JP3634860B2 - 走行中の糸のための加熱装置 - Google Patents
走行中の糸のための加熱装置 Download PDFInfo
- Publication number
- JP3634860B2 JP3634860B2 JP50109394A JP50109394A JP3634860B2 JP 3634860 B2 JP3634860 B2 JP 3634860B2 JP 50109394 A JP50109394 A JP 50109394A JP 50109394 A JP50109394 A JP 50109394A JP 3634860 B2 JP3634860 B2 JP 3634860B2
- Authority
- JP
- Japan
- Prior art keywords
- yarn
- heating
- thread
- sleeve
- heating device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




















Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J13/00—Heating or cooling the yarn, thread, cord, rope, or the like, not specific to any one of the processes provided for in this subclass
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Thermotherapy And Cooling Therapy Devices (AREA)
Description
【0001】
技術分野
本発明は、加熱装置、特に、例えば走行中の糸を加熱するための加熱管のような細長く延びた加熱体に関するものである。
【0002】
この形式の加熱装置は、例えば仮撚り式捲縮機において適用されている。
【0003】
背景技術
仮撚り式捲縮プロセスにおいて走行中の化学合成繊維糸を加熱するための装置は公知である。一般に該加熱装置はレールを有し、該レールは、所定の温度に加熱可能な長く延びた加熱室内に敷設されており、かつ、前記レールを介して糸は、加熱されるために糸支持体、所謂「ウェブ」上に沿ってガイドされる。
【0004】
合成繊維糸に延伸処理及び熱固定処理を施すための管状の糸乗上げ擦過体は公知である。
【0005】
例えばドイツ連邦共和国特許出願広告第1303384号明細書には、糸の巻掛けられる糸乗上げ擦過体が開示されている。該糸乗上げ擦過体は回転対称形を成し、糸進入始端部にビードを有しており、しかも該糸乗上げ擦過体は、糸進入始端部から糸進出終端部へ向かって糸の延伸温度から熱固定温度へ連続的に昇温加熱可能であり、かつ、糸が急ピッチねじ山の形で巻掛けられるように成形・配置されている。この公知の糸乗上げ擦過体は構造が複雑で、製造のためにコスト高になる多数の作業段階を必要とする。その上、該糸乗上げ擦過体は、当今の高速度処理法に課されている確実性をもって稼働することはできない。
【0006】
当今の仮撚り式捲縮機では糸は極めて高い速度で走行する。従って、加熱室内に支配している温度もそれに相応して高いために糸は、加熱装置の加熱表面と接触する際に損傷を受ける虞れがある。更にまた、走行中の糸を損傷なしに確実に加熱することを保証するために、簡単な方式で糸走行経路を加熱表面から均等な高さのところに維持することは困難であり、特にカーブした加熱室内では殊更困難になる。そればかりでなく、公知の加熱装置では、糸走行経路の規定の長さや規定のカーブ曲率を、大した経費をかけずに変更することは不可能である。
【0007】
このような加熱装置は、フィルムテープやフィラメントを加工したり処理したりする場合にも適用されるので、以下に糸について云々する場合、この糸という概念には常に、フィルムテープ及びフィラメントも一緒に含まれているものとする。
【0008】
糸のための熱可塑性材料としては特にポリアミド又はポリエチレンテレフタレート(PA6,PA6.6)が考慮に入れられているが、本発明は当該材料に限定されるものではない。
【0009】
発明の開示
本発明の課題は、全ての構成部分が高温度にあっても稼働することができ、かつ特にセルフクリーニング効果を効果的に活用できるような加熱装置を提供することである。
【0010】
前記課題は、請求項1に記載した構成手段によって解決される。加熱装置の適切な構成と、本来の加熱表面に対する熱技術的な緊密な接続とによって操業中に、加熱表面と糸支持体は高い温度に維持され、特に、糸に損傷を与えることなしに、セルフクリーニングのために必要な温度以上の温度に維持することが可能になる。
【0011】
糸支持体の高さを約0.1mm〜5mmの範囲、殊に有利には0.5mm〜3mmの範囲に選ぶ場合には、細番手の糸でさえも高い温度で糸が燃焼する危険が全くないことが判った。糸支持体の高さの下限値は、加熱表面の曲率と、糸のガイドされる螺線スロープとによって、並びに、順次に続く糸支持体間の間隔によって規定されており、かつ、糸が加熱表面そのものに接触しないように選ばれねばならない。
【0012】
ここで特に指摘しておくが、糸支持体と加熱表面とが特に良好に熱接触しているという事実並びに、糸支持体を構成する糸支持ウェブもしくは糸乗上げ擦過ウェブが前記加熱表面に対してごく僅かな高さしか有していないという事実は、夫々独自に、特にまた互いに相俟って、従来技術に対比して格別顕著な技術改善策となる。この改善策は、カーブした糸走行ラインで糸を加熱表面に沿ってガイドするような各種の高温加熱器において有利に適用可能である。特に良好な熱接触は、加熱表面と糸支持体とを一体に構成することによって、或いは熱伝導が良好になるように前記加熱表面に糸支持体を載設することによって実現される。
【0013】
また本発明の付加的な課題は、前記の特性を得ることと共に、走行中の糸に対して、その都度の適用事例に応じた熱伝達作用を付加的に可能にするような糸用加熱装置を提供することである。つまり本発明は、必要な熱伝達条件に応じて、広い限度範囲の温度プロフィールを可能にするような糸加熱装置をも提供しようとするものである。特に本発明は、糸走行経路のカーブ曲率並びに糸走行経路長さ及び糸乗上げ面乃至は糸接触面を変化させることのできるような加熱装置を提供しようとする。
【0014】
加熱装置に対する糸走行経路の進入口と進出口とに設けられた糸ガイドを互いに相対運動させることによって、糸走行経路の長さを変化させることができるばかりでなく、加熱表面において糸支持体として作用する長手方向区域の幅及び/又は高さをそれ相応に可変に構成した場合には、糸に作用する熱伝達の温度プロフィールも制御可能に変化させることが可能になる。
【0015】
本発明のその他の有利な実施態様は、従属請求項に記載した構成手段に基づいて得られる。
【0016】
幅方向で可変の糸乗上げ擦過ウェブによって、加熱表面に対する糸の滞在時間を変化させることが可能である。つまり糸の接触する加熱面積の大きさを変化させることによって、糸に伝達する熱量も変化する。これに加えて、糸乗上げ擦過ウェブ間に介在する無接触ゾーンを相応に変化させることによって、熱伝達プロフィールも制御可能である。実施態様の別のバリエーションは、高さが変化する糸乗上げ擦過ウェブによって得られ、該糸乗上げ擦過ウェブは、加熱面自体と糸走行経路との間の間隔を、一様に或いは可変に調整することを可能にする。
【0017】
有利な実施態様では、加熱体は管体であり、該管体の周面に、複数のリング又はディスクが糸乗上げ擦過ウェブとして形成されている。該リングの外周面が糸接触面もしくは糸乗上げ擦過面として使用され、かつ該リングを経て走行する糸に対して熱を伝達する。該リングはその全周にわたって均一な幅或いは連続的又は段階的に変化する幅及び/又は均一な高さ或いは連続的又は段階的に変化する高さを有することができる。リング相互間の軸方向間隔は一定不変であってもよく、或いは糸走行方向に増大又は減少するか又はその他の仕方で変化することもできる。
【0018】
念のために付記しておくが、ここで管体として例示した加熱表面の形状はその都度の要求に適合させることができる。例えば本発明の思想は、扁平型加熱器又は溝型加熱器に関連して適用することも可能である。
【0019】
前記リングはその場合、加熱体の表面に切削成形された複数条の溝によって相互に隔てられていてもよい。
【0020】
糸乗上げ擦過長さは、糸走行方向で見て加熱体の直前と直後に糸ガイドを設け、両糸ガイドの位置を加熱体に対して相対的に、かつ/又は互いに対して相対的に調整移動できるようにすることによって、変化することもできる。場合によっては前記糸ガイドは加熱体自体の進入口と進出口にも設けておくことが可能である。
【0021】
なお糸支持体の形態例及び調整態様例に関しては追って説明する。
【0022】
ここで特記しておくべき点は、本発明の加熱装置は、加熱表面のセルフクリーニング温度に相当する温度範囲で操業することができることである。
【0023】
この場合本発明が活用する認識は、セルフクリーニング温度が約430℃のオーダー範囲にあり、かつ、加熱表面から被加熱糸への熱伝達作用を経ると当該糸が、より低い例えば330℃の温度に曝されるということである。
【0024】
本発明の手段は、例えば20デニールの細い繊度の熱可塑性合成繊維糸を例えば毎分当り約1000mの糸速度で本発明の加熱装置を通走させる場合に特に有利である。
【0025】
事実上この手段によって、加熱表面が、擦過走行する糸からの連続的な堆積層によって次第に増殖するような事態が自動的に防止されるので、走行中の糸に対する加熱条件を糸の全長にわたって実質的に一定に保つことが可能である。
【0026】
特にこの可能性が効果的になるのは、加熱装置が複数本の糸を同時に加熱するために設けられている場合である。この場合、第1の糸に所属の糸加熱ゾーンのセルフクリーニング段階中に、第2の糸は所属の糸加熱ゾーンを連続的に走行していくことができ、しかも第1の糸加熱ゾーンのセルフクリーニングが、第2の糸加熱ゾーン内を走行していく糸の品質に不都合な影響を及ぼすことはありえない。
【0027】
また糸加熱ゾーンのセルフクリーニングを規則的に行なわせるようにするために、糸の走行下で糸加熱ゾーンを所定の時間間隔で回動又は移動させるのも有利である。
【0028】
次に、仮撚り式捲縮機のための専用加熱装置として適用される本発明の特殊な実施態様を説明する。
【0029】
この専用加熱装置は欧州特許第0412429号明細書に記載されている。この公知の加熱装置の第1の利点は、糸に伝達可能な加熱出力が高くかつ加熱器の長さを短くできることであり、また第2の利点はセルフクリーニング効果の点にある。
【0030】
しかしながら、このセルフクリーニング効果が加熱器の全長にわたって種々異なっていることが判った。
【0031】
そこで前記の専用実施態様に係る本発明の付加的な課題は、熱可塑性の糸材料の焼付いた残滓又は分解残滓を加熱器から掃除する必要がないように公知の加熱器を更に改良することである。
【0032】
本発明の特別の実施態様では加熱器は、糸が糸支持体に僅かしか又は全く接触しない進入口区分を有しており、該進入口区分では糸支持体は大きな軸方向間隔をおいて配置されているにすぎない。進入口区分には単に進入口糸ガイドだけを、また進出口区分には単に進出口糸ガイドだけを装備するのが殊に有利である。更にまた進入口糸ガイドは冷間、つまり常温のままであるのが有利と判った。この理由から本発明は、進入口糸ガイドを加熱表面とは決して熱接触させないようにする。これによって進入口糸ガイドは実質的に常温を維持するので、熱可塑性材料が分離・分解することはない。これに対して進出口糸ガイドはセルフクリーニング特性を有していなければならない。従って該進出口糸ガイドは加熱表面と直接接続され、かつ、前記進入口区分に続く所謂「制御区分」の終端部に位置しているのが有利である。
【0033】
前記制御区分とは、糸がその温度目標値を得る区分である。該制御区分内には複数の糸支持体が配置されている。該糸支持体は等しい相互間隔を有しているか、又は、前掲の欧州特許第0412429号明細書に開示されているように可変の相互間隔を有している。
【0034】
制御区分において糸支持体を使用することによって、加熱表面から正確に規定可能な間隔をとって糸をガイドすることが保証される。そればかりは進入口区分では糸を加熱表面と接触させないことを保証するために、本発明では加熱装置は進入口区分と制御区分との間で、進入口区分の加熱表面からの糸走行経路の距離が大きくなるように、しかも殊に有利には制御区分における加熱表面から糸走行経路が有する距離の数倍の距離になるように、段付けされる。
【0035】
更に本発明ではセルフクリーニング特性を改善するために、糸支持体としてのウェブと加熱表面とが一体の部材から製造されていること、つまり該加熱表面が複数のウェブと、ウェブ間にウェブと交互に設けた凹設部とから成っている。前記の構成手段は、加熱表面に等しい高温度にウェブを加熱し、つまり300℃〜350℃よりも高い温度に加熱するのに適し、かつ、このような高温加熱を保証するために特定されている。
【0036】
糸支持体を本発明のように配置することによって、糸の到達温度並びに加熱温度がセルフクリーニングを確実に達成するようなゾーンにだけ糸支持体を配置することが保証される。制御ゾーンでは加熱装置の正確な温度管理が殊に温度制御によって行なわれる。この場合加熱装置に対して糸を精確にガイドすることによって、糸が規定の温度目標値をとることが保証される。進入口区分では糸を正確にガイドする必要はない。この場合の認識の発想点は、進入口区分では糸の加熱が加熱装置と糸との間に大きな温度勾配をもって行なわれるため、糸の正確な温度管理は望めないし、また可能でもないということである。
【0037】
制御区分における糸の加熱によって、先ず糸の外層が所望の温度をとる。しかし糸の全横断面にわたって糸を均一に加熱することが必要である。この目的は、やはり糸支持体を大きな間隔で配置しているか、或いは糸支持体を全く配置していない進出口区分もしくは終端区分を、前記制御区分に後置することによって達成される。糸が加熱装置の加熱表面と接触するのを避けるために、この進出口区分でも、糸走行経路と加熱表面との間隔を、より大きく選び、殊に有利には制御区分における糸走行経路と加熱表面との間の間隔の数倍に選ぶことが肝要である。このように進出口区分もしくは終端区分を配置したことによって、熱伝達がごく僅かであっても熱損失を防止し、かつ、制御区分において供給された熱量を、糸の全横断面にわたって均一に分配することが保証される。
【0038】
進入口区分では、支持を受けずに自由に走行する糸の長さが大であっても甘受することができる。それというのは、進入口区分では糸の振動傾向が微小であることが判ったからである。進入口区分は400mm〜500mmの長さが可能である。しかしこの長さは、経費制限のため、糸の所期の予熱を得るために必要な寸法にされねばならないだろう。
【0039】
終端区分つまり進出口区分は、いかなる場合にも進入口区分よりも短い。進出口区分の長さは300mmに制限されているのが有利であり、殊にそれよりも短くてもよい。
【0040】
進出口区分及び進入口区分における糸走行経路と加熱表面との間隔は比較的大であり、例えば制御区分における間隔の数倍であるが、5mmに、殊に有利には3mmに制限されている。
【0041】
本発明では、糸支持体の接触長さが熱伝達に影響を及ぼすという事実を特に有利に利用することが可能である。
【0042】
糸に対する熱作用の最適化は、糸の品質と仮撚り式捲縮機における糸のテクスチャード加工とにとって大きな意味を持つ。この理由から本発明では、糸支持体の接触長さを調整可能にする。これによって更に、その都度所望される糸走行速度と糸径(繊度)とに対する熱作用の最適の調整を行なうことが可能である。これを実施するためには、糸支持体を互換できるように加熱装置と糸支持体とを構成するのが有利である。
【0043】
熱作用を最適化するため及び該熱作用を糸走行速度と繊度に適合するために、特に制御区域の範囲内において、糸支持体の接触長さと加熱装置の無接触長さとの比を調整可能に構成するのが有利である。加熱装置は例えば管の形状を有し、該管の周面には、周方向で軸方向幅の拡張する複数のウェブが設けられている。これらのウェブは順次ずらして周面に配置することができる。これによって、管に蔓巻線状又は螺線状に巻掛けられる糸は、ウェブが実質的に等しい接触長さを有する区域でウェブに順次接触することができる。
【0044】
特別のプロセスパラメータ、特に糸繊度と糸走行速度に対する熱作用の適合化を常に可能にする有利な実施態様は、区分の組合せによってその長さを可変の加熱体から成っている。
【0045】
本発明の別の実施態様では、実質的に円滑な表面を有する加熱管の外周にスリーブ又はケージを被せ嵌めることが可能であり、該スリーブ又はケージの内径は加熱管の外径に等しく、該スリーブ又はケージの周壁は、行列毎に互いに並列された同一形状の凹設部又は切欠き部によって穿設されている。殊に有利には、スリーブにおいて同一形状の凹設部又は切欠き部の行列は直径方向で対向しており、しかも互いに並列した凹設部の行列の傍には、別の形状の凹設部を有する行列が位置しているのが有利である。前記行列は加熱管及びスリーブの軸線に平行に位置しているのが有利である。互いに並列した凹設部間には、該凹設部の形状に対応して周方向に延びる同一形状のウェブが介在している。前記スリーブは、加熱管の外周で軸方向のずれを防止されているが、回動することができる。その結果、加熱管の外周に沿ってスリーブを徐々に回動することによって糸がウェブの汚れていない乗上げ擦過部位を介して常にガイドされるという第1の利点が得られる一方、ウェブの異なった形状によって広い温度範囲で糸に熱処理を施せるという第2の利点が得られる。スリーブ内には同一形状のウェブ並びに凹設部が直径方向で対設されておりかつ所定の角度間隔をおいて反復されるので、2本以上の糸のための乗上げ擦過経路が形成される。因みに前記行列間でスリーブの軸方向に延在するウェブは本発明の要旨にとって重要なものではない。
【0046】
発明を実施するための最良の形態
次に図面に基づいて本発明の実施例を詳説する。
【0047】
なお本発明の種々異なった図示の実施例において同一の構成要素には同一の符号を付して示した。
【0048】
まず、図1〜図3に示したものは、本発明とは異なる 参考例である。
【0049】
図3に示した加熱装置は加熱体としての管1を有し、以下、これを加熱管1と呼ぶ。該加熱管1はその内部に2本の互いに平行に延在する電気的な加熱抵抗線6を支持しており、両加熱抵抗線は、殊に有利には、例えば酸化マグネシウム粉末又は珪酸マグネシウム粉末のような適当な絶縁物質によって、相互にかつ前記加熱管1の内周面から隔離されている。加熱管1は、鋼又は殊に有利には銅−アルミニウム合金のような良熱伝導性金属から成っている。
【0050】
加熱管1には、多数のリング又はディスク2が挿し嵌められている。したがって、リング又はディスク2は、 加熱管1とは別体である。図1及び図2において個別に図示した前記ディスク2は円形でかつ半径方向スロット5を有し、該半径方向スロットの内法幅は実質的に加熱管1の直径に等しく、かつ該半径方向スロットの互いに対向する両縁は互いに平行に位置している。前記ディスク2の外縁は中高状の凸面に成形されている。ディスク2の一方の端面には、多数の窪み又は凹所4が設けられており、該窪み又は凹所は、互いに等間隔に、かつディスク2の軸心から等間隔をおいて位置している。ディスク2の反対側の端面には、スペーサとしてのピン3が凸設されており、該ピンのディスク軸心からの距離は、前記凹所4のディスク軸心からの距離に等しい。
【0051】
ディスク2は、ディスク2から突出したピン3が、対面隣接したディスクの凹所4内に侵入するように加熱管1に挿嵌されており、しかもディスク2は殊に有利には、相互に所定角度だけ規則的にずらして加熱管に挿嵌されているので、前記の半径方向スロット5の開口とピン3はいわば螺線状に加熱管を包囲し、或いは加熱管1の軸線方向ではラスター状に互いに上下に位置している。前記ディスク2を加熱管1の外周に固定するために、場合によっては半径方向スロット5内にU形ばね10が嵌込められていてもよく、この場合、該U形ばねの両脚片はスロットの対向縁に圧着し、またU形ばねの頂点は加熱管1に当接している。
【0052】
ディスク2の凸面外縁は、進入口糸ガイド8を介して、ディスク2の凸面状のエッジによって形成された加熱装置の糸乗上げ擦過面に接触させられ、前記進入口糸ガイド8に対して角度をずらしかつ軸方向にずらして配置された進出口糸ガイド9を介して該加熱装置から進出する糸をガイドするために役立つ。つまり糸7は1つの螺線に沿って加熱装置に巻掛けられ、該螺線のリード角は、進入口糸ガイド8と進出口糸ガイド9の相互位置のずらし量に関連している。両糸ガイドの少なくとも1つは他方の糸ガイドに対して加熱管1の軸線を中心として旋回可能であるので、ディスク2を介して走行する糸走行経路の長さは、糸7によって形成される螺線のリード角を変化することによって変更することができる。進入口糸ガイド8と進入口糸ガイド9の位置は半径方向スロット5の両側に位置し、また糸7の螺線は、該半径方向スロット5の外側のディスク2の領域に位置している。
【0053】
ディスク2は、耐熱性・耐スケール性の材料、例えば酸化アルミニウム又は酸化チタンから成っているのが殊に有利である。ディスクエッジの耐摩耗性を高めるために、場合によっては該ディスクエッジに適正な材料でコーティングを施しておき、また糸との親和性乃至は協調性を高めるために、ディスクエッジには研削加工又は研磨加工を施しておくことも可能である。
【0054】
図4に示した本発明の実施態様は、電気的な加熱抵抗線6を有する抵抗加熱器としての加熱管1を備え、該加熱管は加熱体として作用するものであって、しかも管す なわちスリーブ1′によって包囲されていて、該スリー ブ1′は多数のリング2を備えている。これらのリング2は規則的な間隔をおいてスリーブに据込み加工を施して成形されるビードから成っていてスリーブ1′の一部 としてスリーブ1′と一体である。前記リングは又、ス リーブ1′の外周壁面に切削加工された溝によって互いに隔てられていてもよい。リング2の半径方向に張出した周面は凸面に成形されており、かつ糸親和性或いは糸協調性を有している。リング2は、スリーブ1′の加熱された外周面から隔てて糸7をガイドするために役立ち、しかも殊に有利なことには糸7は、螺線状の乗上げ経路でスリーブ1′に巻掛けられつつ走行することができる。図面から判るようにスリーブ1′の両端部には進入口糸ガイド8と進出口糸ガイド9が配置されており、両糸ガイドの相互位置のずれ量が、糸走行経路の螺線リード角と長さを決定する。両糸ガイドの少なくとも一方は他方の糸ガイドに対して相対位置を調整可能である。糸ガイドの位置調整のために要する手段は従来技術に属していて公知であるので、これに関する説明と図示は本明細書では省く。
【0055】
図5に示した本発明とは異なる参考例は、電気的な加熱抵抗線6を内設した加熱管1と全長にわたって蔓巻条体2によって包囲されたスリーブ1′から成っている。前記蔓巻条体2は例えば鑞接によってスリーブ1′と固定的に接合されている。したがって蔓巻条体2はスリー ブ1′と一体ではない。該蔓巻条体2の外向きの面は、凸面状に成形されかつ糸協調性を有し、すなわち乗上げて擦過する糸7に対して可能な限り低摩擦作用を及ぼす。この場合糸7は蔓巻条体2のリードとは逆向きの螺線経路でガイドされる。糸7は、スリーブ1′の進入口と進出口とに設けられた環状の進入口糸ガイド8と進出口糸ガイド9とによって蔓巻条体2に接触させられる。前述の実施例の場合と同様に、進入口糸ガイド8及び進出口糸ガイド9を相対的に位置調整することも可能である。
【0056】
図6には本発明とは異なる参考例が図示されている。この場合の管1も、加熱抵抗線6によって加熱される加熱管である。本実施例ではスリーブ1′は、できるだけ弾性的な可撓性の1条の蔓巻条体2によって巻掛けられている。したがって蔓巻条体2はスリーブ1′と一体で はない。該蔓巻条体2は例えば1本の金属小管であってもよく、この場合は、スリーブ1′に対面した方の金属小管面は扁平に面取りされているので、スリーブ1′と蔓巻条体2との間には緊密な伝熱接触面が存在している。蔓巻条体2とスリーブ1′の外周面との間の接続は摩擦接続式であるので、スリーブ1′を蔓巻線状にめぐって位置している蔓巻条体2のリード角は、該蔓巻条体の一端を他端に対してスリーブの外周面に沿ってシフトすることによって変更することができ、これによって糸螺線経路のリード角と長さを変化させることが可能である。その場合、糸螺線経路の長さの変化によって生じる蔓巻条体の拡張又は緊縮は、スリーブ1′の外周面における蔓巻条体の始端部を調整することによってスリーブ 1′の直径にそれ相応に適合することができる。
【0057】
図6では、拡張(拡開)位置にある蔓巻条体2は実線によって、また緊縮位置にある蔓巻条体2は鎖線によって示されている。
【0058】
このようにして要するにスリーブ上に沿った糸乗上げ擦過経路の長さを変化することが可能である。スリーブの両端部に設けられた進入口糸ガイド8と進出口糸ガイド9の位置調整を行なうことができることによって、糸乗上げ擦過経路のリード角も付加的に変化させることが可能になる。
【0059】
図6について記載した糸乗上げ式加熱装置によって得られる利点は就中、広い限度範囲で糸乗上げ擦過経路を変化させることができる点にある。更にまた、異なった度合で加熱される複数の蔓巻条体を順次相前後して保持することによって、糸乗上げ擦過経路の全長にわたって可変の温度プロフィールを実現することが可能になる。
【0060】
更に図7〜図9及び図11〜図15に示した加熱装置では、加熱管1の糸進入口及び糸進出口に夫々1つの進入口糸ガイド8と進出口糸ガイド9が位置し、前記両糸ガイド8,9と加熱管1は、該加熱管1の周方向で互いに相対回動可能である。
【0061】
この相対回動は、回転可能に配置された進入口糸ガイド8及び進出口糸ガイド9又はその何れかを、定置の加熱管1と協働させることによってか、或いは定置に配置された進入口糸ガイド8及び進出口糸ガイド9又はその何れかを、縦軸線を中心として回転可能な加熱管1と協働させることによってか、或いは又、回転可能な進入口糸ガイド8及び進出口糸ガイド9又はその何れかを、回転可能な加熱管1と協働させることによって得られる。
【0062】
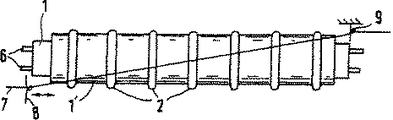
図7に示した本発明の実施例では、加熱管1はスリー ブ1′によって包囲されていて、進出口糸ガイド9のみが加熱管1に対して相対回動可能であるのに対して、進入口糸ガイド8は定置に配置されている。
【0063】
管状のスリーブ1′は、加熱管1の形の抵抗加熱器に よって加熱される。符号6aは抵抗加熱器の給電用リード 線である。該抵抗加熱器は加熱カートリッジとして構成 されており、かつ加熱装置の全長にわたって、要するに スリーブ1′の進入口区分11と制御区分13と進出口区分 12とにわたって延在している。
【0064】
図7に示した実施例では、糸ガイドノッチ16によって形成される進出口糸ガイド9は、加熱管1の下端部に同軸的かつ回動可能に位置し、かつ回転範囲15内で加熱管1及びスリーブ1′に対して相対回動可能である。
【0065】
図面から判るように、スリーブ1′に対して相対的に進出口糸ガイド9を回動させると、走行中の糸7は複数のリング2に沿って1本の螺線を描くが、該螺線の幾何学的形状(ワインディング、リード角)は、進出口糸ガイド9に設けられた糸ガイドノッチ16の回動位置に関連している。
【0066】
更に図7〜図9に示した加熱装置は、スリーブ1′の糸進入口及びスリーブ1′の糸進出口又はその何れかにおいて、その傍を通過走行する糸7に対して、加熱管1の外周面よりも大きな半径方向距離をとる夫々1つの進入口区分11又は進出口区分12を有している。
【0067】
進入口区分11と進出口区分12との間には制御区分13が位置しているが、該制御区分は本実施例では、更なる特殊性を有している。
【0068】
これについては殊に図9から判るように、進入口糸ガイド8及び進出口糸ガイド9は加熱管1及びスリーブ 1′に対して相対回動可能であり、これによってリング2の表面には、回転範囲15に基づいて糸7が擦過できる角度範囲が形成される。これによって糸とリングとの間には、可能接触面の領域が生じる。
【0069】
従って糸7は、規定の角度範囲内における任意の部位に沿って、しかも、進入口糸ガイド8及び進出口糸ガイド9とスリーブ1′との相対的な回動位置にその都度関連して走行することができる。糸7によって擦過可能な角度範囲内ではリング2は、周方向に変化するリング幅を有している。このことは、周方向座標uに関連してリング2の幅Bが関数B(u)に従って変化することを意味していることに他ならず、前記関数はその都度予め設定することができる。この場合の関数は一次関数的に線形に延びる。
【0070】
図9に示されている更なる特殊性は、糸7との可能接触面領域においてリング2が、周方向に変化する高さHを有している点にある。このことは取りも直さず、リングの高さHが周方向座標uの関数H(u)であることを意味している。
【0071】
図9に示した本発明の実施例ではリングの幅Bは、リングの高さHが漸減する周方向で漸増している。従って当然予期できることは、リング幅Bの増大に基づいてリング上における糸7の接触時間が増大するに伴って、リング2間の接触のない縦方向領域においても、糸7とス リーブ外周面との距離が同時に小さくなっていくために糸に対する熱流が増加することである。
【0072】
これに補足して図7及び図8が示していることは、リング2の幅、要するにウェブ幅が周方向で変化しない場合にも、該リング2は、糸7によって擦過可能な角度範囲内で、周方向に変化する高さを有することができることである。
【0073】
本発明のこの2つのリング態様は、互いに組合せても、また互いに別々にも実施することができる。
【0074】
更に付記しておくが、糸7が擦過走行する本発明のリングを残すようにリング状の溝をスリーブ1′の外周面に切削加工することによってもリングを成形することが可能である。したがって、リングとスリーブの外周面と は一体である。
【0075】
機能について
スリーブ1′から糸7への熱伝達は一方では、リング2が糸7と相俟って形成する接触ゾーンで行なわれる。
【0076】
更に糸7への熱流は、糸の接触しないリング2間の縦方向の無接触ゾーンにおいても生じる。リング2間の環状溝の基底が走行中の糸に対して僅か数ミリメートルの間隔を占めているにすぎず、例えば約0.5mmの間隔から最大でも約3mmの間隔に漸増するにすぎないので、加熱管1の加熱温度が約300℃以上の温度、特にセルフクリーニング温度オーダー範囲の温度に加熱される以上、糸の接触しない長手方向の無接触ゾーンにおいても著しい熱流が生じるものと見做すことができる。
【0077】
従って、全体的に糸に対して作用する熱流は、スリー ブの幾何学的形状に対して、その都度設定される糸走行経路の幾何学的形状の1つの関数になる。それというのは糸の接触長さと無接触長手方向ゾーンとは、リング高さと同様に、スリーブ1′に対する進入口糸ガイド8又は進出口糸ガイド9の相対位置に関連しているからである。
【0078】
従ってその都度伝達される熱流は極めて精密に微調整することができる。相対的な回動位置を極微的に変化させただけでもすでに、規定の長さの糸区分に対して全体的に作用する熱の顕著な改善が得られる。
【0079】
この認識を本発明は仮撚り式テクスチャード機械の適用例に効果的に活用するものであるが、この適用例については追って説明する。
【0080】
更にまた図10に示すように、本発明のリング2のその都度若干は管軸線17に対して偏心的に位置し、この場合リングは夫々1対ずつ互いに180゜ずらされているのが有利である。なお図10においては、スリーブは省略され ている。
【0081】
図10に示した本発明の実施態様によって得られる付加的な利点は、加熱装置が管軸線17に対して対称的であり、これによってその都度1対ずつ走行する糸7.1,7.2を加工・処理するために適していることである。
【0082】
図11に示した加熱装置13にはフィード機構18が前置されており、また前記加熱装置13には、本実施例では冷却レール19として構成された冷却ゾーン並びに、仮撚り器20及びデリベリ機構21が後置されている。
【0083】
図11において更に示したように、進入口糸ガイド8及び進出口糸ガイド9は互いに相対的に又は加熱管1及び スリーブ1′に対して相対的に、加熱装置13の進出口で計測された糸温度に関連して調整移動可能である。この調整のために、加熱管1の進出口領域内に配置された温度センサ22が使用され、該温度センサは、例えば夫々所属のステップモータ23を介して進入口糸ガイド8又は進出口糸ガイド9を温度に関連して調整移動するための出力信号を送出する。ここで明確に付記しておくべきことは、温度センサ22の測定信号には、前記加熱装置13の後方で引張り力測定器24によって発生される糸張力信号を重畳させることができるということである。
【0084】
本発明によって奏せられる重要な利点は就中、加熱装置から糸へのその都度効果的な熱伝達が、プロセスを最適化する意味合いで極めて敏感に微調整することができる点ばかりでなく、糸走行経路の全長にわたって最善の糸性質を得るために糸温度を極めて正確に制御できる点にある。
【0085】
また図12、図13及び図14には本発明とは異なる補足的な参考例が図示されている。
【0086】
この場合、各加熱装置毎に夫々2つの糸加熱ゾーン25が配置されている。
【0087】
各糸加熱ゾーン25では加熱表面に複数のウェブ2が糸走行方向に対して横方向に固定されており、この場合、加熱表面から張出すウェブの高さは少なくとも0.1mmであり、5mmを超えないものとする。
【0088】
要するにここで重要なことは、ウェブ2の高さが、セルフクリーニング作用と敏感な制御可能性とを個別に又は同時に活性できるようにするために、加熱表面から張出すウェブ2の高さを約5mm未満にすることである。
【0089】
何れの場合も糸加熱ゾーン25は糸の方に向かって凸面状に湾曲されており、これによって1本の螺線に沿って糸を糸加熱ゾーンを介してガイドすることが可能になる。
【0090】
加熱管は、1本の螺線に沿った糸走行を簡単な形式で得るために、回転体、回転体区分又は回転体セグメントとして構成することも可能である。
【0091】
なお概念「糸加熱ゾーン」は、加熱装置から糸への顕著な熱伝達を可能にする加熱装置領域を言う。
【0092】
この加熱装置領域は、図13に示した態様の左手の糸加熱ゾーンから判るように、例えば加熱表面に対する糸走行経路の調整可能性が設けられていない場合には、ただ1条の糸ラインであってもよい。
【0093】
また前記加熱装置領域は、図12及び図14に示すと共に、図13の右手の糸加熱ゾーンでも示したように、加熱表面に対して1本の糸をガイドすることのできる角度範囲であってもよい。
【0094】
これに関しては図12に示したように、2つの糸加熱ゾーン25a,25bを等しく構成することも可能である。この場合は、リング2の幅Bを周方向に変化させることによって実現される。序でに明記しておくが、リングは、このように単にリング幅だけを周方向で変化させることによっても、或いはこのリング幅の周方向変化にリング高さHの周方向変化を組合せることによっても効果を奏することができる。
【0095】
更に図13に示したように、2つの糸加熱ゾーンのうちの一方だけに、前述のように周方向に変化する幅B並びに高さHを有するリングを設け、他方の糸加熱ゾーンの幅B並びに高さHを一定に保つことも可能である。
【0096】
この場合は、進入口糸ガイド8もしくは進出口糸ガイド9と糸加熱ゾーン25とを相対的に調整移動可能にする必要はない。それというのは、加熱表面から糸7への熱伝達が糸加熱ゾーンの全範囲で一定であることが出発点にならなければならないからである。
【0097】
しかし念のために付記しておくが、リング高さHを周方向で変化させ、しかもその場合は加熱表面と走行糸とを相対的に移動調整可能にするのが、特定の適用例にとっては有利であるのは勿論のことである。
【0098】
図12で示したように、両糸加熱ゾーンを等しく構成した場合には特に、各糸加熱ゾーンに、夫々同期的に運動可能な進入口糸ガイド8又は進出口糸ガイド9を配設するのが有利であり、前記の進入口糸ガイド8と進出口糸ガイド9は、回動可能な糸ガイド支持レバー26の終端区域に配置されている。
【0099】
同期的な運動可能性は適当な伝動装置を介して容易に実現することができる。しかしながら、このような伝動装置は従来技術に属していて公知であるので、本明細書ではその詳細な説明は割愛する。
【0100】
更にまた図15a〜図15eに示したように、夫々2つの糸加熱ゾーン25a,25bを直径方向に対向配置し、この場合糸が同一稼働条件の部位を走行するように進入口糸ガイド8又は進出口糸ガイド9を各糸ガイド支持レバー26に配置することが可能である。なお図15a〜図15eにおいて はスリーブは省略されている。
【0101】
容易に想到できるように本発明では、リングの幅Bを段階的に変化させることも可能である。このことは取りも直さず、該リング幅Bが部分的には一定で、特定の円周座標において段階的に、例えば小さな幅から大きな幅へ増大することを意味している。
【0102】
前記のことは、リング高さHの変化についても同様に該当する。すなわち本発明の思想は、例えば加熱表面と糸との間の熱伝達効率に実質的に影響を及ぼさずに糸とリングとの接触ゾーンの横方向変動を僅かにするような糸走行領域を維持するために、リング高さHを周方向で段階的に変化させることも包含するものである。
【0103】
このためには、万一の糸走行を予測して、その都度の有効接触ゾーンが実質的に等しい接触時間もしくは加熱管の外周面に対する実質的に等しい糸間隔を可能にするように、可変幅及び/又は可変高さの複数のリングを周方向で互いにずらして配置するのが有利である。
【0104】
このことは勿論、リング高さHが段階的に変化するようなリングについても当て嵌まる。
【0105】
ここで念のために明記しておくが、複数のセクタから成るリングを設け、該セクタが各セクタ当り一定の半径を有するようにすれば、段階的に変化するリング高さHを簡単に実現することが可能である。
【0106】
相互に異なった半径の隣接した2つのセクタ間の移行区域は、この場合糸を優しくいたわるように成形されねばならない。すなわち各リング半径から隣接リング半径への唐突な変化又は角張った変化に基因した糸の損傷を避けるために、前記移行区域には周方向で適正に丸く面取りが施されねばならない。
【0107】
また図15a〜図15cに示したように、リング2の外側輪郭を少なくとも区域的に実質的に楕円形に構成するのも有利である。この場合は、2本の糸が楕円の互いに対向した部位に沿って走行するようにすることを付加的に提案する。
【0108】
この糸走行部位は、図15a及び図15bに示したように、当該楕円の長軸に関して対向するものであってもよく、また短軸に関して対向するものであってもよい。
【0109】
図15cには、糸走行の最も効果的な調整態様の1つが図示されており、この場合、各糸7は専ら、楕円の長軸と短軸との間で仕切られた1つの象限の範囲内をそれぞれ走行する。
【0110】
この場合は、加熱管1及びスリーブ1′から糸7への熱伝達が進入口糸ガイド8と進出口糸ガイド9との間で糸全長にわたって連続的に増大又は減少することが判る。本実施例では、進入口糸ガイド8における糸とスリ ーブとの間に著しく大きな隔たりがあり、この隔たりは、糸が進出口糸ガイド9の方向に走行するにつれて、見る見るうちに減少しかつ進出口糸ガイド9では最小値をとるので、進入口糸ガイド8から進出口糸ガイド9へ熱伝達は連続的に増大することになる。
【0111】
従って進入口糸ガイド8と進出口糸ガイド9との間の糸走行経路の全長にわたって、極めて効果的に制御可能な熱伝達が可能である。それというのは、楕円の短軸域の最小間隔と楕円の長軸域の最大間隔との間のリング2の全領域が活性されるからである。
【0112】
それゆえに、この可能な糸接触ライン内で、進入口糸ガイド8と進出口糸ガイド9との相対位置を所定のように調整することによって最適の熱伝達を予期することが可能になり、しかもこの場合は加熱管から糸への熱伝達を連続的に増大させることが可能である。
【0113】
従って本実施例では「楕円の互いに対向した2つの部位」とは、楕円の長軸と短軸との交点に関して直径方向で対向する2つの円周域を意味している。
【0114】
また図15d及び図15eには、加熱管1に対して偏心的に配置されたリング2が図示されている。該リング2は円形であり、この場合リング2の円中心は加熱管1の円中心に対して偏心距離27だけずらされている。
【0115】
進入口糸ガイドと進出口糸ガイドとは各糸毎に別々に各糸支持レバー26に配置されており、しかも各被加熱糸に対して等しい作用を及ぼすようにリング2の中心に対して周方向に回動可能に配置されている。
【0116】
このように入口糸ガイド8と進出口糸ガイド9との相対位置を調整することによって、両糸に対して熱流を等しい影響度で作用させることが可能になる。
【0117】
図15dに対して180゜転回させた状況を表わす図15eが補足的に示すように、このようにして加熱管1及びスリ ーブから糸7に対して及ぼす最適の熱伝達作用を得ることも可能である。
【0118】
図15dに示した例では進入する糸が、進入口糸ガイド8の領域では、スリーブの加熱表面に対して比較的大きな間隔を有し、かつ、進出する糸が逆に比較的小さな間隔を有しているのに対して、図15eに示した例では進入糸及び進出糸と加熱表面は、図15dの例とは正反対の関係にある。
【0119】
図15eの例では進入する糸は進入口糸ガイド8の領域において比較的強く加熱される。それというのは当該進入糸が、スリーブの加熱表面に対して著しく僅かな間隔位置を占めているのに対して、進出糸は進出口糸ガイド9の領域では加熱表面に対して比較的大きな間隔位置を占めているからである。
【0120】
もっと明確に言えば、加熱表面から糸に対する熱伝達に関して、加熱装置の進入口と進出口との間の糸走行経路に沿った加熱表面と糸との間の平均的な間隔が重要であるばかりでなく、本発明が付加的に認識した点は、加熱表面から糸への熱伝達が加熱表面への糸の接近につれて過比例式に増大することである。
【0121】
この理由に基づいて、本発明が加熱表面に設けたリングによって、それ以上に高いセルフクリーニング温度なしに操業することが可能である一方、糸に作用する温度は、糸に損傷を与えることなく加熱することを可能にする。
【0122】
更に本発明は、走行糸と加熱表面との間の相対位置を相応に調整する限り、異なった繊度のフィラメント糸、例えば20デニールと40デニールのフィラメント糸に同一の加熱装置で同時に熱処理を施すことを可能にする。
【0123】
このことは取りも直さず、加熱装置が複数の糸加熱ゾーンを有している場合には、一方の糸加熱ゾーンの稼働を停止して、他方の糸加熱ゾーンを稼働させることができることを意味している。
【0124】
従って同一の加熱装置を用いて加熱表面の温度を変化又は調節することなしに、異なった糸品質に対して異なった熱流が、単に糸走行経路と加熱装置との間の相対位置を選択することだけによって得ることができる訳である。
【0125】
以下に行なう図面の詳細な説明は、特に図16、図17及び図18に関するものである。これらの図面が特別の説明を必要とする構成要素はその都度これを特別に明記する。
【0126】
該加熱装置は仮撚り式捲縮機において殊に有利に適用される。このような仮撚り式捲縮機は例えばドイツ連邦共和国特許第3719050号明細書に開示されており、かつ、多数本の糸を巻き戻す(繰り出す)多数の供給ボビンと、各糸をガイドして加熱する複数の加熱装置と、各糸をガイドして冷却する複数の冷却装置と、各糸を一時的に加撚する仮撚り器と、供給ボビンから糸を引出す入口フィード機構及び仮撚り器から糸を引出す出口デリベリ機構とから成っている。該仮撚り式捲縮機を通走したのち各糸は次いで巻上げボビンに巻取られる。図示の加熱装置は、仮撚りゾーン内に配置された前述の加熱器に関するものである。
【0127】
図示の加熱装置30は管状のスリーブ1′から成る。糸7は先ず進入口糸ガイド8を通ってガイドされ次いでス リーブ1′の外周面に達する。当該糸は軸方向運動成分と周方向運動成分をもってスリーブ1′の周面を経て進出口糸ガイド9を通走する。本実施例の進出口糸ガイド9は、管軸線を中心として回動可能であって糸ガイドノッチ16を有するディスクとして構成されている。図16及び図18では、図示を簡単にするために進入口糸ガイド8と糸ガイドノッチ16とは、互いに同一線上に整合させた位置で示されている。図17では、前述のように軸方向運動成分と周方向運動成分をもって糸がスリーブ周面を介してガイドされ、これによって急勾配の螺線を描くようにディスク9が回動されることが図示されており、この操作は図18に示した実施例でも適用することができる。進出口糸ガイド9としてのディスクの位置を回動調整することによって管に沿った糸の周方向巻掛けを設定することが可能である。この巻掛けは糸の曲率と同義である。従ってこの巻掛けによって、スリーブと一体的な糸支持体における糸の全体的な接触が得られる。前記糸支持体については、追って詳説する。
【0128】
加熱装置30は3つの区分、つまり進入口区分11と制御区分13と進出口区分(終端区分)12とから成っている。進入口糸ガイド8を通走し進入口区分11を経て糸7は制御区分13の第1番目の糸支持体31.1へ導かれる。その際進入口では、糸に対面した加熱表面つまり進入口区分11の外周面と糸とは、制御区分13の加熱表面つまり糸支持体31間に位置している外周面区域から糸が隔たる距離の数倍に相当する間隔を有している。進入口糸ガイド8と制御区分13の第1番目の糸支持体31.1との間隔は、制御区分13の糸支持体の相互間隔の多数倍に相当している。ここでは最大限で500mmの長さを甘受することができる。この長さは糸の振動傾向に著しく関連している。進入口区分11の長さは、糸の効果的な予熱を可能にするために短く選ぶのが有利である。
【0129】
加熱装置30は加熱管1の形の抵抗加熱器によって加熱される。符号6aは抵抗加熱器の給電用リード線である。該抵抗加熱器は加熱カートリッジとして構成されており、かつ加熱装置の全長にわたって、要するに進入口区分11と制御区分13と進出口区分12とにわたって延在している。
【0130】
加熱装置の温度調節装置は、制御区分13の有効温度実際値を検出する温度センサを有している。この温度は制御される。従って制御区分の温度管制は極めて正確である。
【0131】
制御区分13の範囲内には多数の糸支持体31が配置されている。これらの糸支持体31は、第1番目の糸支持体31.1を含めて全て、糸支持ウェブとして構成されており、該糸支持ウェブは、制御区分の全周にわたって延びている。これらの糸支持ウェブは、特定の相互間隔を有していると共に、制御区分13のその他の周壁面区域から張出す特定の高さを有している。糸支持ウェブの数は、糸の振動傾向並びに熱伝導率によって決定される。制御区分の周壁面に対するウェブの高さは小さく選ぶのが有利であり、最大限で3mmであり、特に1.5mmよりも小さいのが殊に有利である。
【0132】
糸は糸支持ウェブの外周面を経てガイドされる。その場合、糸は当該外周面の所定の長さに接触する。この長さは、やはり熱伝達にとって重要なファクタとなる。
【0133】
糸の損傷を避けるためにこの接触長さは短く選ばれるが、この場合、接触長さを短くするという要件は熱伝達という要件との相互妥協を必要とする。糸支持ウェブの軸方向距離も同様に熱伝達に対して影響を及ぼす。全体的に見て接触長さと糸支持ウェブの軸方向距離との採用可能な比率は、最大限で約1:5であるが、より小さい比率、特に1:10よりも小さい比率を採用するのが殊に有利である。
【0134】
糸走行経路に対する進入口区分の加熱表面つまり外周面の距離は、制御区分の外周面に対比して、糸支持ウェブ31の高さの3倍乃至10倍であるが、10倍よりも小さいのが殊に有利である。但し、この点に関する限り図面は正しい尺度で図示されていると言えない。
【0135】
進出口区分12では糸は、ごく少数の糸支持体によってガイドされ、しかも本実施例では制御区分13の最終番目の糸支持ウェブ31.3によってと、前述の進出口糸ガイド9として構成された糸ガイドノッチ16を有するディスクとによってガイドされているにすぎない。糸走行経路に対する進出口区分12の外周面の距離は、やはり制御区分13の外周面に対比して糸支持ウェブ31の高さよりも数倍大であり、この場合も、進入口区分11の場合と同一の寸法限定値が当て嵌まる。しかしながら全体的に見て進出口区分12における糸支持体の軸方向距離は、進入口区分11の場合よりも小である。糸支持体の軸方向距離は300mmであり、殊に有利にはこれよりも小である。なお念のために付記しておくが、図示の加熱装置は実際には、断熱ケージ内に内包され、該断熱ケージは、糸挿入用の半径方向スリットを有し、かつスリーブの制御区分に対して周方向ギャップを形成している。該周方向ギャップ内で糸はガイドされる。また進入口糸ガイド8及び、進出口糸ガイド9としてのディスクに穿設した糸ガイドノッチ16を夫々1対ずつ配置することによって同一の加熱装置において同時に2本の糸に加熱処理を施すことも可能である。
【0136】
進入口糸ガイド8は加熱装置と可能な限り接触しないように構成されている。これによって進入口糸ガイド8が加熱されることはない。従って、糸の加熱時に発生する糸残滓堆積層が進入口糸ガイド8に形成されることはない。進入口区分11の出口側糸ガイドは、すでに述べたように、制御区分13の第1番目の糸支持体31.1として構成されている。制御区分13のその他の糸支持体31.2,31.3の場合と同様に、すでに述べたように該糸支持体31.1もウェブとして構成されている。該糸支持ウェブは制御区分13の外周壁から切削成形されている。従って該糸支持ウェブは加熱装置30のスリーブ1′と一体である。糸支持ウェブの高さを小さくすることによって、糸接触面でも制御温度を生ぜしめることが保証されている。ひいては又、糸支持ウェブに引っ掛かっている糸残滓分を分解・焼却するほどに高く、つまり300℃以上の高さに選ばれる加熱温度を糸支持ウェブ31.1,31.2,31.3の糸接触面にも発生させることが保証される。従って当該糸支持体もしくは糸支持ウェブは良好なセルフクリーニング特性を有している。
【0137】
進出口糸ガイド9すなわち糸ガイドノッチ16を有するディスクは、加熱装置の加熱管1つまり加熱カートリッジの外周面に回転可能に配置されている。これによって、加熱カートリッジ1の温度をディスク9にも伝達するので、該ディスクでも良好なセルフクリーニング特性を予期することが可能である。
【0138】
図18に示した実施例では、糸支持体としての糸支持ウェブ31.1,31.2(また可能ならば糸支持ウェブ31.3も)は周方向の構成に特殊性を有している。糸支持ウェブは、周方向に漸増する軸方向幅を有している。その場合、最狭幅の部位は、図18から容易に見て取ることができるように、制御区分外周の1母線上に正確に位置してしているのではなくて、糸の擦過走行ラインにほぼ平行な1本の線上に実質的に位置している。この場合前記の糸の擦過走行ラインは変化することができる。ここでは先ず、通常の操業条件に相応した擦過走行ラインが選ばれねばならない。図18の実施例では次いで、ディスクの形の進出口糸ガイド9だけでなく、進入口糸ガイド8も加熱装置の軸線を中心として回動される。これによって加熱装置の外周において糸走行経路は、糸支持ウェブ31の接触長さが所期の尺度をとる領域へ、しかも接触長さと糸支持ウェブ間の自由案内長さとの比率が所期の値をとる領域へずらされる。これによって熱伝達効率のみならず、糸の走行安定性にも有利な作用を及ぼすことが可能である。しかし他面において、過度に長い接触長さは、糸を労りつつ処理するためには所望されない過度に高い糸摩擦を惹起することがある。
【0139】
図19には、凹設部(又は切欠き部)34,35,36,34′,35′及び36′を互いに並列させて設けたスリーブ33のスリーブ半製品32が展開した状態で示されている。各列の凹設部は同一形状を有し、かつ等しい相互間隔を有している。各列の凹設部間には、スリーブ半製品32に対して直角方向に延びる結合ウェブ37,38,39,37′,38′,39′が位置しており、該結合ウェブについては追って説明する。各列の凹設部間でスリーブ半製品32の長手方向に延在する結合ウェブは本発明の要旨にとって重要な構成要素ではない。
【0140】
図19に示したスリーブ半製品32は、図20に示したように中空円筒体として丸め成形された上で、加熱管1に被せ嵌められる。その場合、中空円筒体の内径は加熱管の外径に等しい。該中空円筒体(以下、スリーブ33と呼ぶ)は加熱管1上では軸方向ずれを防止されているが、該加熱管の外周に沿って回動可能であり、場合によっては該回動は、それ自体周知の係止爪(図示せず)の係止解除に関連している。図示の実施態様では、複数の凹設部34は、加熱管1の軸線に対して平行な1つの列上に位置しかつ相互間に等幅の結合ウェブ37を形成している。該結合ウェブ37は糸7のための糸乗上げ擦過ウェブとして使用され(但し図面では図示を簡単にするために糸7は、円筒体をめぐる螺線形としては延在していない)かつ等幅である。したがって、加熱管1によりスリーブ33 が加熱されることで、スリーブ33と一体の結合ウェブ37 は糸と接触して糸を熱伝導によって加熱する糸支持体と なり、各結合ウェブ37間の凹設部は糸と接触しないで糸 を放射により加熱する区域となる。スリーブ33が加熱管1上で回動できることによって、結合ウェブ32の周方向に延びる区域内では夫々、糸残滓によって汚れていない部位に沿って糸7を走行させることが可能になり、これによって、結合ウェブの、前記温度に応じて与えられるセルフクリーニング効果も一層高められる。図19に示した凹設部34′の列は前記凹設部34に対して直径方向で対向しておりかつ第2の糸7′のための糸乗上げ経路として役立つ。
【0141】
凹設部34の列の傍には、図面では台形の形で示された凹設部35の列が位置し、該凹設部35間には楔形の結合ウェブ38が位置している。この列に対して直径方向で対向して台形状の凹設部35′と楔形の結合ウェブ38′が同様に配列されている。従って加熱管1に沿ってスリーブ33を簡単に回動することによって、糸と接触している加熱面の長さを変化させることが可能である。
【0142】
またスリーブ33の図示の実施態様では、互いに並列的に配列された更に異なった凹設部36が設けられている。該凹設部36は、軸方向では比較的狭幅の凹設部であるが、その代りに各凹設部間には広幅の結合ウェブ39が残存し、該結合ウェブは糸乗上げ擦過ウェブとして糸7に対して、より大きな加熱面を提供する。この凹設部36の場合も、その他の凹設部に相応して、該凹設部36に直径方向で対向した凹設部36′の列並びに相応の結合ウェブ39′の列が設けられており、該結合ウェブは第2の糸乗上げ経路を形成する。
【0143】
加熱管1の外周面と結合ウェブの表面との間もしくは 凹設部の底面と結合ウェブの表面との間の半径方向距離は、すでにのべた設計値に相応しおり、要するに0.5〜5mmの範囲、殊に有利には0.5〜3mmの範囲内にある。
【0144】
スリーブ33は、各操業条件に適合した別形状の凹設部又は切欠き部を有することができる。
【0145】
図21及び図22には、本発明とは異なる別の参考例が示されている。両実施態様に共通している点は、糸乗上げ擦過ウェブ又はリング2を支持する加熱管1が複数の管区分1′から構成されていることである。
【0146】
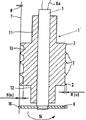
図21に示した実施態様の場合には管区分1″は夫々大径部分1a′と小径部分1b′とから成り、しかも該小径部分1b′の外径は大径部分1a′の内径に等しい。殊に有利には、大径部分1a′の内周面と小径部分1b′の外周面にねじ山Gが切られ、該ねじ山によって個々の管区分1″を互いに螺合締結することが可能である。場合によっては前記螺合締結部を止めナットKによって確保して、これによって管区分1″の相互位置を正確に設定することも可能である。
【0147】
大径部分1a′の外周面には、前記の実施例に準拠して構成することができる糸支持体32が夫々1つずつ設けられている。但し図21では該糸支持体は、単純なリング2として略示されているにすぎない。該リング2は大径部分1a′を共軸に包囲することができるが、また偏心配置されていてもよい。しかも該リング2はその全周にわたって一様な幅を有することができ、或いは漸増幅又は段階的に増大する幅を有していてもよい。リング2の外面は少なくとも1つの軸方向溝によって中断されていてもよく、従ってリング2の相応の調整によって加熱管1上におけるリング2の間の間隔を設定する以外に、乗上げる糸7の接触しないゾーンを付加的に生ぜしめることが可能である。
【0148】
リング2を適当に形成することによって本発明の実施態様が奏する利点は、管区分1″の回動によって個々のリング2のリング幅と相互間隔とに応じて糸接触長さ及び無接触ゾーンを広い限度範囲内で変化させることができることである。
【0149】
そればかりでなく図1乃至図20に示した前記の諸実施態様に基づいて、糸7を管区分1″の外周面から可変の間隔で導けるようにするために、管区分1″の軸線に対して偏心的にリング2の外周を設計すること、或いは外周に段部を設けることも可能である。
【0150】
図22に示した実施態様が図21に示した実施態様と相違している点は、段付けされた管区分1″に代えて、複数の内位スリーブ区分と複数の外位スリーブ区分とを設け、内外位のスリーブ区分を雄ねじ山と雌ねじ山Gを介して互いに螺合締結し、場合によっては止めナットKによって相互位置を確保することである。外位スリーブ区分はその外周面に、糸支持体としてのリング2を夫々1つずつ有し、この場合リング2は、内外位のスリーブ区分から成る加熱管1の長手方向でリング幅を漸増する例として図示されている。
【0151】
因みに加熱装置及び糸支持体の形状の実施態様については、その他の実施態様に関連して述べた事項が該当する。
【0152】
産業上の利用可能性
本発明は、加熱装置のセルフクリーニング特性の最適な活用を可能にすると同時に、特に仮撚り式捲縮機における加熱挙動を良好にすることができる。
【図面の簡単な説明】
【図1】図1は糸をガイドするために適した本発明とは異なる 参考例としてのディスクの平面図である。
【図2】図2は図3のII−II線に沿った断面図である。
【図3】図3は本発明とは異なる参考例による加熱装置の側面図である。
【図4】図4は本発明の1実施例による加熱装置の側面図である。
【図5】図5は本発明とは異なる参考例による加熱装置の側面図である。
【図6】図6は調整可能な糸ガイドを有する本発明とは異なる 参考例による加熱装置の側面図である。
【図7】図7は周方向で高さを変化する複数のリングを備えた本発明の加熱装置の縦断面図である。
【図8】図8は互いに相対的に回動可能な糸ガイドを備えた図7に示した加熱装置の斜視図である。
【図9】図9はウェブ幅とウェブ高さとが周方向で変化する本 発明の加熱装置の平面図である。
【図10】図10は本発明による加熱装置を軸方向に見た概略図である。
【図11】図11は仮撚り式捲縮機における適用例を示す構成図である。
【図12】図12は2つの同種の糸加熱ゾーンを備えた本発明とは 異なる加熱装置の参考例の概略図である。
【図13】図13は調整不能の糸加熱ゾーンと調整可能な糸加熱ゾーンとを有する本発明とは異なる参考例の概略図である。
【図14】図14は2つの異なった調整値に調整可能な糸加熱ゾーンを備えた本発明とは異なる参考例の概略図である。
【図15】図15は夫々2つの糸ガイドゾーンと楕円形リング又は偏心リングとを備えた本発明の加熱装置(a,b,c,d,e)を軸方向に見た概略図である。
【図16】図16は異なった実施例による複数のリングを備えた本 発明の加熱装置の縦断面図である。
【図17】図17は本発明の加熱装置の斜視図である。
【図18】
図18は異なった変化実施態様による本発明の加熱装置の側面図である。
【図19】図19は、本発明に用いられる丸め成形された状態では互いに異なった3対の糸乗上げ擦過ウェブを有する糸乗上げスリーブの半製品の展開平面図である。
【図20】図20は本発明の加熱管とその上に嵌装された糸乗上げスリーブから成る加熱装置の縮尺斜視図である。
【図21】図21は本発明とは異なる参考例としての相互に調整可能な複数の管区分から成る加熱管の縦断面図である。
【図22】図22は本発明とは異なる参考例としての異なった態様の複数の管区分から成る加熱管の縦断面図である。
【符号の説明】
1 加熱管、1′ スリーブ、1″ 管区分、1a′ 大径部分、1b′ 小径部分、2 糸支持体としてのリング又はディスク又は蔓巻条体又はウェブ、3 スペーサとしてのピン、4 窪み又は凹所、5 半径方向スロット、6 加熱抵抗線、6a 給電用リード線、7,7′,7.1,7.2 糸、8 進入口糸ガイド、9 進出口糸ガイド、11 進入口区分、12 進出口区分、13 制御区分、15 回転範囲、16 糸ガイドノッチ、17 管軸線、18 フィード機構、19 冷却レール、20 仮撚り器、21 デリベリ機構、22 温度センサ、23 ステップモータ、24 引張り力測定器、25,25a,25b 糸加熱ゾーン、26 糸ガイド支持レバー、27 偏心距離、30 加熱装置、31.1,31.2,31.3 糸支持ウェブ、32 スリーブ半製品、33 スリーブ、34,34′,35,35′,36,36′ 凹設部(切欠き部)、37,37′,38,38′,39,39′ 結合ウェブ、B リング幅、H リング高さ、G ねじ山、K 止めナット
技術分野
本発明は、加熱装置、特に、例えば走行中の糸を加熱するための加熱管のような細長く延びた加熱体に関するものである。
【0002】
この形式の加熱装置は、例えば仮撚り式捲縮機において適用されている。
【0003】
背景技術
仮撚り式捲縮プロセスにおいて走行中の化学合成繊維糸を加熱するための装置は公知である。一般に該加熱装置はレールを有し、該レールは、所定の温度に加熱可能な長く延びた加熱室内に敷設されており、かつ、前記レールを介して糸は、加熱されるために糸支持体、所謂「ウェブ」上に沿ってガイドされる。
【0004】
合成繊維糸に延伸処理及び熱固定処理を施すための管状の糸乗上げ擦過体は公知である。
【0005】
例えばドイツ連邦共和国特許出願広告第1303384号明細書には、糸の巻掛けられる糸乗上げ擦過体が開示されている。該糸乗上げ擦過体は回転対称形を成し、糸進入始端部にビードを有しており、しかも該糸乗上げ擦過体は、糸進入始端部から糸進出終端部へ向かって糸の延伸温度から熱固定温度へ連続的に昇温加熱可能であり、かつ、糸が急ピッチねじ山の形で巻掛けられるように成形・配置されている。この公知の糸乗上げ擦過体は構造が複雑で、製造のためにコスト高になる多数の作業段階を必要とする。その上、該糸乗上げ擦過体は、当今の高速度処理法に課されている確実性をもって稼働することはできない。
【0006】
当今の仮撚り式捲縮機では糸は極めて高い速度で走行する。従って、加熱室内に支配している温度もそれに相応して高いために糸は、加熱装置の加熱表面と接触する際に損傷を受ける虞れがある。更にまた、走行中の糸を損傷なしに確実に加熱することを保証するために、簡単な方式で糸走行経路を加熱表面から均等な高さのところに維持することは困難であり、特にカーブした加熱室内では殊更困難になる。そればかりでなく、公知の加熱装置では、糸走行経路の規定の長さや規定のカーブ曲率を、大した経費をかけずに変更することは不可能である。
【0007】
このような加熱装置は、フィルムテープやフィラメントを加工したり処理したりする場合にも適用されるので、以下に糸について云々する場合、この糸という概念には常に、フィルムテープ及びフィラメントも一緒に含まれているものとする。
【0008】
糸のための熱可塑性材料としては特にポリアミド又はポリエチレンテレフタレート(PA6,PA6.6)が考慮に入れられているが、本発明は当該材料に限定されるものではない。
【0009】
発明の開示
本発明の課題は、全ての構成部分が高温度にあっても稼働することができ、かつ特にセルフクリーニング効果を効果的に活用できるような加熱装置を提供することである。
【0010】
前記課題は、請求項1に記載した構成手段によって解決される。加熱装置の適切な構成と、本来の加熱表面に対する熱技術的な緊密な接続とによって操業中に、加熱表面と糸支持体は高い温度に維持され、特に、糸に損傷を与えることなしに、セルフクリーニングのために必要な温度以上の温度に維持することが可能になる。
【0011】
糸支持体の高さを約0.1mm〜5mmの範囲、殊に有利には0.5mm〜3mmの範囲に選ぶ場合には、細番手の糸でさえも高い温度で糸が燃焼する危険が全くないことが判った。糸支持体の高さの下限値は、加熱表面の曲率と、糸のガイドされる螺線スロープとによって、並びに、順次に続く糸支持体間の間隔によって規定されており、かつ、糸が加熱表面そのものに接触しないように選ばれねばならない。
【0012】
ここで特に指摘しておくが、糸支持体と加熱表面とが特に良好に熱接触しているという事実並びに、糸支持体を構成する糸支持ウェブもしくは糸乗上げ擦過ウェブが前記加熱表面に対してごく僅かな高さしか有していないという事実は、夫々独自に、特にまた互いに相俟って、従来技術に対比して格別顕著な技術改善策となる。この改善策は、カーブした糸走行ラインで糸を加熱表面に沿ってガイドするような各種の高温加熱器において有利に適用可能である。特に良好な熱接触は、加熱表面と糸支持体とを一体に構成することによって、或いは熱伝導が良好になるように前記加熱表面に糸支持体を載設することによって実現される。
【0013】
また本発明の付加的な課題は、前記の特性を得ることと共に、走行中の糸に対して、その都度の適用事例に応じた熱伝達作用を付加的に可能にするような糸用加熱装置を提供することである。つまり本発明は、必要な熱伝達条件に応じて、広い限度範囲の温度プロフィールを可能にするような糸加熱装置をも提供しようとするものである。特に本発明は、糸走行経路のカーブ曲率並びに糸走行経路長さ及び糸乗上げ面乃至は糸接触面を変化させることのできるような加熱装置を提供しようとする。
【0014】
加熱装置に対する糸走行経路の進入口と進出口とに設けられた糸ガイドを互いに相対運動させることによって、糸走行経路の長さを変化させることができるばかりでなく、加熱表面において糸支持体として作用する長手方向区域の幅及び/又は高さをそれ相応に可変に構成した場合には、糸に作用する熱伝達の温度プロフィールも制御可能に変化させることが可能になる。
【0015】
本発明のその他の有利な実施態様は、従属請求項に記載した構成手段に基づいて得られる。
【0016】
幅方向で可変の糸乗上げ擦過ウェブによって、加熱表面に対する糸の滞在時間を変化させることが可能である。つまり糸の接触する加熱面積の大きさを変化させることによって、糸に伝達する熱量も変化する。これに加えて、糸乗上げ擦過ウェブ間に介在する無接触ゾーンを相応に変化させることによって、熱伝達プロフィールも制御可能である。実施態様の別のバリエーションは、高さが変化する糸乗上げ擦過ウェブによって得られ、該糸乗上げ擦過ウェブは、加熱面自体と糸走行経路との間の間隔を、一様に或いは可変に調整することを可能にする。
【0017】
有利な実施態様では、加熱体は管体であり、該管体の周面に、複数のリング又はディスクが糸乗上げ擦過ウェブとして形成されている。該リングの外周面が糸接触面もしくは糸乗上げ擦過面として使用され、かつ該リングを経て走行する糸に対して熱を伝達する。該リングはその全周にわたって均一な幅或いは連続的又は段階的に変化する幅及び/又は均一な高さ或いは連続的又は段階的に変化する高さを有することができる。リング相互間の軸方向間隔は一定不変であってもよく、或いは糸走行方向に増大又は減少するか又はその他の仕方で変化することもできる。
【0018】
念のために付記しておくが、ここで管体として例示した加熱表面の形状はその都度の要求に適合させることができる。例えば本発明の思想は、扁平型加熱器又は溝型加熱器に関連して適用することも可能である。
【0019】
前記リングはその場合、加熱体の表面に切削成形された複数条の溝によって相互に隔てられていてもよい。
【0020】
糸乗上げ擦過長さは、糸走行方向で見て加熱体の直前と直後に糸ガイドを設け、両糸ガイドの位置を加熱体に対して相対的に、かつ/又は互いに対して相対的に調整移動できるようにすることによって、変化することもできる。場合によっては前記糸ガイドは加熱体自体の進入口と進出口にも設けておくことが可能である。
【0021】
なお糸支持体の形態例及び調整態様例に関しては追って説明する。
【0022】
ここで特記しておくべき点は、本発明の加熱装置は、加熱表面のセルフクリーニング温度に相当する温度範囲で操業することができることである。
【0023】
この場合本発明が活用する認識は、セルフクリーニング温度が約430℃のオーダー範囲にあり、かつ、加熱表面から被加熱糸への熱伝達作用を経ると当該糸が、より低い例えば330℃の温度に曝されるということである。
【0024】
本発明の手段は、例えば20デニールの細い繊度の熱可塑性合成繊維糸を例えば毎分当り約1000mの糸速度で本発明の加熱装置を通走させる場合に特に有利である。
【0025】
事実上この手段によって、加熱表面が、擦過走行する糸からの連続的な堆積層によって次第に増殖するような事態が自動的に防止されるので、走行中の糸に対する加熱条件を糸の全長にわたって実質的に一定に保つことが可能である。
【0026】
特にこの可能性が効果的になるのは、加熱装置が複数本の糸を同時に加熱するために設けられている場合である。この場合、第1の糸に所属の糸加熱ゾーンのセルフクリーニング段階中に、第2の糸は所属の糸加熱ゾーンを連続的に走行していくことができ、しかも第1の糸加熱ゾーンのセルフクリーニングが、第2の糸加熱ゾーン内を走行していく糸の品質に不都合な影響を及ぼすことはありえない。
【0027】
また糸加熱ゾーンのセルフクリーニングを規則的に行なわせるようにするために、糸の走行下で糸加熱ゾーンを所定の時間間隔で回動又は移動させるのも有利である。
【0028】
次に、仮撚り式捲縮機のための専用加熱装置として適用される本発明の特殊な実施態様を説明する。
【0029】
この専用加熱装置は欧州特許第0412429号明細書に記載されている。この公知の加熱装置の第1の利点は、糸に伝達可能な加熱出力が高くかつ加熱器の長さを短くできることであり、また第2の利点はセルフクリーニング効果の点にある。
【0030】
しかしながら、このセルフクリーニング効果が加熱器の全長にわたって種々異なっていることが判った。
【0031】
そこで前記の専用実施態様に係る本発明の付加的な課題は、熱可塑性の糸材料の焼付いた残滓又は分解残滓を加熱器から掃除する必要がないように公知の加熱器を更に改良することである。
【0032】
本発明の特別の実施態様では加熱器は、糸が糸支持体に僅かしか又は全く接触しない進入口区分を有しており、該進入口区分では糸支持体は大きな軸方向間隔をおいて配置されているにすぎない。進入口区分には単に進入口糸ガイドだけを、また進出口区分には単に進出口糸ガイドだけを装備するのが殊に有利である。更にまた進入口糸ガイドは冷間、つまり常温のままであるのが有利と判った。この理由から本発明は、進入口糸ガイドを加熱表面とは決して熱接触させないようにする。これによって進入口糸ガイドは実質的に常温を維持するので、熱可塑性材料が分離・分解することはない。これに対して進出口糸ガイドはセルフクリーニング特性を有していなければならない。従って該進出口糸ガイドは加熱表面と直接接続され、かつ、前記進入口区分に続く所謂「制御区分」の終端部に位置しているのが有利である。
【0033】
前記制御区分とは、糸がその温度目標値を得る区分である。該制御区分内には複数の糸支持体が配置されている。該糸支持体は等しい相互間隔を有しているか、又は、前掲の欧州特許第0412429号明細書に開示されているように可変の相互間隔を有している。
【0034】
制御区分において糸支持体を使用することによって、加熱表面から正確に規定可能な間隔をとって糸をガイドすることが保証される。そればかりは進入口区分では糸を加熱表面と接触させないことを保証するために、本発明では加熱装置は進入口区分と制御区分との間で、進入口区分の加熱表面からの糸走行経路の距離が大きくなるように、しかも殊に有利には制御区分における加熱表面から糸走行経路が有する距離の数倍の距離になるように、段付けされる。
【0035】
更に本発明ではセルフクリーニング特性を改善するために、糸支持体としてのウェブと加熱表面とが一体の部材から製造されていること、つまり該加熱表面が複数のウェブと、ウェブ間にウェブと交互に設けた凹設部とから成っている。前記の構成手段は、加熱表面に等しい高温度にウェブを加熱し、つまり300℃〜350℃よりも高い温度に加熱するのに適し、かつ、このような高温加熱を保証するために特定されている。
【0036】
糸支持体を本発明のように配置することによって、糸の到達温度並びに加熱温度がセルフクリーニングを確実に達成するようなゾーンにだけ糸支持体を配置することが保証される。制御ゾーンでは加熱装置の正確な温度管理が殊に温度制御によって行なわれる。この場合加熱装置に対して糸を精確にガイドすることによって、糸が規定の温度目標値をとることが保証される。進入口区分では糸を正確にガイドする必要はない。この場合の認識の発想点は、進入口区分では糸の加熱が加熱装置と糸との間に大きな温度勾配をもって行なわれるため、糸の正確な温度管理は望めないし、また可能でもないということである。
【0037】
制御区分における糸の加熱によって、先ず糸の外層が所望の温度をとる。しかし糸の全横断面にわたって糸を均一に加熱することが必要である。この目的は、やはり糸支持体を大きな間隔で配置しているか、或いは糸支持体を全く配置していない進出口区分もしくは終端区分を、前記制御区分に後置することによって達成される。糸が加熱装置の加熱表面と接触するのを避けるために、この進出口区分でも、糸走行経路と加熱表面との間隔を、より大きく選び、殊に有利には制御区分における糸走行経路と加熱表面との間の間隔の数倍に選ぶことが肝要である。このように進出口区分もしくは終端区分を配置したことによって、熱伝達がごく僅かであっても熱損失を防止し、かつ、制御区分において供給された熱量を、糸の全横断面にわたって均一に分配することが保証される。
【0038】
進入口区分では、支持を受けずに自由に走行する糸の長さが大であっても甘受することができる。それというのは、進入口区分では糸の振動傾向が微小であることが判ったからである。進入口区分は400mm〜500mmの長さが可能である。しかしこの長さは、経費制限のため、糸の所期の予熱を得るために必要な寸法にされねばならないだろう。
【0039】
終端区分つまり進出口区分は、いかなる場合にも進入口区分よりも短い。進出口区分の長さは300mmに制限されているのが有利であり、殊にそれよりも短くてもよい。
【0040】
進出口区分及び進入口区分における糸走行経路と加熱表面との間隔は比較的大であり、例えば制御区分における間隔の数倍であるが、5mmに、殊に有利には3mmに制限されている。
【0041】
本発明では、糸支持体の接触長さが熱伝達に影響を及ぼすという事実を特に有利に利用することが可能である。
【0042】
糸に対する熱作用の最適化は、糸の品質と仮撚り式捲縮機における糸のテクスチャード加工とにとって大きな意味を持つ。この理由から本発明では、糸支持体の接触長さを調整可能にする。これによって更に、その都度所望される糸走行速度と糸径(繊度)とに対する熱作用の最適の調整を行なうことが可能である。これを実施するためには、糸支持体を互換できるように加熱装置と糸支持体とを構成するのが有利である。
【0043】
熱作用を最適化するため及び該熱作用を糸走行速度と繊度に適合するために、特に制御区域の範囲内において、糸支持体の接触長さと加熱装置の無接触長さとの比を調整可能に構成するのが有利である。加熱装置は例えば管の形状を有し、該管の周面には、周方向で軸方向幅の拡張する複数のウェブが設けられている。これらのウェブは順次ずらして周面に配置することができる。これによって、管に蔓巻線状又は螺線状に巻掛けられる糸は、ウェブが実質的に等しい接触長さを有する区域でウェブに順次接触することができる。
【0044】
特別のプロセスパラメータ、特に糸繊度と糸走行速度に対する熱作用の適合化を常に可能にする有利な実施態様は、区分の組合せによってその長さを可変の加熱体から成っている。
【0045】
本発明の別の実施態様では、実質的に円滑な表面を有する加熱管の外周にスリーブ又はケージを被せ嵌めることが可能であり、該スリーブ又はケージの内径は加熱管の外径に等しく、該スリーブ又はケージの周壁は、行列毎に互いに並列された同一形状の凹設部又は切欠き部によって穿設されている。殊に有利には、スリーブにおいて同一形状の凹設部又は切欠き部の行列は直径方向で対向しており、しかも互いに並列した凹設部の行列の傍には、別の形状の凹設部を有する行列が位置しているのが有利である。前記行列は加熱管及びスリーブの軸線に平行に位置しているのが有利である。互いに並列した凹設部間には、該凹設部の形状に対応して周方向に延びる同一形状のウェブが介在している。前記スリーブは、加熱管の外周で軸方向のずれを防止されているが、回動することができる。その結果、加熱管の外周に沿ってスリーブを徐々に回動することによって糸がウェブの汚れていない乗上げ擦過部位を介して常にガイドされるという第1の利点が得られる一方、ウェブの異なった形状によって広い温度範囲で糸に熱処理を施せるという第2の利点が得られる。スリーブ内には同一形状のウェブ並びに凹設部が直径方向で対設されておりかつ所定の角度間隔をおいて反復されるので、2本以上の糸のための乗上げ擦過経路が形成される。因みに前記行列間でスリーブの軸方向に延在するウェブは本発明の要旨にとって重要なものではない。
【0046】
発明を実施するための最良の形態
次に図面に基づいて本発明の実施例を詳説する。
【0047】
なお本発明の種々異なった図示の実施例において同一の構成要素には同一の符号を付して示した。
【0048】
まず、図1〜図3に示したものは、本発明とは異なる 参考例である。
【0049】
図3に示した加熱装置は加熱体としての管1を有し、以下、これを加熱管1と呼ぶ。該加熱管1はその内部に2本の互いに平行に延在する電気的な加熱抵抗線6を支持しており、両加熱抵抗線は、殊に有利には、例えば酸化マグネシウム粉末又は珪酸マグネシウム粉末のような適当な絶縁物質によって、相互にかつ前記加熱管1の内周面から隔離されている。加熱管1は、鋼又は殊に有利には銅−アルミニウム合金のような良熱伝導性金属から成っている。
【0050】
加熱管1には、多数のリング又はディスク2が挿し嵌められている。したがって、リング又はディスク2は、 加熱管1とは別体である。図1及び図2において個別に図示した前記ディスク2は円形でかつ半径方向スロット5を有し、該半径方向スロットの内法幅は実質的に加熱管1の直径に等しく、かつ該半径方向スロットの互いに対向する両縁は互いに平行に位置している。前記ディスク2の外縁は中高状の凸面に成形されている。ディスク2の一方の端面には、多数の窪み又は凹所4が設けられており、該窪み又は凹所は、互いに等間隔に、かつディスク2の軸心から等間隔をおいて位置している。ディスク2の反対側の端面には、スペーサとしてのピン3が凸設されており、該ピンのディスク軸心からの距離は、前記凹所4のディスク軸心からの距離に等しい。
【0051】
ディスク2は、ディスク2から突出したピン3が、対面隣接したディスクの凹所4内に侵入するように加熱管1に挿嵌されており、しかもディスク2は殊に有利には、相互に所定角度だけ規則的にずらして加熱管に挿嵌されているので、前記の半径方向スロット5の開口とピン3はいわば螺線状に加熱管を包囲し、或いは加熱管1の軸線方向ではラスター状に互いに上下に位置している。前記ディスク2を加熱管1の外周に固定するために、場合によっては半径方向スロット5内にU形ばね10が嵌込められていてもよく、この場合、該U形ばねの両脚片はスロットの対向縁に圧着し、またU形ばねの頂点は加熱管1に当接している。
【0052】
ディスク2の凸面外縁は、進入口糸ガイド8を介して、ディスク2の凸面状のエッジによって形成された加熱装置の糸乗上げ擦過面に接触させられ、前記進入口糸ガイド8に対して角度をずらしかつ軸方向にずらして配置された進出口糸ガイド9を介して該加熱装置から進出する糸をガイドするために役立つ。つまり糸7は1つの螺線に沿って加熱装置に巻掛けられ、該螺線のリード角は、進入口糸ガイド8と進出口糸ガイド9の相互位置のずらし量に関連している。両糸ガイドの少なくとも1つは他方の糸ガイドに対して加熱管1の軸線を中心として旋回可能であるので、ディスク2を介して走行する糸走行経路の長さは、糸7によって形成される螺線のリード角を変化することによって変更することができる。進入口糸ガイド8と進入口糸ガイド9の位置は半径方向スロット5の両側に位置し、また糸7の螺線は、該半径方向スロット5の外側のディスク2の領域に位置している。
【0053】
ディスク2は、耐熱性・耐スケール性の材料、例えば酸化アルミニウム又は酸化チタンから成っているのが殊に有利である。ディスクエッジの耐摩耗性を高めるために、場合によっては該ディスクエッジに適正な材料でコーティングを施しておき、また糸との親和性乃至は協調性を高めるために、ディスクエッジには研削加工又は研磨加工を施しておくことも可能である。
【0054】
図4に示した本発明の実施態様は、電気的な加熱抵抗線6を有する抵抗加熱器としての加熱管1を備え、該加熱管は加熱体として作用するものであって、しかも管す なわちスリーブ1′によって包囲されていて、該スリー ブ1′は多数のリング2を備えている。これらのリング2は規則的な間隔をおいてスリーブに据込み加工を施して成形されるビードから成っていてスリーブ1′の一部 としてスリーブ1′と一体である。前記リングは又、ス リーブ1′の外周壁面に切削加工された溝によって互いに隔てられていてもよい。リング2の半径方向に張出した周面は凸面に成形されており、かつ糸親和性或いは糸協調性を有している。リング2は、スリーブ1′の加熱された外周面から隔てて糸7をガイドするために役立ち、しかも殊に有利なことには糸7は、螺線状の乗上げ経路でスリーブ1′に巻掛けられつつ走行することができる。図面から判るようにスリーブ1′の両端部には進入口糸ガイド8と進出口糸ガイド9が配置されており、両糸ガイドの相互位置のずれ量が、糸走行経路の螺線リード角と長さを決定する。両糸ガイドの少なくとも一方は他方の糸ガイドに対して相対位置を調整可能である。糸ガイドの位置調整のために要する手段は従来技術に属していて公知であるので、これに関する説明と図示は本明細書では省く。
【0055】
図5に示した本発明とは異なる参考例は、電気的な加熱抵抗線6を内設した加熱管1と全長にわたって蔓巻条体2によって包囲されたスリーブ1′から成っている。前記蔓巻条体2は例えば鑞接によってスリーブ1′と固定的に接合されている。したがって蔓巻条体2はスリー ブ1′と一体ではない。該蔓巻条体2の外向きの面は、凸面状に成形されかつ糸協調性を有し、すなわち乗上げて擦過する糸7に対して可能な限り低摩擦作用を及ぼす。この場合糸7は蔓巻条体2のリードとは逆向きの螺線経路でガイドされる。糸7は、スリーブ1′の進入口と進出口とに設けられた環状の進入口糸ガイド8と進出口糸ガイド9とによって蔓巻条体2に接触させられる。前述の実施例の場合と同様に、進入口糸ガイド8及び進出口糸ガイド9を相対的に位置調整することも可能である。
【0056】
図6には本発明とは異なる参考例が図示されている。この場合の管1も、加熱抵抗線6によって加熱される加熱管である。本実施例ではスリーブ1′は、できるだけ弾性的な可撓性の1条の蔓巻条体2によって巻掛けられている。したがって蔓巻条体2はスリーブ1′と一体で はない。該蔓巻条体2は例えば1本の金属小管であってもよく、この場合は、スリーブ1′に対面した方の金属小管面は扁平に面取りされているので、スリーブ1′と蔓巻条体2との間には緊密な伝熱接触面が存在している。蔓巻条体2とスリーブ1′の外周面との間の接続は摩擦接続式であるので、スリーブ1′を蔓巻線状にめぐって位置している蔓巻条体2のリード角は、該蔓巻条体の一端を他端に対してスリーブの外周面に沿ってシフトすることによって変更することができ、これによって糸螺線経路のリード角と長さを変化させることが可能である。その場合、糸螺線経路の長さの変化によって生じる蔓巻条体の拡張又は緊縮は、スリーブ1′の外周面における蔓巻条体の始端部を調整することによってスリーブ 1′の直径にそれ相応に適合することができる。
【0057】
図6では、拡張(拡開)位置にある蔓巻条体2は実線によって、また緊縮位置にある蔓巻条体2は鎖線によって示されている。
【0058】
このようにして要するにスリーブ上に沿った糸乗上げ擦過経路の長さを変化することが可能である。スリーブの両端部に設けられた進入口糸ガイド8と進出口糸ガイド9の位置調整を行なうことができることによって、糸乗上げ擦過経路のリード角も付加的に変化させることが可能になる。
【0059】
図6について記載した糸乗上げ式加熱装置によって得られる利点は就中、広い限度範囲で糸乗上げ擦過経路を変化させることができる点にある。更にまた、異なった度合で加熱される複数の蔓巻条体を順次相前後して保持することによって、糸乗上げ擦過経路の全長にわたって可変の温度プロフィールを実現することが可能になる。
【0060】
更に図7〜図9及び図11〜図15に示した加熱装置では、加熱管1の糸進入口及び糸進出口に夫々1つの進入口糸ガイド8と進出口糸ガイド9が位置し、前記両糸ガイド8,9と加熱管1は、該加熱管1の周方向で互いに相対回動可能である。
【0061】
この相対回動は、回転可能に配置された進入口糸ガイド8及び進出口糸ガイド9又はその何れかを、定置の加熱管1と協働させることによってか、或いは定置に配置された進入口糸ガイド8及び進出口糸ガイド9又はその何れかを、縦軸線を中心として回転可能な加熱管1と協働させることによってか、或いは又、回転可能な進入口糸ガイド8及び進出口糸ガイド9又はその何れかを、回転可能な加熱管1と協働させることによって得られる。
【0062】
図7に示した本発明の実施例では、加熱管1はスリー ブ1′によって包囲されていて、進出口糸ガイド9のみが加熱管1に対して相対回動可能であるのに対して、進入口糸ガイド8は定置に配置されている。
【0063】
管状のスリーブ1′は、加熱管1の形の抵抗加熱器に よって加熱される。符号6aは抵抗加熱器の給電用リード 線である。該抵抗加熱器は加熱カートリッジとして構成 されており、かつ加熱装置の全長にわたって、要するに スリーブ1′の進入口区分11と制御区分13と進出口区分 12とにわたって延在している。
【0064】
図7に示した実施例では、糸ガイドノッチ16によって形成される進出口糸ガイド9は、加熱管1の下端部に同軸的かつ回動可能に位置し、かつ回転範囲15内で加熱管1及びスリーブ1′に対して相対回動可能である。
【0065】
図面から判るように、スリーブ1′に対して相対的に進出口糸ガイド9を回動させると、走行中の糸7は複数のリング2に沿って1本の螺線を描くが、該螺線の幾何学的形状(ワインディング、リード角)は、進出口糸ガイド9に設けられた糸ガイドノッチ16の回動位置に関連している。
【0066】
更に図7〜図9に示した加熱装置は、スリーブ1′の糸進入口及びスリーブ1′の糸進出口又はその何れかにおいて、その傍を通過走行する糸7に対して、加熱管1の外周面よりも大きな半径方向距離をとる夫々1つの進入口区分11又は進出口区分12を有している。
【0067】
進入口区分11と進出口区分12との間には制御区分13が位置しているが、該制御区分は本実施例では、更なる特殊性を有している。
【0068】
これについては殊に図9から判るように、進入口糸ガイド8及び進出口糸ガイド9は加熱管1及びスリーブ 1′に対して相対回動可能であり、これによってリング2の表面には、回転範囲15に基づいて糸7が擦過できる角度範囲が形成される。これによって糸とリングとの間には、可能接触面の領域が生じる。
【0069】
従って糸7は、規定の角度範囲内における任意の部位に沿って、しかも、進入口糸ガイド8及び進出口糸ガイド9とスリーブ1′との相対的な回動位置にその都度関連して走行することができる。糸7によって擦過可能な角度範囲内ではリング2は、周方向に変化するリング幅を有している。このことは、周方向座標uに関連してリング2の幅Bが関数B(u)に従って変化することを意味していることに他ならず、前記関数はその都度予め設定することができる。この場合の関数は一次関数的に線形に延びる。
【0070】
図9に示されている更なる特殊性は、糸7との可能接触面領域においてリング2が、周方向に変化する高さHを有している点にある。このことは取りも直さず、リングの高さHが周方向座標uの関数H(u)であることを意味している。
【0071】
図9に示した本発明の実施例ではリングの幅Bは、リングの高さHが漸減する周方向で漸増している。従って当然予期できることは、リング幅Bの増大に基づいてリング上における糸7の接触時間が増大するに伴って、リング2間の接触のない縦方向領域においても、糸7とス リーブ外周面との距離が同時に小さくなっていくために糸に対する熱流が増加することである。
【0072】
これに補足して図7及び図8が示していることは、リング2の幅、要するにウェブ幅が周方向で変化しない場合にも、該リング2は、糸7によって擦過可能な角度範囲内で、周方向に変化する高さを有することができることである。
【0073】
本発明のこの2つのリング態様は、互いに組合せても、また互いに別々にも実施することができる。
【0074】
更に付記しておくが、糸7が擦過走行する本発明のリングを残すようにリング状の溝をスリーブ1′の外周面に切削加工することによってもリングを成形することが可能である。したがって、リングとスリーブの外周面と は一体である。
【0075】
機能について
スリーブ1′から糸7への熱伝達は一方では、リング2が糸7と相俟って形成する接触ゾーンで行なわれる。
【0076】
更に糸7への熱流は、糸の接触しないリング2間の縦方向の無接触ゾーンにおいても生じる。リング2間の環状溝の基底が走行中の糸に対して僅か数ミリメートルの間隔を占めているにすぎず、例えば約0.5mmの間隔から最大でも約3mmの間隔に漸増するにすぎないので、加熱管1の加熱温度が約300℃以上の温度、特にセルフクリーニング温度オーダー範囲の温度に加熱される以上、糸の接触しない長手方向の無接触ゾーンにおいても著しい熱流が生じるものと見做すことができる。
【0077】
従って、全体的に糸に対して作用する熱流は、スリー ブの幾何学的形状に対して、その都度設定される糸走行経路の幾何学的形状の1つの関数になる。それというのは糸の接触長さと無接触長手方向ゾーンとは、リング高さと同様に、スリーブ1′に対する進入口糸ガイド8又は進出口糸ガイド9の相対位置に関連しているからである。
【0078】
従ってその都度伝達される熱流は極めて精密に微調整することができる。相対的な回動位置を極微的に変化させただけでもすでに、規定の長さの糸区分に対して全体的に作用する熱の顕著な改善が得られる。
【0079】
この認識を本発明は仮撚り式テクスチャード機械の適用例に効果的に活用するものであるが、この適用例については追って説明する。
【0080】
更にまた図10に示すように、本発明のリング2のその都度若干は管軸線17に対して偏心的に位置し、この場合リングは夫々1対ずつ互いに180゜ずらされているのが有利である。なお図10においては、スリーブは省略され ている。
【0081】
図10に示した本発明の実施態様によって得られる付加的な利点は、加熱装置が管軸線17に対して対称的であり、これによってその都度1対ずつ走行する糸7.1,7.2を加工・処理するために適していることである。
【0082】
図11に示した加熱装置13にはフィード機構18が前置されており、また前記加熱装置13には、本実施例では冷却レール19として構成された冷却ゾーン並びに、仮撚り器20及びデリベリ機構21が後置されている。
【0083】
図11において更に示したように、進入口糸ガイド8及び進出口糸ガイド9は互いに相対的に又は加熱管1及び スリーブ1′に対して相対的に、加熱装置13の進出口で計測された糸温度に関連して調整移動可能である。この調整のために、加熱管1の進出口領域内に配置された温度センサ22が使用され、該温度センサは、例えば夫々所属のステップモータ23を介して進入口糸ガイド8又は進出口糸ガイド9を温度に関連して調整移動するための出力信号を送出する。ここで明確に付記しておくべきことは、温度センサ22の測定信号には、前記加熱装置13の後方で引張り力測定器24によって発生される糸張力信号を重畳させることができるということである。
【0084】
本発明によって奏せられる重要な利点は就中、加熱装置から糸へのその都度効果的な熱伝達が、プロセスを最適化する意味合いで極めて敏感に微調整することができる点ばかりでなく、糸走行経路の全長にわたって最善の糸性質を得るために糸温度を極めて正確に制御できる点にある。
【0085】
また図12、図13及び図14には本発明とは異なる補足的な参考例が図示されている。
【0086】
この場合、各加熱装置毎に夫々2つの糸加熱ゾーン25が配置されている。
【0087】
各糸加熱ゾーン25では加熱表面に複数のウェブ2が糸走行方向に対して横方向に固定されており、この場合、加熱表面から張出すウェブの高さは少なくとも0.1mmであり、5mmを超えないものとする。
【0088】
要するにここで重要なことは、ウェブ2の高さが、セルフクリーニング作用と敏感な制御可能性とを個別に又は同時に活性できるようにするために、加熱表面から張出すウェブ2の高さを約5mm未満にすることである。
【0089】
何れの場合も糸加熱ゾーン25は糸の方に向かって凸面状に湾曲されており、これによって1本の螺線に沿って糸を糸加熱ゾーンを介してガイドすることが可能になる。
【0090】
加熱管は、1本の螺線に沿った糸走行を簡単な形式で得るために、回転体、回転体区分又は回転体セグメントとして構成することも可能である。
【0091】
なお概念「糸加熱ゾーン」は、加熱装置から糸への顕著な熱伝達を可能にする加熱装置領域を言う。
【0092】
この加熱装置領域は、図13に示した態様の左手の糸加熱ゾーンから判るように、例えば加熱表面に対する糸走行経路の調整可能性が設けられていない場合には、ただ1条の糸ラインであってもよい。
【0093】
また前記加熱装置領域は、図12及び図14に示すと共に、図13の右手の糸加熱ゾーンでも示したように、加熱表面に対して1本の糸をガイドすることのできる角度範囲であってもよい。
【0094】
これに関しては図12に示したように、2つの糸加熱ゾーン25a,25bを等しく構成することも可能である。この場合は、リング2の幅Bを周方向に変化させることによって実現される。序でに明記しておくが、リングは、このように単にリング幅だけを周方向で変化させることによっても、或いはこのリング幅の周方向変化にリング高さHの周方向変化を組合せることによっても効果を奏することができる。
【0095】
更に図13に示したように、2つの糸加熱ゾーンのうちの一方だけに、前述のように周方向に変化する幅B並びに高さHを有するリングを設け、他方の糸加熱ゾーンの幅B並びに高さHを一定に保つことも可能である。
【0096】
この場合は、進入口糸ガイド8もしくは進出口糸ガイド9と糸加熱ゾーン25とを相対的に調整移動可能にする必要はない。それというのは、加熱表面から糸7への熱伝達が糸加熱ゾーンの全範囲で一定であることが出発点にならなければならないからである。
【0097】
しかし念のために付記しておくが、リング高さHを周方向で変化させ、しかもその場合は加熱表面と走行糸とを相対的に移動調整可能にするのが、特定の適用例にとっては有利であるのは勿論のことである。
【0098】
図12で示したように、両糸加熱ゾーンを等しく構成した場合には特に、各糸加熱ゾーンに、夫々同期的に運動可能な進入口糸ガイド8又は進出口糸ガイド9を配設するのが有利であり、前記の進入口糸ガイド8と進出口糸ガイド9は、回動可能な糸ガイド支持レバー26の終端区域に配置されている。
【0099】
同期的な運動可能性は適当な伝動装置を介して容易に実現することができる。しかしながら、このような伝動装置は従来技術に属していて公知であるので、本明細書ではその詳細な説明は割愛する。
【0100】
更にまた図15a〜図15eに示したように、夫々2つの糸加熱ゾーン25a,25bを直径方向に対向配置し、この場合糸が同一稼働条件の部位を走行するように進入口糸ガイド8又は進出口糸ガイド9を各糸ガイド支持レバー26に配置することが可能である。なお図15a〜図15eにおいて はスリーブは省略されている。
【0101】
容易に想到できるように本発明では、リングの幅Bを段階的に変化させることも可能である。このことは取りも直さず、該リング幅Bが部分的には一定で、特定の円周座標において段階的に、例えば小さな幅から大きな幅へ増大することを意味している。
【0102】
前記のことは、リング高さHの変化についても同様に該当する。すなわち本発明の思想は、例えば加熱表面と糸との間の熱伝達効率に実質的に影響を及ぼさずに糸とリングとの接触ゾーンの横方向変動を僅かにするような糸走行領域を維持するために、リング高さHを周方向で段階的に変化させることも包含するものである。
【0103】
このためには、万一の糸走行を予測して、その都度の有効接触ゾーンが実質的に等しい接触時間もしくは加熱管の外周面に対する実質的に等しい糸間隔を可能にするように、可変幅及び/又は可変高さの複数のリングを周方向で互いにずらして配置するのが有利である。
【0104】
このことは勿論、リング高さHが段階的に変化するようなリングについても当て嵌まる。
【0105】
ここで念のために明記しておくが、複数のセクタから成るリングを設け、該セクタが各セクタ当り一定の半径を有するようにすれば、段階的に変化するリング高さHを簡単に実現することが可能である。
【0106】
相互に異なった半径の隣接した2つのセクタ間の移行区域は、この場合糸を優しくいたわるように成形されねばならない。すなわち各リング半径から隣接リング半径への唐突な変化又は角張った変化に基因した糸の損傷を避けるために、前記移行区域には周方向で適正に丸く面取りが施されねばならない。
【0107】
また図15a〜図15cに示したように、リング2の外側輪郭を少なくとも区域的に実質的に楕円形に構成するのも有利である。この場合は、2本の糸が楕円の互いに対向した部位に沿って走行するようにすることを付加的に提案する。
【0108】
この糸走行部位は、図15a及び図15bに示したように、当該楕円の長軸に関して対向するものであってもよく、また短軸に関して対向するものであってもよい。
【0109】
図15cには、糸走行の最も効果的な調整態様の1つが図示されており、この場合、各糸7は専ら、楕円の長軸と短軸との間で仕切られた1つの象限の範囲内をそれぞれ走行する。
【0110】
この場合は、加熱管1及びスリーブ1′から糸7への熱伝達が進入口糸ガイド8と進出口糸ガイド9との間で糸全長にわたって連続的に増大又は減少することが判る。本実施例では、進入口糸ガイド8における糸とスリ ーブとの間に著しく大きな隔たりがあり、この隔たりは、糸が進出口糸ガイド9の方向に走行するにつれて、見る見るうちに減少しかつ進出口糸ガイド9では最小値をとるので、進入口糸ガイド8から進出口糸ガイド9へ熱伝達は連続的に増大することになる。
【0111】
従って進入口糸ガイド8と進出口糸ガイド9との間の糸走行経路の全長にわたって、極めて効果的に制御可能な熱伝達が可能である。それというのは、楕円の短軸域の最小間隔と楕円の長軸域の最大間隔との間のリング2の全領域が活性されるからである。
【0112】
それゆえに、この可能な糸接触ライン内で、進入口糸ガイド8と進出口糸ガイド9との相対位置を所定のように調整することによって最適の熱伝達を予期することが可能になり、しかもこの場合は加熱管から糸への熱伝達を連続的に増大させることが可能である。
【0113】
従って本実施例では「楕円の互いに対向した2つの部位」とは、楕円の長軸と短軸との交点に関して直径方向で対向する2つの円周域を意味している。
【0114】
また図15d及び図15eには、加熱管1に対して偏心的に配置されたリング2が図示されている。該リング2は円形であり、この場合リング2の円中心は加熱管1の円中心に対して偏心距離27だけずらされている。
【0115】
進入口糸ガイドと進出口糸ガイドとは各糸毎に別々に各糸支持レバー26に配置されており、しかも各被加熱糸に対して等しい作用を及ぼすようにリング2の中心に対して周方向に回動可能に配置されている。
【0116】
このように入口糸ガイド8と進出口糸ガイド9との相対位置を調整することによって、両糸に対して熱流を等しい影響度で作用させることが可能になる。
【0117】
図15dに対して180゜転回させた状況を表わす図15eが補足的に示すように、このようにして加熱管1及びスリ ーブから糸7に対して及ぼす最適の熱伝達作用を得ることも可能である。
【0118】
図15dに示した例では進入する糸が、進入口糸ガイド8の領域では、スリーブの加熱表面に対して比較的大きな間隔を有し、かつ、進出する糸が逆に比較的小さな間隔を有しているのに対して、図15eに示した例では進入糸及び進出糸と加熱表面は、図15dの例とは正反対の関係にある。
【0119】
図15eの例では進入する糸は進入口糸ガイド8の領域において比較的強く加熱される。それというのは当該進入糸が、スリーブの加熱表面に対して著しく僅かな間隔位置を占めているのに対して、進出糸は進出口糸ガイド9の領域では加熱表面に対して比較的大きな間隔位置を占めているからである。
【0120】
もっと明確に言えば、加熱表面から糸に対する熱伝達に関して、加熱装置の進入口と進出口との間の糸走行経路に沿った加熱表面と糸との間の平均的な間隔が重要であるばかりでなく、本発明が付加的に認識した点は、加熱表面から糸への熱伝達が加熱表面への糸の接近につれて過比例式に増大することである。
【0121】
この理由に基づいて、本発明が加熱表面に設けたリングによって、それ以上に高いセルフクリーニング温度なしに操業することが可能である一方、糸に作用する温度は、糸に損傷を与えることなく加熱することを可能にする。
【0122】
更に本発明は、走行糸と加熱表面との間の相対位置を相応に調整する限り、異なった繊度のフィラメント糸、例えば20デニールと40デニールのフィラメント糸に同一の加熱装置で同時に熱処理を施すことを可能にする。
【0123】
このことは取りも直さず、加熱装置が複数の糸加熱ゾーンを有している場合には、一方の糸加熱ゾーンの稼働を停止して、他方の糸加熱ゾーンを稼働させることができることを意味している。
【0124】
従って同一の加熱装置を用いて加熱表面の温度を変化又は調節することなしに、異なった糸品質に対して異なった熱流が、単に糸走行経路と加熱装置との間の相対位置を選択することだけによって得ることができる訳である。
【0125】
以下に行なう図面の詳細な説明は、特に図16、図17及び図18に関するものである。これらの図面が特別の説明を必要とする構成要素はその都度これを特別に明記する。
【0126】
該加熱装置は仮撚り式捲縮機において殊に有利に適用される。このような仮撚り式捲縮機は例えばドイツ連邦共和国特許第3719050号明細書に開示されており、かつ、多数本の糸を巻き戻す(繰り出す)多数の供給ボビンと、各糸をガイドして加熱する複数の加熱装置と、各糸をガイドして冷却する複数の冷却装置と、各糸を一時的に加撚する仮撚り器と、供給ボビンから糸を引出す入口フィード機構及び仮撚り器から糸を引出す出口デリベリ機構とから成っている。該仮撚り式捲縮機を通走したのち各糸は次いで巻上げボビンに巻取られる。図示の加熱装置は、仮撚りゾーン内に配置された前述の加熱器に関するものである。
【0127】
図示の加熱装置30は管状のスリーブ1′から成る。糸7は先ず進入口糸ガイド8を通ってガイドされ次いでス リーブ1′の外周面に達する。当該糸は軸方向運動成分と周方向運動成分をもってスリーブ1′の周面を経て進出口糸ガイド9を通走する。本実施例の進出口糸ガイド9は、管軸線を中心として回動可能であって糸ガイドノッチ16を有するディスクとして構成されている。図16及び図18では、図示を簡単にするために進入口糸ガイド8と糸ガイドノッチ16とは、互いに同一線上に整合させた位置で示されている。図17では、前述のように軸方向運動成分と周方向運動成分をもって糸がスリーブ周面を介してガイドされ、これによって急勾配の螺線を描くようにディスク9が回動されることが図示されており、この操作は図18に示した実施例でも適用することができる。進出口糸ガイド9としてのディスクの位置を回動調整することによって管に沿った糸の周方向巻掛けを設定することが可能である。この巻掛けは糸の曲率と同義である。従ってこの巻掛けによって、スリーブと一体的な糸支持体における糸の全体的な接触が得られる。前記糸支持体については、追って詳説する。
【0128】
加熱装置30は3つの区分、つまり進入口区分11と制御区分13と進出口区分(終端区分)12とから成っている。進入口糸ガイド8を通走し進入口区分11を経て糸7は制御区分13の第1番目の糸支持体31.1へ導かれる。その際進入口では、糸に対面した加熱表面つまり進入口区分11の外周面と糸とは、制御区分13の加熱表面つまり糸支持体31間に位置している外周面区域から糸が隔たる距離の数倍に相当する間隔を有している。進入口糸ガイド8と制御区分13の第1番目の糸支持体31.1との間隔は、制御区分13の糸支持体の相互間隔の多数倍に相当している。ここでは最大限で500mmの長さを甘受することができる。この長さは糸の振動傾向に著しく関連している。進入口区分11の長さは、糸の効果的な予熱を可能にするために短く選ぶのが有利である。
【0129】
加熱装置30は加熱管1の形の抵抗加熱器によって加熱される。符号6aは抵抗加熱器の給電用リード線である。該抵抗加熱器は加熱カートリッジとして構成されており、かつ加熱装置の全長にわたって、要するに進入口区分11と制御区分13と進出口区分12とにわたって延在している。
【0130】
加熱装置の温度調節装置は、制御区分13の有効温度実際値を検出する温度センサを有している。この温度は制御される。従って制御区分の温度管制は極めて正確である。
【0131】
制御区分13の範囲内には多数の糸支持体31が配置されている。これらの糸支持体31は、第1番目の糸支持体31.1を含めて全て、糸支持ウェブとして構成されており、該糸支持ウェブは、制御区分の全周にわたって延びている。これらの糸支持ウェブは、特定の相互間隔を有していると共に、制御区分13のその他の周壁面区域から張出す特定の高さを有している。糸支持ウェブの数は、糸の振動傾向並びに熱伝導率によって決定される。制御区分の周壁面に対するウェブの高さは小さく選ぶのが有利であり、最大限で3mmであり、特に1.5mmよりも小さいのが殊に有利である。
【0132】
糸は糸支持ウェブの外周面を経てガイドされる。その場合、糸は当該外周面の所定の長さに接触する。この長さは、やはり熱伝達にとって重要なファクタとなる。
【0133】
糸の損傷を避けるためにこの接触長さは短く選ばれるが、この場合、接触長さを短くするという要件は熱伝達という要件との相互妥協を必要とする。糸支持ウェブの軸方向距離も同様に熱伝達に対して影響を及ぼす。全体的に見て接触長さと糸支持ウェブの軸方向距離との採用可能な比率は、最大限で約1:5であるが、より小さい比率、特に1:10よりも小さい比率を採用するのが殊に有利である。
【0134】
糸走行経路に対する進入口区分の加熱表面つまり外周面の距離は、制御区分の外周面に対比して、糸支持ウェブ31の高さの3倍乃至10倍であるが、10倍よりも小さいのが殊に有利である。但し、この点に関する限り図面は正しい尺度で図示されていると言えない。
【0135】
進出口区分12では糸は、ごく少数の糸支持体によってガイドされ、しかも本実施例では制御区分13の最終番目の糸支持ウェブ31.3によってと、前述の進出口糸ガイド9として構成された糸ガイドノッチ16を有するディスクとによってガイドされているにすぎない。糸走行経路に対する進出口区分12の外周面の距離は、やはり制御区分13の外周面に対比して糸支持ウェブ31の高さよりも数倍大であり、この場合も、進入口区分11の場合と同一の寸法限定値が当て嵌まる。しかしながら全体的に見て進出口区分12における糸支持体の軸方向距離は、進入口区分11の場合よりも小である。糸支持体の軸方向距離は300mmであり、殊に有利にはこれよりも小である。なお念のために付記しておくが、図示の加熱装置は実際には、断熱ケージ内に内包され、該断熱ケージは、糸挿入用の半径方向スリットを有し、かつスリーブの制御区分に対して周方向ギャップを形成している。該周方向ギャップ内で糸はガイドされる。また進入口糸ガイド8及び、進出口糸ガイド9としてのディスクに穿設した糸ガイドノッチ16を夫々1対ずつ配置することによって同一の加熱装置において同時に2本の糸に加熱処理を施すことも可能である。
【0136】
進入口糸ガイド8は加熱装置と可能な限り接触しないように構成されている。これによって進入口糸ガイド8が加熱されることはない。従って、糸の加熱時に発生する糸残滓堆積層が進入口糸ガイド8に形成されることはない。進入口区分11の出口側糸ガイドは、すでに述べたように、制御区分13の第1番目の糸支持体31.1として構成されている。制御区分13のその他の糸支持体31.2,31.3の場合と同様に、すでに述べたように該糸支持体31.1もウェブとして構成されている。該糸支持ウェブは制御区分13の外周壁から切削成形されている。従って該糸支持ウェブは加熱装置30のスリーブ1′と一体である。糸支持ウェブの高さを小さくすることによって、糸接触面でも制御温度を生ぜしめることが保証されている。ひいては又、糸支持ウェブに引っ掛かっている糸残滓分を分解・焼却するほどに高く、つまり300℃以上の高さに選ばれる加熱温度を糸支持ウェブ31.1,31.2,31.3の糸接触面にも発生させることが保証される。従って当該糸支持体もしくは糸支持ウェブは良好なセルフクリーニング特性を有している。
【0137】
進出口糸ガイド9すなわち糸ガイドノッチ16を有するディスクは、加熱装置の加熱管1つまり加熱カートリッジの外周面に回転可能に配置されている。これによって、加熱カートリッジ1の温度をディスク9にも伝達するので、該ディスクでも良好なセルフクリーニング特性を予期することが可能である。
【0138】
図18に示した実施例では、糸支持体としての糸支持ウェブ31.1,31.2(また可能ならば糸支持ウェブ31.3も)は周方向の構成に特殊性を有している。糸支持ウェブは、周方向に漸増する軸方向幅を有している。その場合、最狭幅の部位は、図18から容易に見て取ることができるように、制御区分外周の1母線上に正確に位置してしているのではなくて、糸の擦過走行ラインにほぼ平行な1本の線上に実質的に位置している。この場合前記の糸の擦過走行ラインは変化することができる。ここでは先ず、通常の操業条件に相応した擦過走行ラインが選ばれねばならない。図18の実施例では次いで、ディスクの形の進出口糸ガイド9だけでなく、進入口糸ガイド8も加熱装置の軸線を中心として回動される。これによって加熱装置の外周において糸走行経路は、糸支持ウェブ31の接触長さが所期の尺度をとる領域へ、しかも接触長さと糸支持ウェブ間の自由案内長さとの比率が所期の値をとる領域へずらされる。これによって熱伝達効率のみならず、糸の走行安定性にも有利な作用を及ぼすことが可能である。しかし他面において、過度に長い接触長さは、糸を労りつつ処理するためには所望されない過度に高い糸摩擦を惹起することがある。
【0139】
図19には、凹設部(又は切欠き部)34,35,36,34′,35′及び36′を互いに並列させて設けたスリーブ33のスリーブ半製品32が展開した状態で示されている。各列の凹設部は同一形状を有し、かつ等しい相互間隔を有している。各列の凹設部間には、スリーブ半製品32に対して直角方向に延びる結合ウェブ37,38,39,37′,38′,39′が位置しており、該結合ウェブについては追って説明する。各列の凹設部間でスリーブ半製品32の長手方向に延在する結合ウェブは本発明の要旨にとって重要な構成要素ではない。
【0140】
図19に示したスリーブ半製品32は、図20に示したように中空円筒体として丸め成形された上で、加熱管1に被せ嵌められる。その場合、中空円筒体の内径は加熱管の外径に等しい。該中空円筒体(以下、スリーブ33と呼ぶ)は加熱管1上では軸方向ずれを防止されているが、該加熱管の外周に沿って回動可能であり、場合によっては該回動は、それ自体周知の係止爪(図示せず)の係止解除に関連している。図示の実施態様では、複数の凹設部34は、加熱管1の軸線に対して平行な1つの列上に位置しかつ相互間に等幅の結合ウェブ37を形成している。該結合ウェブ37は糸7のための糸乗上げ擦過ウェブとして使用され(但し図面では図示を簡単にするために糸7は、円筒体をめぐる螺線形としては延在していない)かつ等幅である。したがって、加熱管1によりスリーブ33 が加熱されることで、スリーブ33と一体の結合ウェブ37 は糸と接触して糸を熱伝導によって加熱する糸支持体と なり、各結合ウェブ37間の凹設部は糸と接触しないで糸 を放射により加熱する区域となる。スリーブ33が加熱管1上で回動できることによって、結合ウェブ32の周方向に延びる区域内では夫々、糸残滓によって汚れていない部位に沿って糸7を走行させることが可能になり、これによって、結合ウェブの、前記温度に応じて与えられるセルフクリーニング効果も一層高められる。図19に示した凹設部34′の列は前記凹設部34に対して直径方向で対向しておりかつ第2の糸7′のための糸乗上げ経路として役立つ。
【0141】
凹設部34の列の傍には、図面では台形の形で示された凹設部35の列が位置し、該凹設部35間には楔形の結合ウェブ38が位置している。この列に対して直径方向で対向して台形状の凹設部35′と楔形の結合ウェブ38′が同様に配列されている。従って加熱管1に沿ってスリーブ33を簡単に回動することによって、糸と接触している加熱面の長さを変化させることが可能である。
【0142】
またスリーブ33の図示の実施態様では、互いに並列的に配列された更に異なった凹設部36が設けられている。該凹設部36は、軸方向では比較的狭幅の凹設部であるが、その代りに各凹設部間には広幅の結合ウェブ39が残存し、該結合ウェブは糸乗上げ擦過ウェブとして糸7に対して、より大きな加熱面を提供する。この凹設部36の場合も、その他の凹設部に相応して、該凹設部36に直径方向で対向した凹設部36′の列並びに相応の結合ウェブ39′の列が設けられており、該結合ウェブは第2の糸乗上げ経路を形成する。
【0143】
加熱管1の外周面と結合ウェブの表面との間もしくは 凹設部の底面と結合ウェブの表面との間の半径方向距離は、すでにのべた設計値に相応しおり、要するに0.5〜5mmの範囲、殊に有利には0.5〜3mmの範囲内にある。
【0144】
スリーブ33は、各操業条件に適合した別形状の凹設部又は切欠き部を有することができる。
【0145】
図21及び図22には、本発明とは異なる別の参考例が示されている。両実施態様に共通している点は、糸乗上げ擦過ウェブ又はリング2を支持する加熱管1が複数の管区分1′から構成されていることである。
【0146】
図21に示した実施態様の場合には管区分1″は夫々大径部分1a′と小径部分1b′とから成り、しかも該小径部分1b′の外径は大径部分1a′の内径に等しい。殊に有利には、大径部分1a′の内周面と小径部分1b′の外周面にねじ山Gが切られ、該ねじ山によって個々の管区分1″を互いに螺合締結することが可能である。場合によっては前記螺合締結部を止めナットKによって確保して、これによって管区分1″の相互位置を正確に設定することも可能である。
【0147】
大径部分1a′の外周面には、前記の実施例に準拠して構成することができる糸支持体32が夫々1つずつ設けられている。但し図21では該糸支持体は、単純なリング2として略示されているにすぎない。該リング2は大径部分1a′を共軸に包囲することができるが、また偏心配置されていてもよい。しかも該リング2はその全周にわたって一様な幅を有することができ、或いは漸増幅又は段階的に増大する幅を有していてもよい。リング2の外面は少なくとも1つの軸方向溝によって中断されていてもよく、従ってリング2の相応の調整によって加熱管1上におけるリング2の間の間隔を設定する以外に、乗上げる糸7の接触しないゾーンを付加的に生ぜしめることが可能である。
【0148】
リング2を適当に形成することによって本発明の実施態様が奏する利点は、管区分1″の回動によって個々のリング2のリング幅と相互間隔とに応じて糸接触長さ及び無接触ゾーンを広い限度範囲内で変化させることができることである。
【0149】
そればかりでなく図1乃至図20に示した前記の諸実施態様に基づいて、糸7を管区分1″の外周面から可変の間隔で導けるようにするために、管区分1″の軸線に対して偏心的にリング2の外周を設計すること、或いは外周に段部を設けることも可能である。
【0150】
図22に示した実施態様が図21に示した実施態様と相違している点は、段付けされた管区分1″に代えて、複数の内位スリーブ区分と複数の外位スリーブ区分とを設け、内外位のスリーブ区分を雄ねじ山と雌ねじ山Gを介して互いに螺合締結し、場合によっては止めナットKによって相互位置を確保することである。外位スリーブ区分はその外周面に、糸支持体としてのリング2を夫々1つずつ有し、この場合リング2は、内外位のスリーブ区分から成る加熱管1の長手方向でリング幅を漸増する例として図示されている。
【0151】
因みに加熱装置及び糸支持体の形状の実施態様については、その他の実施態様に関連して述べた事項が該当する。
【0152】
産業上の利用可能性
本発明は、加熱装置のセルフクリーニング特性の最適な活用を可能にすると同時に、特に仮撚り式捲縮機における加熱挙動を良好にすることができる。
【図面の簡単な説明】
【図1】図1は糸をガイドするために適した本発明とは異なる 参考例としてのディスクの平面図である。
【図2】図2は図3のII−II線に沿った断面図である。
【図3】図3は本発明とは異なる参考例による加熱装置の側面図である。
【図4】図4は本発明の1実施例による加熱装置の側面図である。
【図5】図5は本発明とは異なる参考例による加熱装置の側面図である。
【図6】図6は調整可能な糸ガイドを有する本発明とは異なる 参考例による加熱装置の側面図である。
【図7】図7は周方向で高さを変化する複数のリングを備えた本発明の加熱装置の縦断面図である。
【図8】図8は互いに相対的に回動可能な糸ガイドを備えた図7に示した加熱装置の斜視図である。
【図9】図9はウェブ幅とウェブ高さとが周方向で変化する本 発明の加熱装置の平面図である。
【図10】図10は本発明による加熱装置を軸方向に見た概略図である。
【図11】図11は仮撚り式捲縮機における適用例を示す構成図である。
【図12】図12は2つの同種の糸加熱ゾーンを備えた本発明とは 異なる加熱装置の参考例の概略図である。
【図13】図13は調整不能の糸加熱ゾーンと調整可能な糸加熱ゾーンとを有する本発明とは異なる参考例の概略図である。
【図14】図14は2つの異なった調整値に調整可能な糸加熱ゾーンを備えた本発明とは異なる参考例の概略図である。
【図15】図15は夫々2つの糸ガイドゾーンと楕円形リング又は偏心リングとを備えた本発明の加熱装置(a,b,c,d,e)を軸方向に見た概略図である。
【図16】図16は異なった実施例による複数のリングを備えた本 発明の加熱装置の縦断面図である。
【図17】図17は本発明の加熱装置の斜視図である。
【図18】
図18は異なった変化実施態様による本発明の加熱装置の側面図である。
【図19】図19は、本発明に用いられる丸め成形された状態では互いに異なった3対の糸乗上げ擦過ウェブを有する糸乗上げスリーブの半製品の展開平面図である。
【図20】図20は本発明の加熱管とその上に嵌装された糸乗上げスリーブから成る加熱装置の縮尺斜視図である。
【図21】図21は本発明とは異なる参考例としての相互に調整可能な複数の管区分から成る加熱管の縦断面図である。
【図22】図22は本発明とは異なる参考例としての異なった態様の複数の管区分から成る加熱管の縦断面図である。
【符号の説明】
1 加熱管、1′ スリーブ、1″ 管区分、1a′ 大径部分、1b′ 小径部分、2 糸支持体としてのリング又はディスク又は蔓巻条体又はウェブ、3 スペーサとしてのピン、4 窪み又は凹所、5 半径方向スロット、6 加熱抵抗線、6a 給電用リード線、7,7′,7.1,7.2 糸、8 進入口糸ガイド、9 進出口糸ガイド、11 進入口区分、12 進出口区分、13 制御区分、15 回転範囲、16 糸ガイドノッチ、17 管軸線、18 フィード機構、19 冷却レール、20 仮撚り器、21 デリベリ機構、22 温度センサ、23 ステップモータ、24 引張り力測定器、25,25a,25b 糸加熱ゾーン、26 糸ガイド支持レバー、27 偏心距離、30 加熱装置、31.1,31.2,31.3 糸支持ウェブ、32 スリーブ半製品、33 スリーブ、34,34′,35,35′,36,36′ 凹設部(切欠き部)、37,37′,38,38′,39,39′ 結合ウェブ、B リング幅、H リング高さ、G ねじ山、K 止めナット
Claims (10)
- 糸(7)に加熱処理を施すための加熱装置であって、糸走行経路に沿って延在する加熱体(1)を有し、該加熱体(1)の加熱表面に沿って糸がガイドされるようになっており、前記加熱表面に設けられてい て、糸と接触して糸を熱伝導によって加熱する複数の糸 支持体(2)と、該糸支持体(2)の間にあって、糸と接触しないで糸を放射で加熱する区域とを有している形式のものにおいて、糸がほぼ線状にガイドされていて、糸支持体(2)が前記加熱体(1)の上に差嵌められたスリーブ(1′,33)の一部として一体に成形されていることを特徴とする、走行中の糸のための加熱装置。
- 前記糸支持体(2)の高さ(H)が0.5mmと3mmとの間の領域に位置している、請求項1記載の加熱装置。
- 前記糸支持体(2)が前記スリーブ (1′)の表面に切削成形された溝によって互いに隔てられている、請求項2記載の加熱装置。
- 糸進入口と糸進出口とに、互いに相対的にかつ加熱体(1)の周方向に調整移動可能な糸ガイド(8及び9)が設けられている、請求項1から3までのいずれか1項記載の加熱装置。
- 糸と接触しない放射による糸の加熱に対する、糸との接触による熱伝導での糸の加熱の比を変化させる手段が設けられている、請求項4記載の加熱装置。
- 糸(7)と前記糸支持体(2)との間に異なった接触長さ(B)を生ぜしめることができるように前記糸支持体(2)が成形されている、請求項5記載の加熱装置。
- 前記糸支持体(2)の高さ(H)が加熱体 (1)の周方向で異なっている、請求項1記載の加熱装置。
- 前記加熱体(1)がその軸線(17)を中心として回動可能である、請求項1記載の加熱装置。
- 前記糸支持体(2)の周面が前記加熱体(1)の軸線(17)に対し偏心的に位置している、請求項1記載の加熱装置。
- 前記スリーブ(33)が凹設部又は切欠き 部を有し、該凹設部又は切欠き部が前記スリーブ(33)の軸方向で同形の列を形成している、請求項1記載の加熱装置。
Applications Claiming Priority (17)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4218809.1 | 1992-06-06 | ||
| DE4218809 | 1992-06-06 | ||
| DE4222631 | 1992-07-10 | ||
| DE4222631.7 | 1992-07-10 | ||
| DE4228129.6 | 1992-08-25 | ||
| DE4228129 | 1992-08-25 | ||
| DE4232066 | 1992-09-24 | ||
| DE4232066.6 | 1992-09-24 | ||
| DE4233731.3 | 1992-10-07 | ||
| DE4233731 | 1992-10-07 | ||
| DE4237092 | 1992-11-03 | ||
| DE4237092.2 | 1992-11-03 | ||
| DE4239301 | 1992-11-23 | ||
| DE4239301.9 | 1992-11-23 | ||
| DE4244124.2 | 1992-12-24 | ||
| DE4244124 | 1992-12-24 | ||
| PCT/EP1993/001417 WO1993025739A1 (de) | 1992-06-06 | 1993-06-04 | Heizeinrichtung für einen laufenden faden |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH07506879A JPH07506879A (ja) | 1995-07-27 |
| JP3634860B2 true JP3634860B2 (ja) | 2005-03-30 |
Family
ID=27570642
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP50109394A Expired - Fee Related JP3634860B2 (ja) | 1992-06-06 | 1993-06-04 | 走行中の糸のための加熱装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5760374A (ja) |
| EP (1) | EP0644960B1 (ja) |
| JP (1) | JP3634860B2 (ja) |
| KR (2) | KR950701992A (ja) |
| CN (1) | CN1110587C (ja) |
| DE (1) | DE59309787D1 (ja) |
| WO (1) | WO1993025739A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10511143A (ja) * | 1994-11-22 | 1998-10-27 | イセベテ ロアンヌ | 延伸/仮撚テキスチャーライジング方法およびそれを実施可能とする新しい形式のオーブン |
| FR2736938B1 (fr) * | 1995-07-19 | 1997-08-14 | Icbt Roanne | Procede d'etirage-texturation par fausse torsion et nouveau type de four permettant sa mise en oeuvre |
| ES2166997T3 (es) * | 1996-06-28 | 2002-05-01 | Zinser Textilmaschinen Gmbh | Dispositivo para la produccion de efectos gruesos/finos en un hilo de filamento. |
| GB9700436D0 (en) * | 1997-01-10 | 1997-02-26 | Rieter Scragg Ltd | Texturing yarn |
| EP1526196A3 (en) * | 2003-10-20 | 2006-07-19 | Maschinenfabrik Rieter Ag | A thread heating device |
| DE102012003724A1 (de) * | 2012-02-28 | 2013-08-29 | Sikora Aktiengesellschaft | Verfahren und Vorrichtung zur Messung der Temperatur eines strangförmigen Gutes |
| US20140261242A1 (en) * | 2013-03-15 | 2014-09-18 | Htp, Inc. | Corrugated indirect water heater coil |
| CN103451792A (zh) * | 2013-09-11 | 2013-12-18 | 昆山市巴城镇顺拓工程机械配件厂 | 一种粗羊绒纤维整形夹具 |
| CN108342821A (zh) * | 2018-04-26 | 2018-07-31 | 武汉纺织大学 | 一种适用于高刚性纱线针织用储纱器 |
| DE102019003801A1 (de) * | 2019-05-28 | 2020-12-03 | Oerlikon Textile Gmbh & Co. Kg | Heizvorrichtung zum Erwärmen eines laufenden Fadens |
| CN112210862B (zh) * | 2020-09-29 | 2021-09-14 | 安徽新虹新材料科技有限公司 | 一种基于天然棉的抗菌纱线及其生产工艺 |
| CN113502574B (zh) * | 2021-09-10 | 2022-04-01 | 海安国洋机械科技有限公司 | 一种并捻机的加捻装置 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1303384B (ja) * | ||||
| BE567120A (ja) * | 1957-04-25 | |||
| US3420983A (en) * | 1966-09-21 | 1969-01-07 | Henry W Mccard | Rotating drum heater for synthetic yarn |
| GB1275270A (en) * | 1968-07-23 | 1972-05-24 | Teijin Ltd | Apparatus for heating synthetic filaments |
| US4027467A (en) * | 1976-06-04 | 1977-06-07 | Smith Joseph F | Uniroll false twist device and method |
| EP0332227B1 (en) * | 1983-11-01 | 1992-02-26 | TEIJIN SEIKI CO. Ltd. | A non-touch type heater for heating a synthetic filament yarn |
| US4567721A (en) * | 1983-11-01 | 1986-02-04 | Teijin Limited | Method for producing textured yarn |
| US5313776A (en) * | 1987-11-17 | 1994-05-24 | Rhone-Poulenc Viscosuisse Sa | Process for manufacturing an elastic bulk yarn |
| EP0412429B1 (de) * | 1989-08-09 | 1994-11-17 | Barmag Ag | Heizeinrichtung |
| US5138829A (en) * | 1990-02-10 | 1992-08-18 | Teijin Seiki Co., Ltd. | Apparatus for heat treating a synthetic yarn |
| JP3164180B2 (ja) * | 1992-07-24 | 2001-05-08 | 帝人製機株式会社 | 合成繊維糸条の熱処理装置 |
| DE69200684T2 (de) * | 1991-07-18 | 1995-03-16 | Icbt Roanne | Vorrichtung zur thermischen Behandlung von laufenden Garnen. |
| FR2693480B1 (fr) * | 1992-07-08 | 1994-08-19 | Icbt Roanne | Dispositif de chauffage d'un fil en mouvement. |
-
1993
- 1993-06-04 KR KR1019940704458A patent/KR950701992A/ko active Granted
- 1993-06-04 JP JP50109394A patent/JP3634860B2/ja not_active Expired - Fee Related
- 1993-06-04 US US08/351,273 patent/US5760374A/en not_active Expired - Fee Related
- 1993-06-04 EP EP93912889A patent/EP0644960B1/de not_active Expired - Lifetime
- 1993-06-04 WO PCT/EP1993/001417 patent/WO1993025739A1/de not_active Ceased
- 1993-06-04 KR KR1019940704458A patent/KR970002558B1/ko not_active Expired - Fee Related
- 1993-06-04 DE DE59309787T patent/DE59309787D1/de not_active Expired - Fee Related
- 1993-06-05 CN CN93106698A patent/CN1110587C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| WO1993025739A1 (de) | 1993-12-23 |
| KR970002558B1 (ko) | 1997-03-06 |
| US5760374A (en) | 1998-06-02 |
| CN1083548A (zh) | 1994-03-09 |
| EP0644960A1 (de) | 1995-03-29 |
| EP0644960B1 (de) | 1999-09-15 |
| JPH07506879A (ja) | 1995-07-27 |
| DE59309787D1 (de) | 1999-10-21 |
| CN1110587C (zh) | 2003-06-04 |
| KR950701992A (ko) | 1995-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3634860B2 (ja) | 走行中の糸のための加熱装置 | |
| US3978192A (en) | Method of drawing fibers using a microterraced drawing surface | |
| RU2200697C2 (ru) | Устройство подачи нити для текстильных машин | |
| JP2014525522A (ja) | 複数の合成糸をガイド及びテクスチャード加工する装置 | |
| JPH05148731A (ja) | 移動する糸の処理装置 | |
| JP3440272B2 (ja) | 走行する糸用の調節可能な加熱装置 | |
| US3123888A (en) | meyers | |
| US5578231A (en) | Heater for an advancing yarn | |
| US5487224A (en) | Device for the heat treatment of moving yarns | |
| CN1034961C (zh) | 为运动中纱线加热的装置 | |
| KR970009802B1 (ko) | 주행사용 가열체 | |
| JPH07103499B2 (ja) | 仮撚装置 | |
| JP4157474B2 (ja) | テクスチャード加工機 | |
| US6901734B2 (en) | Yarn false twist texturing apparatus | |
| US4035880A (en) | Apparatus for drawing and crimping yarn | |
| RU2097455C1 (ru) | Нагревательное устройство для нагревания нити к машине для текстурирования нити методом ложного кручения | |
| JPH10511143A (ja) | 延伸/仮撚テキスチャーライジング方法およびそれを実施可能とする新しい形式のオーブン | |
| JP2001040536A (ja) | 糸条の弛緩熱処理方法および装置 | |
| US3461657A (en) | Textile apparatus | |
| JP2000355840A (ja) | 仮撚加工機 | |
| JPH04308240A (ja) | 移動する糸の熱処理のための装置 | |
| JP3195289B2 (ja) | ポリエステル繊維糸条の熱処理装置およびポリエステル繊維糸条の熱処理方法 | |
| JP4391001B2 (ja) | 延伸仮撚加工機の加熱装置 | |
| CN1772987A (zh) | 纱线加热器及其用途 | |
| JPS6332140Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041028 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20041227 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080107 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090107 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |