JP3573019B2 - ウレタン成形品の製造方法 - Google Patents
ウレタン成形品の製造方法 Download PDFInfo
- Publication number
- JP3573019B2 JP3573019B2 JP27619399A JP27619399A JP3573019B2 JP 3573019 B2 JP3573019 B2 JP 3573019B2 JP 27619399 A JP27619399 A JP 27619399A JP 27619399 A JP27619399 A JP 27619399A JP 3573019 B2 JP3573019 B2 JP 3573019B2
- Authority
- JP
- Japan
- Prior art keywords
- urethane
- cavity
- pigment
- urethane material
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、成形と塗装を同時に行うために金型内のキャビティに予め塗料を塗布した後にウレタン材料を注入して発泡成形するウレタン成形品の製造方法に関するものである。
【0002】
【従来の技術】
この種の成形品として、例えば、車両用のステアリングホイールがある。ステアリングホイールは、芯金を金型キャビティ(成形品形状を作る空洞部)にセットした後に、金型キャビティにウレタン材料を注入して発泡成形される。ウレタン材料からなるステアリングホイールでは、外観、触感、耐摩耗性等を向上させるために、その表面部にスキン層を形成する必要があり、このスキン層を形成する方法として、減圧状態にしたキャビティ内にウレタン材料を注入する方法が本願出願人により実用化されている(特許第2518481号公報)。
【0003】
詳しくは、減圧状態の金型キャビティにウレタン材料を注入すると、そのウレタン材料中に含まれていたガスが、減圧下で突沸してガス泡になるため、ウレタン材料は短時間に発泡してキャビティに流動しながら充満されていく。このウレタン材料の発泡と並行してウレタン反応が始まり反応硬化が進行する。このとき、キャビティ面に近接する部分は、反応熱が金型へ逃げてしまうため、ウレタン反応が遅れウレタン材料の増粘が抑制される。そのため、表面部のガス泡は、減圧下で脱ガスされて、低発泡のスキン層になる。一方、キャビティ面から離れた内部では、ウレタン反応による増粘が進行してガス泡がそのまま保持されて高発泡のコア部が形成される。このようにすれば、高発泡のコア部の表面に低発泡のスキン層が形成されることになり、ステアリングホイール表面の外観、触感、耐摩耗性等が向上される。
【0004】
ところが、上述のように発泡成形により成形されるウレタン樹脂は、耐光性に劣り黄変する欠点があるため、そのウレタン樹脂部分の表面に耐光性をもたせるための塗膜を形成する必要がある。
【0005】
この塗膜の形成方法として、金型内のキャビティに予め塗料を塗り、その後、製品の成形を行う方法が適用されている。具体的には、金型を開いてキャビティに塗料溶液をスプレーガンで塗布(モールドコート)する。その後、金型を閉じキャビティにウレタン材料を混合注入して反応硬化させる。これにより、成形品の表面に塗膜が形成される。なお、ここで用いられる塗料溶液は、例えば、溶剤としてのメチルエチルケトン(MEK)及びイソプロピルアルコール(IPA)と、耐光性に優れたウレタン樹脂とからなる。
【0006】
【発明が解決しようとする課題】
ところで、上述したウレタン樹脂の発泡成形では、キャビティに最初に注入されるウレタン材料が低発泡のスキン層となり、後から注入されるウレタン材料が高発泡のコア部となる。そのため、顔料を含んだウレタン材料を注入して低発泡のスキン層を形成するとともに、顔料を含まないウレタン材料を注入して高発泡のコア部を形成することで、顔料を低減する成形方法が本願出願人により提案されている(特開平9−183138号公報)。また、この成形方法では、ゲート残留部を切除することによる無着色のコア部が表面に露出することを防止する対策として、発泡成形の終期工程において、顔料を含んだウレタン材料を注入するようにしている。
【0007】
ところが、上述のようにスプレーガンにより塗料溶液を塗布(モールドコート)した場合では、キャビティに塗料を的確に塗布することができない。そのため、キャビティ以外の部分に塗布された塗料は、上記発泡成形においてバリを発生させてしまう。このバリは、顔料を含んだスキン層間に顔料を含まないコア部が侵入した断面構造となるため、バリ処理工程によりバリを除去すると、無着色のコア部が表面に露出し外観を悪化させてしまう。
【0008】
本発明は上記問題点を解決するためになされたものであって、その目的は、外観を悪化させることなく、ウレタン材料に含まれる顔料を低減できるウレタン成形品の製造方法を提供することにある。
【0009】
【課題を解決するための手段】
上記目的を達成するために、請求項1に記載の発明は、ウレタン材料を注入して発泡成形を行うウレタン成形品の製造方法において、金型を閉じた状態の金型キャビティ内で、溶剤とウレタン樹脂とを含む塗料溶液を沸騰させ、沸騰時の体積増加及び破泡により塗料を金型キャビティの表面に塗布すると共に気化した溶剤を排気して塗膜層を金型キャビティ表面に形成する塗装工程と、金型キャビティ内に顔料を含んだ第1のウレタン材料を注入する第1注入工程と、前記第1のウレタン材料より顔料を多く含んだ第2のウレタン材料を注入する第2注入工程とからなることをその要旨としている。
【0010】
請求項2に記載の発明では、請求項1に記載の発明において、前記塗装工程は、減圧状態で行うことをその要旨としている。
請求項3に記載の発明では、請求項1に記載の発明において、前記第1注入工程は、減圧下で行うことをその要旨としている。
【0011】
請求項4に記載の発明では、請求項1に記載の発明において、前記第1注入工程と第2注入工程との間に、第1のウレタン材料より顔料がさらに低減された、もしくは顔料を含まない第3のウレタン材料を注入する第3注入工程を含むことをその要旨としている。
【0012】
(作用)
請求項1に記載の発明によれば、金型を閉じた状態の金型キャビティ内で、溶剤とウレタン樹脂とを含む塗料溶液を沸騰させ、沸騰時の体積増加及び破泡により塗料が金型キャビティの表面に塗布されると共に気化した溶剤が排気されて金型キャビティに塗膜層が形成される。そして、減圧状態の金型キャビティ内に顔料濃度が低められた第1のウレタン材料が注入されてウレタン材料の発泡成形が行われる。その後、第1のウレタン材料よりも顔料を多く含んだ第2のウレタン材料が注入されて、ゲート近傍部が発泡成形される。このように、金型を閉じた状態で金型キャビティに塗膜層を形成した場合では、発泡成形時におけるバリの発生が抑制されるので、ウレタン材料に含まれる顔料の低減が可能となる。
【0013】
請求項2に記載の発明によれば、金型キャビティを減圧状態とすることで金型キャビティ内で塗料溶液が沸騰し、その沸騰時の体積増加及び破泡により金型キャビティに塗膜層がほぼ均一な厚さで形成される。この場合、塗料溶液の注入量を制御することによって発泡成形されるウレタン材料の表面に所望の厚さの塗膜層がほぼ均一に形成される。従って、第1のウレタン材料に含まれる顔料の低減が可能となる。
【0014】
請求項3に記載の発明によれば、減圧下で、金型キャビティに第1のウレタン材料が注入されると、最初に注入されたウレタン材料により低発泡のスキン層が形成され、その後に注入されるウレタン材料により高発泡のコア部が形成される。このように成形した場合、スキン層の顔料濃度は、ゲート近傍部のウレタン樹脂と比較して低濃度であるが、気泡がほとんどないことからその着色度合は、ゲート近傍部とほぼ等しくなる。また、従来技術のように塗料がキャビティ以外の部分に塗布されることはなく、発泡成形によって発生するバリが低減される。従って、バリ除去に伴うコア部の露出が防止され、第1のウレタン材料に含まれる顔料の低減が可能となる。。
【0015】
請求項4に記載の発明によれば、第1のウレタン材料によって、成形品の表面に低発泡のスキン層が形成され、第1のウレタン材料よりも顔料がさらに低減された、もしくは顔料を含まない第3のウレタン材料によって、前記スキン層の内部のコア部か形成される。
【0016】
表面用の第1のウレタン材料においては、顔料濃度を基準濃度の40%〜80%に低めることが好ましい。内部用の第3のウレタン材料においては、顔料濃度を基準濃度の30%〜70%に低めることが好ましい。
【0017】
【発明の実施の形態】
以下、本発明を具体化した実施形態を図面に従って説明する。
図1〜3は、本実施形態における射出成形機の一部断面図であり、図4は同射出成形機により成形される車両用のステアリングホイール1の斜視図である。
【0018】
図4に示すようにステアリングホイール1は、リング部2、スポーク部3,4,5及びボス部6を有しており、図1〜3に示す射出成形機の金型7(下型8,上型9)は、リング部2及びスポーク部3,4,5の芯金10をウレタン樹脂で被覆するためのものである。なお、本実施形態では、図4に示すステアリングホイール1を裏返した状態で、ウレタン樹脂の発泡成形が実施される。
【0019】
図1〜図3に示すように、金型7は枠体11と蓋体12とからなるボックス13内に配設されている。詳しくは、枠体11には金型7の下型8が固定され、蓋体12には金型7の上型9が固定されている。また、蓋体12における枠体11との接合部にはシール部材14が配設されている。そして、図1に示すように金型7が開けられている状態から枠体11及び下型8が上方へ移動されて図2に示すように芯金10がセットされた状態で金型7が閉じられ型締めされる。なおこのとき、枠体11と蓋体12とによりボックス13が形成され、シール部材14によりボックス13内が密封される。また、本実施形態の芯金10は、アルミダイカスト、マグネシウムダイカスト、またはそれらからなる合金のダイカスト成形により製造され、芯金10のリング部10aの断面形状は、図2に示すようにU字形状となっている。
【0020】
下型8及び上型9には凹部15,16が形成されており、同凹部15,16が成形品形状を作るためのキャビティ17となる。また、成形時にステアリングホイール1の芯金10を固定するために、下型8の中央部に固定部材18が突設されるとともに、上型9の中央部に固定部材19が突設されている。さらに、上型9の凹部16には、排出孔20(例えば、断面積=4mm2)が形成されて、同排出孔20によりキャビティ17がボックス13内の中空部21に連通される。
【0021】
枠体11の一方の側壁(図の左側の側壁)には排出管31が設けられ、その排出管31は、配管32及びバルブ33を介して真空ポンプ34に接続されている。真空ポンプ34が駆動されると、ボックス13内の空気が排出管31から排出され、ボックス13内が減圧される。
【0022】
また、枠体11の他方の側壁(図の右側の側壁)側には、ウレタン注入装置40の射出ノズル41が配設されており、ウレタン注入装置40で混合されたウレタン材料が射出ノズル41からゲート23を介してキャビティ17に注入される。なお、ウレタン材料は、液状であってポリオール成分、イソシアネート成分及び着色成分を含み、ウレタン注入装置40内において、それら3成分が混合されるように構成されている。
【0023】
ここで、ウレタン注入装置40の概略構成を図5を用いて説明する。
図5に示すように、ウレタン注入装置40は、シリンダ42とその先端に配設されるボディ43とを備えている。ボディ43の先端側に前記射出ノズル41を有しており、この射出ノズル41が前記枠体11の側壁に配設される。
【0024】
ボディ43の中心には貫通孔44が形成され、その貫通孔44には、シリンダ42内を往復運動するピストン(図示略)に取り付けられたスプール46が摺動可能に挿入されている。スプール46の外周にはその長手方向に延びる一対の長溝47a,47bが形成されている。そして、ピストンの往復運動により、スプール46は図5に示す2点鎖線で示す前進位置と実線で示す後退位置との間で摺動し、後退した位置でのスプール46の先端面と貫通孔44の壁面とによって混合室48が形成される。
【0025】
ボディ43内部には円筒形状をなすノズル体49とノズル体50とが対向する位置に配設され、ノズル体49からポリオール成分が吐出されるとともにノズル体50からイソシアネート成分が吐出されるようになっている。各ノズル体49,50には混合室48又は長溝47a,47bに開口するオリフィス51が形成されている。ボディ43の外面には各ノズル体49,50を保持するホルダ(図示略)が装着され、これに挿通されたニードル52の先端がオリフィス51の開度を調節するようになっている。また、ボディ43のノズル体49,50の隣にはポリオール成分用の環流穴53とイソシアネート成分用の環流穴54が形成され、この環流穴53,54は共に長溝47a,47bに開口している。
【0026】
ノズル体49及び環流穴53にはホース56によりポリオール成分用のタンク57とポンプ58とが接続され、タンク57→ポンプ58→ノズル体49→長溝47a→環流穴53→タンク57の順にポリオール成分が循環するようになっている。また、ノズル体50及び環流穴54にはホース60によりイソシアネート成分用のタンク61とポンプ62とが接続され、タンク61→ポンプ62→ノズル体50→長溝47b→環流穴54→タンク61の順にイソシアネート成分が循環するようになっている。
【0027】
スプール46の中心には着色成分を吐出するための吐出孔64が形成されている。詳しくは、吐出孔64の先端は、スプール46の先端面に開口するとともに、その後端はスプール46の外周面に開口している。また、ボディ43の後部には、スプール46が後退した時にのみ吐出孔64の後端側の開口部に連通する導入孔65が形成されている。導入孔65には、ホース66により流量調整装置67及びバルブ68を介して着色成分用のタンク69が接続され、そのタンク69内はエア加圧装置70により常に加圧されている。バルブ68はタイマ等により開閉制御され、このバルブ68の開閉タイミングと流量調整装置67によって吐出孔64からの吐出量が調整される。なお、本実施の形態では、着色成分としての顔料をポリオール成分に分散させた着色材料がタンク69に収容され、その着色材料がバルブ68、流量調整装置67等を介して吐出孔64から吐出される。
【0028】
このように、吐出孔64から吐出される着色材料と、ノズル体49から吐出されるポリオール成分と、ノズル体50から吐出されたイソシアネート成分とが混合室48内で衝突混合され、スプール46が前方位置に摺動することでそのウレタン材料が射出ノズル41からキャビティ17に注入される。
【0029】
次に、本実施形態におけるステアリングホイール1のウレタン樹脂の成形方法を図1〜図3を用いて説明する。
先ず、図1に示すように、金型7を開いてキャビティ17(下型8の凹部15及び上型9の凹部16)の壁面に離型剤を塗布する。この離型剤は、ワックス、シリコンオイル等からなり、金型7に成形品が粘着することを防いで、成形品を取り出し易くする目的で塗布されるものである。
【0030】
次いで、金型7を水平に保ちつつ液状の塗料M(本実施形態では、170g)を下型8の凹部15に注ぎ込む。本実施の形態における塗料Mの溶液は、溶剤としてのメチルエチルケトン(MEK)及びイソプロピルアルコール(IPA)と、固形分としてのウレタン樹脂を含む。なお、塗料Mにおける各成分の割合を重量%で示すと、MEK=約85%、IPA=約10%、ウレタン樹脂=2.5%となる。また、塗料Mに含まれるウレタン樹脂は発泡成形されるウレタン樹脂と同色に着色されている。
【0031】
そして、図2に示すように金型7内に芯金10をセットして金型7を閉じ型締めする。なおこのとき、枠体11と蓋体12とがシール部材14を介して接合されボックス13内は密閉状態となる。本実施形態では、金型7を閉じた状態でキャビティ表面への塗装工程が実施される。
【0032】
詳しくは、真空ポンプ34を駆動し排出管31からボックス13内の空気を排出することでボックス13内を減圧する。このとき、キャビティ17内の空気が排出孔20を介してボックス13内の中空部21に吸い出されてキャビティ17内も減圧される。キャビティ17内が減圧されると、塗料Mの溶剤(MEK,IPA)の沸点が低下する。これにより、塗料Mは体積増加を伴いつつ沸騰して破泡する。具体的には、金型7の温度が55℃に保たれており、キャビティ17内が300torr以下に減圧されると溶剤は沸騰する。この沸騰時の体積増加及び破泡により、塗料Mがキャビティ17の壁面に塗布される。
【0033】
そして、塗料Mの溶剤が気化して、塗料Mのウレタン樹脂がキャビティ17の壁面に塗着される。つまり、塗膜層がキャビティ17の壁面に形成される。またこのとき、キャビティ17内における芯金10の表面が塗料Mの溶剤により洗浄されるとともに、接着剤の役割を果たす塗料Mが芯金10の表面に塗着される。なお、本実施形態では、キャビティ17は50torrまで減圧され、溶剤は約60秒で気化する。そして、気化した溶剤は排出孔20からボックス13内の中空部21及び排出管31等を介して真空ポンプ34から排気される。
【0034】
次いで、その減圧状態を保ちつつウレタン注入装置40で混合されたウレタン材料が射出ノズル41からゲート23を介してキャビティ17に注入されて、図3及び図6に示すように同材料がキャビティ17内で反応硬化する。これにより、塗料Mのウレタン樹脂U1の内側に、低発泡のスキン層U2と高発泡のコア部U3が形成される。なお、図6は、ステアリングホイール1のリング部2における拡大断面図である。
【0035】
詳しくは、スプール46を後退させて、ノズル体49からポリオール成分を、ノズル体50からイソシアネート成分をそれぞれ混合室48に吐出させる。またこれと同時に、バルブ68を開いて、吐出孔64から着色材料を混合室48に吐出させ、これらを衝突混合させる。このとき、ウレタン材料中の顔料濃度は、例えば、基準濃度の40%となるように調整される。そして、スプール46を前進させると、混合されたウレタン材料が射出ノズル41からキャビティ17に注入される。つまり、基準濃度に対して顔料濃度が40%に低められた第1のウレタン材料がキャビティ17に注入される(第1の注入工程)。
【0036】
すると、そのウレタン材料中に含まれていたガスが、減圧下で急激に突沸して無数のガス泡になるため、ウレタン材料は短時間に発泡してキャビティ17に流動しながら充満されていく。このウレタン材料の発泡と並行してウレタン材料中のポリオール成分とイソシアネート成分との反応(ウレタン反応)が始まる。それに伴って発熱が起こり反応硬化が進行する。このとき、キャビティ17の壁面に近接する部分は、反応熱が金型7へ逃げてしまうため、内部と比較してウレタン反応が遅れてウレタン材料の増粘が抑制される。このため、表面部のガス泡は、減圧下で容易に破れて脱ガスされて、微少なガス泡も残存しない極低発泡の緻密なスキン層U2になる。一方、キャビティ17の壁面から離れた内部では、ウレタン反応による増粘が急速に進行してガス泡がそのまま保持されて高発泡のコア部U3が形成される。このように、高発泡のコア部U3の表面にスキン層U2が形成されることによって、ステアリングホイール1にはソフト感だけでなくしっかりとした触感が与えられることとなる。
【0037】
その後、吐出孔64から混合室48に吐出される着色成分が増量され顔料濃度が基準濃度(100%)に調整されたウレタン材料が射出ノズル41からキャビティ17に注入される。つまり、前記第1のウレタン材料よりも顔料を多く含んだ第2のウレタン材料が注入される(第2注入工程)。これにより、図3に示すようにゲート近傍部のウレタン樹脂U4が形成される。従って、ゲート残留部としてのウレタン樹脂U5が切除されたとしても、基準濃度の顔料を含むウレタン樹脂U4が露出するため、外観の悪化が防止される。
【0038】
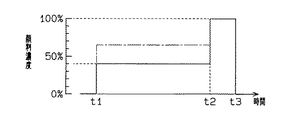
図7は、上記成形における顔料濃度変化のタイミングチャートである。つまり、図7に示すようにt1〜t2の期間における第1注入工程では、基準濃度に対して顔料濃度を40%としてスキン層U2とコア部U3を形成している。また、t2〜t3の期間における第2注入工程では、顔料濃度を基準濃度(100%)として、ゲート近傍部のウレタン樹脂U4を形成している。
【0039】
このように成形した場合、塗膜層の下に設けられるスキン層U2の顔料濃度は基準濃度より低濃度の40%であり、また、コア部U3は発泡されているためスキン層U2より相対的に顔料濃度が低くなり、色が薄い。従って、塗膜層の色とスキン層U2の色とコア部U3の色とが加算された濃度として視覚されるため、表面に露出するウレタン樹脂U4の顔料基準濃度と同程度の着色に見える。
【0040】
また、図7に示す一点鎖線は、塗料Mをスプレーガンで塗布した後にウレタン材料の発泡成形を実施した比較例である。この場合、パーティングラインにバリが発生し、そのバリの除去に伴い高発泡のコア部が露出する。そのため、スキン層とコア部が形成されるt1〜t2の期間において、見栄えが悪化しない程度の顔料濃度(例えば、65%)に高める必要があった。しかしながら、本実施形態によれば、キャビティ17以外に塗料Mが塗布されることが防止され、パーティングラインにおけるバリの発生が抑制されるので、顔料濃度を低減することが可能となる。
【0041】
このようにして、ステアリングホイール1のリング部2及びスポーク部3,4,5のウレタン樹脂の成形と塗装が同時に実施される。つまり、ウレタン樹脂からなる低発泡のスキン層U2及び高発泡のコア部U3が形成され、低発泡のスキン層U2の表面に耐光性のあるウレタン樹脂U1の塗膜がほぼ均一な厚さ(例えば、10μm)で形成される。
【0042】
そして、金型7が開けられて、図4に示すようにリング部2及びスポーク部3,4,5がウレタン樹脂で被覆されたステアリングホイール1が取り出されて成形工程が終了する。
【0043】
なお上述のように、液状のウレタン材料を用いた発泡成形は、一般的な熱可塑性樹脂の射出成形と比較して、キャビティ17内が低温、低圧の条件下で樹脂成形が実施される。従って、キャビティ17の壁面に形成された塗膜層が成形時の圧力や温度によって壊されることが防止される。さらに、減圧状態のキャビティ17に、ウレタン材料が注入されるので、同材料の回り込み不良が低減される。
【0044】
以上記述したように、本実施の形態によれば、以下の効果を奏する。
(1)スキン層U2の顔料濃度は、ゲート近傍部のウレタン樹脂U4と比較して低濃度であるが、気泡がほとんどないことからその着色度合は、ウレタン樹脂U4とほぼ等しくなる。また、塗料Mがキャビティ17以外の部分に塗布されることはなく、発泡成形によって発生するバリを低減できる。従って、バリ除去に伴うコア部U3の露出を防止できる。さらに、スプレーガンで塗布(モールドコート)した場合、塗料Mをキャビティ17に均一に塗布することができず、特にパーティングラインの部分への塗布が不十分となって、その部分の塗膜が薄くなってしまう。しかしながら、本実施形態では、塗料溶液の注入量を制御することによって発泡成形されるスキン層U2の表面に所望の厚さの塗膜をほぼ均一に形成できる。よって、この塗膜によりウレタン樹脂を隠蔽できるので、発泡成形されるスキン層U2及びコア部U3に含まれる顔料濃度の低減が可能となる。また、ゲート残留部としてのウレタン樹脂U5が切除されたとしても、顔料濃度を基準濃度としたウレタン樹脂U4が露出するため、外観の悪化を防止できる。
【0045】
以上のことより、外観を悪化させることなくウレタン材料に含まれる顔料を低減でき、材料コストを低減できる。また、顔料の粒子は、ウレタン注入装置40における通過部分を摩耗させるが、上記のように顔料を低減できるので、その摩耗を低減できる。よって、ウレタン注入装置40のメンテナンス費用の低減が可能となる。
【0046】
(2)ウレタン材料を用いた発泡成形により、高発泡のコア部U3の外側に低発泡のスキン層U2が形成されるので、耐摩耗性、触感等を向上できる。また、耐光性に優れるウレタン樹脂U1の塗膜をステアリングホイール1の樹脂部の表面にほぼ均一な厚さで形成できる。その結果、耐光性がどの場所でも均一に得られ、ウレタン樹脂のスキン層U2の変色を防止できる。また、製品表面の色むらがなく外観不良を防止できる。よって、ステアリングホイール1は、耐摩耗性、触感、耐光性等の製品性能に優れたものとなる。また、ステアリングホイール1を長く使用して塗膜が摩耗したとしても、内部にスキン層U2が形成されているので、外観、触感等の性能を保つことができる。
【0047】
(3)閉じた金型7内において、塗料Mは、その溶剤が沸騰して体積増加及び破泡することによりキャビティ17の壁面に塗布むらが無くほぼ均一に塗布される。この場合、スプレーガンで塗料Mを塗布(モールドコート)した場合に比べて塗着効率を高めることができ、塗料Mの材料費を低減できる。また、塗料Mが外部に飛散することが防止され、作業場をきれいに保つことができ、周囲の環境の悪化を防止することができる。
【0048】
(4)ウレタン材料を用いた発泡成形では、熱可塑性樹脂の射出成形と比べて、キャビティ17内が低温、低圧の条件下で樹脂成形が行われるので、キャビティ17の壁面に塗布された塗膜層が壊れることを防止できる。また、キャビティ17内を減圧させて塗膜層を形成した後に、キャビティ17内を常圧状態とすると、その際の圧力変化によっては塗膜層を壊す虞があるが、本実施形態のように減圧状態を保ちつつウレタン材料を注入することで、塗膜層が壊れることを防止できる。さらに、減圧状態でウレタン材料の発泡成形が実施されるので、同材料の回り込み不良を低減できる。よって、製品の歩留まりを向上できる。
【0049】
(5)芯金10の表面は、塗料Mの溶剤により洗浄され、その芯金10の表面に接着性に優れるウレタン樹脂系の塗料Mが塗布されているため芯金10とウレタン樹脂が強固に固着できる。
【0050】
尚、上記実施形態は、以下の態様で実施してもよい。
○上記実施形態では、第1注入工程(図7のt1〜t2)において、顔料濃度を40%とした第1のウレタン材料を注入してスキン層U2及びコア部U3を形成し、さらに、第2注入工程(図7のt2〜t3)において、顔料濃度を基準濃度(100%)とした第2のウレタン材料を注入してゲート近傍部としてのウレタン樹脂U4を形成するものであったがこれに限定するものではない。例えば、成形品形状、色等によっては、スキン層U2及び塗膜(ウレタン樹脂U1)により内部のコア部U3を確実に隠蔽できる場合もあり、このコア部U3の顔料濃度を低減して発泡成形を行ってもよい。
【0051】
具体的には、図8に示すt1〜t10の期間において、顔料濃度を40%とした第1のウレタン材料を注入してスキン層U2を形成し、t10〜t2の期間において、顔料濃度を0%とし顔料を含まないウレタン材料を注入して内部のコア部U3を形成する。さらに、t2〜t3の期間において、顔料濃度を基準濃度(100%)とした第2のウレタン材料を注入してゲート近傍部としてのウレタン樹脂U4を形成する。勿論、t10〜t2の期間において、顔料濃度が0%のウレタン材料を注入する必要はなく、少なくともt1〜t10の期間に注入される第1のウレタン材料よりも顔料が低減されたウレタン材料(第3のウレタン材料)を注入するものであればよい。なお、図8に示す成形方法では、t1〜t10の期間における注入工程が第1注入工程に相当し、t2〜t3の期間における注入工程が第2注入工程に相当する。また、第1注入工程と第2注入工程との間の注入工程、つまり、t10〜t2の期間の注入工程が第3注入工程に相当する。
【0052】
さらに、成形品形状、色等に応じてスキン層U2及びコア部U3の顔料濃度を適宜変更できる。具体的には、例えば、スキン層U2及びコア部U3が形成されるt1〜t2の期間において、顔料濃度を徐々に低下させて発泡成形を行ってもよい。
【0053】
但し、上記実施形態のようにステアリングホールを成形する場合では、表面用のウレタン材料においては、顔料濃度を基準濃度の40%〜80%に低めることが好ましい。また、内部用のウレタン材料においては、顔料濃度を基準濃度の30%〜70%に低めることが好ましい。
【0054】
○上記実施形態では、金型7を開けた状態で塗料溶液を注入するものであったが、塗料注入装置を別に設けて、金型7を型締めした状態で塗料注入装置からキャビティ17に塗料Mを注入するように構成してもよい。このようにすれば、キャビティ17の減圧中に塗料溶液を注入でき、短時間で樹脂成形を実施できるようになる。また、閉じたキャビティ17内に塗料溶液が注入されるので塗料Mの溶剤が射出成形機の外部に漏れることを防止できる。
【0055】
○成形品は、ステアリングホイール1に限定されず、例えば、インストルメントパネル、コンソールボックス、グローボックス、ヘッドレスト、アームレスト、ドアカバー、エアスポイラー、バンパー等の他の部品にも適用できる。勿論、自動車部品以外に家電製品等の成形品に適用してもよい。
【0056】
○塗料Mの成分を適宜変更して実施してもよい。具体的には、ウレタン樹脂に代えて、他の熱硬化性樹脂を用いてもよい。また、塗料Mの溶剤として、メチルエチルケトン(MEK)及びイソプロピルアルコール(IPA)以外の溶剤、例えば水等を用いてもよい。或いは、MEK,IPAの溶剤にトルエン等を加えるものでもよい。実用的には、沸点が約160℃以下の溶剤を用いるものであればよい。
【0057】
○上記実施形態では、真空ポンプ34を駆動してキャビティ17内を50torrまで減圧するものであったが、これに限定するものではない。塗料溶液の乾燥時間、塗布状態、或いは、スキン層U2の厚さ等の条件に応じてキャビティ17内の減圧状態を適宜変更して実施してもよい。
【0058】
さらに、上記実施形態により把握される請求項以外の技術的思想について、以下にそれらの効果とともに記載する。
(イ) 請求項1に記載のウレタン成形品の製造方法において、前記発泡成形は、顔料濃度を基準濃度よりも低い所定濃度としたウレタン材料を注入して低発泡のスキン層を形成する工程と、顔料濃度を基準濃度よりも低い所定濃度としたウレタン材料を注入して高発泡のコア部を形成する工程と、顔料濃度を基準濃度としたウレタン材料を注入して前記ゲート近傍部を形成する工程とを備えることを特徴とするウレタン成形品の製造方法。減圧状態のキャビティにウレタン材料を注入して発泡成形を実施した場合、高発泡のコア部の外側に低発泡のスキン層が形成される。このスキン層の顔料濃度を低減しても、気泡がほとんどないことから基準濃度のゲート近傍部とほぼ同程度の色と視覚される。また、スキン層の外側には、ほぼ均一の厚さ塗膜が形成され、この塗膜とスキン層によってコア部の隠蔽が可能となる。従って、スキン層を形成する工程とコア部を形成する工程における顔料濃度を低減できる。
【0059】
(ロ) 技術的思想(イ)に記載のウレタン成形品の製造方法において、前記コア部を形成する工程における顔料濃度を前記スキン層を形成する工程よりも低減したことを特徴とするウレタン成形品の製造方法。つまり、塗膜とスキン層により内部のコア部が隠蔽される場合では、コア部を形成する工程における顔料濃度をより低減できる。
【0060】
【発明の効果】
以上詳述したように、本発明によれば、外観を悪化させることなく、ウレタン材料に含まれる顔料を低減できる。
【図面の簡単な説明】
【図1】実施形態のステアリングホイールの成形方法を説明するための図。
【図2】実施形態のステアリングホイールの成形方法を説明するための図。
【図3】実施形態のステアリングホイールの成形方法を説明するための図。
【図4】実施形態のステアリングホイールの斜視図。
【図5】実施形態のウレタン注入装置の概略構成図。
【図6】実施形態のステアリングホイールのリング部における拡大断面図。
【図7】実施形態の発泡成形の顔料濃度変化を示すタイミングチャート。
【図8】別の発泡成形の顔料濃度変化を示すタイミングチャート。
【符号の説明】
1…ウレタン成形品としてのステアリングホイール、7…金型、17…キャビティ、M…塗料、U4…ゲート近傍部としてのウレタン樹脂。
Claims (4)
- ウレタン材料を注入して発泡成形を行うウレタン成形品の製造方法において、
金型を閉じた状態の金型キャビティ内で、溶剤とウレタン樹脂とを含む塗料溶液を沸騰させ、沸騰時の体積増加及び破泡により塗料を金型キャビティの表面に塗布すると共に気化した溶剤を排気して塗膜層を金型キャビティ表面に形成する塗装工程と、
金型キャビティ内に顔料を含んだ第1のウレタン材料を注入する第1注入工程と、
前記第1のウレタン材料より顔料を多く含んだ第2のウレタン材料を注入する第2注入工程とからなるウレタン成形品の製造方法。 - 請求項1に記載のウレタン成形品の製造方法において、
前記塗装工程は、減圧状態で行うことを特徴とするウレタン成形品の製造方法。 - 請求項1に記載のウレタン成形品の製造方法において、
前記第1注入工程は、減圧下で行うことを特徴とするウレタン成形品の製造方法。 - 請求項1に記載のウレタン成形品の製造方法において、
前記第1注入工程と第2注入工程との間に、第1のウレタン材料より顔料がさらに低減された、もしくは顔料を含まない第3のウレタン材料を注入する第3注入工程を含むことを特徴とするウレタン成形品の製造方法。
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP27619399A JP3573019B2 (ja) | 1999-09-29 | 1999-09-29 | ウレタン成形品の製造方法 |
| EP00104859A EP1040906B1 (en) | 1999-03-31 | 2000-03-07 | Process for producing polyurethane molded articles |
| DE60007209T DE60007209T2 (de) | 1999-03-31 | 2000-03-07 | Verfahren zur Herstellung von Polyurethan-Formteilen |
| DE2000607050 DE60007050T2 (de) | 1999-09-29 | 2000-03-07 | IMC-Verfahren |
| EP20000104858 EP1088648B1 (en) | 1999-09-29 | 2000-03-07 | Process for forming coating film |
| AU20753/00A AU739153B2 (en) | 1999-09-29 | 2000-03-08 | Molded product having a coating film and process for forming coating film |
| US09/522,064 US6383423B1 (en) | 1999-03-31 | 2000-03-09 | Process for producing polyurethane molded articles |
| US09/522,045 US6607681B1 (en) | 1999-09-29 | 2000-03-09 | Molded product having a coating film and process for forming coating film |
| CNB001031732A CN1251857C (zh) | 1999-09-29 | 2000-03-17 | 涂膜注塑产品和涂膜形成方法 |
| US10/383,627 US20030172769A1 (en) | 1999-09-29 | 2003-03-10 | Molded product having coating film |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP27619399A JP3573019B2 (ja) | 1999-09-29 | 1999-09-29 | ウレタン成形品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001096547A JP2001096547A (ja) | 2001-04-10 |
| JP3573019B2 true JP3573019B2 (ja) | 2004-10-06 |
Family
ID=17566005
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP27619399A Expired - Fee Related JP3573019B2 (ja) | 1999-03-31 | 1999-09-29 | ウレタン成形品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3573019B2 (ja) |
-
1999
- 1999-09-29 JP JP27619399A patent/JP3573019B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001096547A (ja) | 2001-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1088648B1 (en) | Process for forming coating film | |
| JP2004168064A (ja) | 粗面化または構造化成形スキンと固定して接着された成形ボディを製作する方法およびこの方法を実行するデバイス | |
| EP1040906B1 (en) | Process for producing polyurethane molded articles | |
| US5049327A (en) | Injection molding method | |
| JP3573019B2 (ja) | ウレタン成形品の製造方法 | |
| JP3573020B2 (ja) | ウレタン成形品の製造装置 | |
| EP0661146B1 (en) | Method and apparatus for reaction injection moulding bicolored polyurethane parts | |
| JP4193305B2 (ja) | 成形品の製造方法 | |
| JP3573013B2 (ja) | 成形品の製造方法 | |
| JP2000094468A (ja) | 軽量成形品、被覆軽量成形品およびその製造方法 | |
| JP3358416B2 (ja) | Rimポリウレタン二色成形方法 | |
| JPH08142103A (ja) | 起毛表皮材を用いた加飾成形品の製造方法及びこれを実施するための金型装置 | |
| JP3573015B2 (ja) | 成形品の製造方法 | |
| AU766039B2 (en) | Molded product | |
| JP3584806B2 (ja) | 金型内塗料塗布方法 | |
| JP4120088B2 (ja) | Rimポリウレタン成形方法及びポリウレタン成形品 | |
| JP3573014B2 (ja) | 樹脂成形品の製造方法 | |
| JP3573017B2 (ja) | 金型内塗料塗布方法 | |
| JP3573018B2 (ja) | 樹脂成形品の製造方法 | |
| JP3772605B2 (ja) | インサート成形品の製造方法及びインサート成形品 | |
| JP4359168B2 (ja) | 樹脂成形品の成形方法及び成形装置 | |
| JP2001096545A (ja) | ウレタン樹脂製の成形品及びその製造方法 | |
| JPH10654A (ja) | Rimポリウレタン二色成形品 | |
| JP2000280286A (ja) | Rimポリウレタン二色成形方法 | |
| JPH10653A (ja) | Rimポリウレタン二色成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040608 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040621 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080709 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080709 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090709 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090709 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100709 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110709 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120709 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120709 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130709 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |