては、次のような理由が考えられる。
▲1▼ マグネットチャック11でEコア10を磁気吸着した際に、Eコア10に潜在する内部残留応力やマグネットチャック11の昇温による影響によりEコア10に応力が加わり、Eコア10に歪が発生した状態で鏡面加工を行っている。このため、マグネットチャック11からEコア10を外すと、応力が消失する結果、Eコア10の歪が元に戻り、鏡面加工面の平坦度が低下する。
▲2▼ 図13のように、Eコア10は成型時の密度分布に起因して焼結後の厚みは一定とならず、各中央脚部及び外側脚部の先端方向が細くなる場合等があり、このような場合には、砥石による鏡面加工時に図13の矢印RのようにEコア10が横振れし、やはり鏡面加工面の平坦度が低下する。
【0005】
【発明が解決しようとする課題】
ところで、近年高透磁率のフェライト磁芯(例えば初透磁率μi=5000以上のMnZn系フェライト等)の開発がなされているが、Eコア等のように複数個突き合わせて磁気回路を構成するフェライト磁芯の場合、突き合わせ面の平坦度が極めて重要になる。すなわち、鏡面加工後の平坦度が悪いと、突き合わせ面にエアーギャップが発生し、高透磁率材を用いた効果が減殺されてしまう問題があった。
【0006】
そのため、よりいっそうの平坦度の向上が要望されているが、上述のマグネットチャックを用いて被加工物を固定して鏡面研摩加工する装置では、Eコア等のフェライト磁芯の平坦度を0.5μm以下にすることは非常に困難である。
【0007】
本発明は、上記の点に鑑み、フェライト磁芯の被加工物の上面の平坦度が極めて良好となるように鏡面加工可能な鏡面研摩方法及び装置を提供することを目的とする。
【0008】
【課題を解決するための手段】
上記目的を達成するために、本発明の鏡面研摩方法は、中央脚部と外側脚部とこれら両脚部を接続する底面部とからなるフェライト磁芯を被加工物として、その上端面を鏡面研摩する方法において、
前記フェライト磁芯の側面部分に係合するガイド溝を有していて間欠又は連続移動するキャリアと、該キャリアで加工位置に移送された前記フェライト磁芯の底面を支える回転定盤とを用い、
第1の加工位置にて回転定盤の走行動作により前記フェライト磁芯を前記ガイド溝の側壁に当接した状態に維持して、前記フェライト磁芯の上端面を第1の回転砥石で第1段階の鏡面研摩を行い、その後第2の加工位置では回転定盤の走行動作により前記フェライト磁芯を前記ガイド溝の側壁に当接した状態に維持して、前記フェライト磁芯の上端面を前記第1の回転砥石よりも細かい砥粒の第2の回転砥石で第2段階の鏡面研摩を行い、
前記第1及び第2の回転砥石を、前記フェライト磁芯の上端面の長手方向に走行させて鏡面研摩することを特徴としている。
【0009】
また、本発明の鏡面研摩装置は、中央脚部と外側脚部とこれら両脚部を接続する底面部とからなるフェライト磁芯を被加工物とし、該フェライト磁芯の側面部分に係合するガイド溝を有していて間欠又は連続移動するキャリアと、
該キャリアによって加工位置に移送された前記フェライト磁芯の底面を支える回転定盤と、
第1の加工位置に移送された前記フェライト磁芯の上端面を鏡面研摩する第1の回転砥石と、
前記第1の加工位置を経て第2の加工位置に移送された前記フェライト磁芯の上端面を鏡面研摩する、前記第1の回転砥石よりも細かい砥粒の第2の回転砥石とを備え、
前記第1及び第2の加工位置では各々回転定盤の走行動作により前記フェライト磁芯を前記ガイド溝の側壁に当接した状態に維持するとともに、前記第1及び第2の回転砥石を、前記フェライト磁芯の上端面の長手方向に走行させて鏡面研摩を行うことを特徴としている。
【0010】
【作用】
本発明においては、フェライト磁芯の被加工物の固定にマグネットチャックを用いておらず、被加工物をマグネットチャックに磁気吸着する際の応力に起因する被加工物の歪を除去できる。また、定盤は連続回転して被加工物の側面部分をキャリヤのガイド溝側壁に押し当てた状態に維持でき、この状態で回転砥石による鏡面研摩を行うので、被加工物の研摩時の振動、振れを防止できる。これらの理由によって、平坦度の極めて良好な鏡面加工が可能となる。
【0011】
【実施例】
以下、本発明に係る鏡面研摩方法及び装置の実施例を図面に従って説明する。
【0012】
図1乃至図3において、20は基台であり、該基台20上に間欠回転もしくは連続回転する円盤状キャリア21が配置されている。該キャリア21の外周縁部には被加工物としてのフェライト磁芯(例えばEコア等)30の側面部分に係合するガイド溝22が等間隔で形成されている。
【0013】
第1の加工位置M1では、アルミナ等のセラミックの非磁性回転定盤23Aがキャリア21の下側に配置されていて、前記ガイド溝22によるフェライト磁芯収容空間の底面を構成するようになっている。また、キャリア21の上方にはエアースピンドル24Aで回転駆動される第1の回転砥石25Aが配置されている。この第1の回転砥石25Aは比較的粗い砥粒を有するものである。
【0014】
第2の加工位置M2にも、アルミナ等のセラミックの非磁性回転定盤23Bがキャリア21の下側に配置されていて、前記ガイド溝22によるフェライト磁芯収容空間の底面を構成するようになっている。また、キャリア21の上方にはエアースピンドル24Bで回転駆動される第2の回転砥石25Bが配置されている。この第2の回転砥石25Bは細かい砥粒を有するものである。
【0015】
前記第1及び第2の加工位置M1,M2のエアースピンドル24A,24Bは、基台20側のXテーブル27上に立設されたコラム26A,26Bによって昇降自在に支持されている。したがって、第1及び第2の回転砥石25A,25BはXテーブル27によりX方向の移動(水平面内の直線移動)が、エアースピンドル24A,24Bの昇降によって鉛直方向の移動が可能に支えられることになる。
【0016】
なお、各定盤23A,23B及び各回転砥石25A,25Bの回転方向は図1中矢印の如く右回りである。また、供給位置Jのキャリア21のガイド溝22に対しては搬入側コンベア手段により矢印J1の如くフェライト磁芯30が供給されるようになっている。また、円盤状キャリア21の外周方向から見た図2のように、供給位置Jから第1の加工位置M1に至るまでの間は、基台20に対し固定の底板28がキャリア21の下側に配置されていて、前記ガイド溝22によるフェライト磁芯収容空間の底面を構成するようになっている。第1の加工位置M1から第2の加工位置M2に至るまでの間、及び第2の加工位置M2から排出位置Kに至るまでの間も同様に基台に固定の底板が設けられている。排出位置Kの下側には矢印K1の如く走行する排出側コンベア手段が配設されている。
【0017】
上記実施例の構成において、搬入側コンベア手段によって供給位置Jの円盤状キャリア21のガイド溝22に送り込まれた被加工物としてのフェライト磁芯30はキャリア21の間欠回転もしくは連続回転にしたがって第1の加工位置M1に移送される。移送途中では図2のようにガイド溝22の下方は底板28で支持されているので、フェライト磁芯30は落下することなく第1の加工位置M1の非磁性回転定盤23A上に移載される。
【0018】
円盤状キャリア21の外周方向から見た図3のように、第1の加工位置M1下でフェライト磁芯30は、非磁性回転定盤23Aの比較的ゆっくりした矢印F1方向の走行動作によりガイド溝22の側壁22aに当接状態に維持されている(具体的に言えば磁芯30の側面部分が側壁22aに当接状態に維持されている)。そして、第1の回転砥石25Aの高速回転によりフェライト磁芯30の上端面が回転砥石25Aの比較的粗い砥粒で第1段階の鏡面研摩が実行される。
【0019】
第1段階の鏡面研摩後のフェライト磁芯30は、キャリア21により第2の加工位置M2下に移送され、図3の場合と同様にして第2の回転砥石25Bによる細かい砥粒で第2段階(仕上げ)の鏡面研摩が実行される。
【0020】
上記実施例による鏡面研摩装置でフェライト磁芯としてのEコアに鏡面加工を施した場合、図4のように、中央脚部1よりも外側脚部2の方が長く、外側脚部先端面の最高点と中央脚部先端面の最低点との高さの差dを0.3μm以下にすることができ、面粗さを0.07μm以下とすることができた。このような高精度の鏡面研摩処理は、鏡面加工の際にマグネットチャックを用いず、かつEコアの横振れを無くし、Eコアの中央脚部及び外側脚部に沿った長手方向に砥石を走行させて研摩することで実現している。このため、図5のように、前記中央脚部1及び外側脚部2の先端面の研摩痕跡Sは前記中央脚部及び外側脚部に沿った長手方向に略直線状(実際には砥石の回転半径で定まる円弧)に形成されている。なお、研摩痕跡Sは肉眼では判別困難であるが、顕微鏡等で中央脚部1及び外側脚部2の先端面を拡大して観察することで認識できる。
【0021】
上述したように、実施例による鏡面研摩装置でEコア等のフェライト磁芯を鏡面研摩した場合、鏡面研摩面である突き合わせ面の平坦度を極めて良好とすることができ、例えば2個突き合わせてトランスやインダクタの磁芯を構成したとき、突き合わせ面の平坦度が0.3μm以下で形状も安定しているため、突き合わせ面間のエアーギャップを微小にでき、エアーギャップに起因するインダクタンスの低下を防止できる。また、エアーギャップが充分小さいので、初透磁率5000以上の高透磁率材のMnZn系フェライトで構成した場合、その高透磁率材の性能を充分発揮させることができる(エアーギャップで性能が減殺されることが少ない。)。
【0022】
なお、本発明は、Eコアの他に、図6のERコア、図7のPQコア、図8のRMコア、図9のEPコア、図10のLPコア、図11のEPCコア等の中央脚部と外側脚部とこれら両脚部を接続する底面部とからなるフェライト磁芯の鏡面研摩を良好に実行できる。
【0023】
以上本発明の実施例について説明してきたが、本発明はこれに限定されることなく請求項の記載の範囲内において各種の変形、変更が可能なことは当業者には自明であろう。
【0024】
【発明の効果】
以上説明したように、本発明によれば、フェライト磁芯の被加工物の側面及び底面部分の支持を工夫することによって、フェライト磁芯の被加工物の上面の平坦度が極めて良好となるように鏡面加工可能である。
【図面の簡単な説明】
【図1】本発明に係る鏡面研摩方法及び装置の実施例を示す斜視図である。
【図2】実施例におけるフェライト磁芯の移送工程を示す拡大断面図である。
【図3】実施例における鏡面研摩工程を示す拡大断面図である。
【図4】実施例の装置で鏡面研摩処理したEコアを示す正面図である。
【図5】同斜視図である。
【図6】本発明を適用可能なERコアを示す斜視図である。
【図7】本発明を適用可能なPQコアを示す斜視図である。
【図8】本発明を適用可能なRMコアを示す斜視図である。
【図9】本発明を適用可能なEPコアを示す斜視図である。
【図10】本発明を適用可能なLPコアを示す斜視図である。
【図11】本発明を適用可能なEPCコアを示す斜視図である。
【図12】従来の鏡面研摩装置を示す斜視図である。
【図13】従来のEコアの鏡面研摩工程の不具合点を説明する拡大図である。
【図14】従来のEコアの1例を示す正面図である。
【図15】従来のEコアの他の例を示す正面図である。
【符号の説明】
1 中央脚部
2 外側脚部
10 Eコア
21 円盤状キャリア21
22 ガイド溝
23A,23B 非磁性回転定盤
24A,24B エアースピンドル
25A,25B 回転砥石
M1 第1の加工位置
M2 第2の加工位置
30 フェライト磁芯
Claims (3)
- 中央脚部と外側脚部とこれら両脚部を接続する底面部とからなるフェライト磁芯を被加工物として、その上端面を鏡面研摩する方法において、
前記フェライト磁芯の側面部分に係合するガイド溝を有していて間欠又は連続移動するキャリアと、該キャリアで加工位置に移送された前記フェライト磁芯の底面を支える回転定盤とを用い、
第1の加工位置にて回転定盤の走行動作により前記フェライト磁芯を前記ガイド溝の側壁に当接した状態に維持して、前記フェライト磁芯の上端面を第1の回転砥石で第1段階の鏡面研摩を行い、その後第2の加工位置では回転定盤の走行動作により前記フェライト磁芯を前記ガイド溝の側壁に当接した状態に維持して、前記フェライト磁芯の上端面を前記第1の回転砥石よりも細かい砥粒の第2の回転砥石で第2段階の鏡面研摩を行い、
前記第1及び第2の回転砥石を、前記フェライト磁芯の上端面の長手方向に走行させて鏡面研摩することを特徴とする鏡面研摩方法。 - 中央脚部と外側脚部とこれら両脚部を接続する底面部とからなるフェライト磁芯を被加工物とし、該フェライト磁芯の側面部分に係合するガイド溝を有していて間欠又は連続移動するキャリアと、
該キャリアによって加工位置に移送された前記フェライト磁芯の底面を支える回転定盤と、
第1の加工位置に移送された前記フェライト磁芯の上端面を鏡面研摩する第1の回転砥石と、
前記第1の加工位置を経て第2の加工位置に移送された前記フェライト磁芯の上端面を鏡面研摩する、前記第1の回転砥石よりも細かい砥粒の第2の回転砥石とを備え、
前記第1及び第2の加工位置では各々回転定盤の走行動作により前記フェライト磁芯を前記ガイド溝の側壁に当接した状態に維持するとともに、前記第1及び第2の回転砥石を、前記フェライト磁芯の上端面の長手方向に走行させて鏡面研摩を行うことを特徴とする鏡面研摩装置。 - 前記回転定盤が耐摩耗性の非磁性材である請求項2記載の鏡面研摩装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11427693A JP3560251B2 (ja) | 1993-04-19 | 1993-04-19 | 鏡面研摩方法及び装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11427693A JP3560251B2 (ja) | 1993-04-19 | 1993-04-19 | 鏡面研摩方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH06297306A JPH06297306A (ja) | 1994-10-25 |
| JP3560251B2 true JP3560251B2 (ja) | 2004-09-02 |
Family
ID=14633779
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP11427693A Expired - Lifetime JP3560251B2 (ja) | 1993-04-19 | 1993-04-19 | 鏡面研摩方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3560251B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111037434A (zh) * | 2019-12-30 | 2020-04-21 | 江苏万力机械股份有限公司 | 一种圆盘类汽车铸件表面处理装置 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5816894A (en) | 1994-12-16 | 1998-10-06 | Hitachi Metals, Ltd. | Gap-providing ferrite core half and method for producing same |
| CN100450717C (zh) * | 2006-11-28 | 2009-01-14 | 潘旭华 | 一种工件磨削装置 |
| JP4564996B2 (ja) * | 2007-10-09 | 2010-10-20 | 西部自動機器株式会社 | 研削装置 |
| CN103921197A (zh) * | 2014-04-02 | 2014-07-16 | 湖州科富电子科技有限公司 | 形状自动加工装置 |
| JP6778127B2 (ja) | 2017-02-14 | 2020-10-28 | 株式会社ディスコ | 磁気コアの製造方法 |
| CN113290499B (zh) * | 2021-06-23 | 2022-10-14 | 莱芜成威电子材料有限公司 | 一种磁芯研磨机和磁芯气隙研磨方法 |
| CN115662721A (zh) * | 2022-10-28 | 2023-01-31 | 天长市中德电子有限公司 | 一种异型铁氧体磁芯及其加工工艺 |
| CN117773660A (zh) * | 2023-12-29 | 2024-03-29 | 青岛航天半导体研究所有限公司 | 磁芯气隙加工方法、电子设备和存储介质 |
-
1993
- 1993-04-19 JP JP11427693A patent/JP3560251B2/ja not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111037434A (zh) * | 2019-12-30 | 2020-04-21 | 江苏万力机械股份有限公司 | 一种圆盘类汽车铸件表面处理装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH06297306A (ja) | 1994-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5836807A (en) | Method and structure for polishing a wafer during manufacture of integrated circuits | |
| US7322098B2 (en) | Method of simultaneous two-disk processing of single-sided magnetic recording disks | |
| JP5776491B2 (ja) | フォトマスク用、レチクル用又はナノインプリント用のガラス基板及びその製造方法 | |
| JP3560251B2 (ja) | 鏡面研摩方法及び装置 | |
| CN105372933B (zh) | 压印光刻法的矩形基材和制备方法 | |
| US4333229A (en) | Method of manufacturing thin film magnetic head/slider combination | |
| TW201044453A (en) | Method for forming a chamfer on wafer | |
| US20110189505A1 (en) | Method for manufacturing glass substrate for magnetic recording medium | |
| JP3953765B2 (ja) | 磁気転写装置 | |
| JP3052201B2 (ja) | 精密平面加工機械 | |
| CN114523340A (zh) | 研磨抛光成套装备、研磨抛光方法 | |
| JP3740186B2 (ja) | 磁気ヘッドスライダの製造方法 | |
| JP4530479B2 (ja) | 精密加工装置 | |
| KR20110136206A (ko) | 자기유변유체를 이용한 피가공물의 연마장치 및 그 연마방법 | |
| TWI856586B (zh) | 精密花崗岩氣靜壓運動平台裝置 | |
| US12377514B2 (en) | Carrier and method for manufacturing substrate | |
| JPH09248758A (ja) | 薄板ワーク平面研削方法及びその装置 | |
| JP2002127003A (ja) | 姿勢制御装置付精密加工装置及び姿勢制御方法 | |
| KR100806949B1 (ko) | 직진형 연마방법 및 장치 | |
| JP2007180102A (ja) | 吸着体の製造方法及び吸着体 | |
| US6940668B2 (en) | Magnetic transfer apparatus using a slave medium and a master carrier | |
| JPH11260652A (ja) | フェライト磁芯及びその製造方法 | |
| JP3544448B2 (ja) | 磁気研磨による鏡面加飾方法 | |
| JP7601275B1 (ja) | 位置決め方法、円盤状基板の製造方法、位置決め装置、及び円盤状基板の製造装置 | |
| WO1999047304A1 (en) | Large batch magnetic float polishing equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20021112 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040521 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080604 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090604 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090604 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100604 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110604 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120604 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120604 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130604 Year of fee payment: 9 |
|
| EXPY | Cancellation because of completion of term |