JP3645122B2 - 非対称形状リングの冷間輪体圧延方法およびその装置 - Google Patents
非対称形状リングの冷間輪体圧延方法およびその装置 Download PDFInfo
- Publication number
- JP3645122B2 JP3645122B2 JP12377799A JP12377799A JP3645122B2 JP 3645122 B2 JP3645122 B2 JP 3645122B2 JP 12377799 A JP12377799 A JP 12377799A JP 12377799 A JP12377799 A JP 12377799A JP 3645122 B2 JP3645122 B2 JP 3645122B2
- Authority
- JP
- Japan
- Prior art keywords
- ring
- rolling
- product
- width direction
- cold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Rolling Contact Bearings (AREA)
- Forging (AREA)
Description
【発明の属する技術分野】
ベアリングレースなどの幅方向左右非対称形状品のリング状部品の製造に関する。
【0002】
【従来の技術】
現在、例えば図1に示すようなリング断面の左側2の厚みが薄く、右側3の厚みが厚いテーパーベアリングレース1など幅方向左右非対称形状リング製品の製造は、以下のような方法が採用されている。
(1)鍛造により得られたリングを素材としてあるいは鋼管を切断して得られたリングを素材としてリング状素材を全面旋削により所定の形状および寸法に成形する。
(2)鍛造により得られたリングをあるいは鋼管を切断して得られたリングを製品概形に旋削した後に熱間圧延にて圧延した後、さらに所定の形状および寸法に旋削する。
(3)鍛造により得られたリングをあるいは鋼管を切断して得られたリングを同一形状の2つの製品が対峙する幅方向左右対称形状になるようにしてペア圧延による冷間圧延して所定の形状に加工される。その後、内外寸法を正確に出すためにダイやポンチでサイジングし、この後、これらの左右対称形状の連接部を旋削2分割して2つの幅方向左右非対称形状のリングとする。
【0003】
前記(1)の方法は簡便な方法であるが、狙いの製品形状がテーパー状等であるために旋削代が非常に多く、製品歩留りが非常に悪いという欠点がある。
【0004】
さらに、前記(2)の方法を採用した場合は、工程が複雑な上に2回の旋削により歩留りが悪く、かつ、熱間圧延を行うための加熱炉が必要であり、加熱コストもかかってしまう。これら(1)(2)の問題点を解決するものとして、例えば特開平5−228571号に開示のの前記(3)の方法がある。しかし、この方法は、前記(1)あるいは(2)の方法に比べ、歩留りやコストの面で有利ではあるが、別途ダイやポンチでサイジングしているので圧延装置から外してしまうので、圧延装置の他に連接部の切断のための旋削設備をさらに必要とし、このための設備投資や生産性の面で問題がある。
【0005】
【発明が解決しようとする課題】
本発明が解決しようとする課題は、上記の従来の問題点を解消し、とくに上記の(3)の幅方向左右対称形状のペア圧延による方法におけるペア圧延品の分離のための切削による生産性阻害の問題を解消して、ペア製品の分離工程を合理化して、冷間輪体圧延装置自体において切断分離を可能とし、幅方向左右非対称ベアリングレースの冷間輪体圧延による製造を可能とすることである。
【0006】
【課題を解決するための手段】
上記の課題を達成するための基本的技術手段は、冷間輪体圧延装置にロータリーカッターを備えペア圧延品を自動分離させることである。すなわち、本発明の手段は、請求項1発明では、熱間鍛造により予め成形した幅方向左右非対称形状のリング製品粗型を幅方向に連接部を介して対峙させて連設して幅方向左右対称形状に構成したリング中間品とし、このリング中間品を冷間輪体圧延装置により製品形状に輪体圧延し、圧延と同時にあるいは圧延終了後、冷間輪体圧延装置に備えたロータリーカッターにより連接部を切断することを特徴とする幅方向左右非対称形状リング製品の製造方法である。
【0007】
請求項2の発明では、幅方向左右非対称形状のリング製品粗型を幅方向に連接部を介して対峙させて連設して幅方向左右対称形状に構成したリング中間品を冷間輪体圧延する成形ロールとマンドレルと矯正ロールとバックアップロールからなる冷間輪体圧延装置において、該冷間輪体圧延装置のマンドレル架台の圧延幅中央部のリング中間品の連設部位置に面して幅方向左右対称形状の圧延製品の連接部を切断するためのロータリーカッターを設けたことを特徴とする幅方向左右非対称形状リング製品製造装置である。
【0008】
本発明におけるロータリーカッターによる切断の場合は、旋削による切屑の発生がなくなるので切屑による製品への疵の発生がなくなり、さらに切削による従来の方法よりも歩留りが向上する。さらに、本発明は、冷間輪体圧延装置自体で分離切断するので現有の冷間輪体圧延設備の微小改造で工程改良及び設備改良できるなどの利点がある。
【0009】
【発明の実施の形態】
請求項1の発明の実施の形態は、図1に示すように、幅方向左右非対称形状リング製品1は、その切断面において左側は肉薄部2で右側は肉厚部3からなっている。この幅方向左右非対称形状リング製品の粗型を幅方向に連接部5を介して対峙させて、すなわち肉薄部3、3どうしを近くにして向かい合わせて図2に示すように連設部で連設し、幅方向の左右が対称な形状のリング中間品4に構成する。この幅方向左右対称形状のリング中間品4は予め熱間鍛造等により成形しておく。このように構成したリング中間品4を冷間輪体圧延装置により製品形状に輪体圧延する。そして圧延と同時に、あるいは圧延終了後に、この連接部5を図4に示す冷間輪体圧延装置に備えたロータリーカッター11にて冷間輪体圧延装置から取り外すことなくその位置で切断し、一度に2個の幅方向左右非対称形状のリング製品1を得る。
【0010】
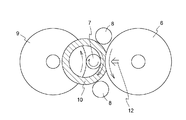
請求項2の実施の形態は、上記の請求項1の方法を実施する冷間輪体圧延装置であり、図2に示すように、幅方向の左右が非対称な形状のリング製品の粗型を幅方向に連接部5を介して対峙させて連設して、幅方向の左右が対称形状のリング中間品4に構成し、このリング中間品4を冷間輪体圧延し、切断した幅方向左右非対称形状のリング製品を一度に2個製造する装置である。この冷間輪体圧延装置は、図3に示すように、製品形状の圧延型面を有する成形ロール6とマンドレル架台(図示しない)に製品形状の圧延型面を有するマンドレル7を配設し、さらにマンドレル7の後方にマンドレル7の駆動およびマンドレル7を支持するバックアップロール9を設け、さらに圧延中のリング中間品10のリングの外側には圧延中のリング中間品10を挟持して矯正するための矯正ロール8が配設されている装置からなり、この成形ロール6は圧延中のリング中間品10の方向の加圧方向12に加圧しながら回転して圧延中のリング中間品10のリング内に配設されてマンドレル7との間で圧延中のリング中間品10を圧延するものである。そして、請求項2の実施の形態の装置では、図4に示すように、この図3に示す冷間輪体圧延装置の矯正ロール8と同軸の位置で、かつ、マンドレル7を支持しているマンドレル架台の圧延幅の中央部の連設部5に面する位置に、すなわち左右対称に対峙して連設した圧延中のリング中間品10の連設部5に面する位置に図5に示すロータリーカッター11を備えた冷間輪体圧延装置である。そして、ロータリーカッター11は圧延中の任意の時期に圧延中のリング中間品10の方向に移動して圧延中のリング中間品10或いは圧延後のリング製品を切断可能となっている。なお、図5の(a)はロータリーカッター11の刃の部分を上面から見た平面図であり、図5の(b)はロータリーカッター11の側面から側面図である。
【0011】
さらに他の請求項2の発明の実施の形態はロータリーカッター11に代えて、切削工具のバイトの刃先をマンドレル7と成形ロール6に狭圧された圧延領域の圧延回転方向の出口近傍に設置して、圧延と同時に切削により分離する装置とするものである。
【0012】
【実施例】
実施例1:外径100mm〜130mm、最小内径90mm〜120mm、幅15mm〜20mmの断面がテーパー形状をなすリング状製品を得るために、予め熱間鍛造により製造し熱処理した素材からなる外径70mm〜100mm、内径60mm〜80mm、幅35mm〜45mmのリング状素材の2個分を肉薄部2を内側に対峙して連設部で連設したリング中間品10を、図4に示す冷間輪体圧延装置で製品形状に圧延し、圧延後半部において、同圧延装置に備えたロータリーカッター11にて、幅3mm〜5mmの連接部5を切断することによって、生産性よく2個のテーパー状リング製品を得ることができた。ロータリーカッター11で切断することにより、従来の方法によるテーパー形状のリング状製品を得るために必要な切削工程が大幅に省減され、かつ歩留りが約5%向上した。
【0013】
実施例2:本発明の冷間輪体圧延装置のマンドレル7と成形ロール6に狭圧された圧延領域の圧延回転方向の出口近傍に切削工具のバイトの刃先を設置し、圧延と同時に切断旋削を可能とする装置とし、球状化焼鈍を施した軸受け鋼の熱間鍛造して熱処理したリング素材からなる左右対称に肉薄部2、2を連設部5で連設した幅方向左右対称のリング中間品4を上記の冷間輪体圧延装置で圧延し、圧延中のリング中間品10を圧延と同時に連設部5で切断旋削して分離し、2個の幅方向左右非対称形状であるリング製品を製造した。一方、これと同一形状の幅方向左右非対称形状リング製品を表1に示す比較例1〜3の従来方法により製造した。その結果、生産性は表1に示す通りで、例えば従来法である比較例3では生産性が12個/分であったのに対して、本発明では22個/分であり、生産性が大きく向上した。
【0014】
【表1】

【発明の効果】
本発明は、冷間輪体圧延装置に取り付けられたロータリーカッターによって、圧延中、又は圧延終了後にその圧延設備自体の位置で引き続いて素材や工具の掴み替え等なしに幅方向左右対称に連設したリング中間品の連接部を切断することができるので、当該部切断のための特別な設備や工程を圧延設備とは別に必要とすることなく、幅方向の左右が非対称であるリング状製品を製造することができる。また、ロータリーカッター設置した本発明の冷間輪体圧延装置によるとき切削屑が発生しないため、切削屑の処理の必要なく、切削屑による製品の疵発生を無くし、かつ、高い歩留りで製品を得ることができる。
【図面の簡単な説明】
【図1】本発明の適用対象となる幅方向左右非対象形状リング製品の断面形状を模式的に示す図である。
【図2】本発明の適用対象となる幅方向左右非対象形状リング素材を連設部を会して対峙して連設して構成した幅方向左右対称形状のリング中間品を模式的に示す図である。
【図3】冷間輪体圧延装置の構成を模式的に示す側面図である。
【図4】本発明の一実施の形態の冷間輪体圧延装置を模式的に示す側面図である。
【図5】ロータリーカッターの形状を概略示す図で(a)は平面図で、(b)は側面図である。
【符号の説明】
1 幅方向左右対称形状リング製品
2 肉薄部 3 肉厚部
4 リング中間品 5 連設部
6 成形ロール 7 マンドレル
8 矯正ロール 9 バックアップロール
10 圧延中のリング 11 ロータリーカッター
12 加圧方向
Claims (2)
- 幅方向左右非対称形状のリング製品粗型を幅方向に連接部を介して対峙させて連設して幅方向左右対称形状に構成したリング中間品を冷間輪体圧延装置により製品形状に輪体圧延し、圧延と同時にあるいは圧延完了後にその位置で冷間輪体圧延装置に備えたロータリーカッターにより連接部を切断することを特徴とする幅方向左右非対称形状リング製品の製造方法。
- 幅方向左右非対称形状のリング製品粗型を幅方向に連接部を介して対峙させて連設して幅方向左右対称形状に構成したリング中間品を冷間輪体圧延するための成形ロールとマンドレルと矯正ロールとバックアップロールからなる冷間輪体圧延装置において、マンドレル架台の圧延幅中央部のリング中間品の連設部位置に面して幅方向左右対称形状の圧延品の連接部を切断するためのロータリーカッターを該冷間輪体圧延装置に備えたことを特徴とする幅方向左右非対称形状リング製品製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP12377799A JP3645122B2 (ja) | 1999-04-30 | 1999-04-30 | 非対称形状リングの冷間輪体圧延方法およびその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP12377799A JP3645122B2 (ja) | 1999-04-30 | 1999-04-30 | 非対称形状リングの冷間輪体圧延方法およびその装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000312942A JP2000312942A (ja) | 2000-11-14 |
| JP3645122B2 true JP3645122B2 (ja) | 2005-05-11 |
Family
ID=14869034
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP12377799A Expired - Fee Related JP3645122B2 (ja) | 1999-04-30 | 1999-04-30 | 非対称形状リングの冷間輪体圧延方法およびその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3645122B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104139278A (zh) * | 2014-06-30 | 2014-11-12 | 张家港海陆环形锻件有限公司 | 石油输送用法兰阀盖环锻件毛坯的制造工艺 |
| CN109977561B (zh) * | 2019-03-29 | 2022-03-11 | 太原科技大学 | 一种非对称双台阶环件辗扩毛坯尺寸的设计方法 |
| CN110860729B (zh) * | 2019-11-20 | 2020-12-08 | 阳信东泰精密金属有限公司 | 一种自动化机床及设计方法 |
-
1999
- 1999-04-30 JP JP12377799A patent/JP3645122B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000312942A (ja) | 2000-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3328234B2 (ja) | ディファレンシャル用ハイポイドリングギャおよびその製造方法 | |
| KR101188605B1 (ko) | 반가공형상링 성형장치를 이용한 반가공형상링 제조방법 | |
| CN106166590A (zh) | 磁体支撑工字形锻件的碾轧成型制造方法 | |
| JP4169858B2 (ja) | シームレス鋼管を製造する方法 | |
| JP3645122B2 (ja) | 非対称形状リングの冷間輪体圧延方法およびその装置 | |
| CN114346610A (zh) | 一种大型异质金属环件构筑热轧成形方法 | |
| JP2009131874A (ja) | 転造におけるファイバーフローを制御して外径面に環状凹溝を有するリング製品の製造方法 | |
| CN109773095B (zh) | 一种用于锻造高碳高合金冷作模具钢中空锻件的工艺 | |
| JP3871842B2 (ja) | 焼つき疵のないリング状製品の成形方法 | |
| RU2025181C1 (ru) | Способ изготовления дисков бороны | |
| SU1581443A1 (ru) | Способ получени лезви на режущих дисках почвообрабатывающих машин | |
| JPH11262825A (ja) | 幅方向左右非対称形状リング製品の製造方法および装置 | |
| JP2906967B2 (ja) | 圧延チャンネルの製造方法 | |
| SU1412840A1 (ru) | Способ изготовлени полых осесимметричных деталей | |
| JP7471707B1 (ja) | ローリング鍛造方法及び装置 | |
| JP2005186120A (ja) | 軸方向外面非対称の外周溝付きリング素形品の冷間ローリング加工方法 | |
| SU1546200A1 (ru) | Способ изготовлени лезвий режущих дисков почвообрабатывающих машин | |
| JP5188283B2 (ja) | 転造におけるファイバーフローを制御して内径面に環状凹溝を有するリング製品の製造方法 | |
| CN102554082A (zh) | 引导轮外环用型钢的轧制工艺 | |
| SU882688A1 (ru) | Способ изготовлени колес | |
| JPH1043928A (ja) | 金属パイプの切断方法及び切断装置 | |
| SU818717A1 (ru) | Способ получени заготовок желез-НОдОРОжНыХ КОлЕС | |
| JPH0159336B2 (ja) | ||
| SU570437A1 (ru) | Способ получени заготовок дл колес и бандажей | |
| RU2347630C2 (ru) | Способ изготовления клиновидных заготовок |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041102 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050202 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080210 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090210 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100210 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100210 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110210 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120210 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130210 Year of fee payment: 8 |
|
| LAPS | Cancellation because of no payment of annual fees |