JP3600014B2 - 浸透印スタンプの製造方法 - Google Patents
浸透印スタンプの製造方法 Download PDFInfo
- Publication number
- JP3600014B2 JP3600014B2 JP17359398A JP17359398A JP3600014B2 JP 3600014 B2 JP3600014 B2 JP 3600014B2 JP 17359398 A JP17359398 A JP 17359398A JP 17359398 A JP17359398 A JP 17359398A JP 3600014 B2 JP3600014 B2 JP 3600014B2
- Authority
- JP
- Japan
- Prior art keywords
- stamp
- ink
- stamping
- impregnated
- printing material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 13
- 230000035515 penetration Effects 0.000 title description 6
- 239000000463 material Substances 0.000 claims description 61
- 238000000034 method Methods 0.000 claims description 20
- 239000002904 solvent Substances 0.000 claims description 16
- 239000011148 porous material Substances 0.000 claims description 12
- 239000006260 foam Substances 0.000 claims description 10
- 229920005672 polyolefin resin Polymers 0.000 claims description 4
- 238000009835 boiling Methods 0.000 claims description 3
- 238000012545 processing Methods 0.000 claims description 2
- 229920005992 thermoplastic resin Polymers 0.000 claims description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 18
- 230000000149 penetrating effect Effects 0.000 description 9
- 238000002347 injection Methods 0.000 description 7
- 239000007924 injection Substances 0.000 description 7
- 239000002344 surface layer Substances 0.000 description 7
- 238000003860 storage Methods 0.000 description 5
- 238000013461 design Methods 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 3
- 238000007796 conventional method Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000005470 impregnation Methods 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- -1 polyethylene Polymers 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- 230000000740 bleeding effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000012466 permeate Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- POIUWJQBRNEFGX-XAMSXPGMSA-N cathelicidin Chemical compound C([C@@H](C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CO)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H]([C@@H](C)CC)C(=O)NCC(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CC=1C=CC=CC=1)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H]([C@@H](C)CC)C(=O)N[C@@H](C(C)C)C(=O)N[C@@H](CCC(N)=O)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H]([C@@H](C)CC)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CC(O)=O)C(=O)N[C@@H](CC=1C=CC=CC=1)C(=O)N[C@@H](CC(C)C)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H](CC(N)=O)C(=O)N[C@@H](CC(C)C)C(=O)N[C@@H](C(C)C)C(=O)N1[C@@H](CCC1)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H]([C@@H](C)O)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CO)C(O)=O)NC(=O)[C@H](CC=1C=CC=CC=1)NC(=O)[C@H](CC(O)=O)NC(=O)CNC(=O)[C@H](CC(C)C)NC(=O)[C@@H](N)CC(C)C)C1=CC=CC=C1 POIUWJQBRNEFGX-XAMSXPGMSA-N 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images






Landscapes
- Manufacture Or Reproduction Of Printing Formes (AREA)
Description
【発明の属する技術分野】
本発明は、スタンプ台を必要とせずに繰り返し捺印することができる浸透印スタンプの製造方法に関するものである。
【0002】
【従来の技術】
従来、連続気孔を有する熱可塑性樹脂の発泡体を印材とした浸透印スタンプは、印面を加工しない印材の状態でスタンプを形成しておき、印材表面に加熱した凹凸型を接触させたり、サーマルヘッドを接触させて全面を走引することで印面を形成し、最後にインキを注入して印材にインキを含浸させることで製造されていた。
【0003】
図7は、従来の浸透印スタンプの製造方法の一例を示す模式図である。
図7Aにおいて、符号1は浸透印法方式のスタンプ部で、スタンプ枠6にインキ貯蔵部5と連続気孔を有する熱可塑性の発泡シートからなる印材2とが収納されている。印材2の表面にはまだ印面が形成されていない。符号30は彫刻型であり、型面31とヒーター32で構成されている。ヒーター32で型面31を加熱した後、スタンプ部1を彫刻型30に押し付ける。これにより、彫刻型30の凸部に接した印材2の表面部分は溶融して気孔が潰れることでインキ非滲出部4となり、彫刻型30の凹部に位置した印材2の表面部分は加熱されずにそのまま気孔が残り、インキ滲出部3となって印面が形成される。
【0004】
これにより、図7Bに示すような印面の形成されたスタンプ部1を得ることができる。この印面加工したスタンプ部1にインキ注入部7からインキを注入すると、インキ貯蔵部5にインキが溜まり、徐々に印材2にインキが染み込んでいく。数時間後には、図7Cに示すように印面の表面層までインキが達し、浸透印スタンプが完成する。
【0005】
最近、本発明者らは、スタンプ材として用いることのできるポリエチレン発泡シート(ヤマハチケミカル(株)社製)を開発した。これによって、製版工程を必要とする彫刻型による印面形成方法ではなく、ワープロやパソコン等に接続されるサーマルヘッドのプリンターを用いて迅速で簡単に印面形成を行うことができるようになった。例えば、特開平7−251558号公報には、連続気孔を有したインキ含浸可能な発泡シートにサーマルヘッドで印面を形成する方法が開示されている。
【0006】
【発明が解決しようとする課題】
これら従来の方法では、スタンプ印面を形成した後に浸透印スタンプを形成する、あるいは、図7に示した様にスタンプ部を形成した後に印面を形成する等、全て印面を形成した後にインキを含浸させて浸透印スタンプとしてきた。これは、印材にインキが含浸していると、印材表面を加熱してもインキの不揮発性物質が印材の微細な気孔の閉塞を阻害してインキ非滲出部が形成できず、印面の形成ができないためである。従って、印面を形成しても直ぐには捺印することができず、印面の絵柄を確認することができない。特に、高精細な浸透印スタンプの印材は気孔が微細なために、印材全体にインキが含浸するのに数時間以上の時間が必要である。このため、印面形成が迅速に行えるにもかかわらず、捺印による絵柄の確認をすぐに行うことはできなかった。
上記の点に鑑み本発明は、微細な連続気孔体を印材とした浸透印スタンプでありながら、印材にインキを含浸した後で印面を加工し、すぐに捺印することのできる浸透印スタンプの製造方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
本発明に係る浸透印スタンプの製造方法は、印材にインキを含浸した後に、印材の表面に揮発性溶剤を含浸させ、この溶剤が揮発する前に局所的に熱を加えることによって印面を加工することを特徴とする。
この印材としてはポリオレフィン系樹脂を用いることが好ましく、揮発性溶剤としてはポリオレフィン系樹脂の軟化温度より低い沸点を有する揮発性溶剤を用いることが好ましい。
また、印材の印面を加工する際、サーマルヘッドで印材の表面を走引することで印面を加工することが好ましい。
【0008】
印材全体にインキを含浸させた印材表面に揮発性溶剤を含浸させると、浸透力の大きな揮発性溶剤がインキを押し上げて、印材表面層に揮発性溶剤が含浸された印材層ができる。この状態で印材表面がサーマルヘッドで加熱されると、溶剤が揮発するとともに印材が軟化し、インキがしみ出る前に印材の微細気孔が閉塞する。これによりインキ非滲出部が形成でき、印面を形成することができる。しかも、印面形成後すぐに印面を紙に押圧してみると数回の押圧で確実に捺印ができるようになる。
【0009】
サーマルヘッドで印面が加工できるスタンプ材の原料としては、例えばヤマハチケミカル(株)社製のポリエチレン発泡体を用いることができる。この場合、揮発性溶剤としてはポリエチレンの軟化温度以下の沸点を持つエタノールやアセトン等を好適に使用することができる。使用するインキは水溶性でも脂溶性でも差し支えないし、スタンプも平面タイプでも回転タイプでも可能である。
【0010】
このように、本発明では、スタンプの製造工程の順序を変えて、最終工程で印面加工することができ、しかもサーマルヘッドで印面が加工できることからパソコンやワープロに接続するプリンターの形で印面が加工できる。このため、多種多様な顧客の要望する印面絵柄を迅速に形成し、捺印による絵柄の確認をすぐに行うことができる。
【0011】
【発明の実施の形態】
以下、図面により本発明について詳細に説明するが、本発明はこれらの実施形態例のみに限定されるものではない。
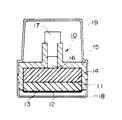
図1は本実施の形態の浸透印スタンプを示す断面図であるが、従来の製造方法を用いても、最終的には同じ物を得ることができる。図中符号10はスタンプ部で、スタンプ枠15にインキが含浸したインキ貯蔵部14とインキが含浸した印材11とが収納されている。インキ注入部16には栓17が取り付けられており、このスタンプ部10にケース19とキャップ18とを付けることで浸透印スタンプが完成する。
【0012】
次に、図2ないし図6を用いて、本実施の形態の浸透印スタンプの製造方法の流れを説明する。
図2は印面加工前、インキ注入前のスタンプ部を示す断面図である。このスタンプ部10のインキ注入部16からインキを注入し、栓17を取り付ける。注入されたインキはインキ貯蔵部14に溜まり、印材11に徐々に染み込んでいく。これにより、図3に示すような印面加工前、インキ注入後のスタンプ部を得る。
【0013】
次に、図4に示すように、得られたスタンプ部10の印材11の表面を、エタノールを含浸した発泡体20に押し付ける。これにより、浸透力の大きなエタノールがインキを印材11内部に押し上げて、印材11の表面層にエタノールが含浸された印材層が形成される。図5は、スタンプ部10の印材11を、エタノールを含浸した発泡体20に押圧した後のスタンプ部の断面図を示し、インキが含浸した印材11の表面層21に、インキの代わりにエタノールが含浸された層が形成された状態を示す。
【0014】
図6は、保護フィルム42を介してサーマルヘッド41で印材11の表面全面を走引して印面加工している状態を示す模式図である。サーマルヘッド41で加熱された部分では、印材表面層の溶剤が揮発すると共に、インキが染み出す前に熱で気孔が潰され融着してインキ非滲出部13が形成される。サーマルヘッド41で加熱されない部分では、印材表面の気孔はそのまま残りインキ滲出部12となる。これにより、印材11の表面にインキ非滲出部13とインキ滲出部12が形成されることで望みの印面が形成される。印面が形成された直後にスタンプ部10を紙に捺印すると、最初は印材11の表面層21に残った溶剤で一部インキが薄まった状態で捺印されるが、数回の押圧でインキがにじみ出てくっきりと捺印できるようになる。
【0015】
本実施の形態の浸透印スタンプの製造方法においては、以下のような効果を奏することができる。
印材11にインキを含浸させた状態で、印材11表面にエタノールを含浸させてインキを印材11内部に押し上げることで、サーマルヘッド41を用いた印面形成を行うことができる。また、印面形成終了後すぐに捺印することができる。
【0016】
なお、本発明の技術範囲は上記実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。例えば本実施の形態では平面スタンプの例を用いて説明してきたが、回転型のスタンプや多色スタンプにも適用することができる。また、上記実施の形態において、印材表面への揮発性溶剤の含浸は、印材を揮発性溶剤を含浸した発泡体に押し付けることで行ったが、印材表面へ直接揮発性溶剤を滴下することで行うことも可能である。
【0017】
【発明の効果】
以上、詳細に説明したように、本発明は、印材にインキを含浸してからは印面加工ができないという浸透印スタンプの常識を覆して、印材にインキを含浸した状態で印面加工を行うことができ、印面を加工したらすぐに捺印することができる。しかも、印面加工として熱転写プリンターや感熱紙用プリンターで一般化しているサーマルヘッドを用いることができ、パソコンやワープロで印面絵柄を作図すれば、その場ですぐに印面加工ができる。しかも、すぐに捺印して印面の絵柄が確認できることから、例えば、販売店で印面を加工して、即販売できるようになるし、客が絵柄を選んだり、名前を入力して好きな絵柄のスタンプを作ったり、自動販売機による販売も実現できるようになる。
特に顧客の要求する多種多様な印面の形成工程を、スタンプ製造の最終工程にできることから、印面加工してないスタンプ部を大量に生産することができる。同じ物を大量に生産したい製造業と、多種多様で自分だけの物が欲しい消費者の望みとの矛盾を解決できる効果は大変に大きい。
【図面の簡単な説明】
【図1】本実施の形態の浸透印スタンプを示す断面図である。
【図2】印面加工前、インキ注入前のスタンプを示す断面図である。
【図3】印面加工前、インキ注入後のスタンプを示す断面図である。
【図4】エタノール含浸直前のスタンプを示す断面図である。
【図5】エタノール含浸後のスタンプを示す断面図である。
【図6】サーマルヘッドで印材の表面全面を走引して印面加工している状態を示す模式図である。
【図7】従来の浸透印スタンプの製造方法の一例を示す模式図である。
【符号の説明】
10 スタンプ部
11 印材
12 インキ滲出部
13 インキ非滲出部
14 インキ貯蔵部
15 スタンプ枠
16 インキ注入部
17 栓
18 キャップ
19 ケース
20 発泡体
21 表面層
30 彫刻型
31 型面
32 ヒーター
41 サーマルヘッド
42 保護フィルム
Claims (3)
- 連続気孔を有する熱可塑性樹脂の発泡体を印材とした浸透印スタンプの製造方法であって、
前記印材にインキを含浸した後に、前記印材の表面に揮発性溶剤を含浸させ、該溶剤が揮発する前に局所的に熱を加えることによって印面を加工することを特徴とする浸透印スタンプの製造方法。 - 前記印材にポリオレフィン系樹脂を、前記溶剤に前記ポリオレフィン系樹脂の軟化温度より低い沸点を有する揮発性溶剤を用いたことを特徴とする請求項1記載の浸透印スタンプの製造方法。
- 前記印材の印面を加工する際、サーマルヘッドで前記印材の表面を走引することで印面を加工することを特徴とする請求項1または2に記載の浸透印スタンプの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP17359398A JP3600014B2 (ja) | 1998-06-19 | 1998-06-19 | 浸透印スタンプの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP17359398A JP3600014B2 (ja) | 1998-06-19 | 1998-06-19 | 浸透印スタンプの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000006509A JP2000006509A (ja) | 2000-01-11 |
| JP3600014B2 true JP3600014B2 (ja) | 2004-12-08 |
Family
ID=15963481
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP17359398A Expired - Lifetime JP3600014B2 (ja) | 1998-06-19 | 1998-06-19 | 浸透印スタンプの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3600014B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4723716B2 (ja) * | 2000-10-24 | 2011-07-13 | シヤチハタ株式会社 | 多孔性印判の製造方法 |
| JP2002166636A (ja) * | 2000-11-30 | 2002-06-11 | Shachihata Inc | 多孔質印字体へのインキ充填方法 |
| EE200400117A (et) * | 2004-10-19 | 2006-06-15 | Humal Leo-Henn | Meetod tindiga täidetava templi valmistamiseks jatempli tööorgan |
| JP5201450B2 (ja) * | 2008-03-03 | 2013-06-05 | シヤチハタ株式会社 | 多孔質印判の製造装置 |
| JP6415471B2 (ja) | 2016-04-05 | 2018-10-31 | グローリ産業株式会社 | レーザ加工用多孔質印材およびこれを用いた多孔質印版、並びにその製造方法 |
-
1998
- 1998-06-19 JP JP17359398A patent/JP3600014B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000006509A (ja) | 2000-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5577444A (en) | Hand stamp | |
| DE602004008986T2 (de) | Thermisches Übertragungsmaterial und Verfahren zur Herstellung | |
| JP3600014B2 (ja) | 浸透印スタンプの製造方法 | |
| US5460757A (en) | Method for manufacturing pre-inked stamps | |
| US4646634A (en) | Method for producing embossed grooves on impregnated design paper | |
| CA2315035A1 (en) | Pre-inked thermoplastic medium and method of manufacture and use of same | |
| JP4430139B2 (ja) | 回転印用無端印字ベルトの製造方法 | |
| CN202039227U (zh) | 挠性面料 | |
| US3114174A (en) | Mold for making flexible printing plates for corrugated board | |
| ES2277428T3 (es) | Papel de seguridad con caracteristica de seguridad incorporada y metodo para su preparacion. | |
| JPH09216447A (ja) | ポーラススタンプ本体の製造方法 | |
| US7273009B2 (en) | Marking structures for hand stamps | |
| KR20000018141A (ko) | 대량생산이 가능한 신발갑피용 섬유원단 디지털 전사방법 | |
| JP4723716B2 (ja) | 多孔性印判の製造方法 | |
| JPH11129595A (ja) | 回転印用無端印字ベルト | |
| KR101614757B1 (ko) | 입체 인쇄면을 가지는 제품의 제조방법 | |
| CN100475527C (zh) | 印花滑雪板的制作方法 | |
| CN106460314A (zh) | 在包含棉和/或粘胶的织物上的升华印刷 | |
| KR100517743B1 (ko) | 캐릭터 모양의 팩 의자 좌판을 만드는 방법 | |
| JPS6184275A (ja) | 熱溶融インキを含浸したスタンプ | |
| JP4369180B2 (ja) | 浸透印及びその製造方法 | |
| WO1997047471A1 (en) | A method and apparatus for the manufacture of pre-inkable rubber stamps | |
| RU2172259C2 (ru) | Штемпельная подушка для многоцветной печати и способ ее изготовления | |
| JP3046638U (ja) | スタンプ装置 | |
| JPH0524526Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040831 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040907 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040915 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080924 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080924 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090924 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090924 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100924 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110924 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110924 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120924 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120924 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130924 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |