JP3663214B2 - ブロー成型一体形容器及び蓋 - Google Patents
ブロー成型一体形容器及び蓋 Download PDFInfo
- Publication number
- JP3663214B2 JP3663214B2 JP53184397A JP53184397A JP3663214B2 JP 3663214 B2 JP3663214 B2 JP 3663214B2 JP 53184397 A JP53184397 A JP 53184397A JP 53184397 A JP53184397 A JP 53184397A JP 3663214 B2 JP3663214 B2 JP 3663214B2
- Authority
- JP
- Japan
- Prior art keywords
- lid
- port
- container
- body portion
- live hinge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000071 blow moulding Methods 0.000 claims description 13
- 239000000463 material Substances 0.000 claims description 11
- 238000000034 method Methods 0.000 claims description 10
- 239000012530 fluid Substances 0.000 claims description 8
- 239000002991 molded plastic Substances 0.000 claims description 8
- 239000004033 plastic Substances 0.000 claims description 7
- 238000007789 sealing Methods 0.000 claims description 7
- 230000006835 compression Effects 0.000 claims description 4
- 238000007906 compression Methods 0.000 claims description 4
- 238000001125 extrusion Methods 0.000 claims description 2
- 238000010101 extrusion blow moulding Methods 0.000 claims description 2
- 238000000748 compression moulding Methods 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 description 7
- 239000011324 bead Substances 0.000 description 2
- 239000000551 dentifrice Substances 0.000 description 2
- 239000000499 gel Substances 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 239000002453 shampoo Substances 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000006210 lotion Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
- B29C49/482—Moulds with means for moulding parts of the parisons in an auxiliary cavity, e.g. moulding a handle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/04—Extrusion blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Rigid or semi-rigid containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material or by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
- B65D1/0223—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by shape
- B65D1/023—Neck construction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D47/00—Closures with filling and discharging, or with discharging, devices
- B65D47/04—Closures with discharging devices other than pumps
- B65D47/06—Closures with discharging devices other than pumps with pouring spouts or tubes; with discharge nozzles or passages
- B65D47/08—Closures with discharging devices other than pumps with pouring spouts or tubes; with discharge nozzles or passages having articulated or hinged closures
- B65D47/0804—Closures with discharging devices other than pumps with pouring spouts or tubes; with discharge nozzles or passages having articulated or hinged closures integrally formed with the base element provided with the spout or discharge passage
- B65D47/0833—Hinges without elastic bias
- B65D47/0838—Hinges without elastic bias located at an edge of the base element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/22—Hinges, pivots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/56—Stoppers or lids for bottles, jars, or the like, e.g. closures
- B29L2031/565—Stoppers or lids for bottles, jars, or the like, e.g. closures for containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7158—Bottles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2501/00—Containers having bodies formed in one piece
- B65D2501/0009—Bottles or similar containers with necks or like restricted apertures designed for pouring contents
- B65D2501/0081—Bottles of non-circular cross-section
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Ceramic Engineering (AREA)
- Closures For Containers (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
Description
本発明は、流動体(fluent)製品の包装に有用なブロー成型プラスチック容器に関し、特に本発明は容器本体のブロー成型中に流出圧縮されて形成された一体の蓋フラップにより閉鎖し得る充填ポートと分配用ポートとを有する容器に関する。
発明の背景
液体、ゲル状又は顆粒状の多くの流動体の市販品はプラスチック容器より売られ分配される。例えば、シャンプーは、一般にブロー成型されたプラスチック容器で提供される。かかる容器は自動充填機により高速充填できるように比較的広い口を持つ。
蓋は別に射出成型され、容器に製品が充填されてから容器に取り付られる。製品の個別的な量にされた部分を消費するために、蓋構造に、消費者の使用する比較的小さい閉鎖可能なポートが形成される。
別個に形成された蓋の製造と取付の費用が、容器と蓋との包装体の量産の総費用に大きく加わる。
別個に作られた射出成型の蓋を有する前述のブロー成型容器は、その意図された目的に対しては満足であるが、別個に作られた蓋とその組立費用を必要とすることなく充填と閉鎖とが可能でありかつ容易に分配し得るブロー成型容器に対する要求がある。容器は製品を高速で充填でき、しかも消費者が製品の個々の量にされた部分を容易に分配できなければならない。
発明の目的
以上に鑑み、容器のブロー成型と同時に形成される新奇なブロー成型容器及び一体の蓋を提供することが本発明の目的である。
本発明の別の目的は、比較的広い充填ポートと比較的小さい分配用ポートとを有し、この両者を一体に形成された蓋により閉鎖し得るブロー成型された容器を提供することである。
本発明の更なる目的は、種々の流動体の消費製品に有用な低費用でかつ消費者に優しいブロー成型の容器及び蓋を提供することである。
発明の概要
より特別には、本発明は、流動体製品を貯蔵しかつ分配するためのブロー成型された容器と蓋との組合せを提供する。容器は、分配用ポート、及び容器本体のブロー成型中に、型分割線に沿って本体部分と一体に形成された圧縮流出材料の蓋フラップのある本体部分を持つ。蓋フラップは容器の本体部分に隣接して旋回可能であり、更に分配用ポートを開放可能に密閉するためのプラグのある蓋部分を持つ。
本発明の別の態様は、上述の容器と蓋との組合せを製造する方法を提供する。この方法においては、プラスチックチューブが1対の型ブロック内でブロー成型される。型ブロックは共同作用をして、容器本体用の第1の型空洞部と型分割線上を伸びている蓋用の第2の空洞部とを形成する。容器本体のブロー成型と同時にプラスチックチューブの一部分が型分割線上の第2の空洞部内で圧縮され、容器本体と一体のヒンジと蓋プラグとを有する蓋フラップを形成する。
【図面の簡単な説明】
本発明のこれら及びその他の目的、特徴及び利点をより良く理解するために、付属図面を参照し行われる以下の詳細な説明が参照されるであろう。図面において、
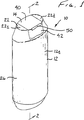
図1は本発明を具体化した容器の閉鎖された状態における斜視図であり、
図2は図1に示された閉鎖された容器の線2−2に沿った断面図であり、
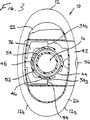
図3は図2に示された閉鎖された容器の線3−3に沿った断面図であり、
図4は本発明を具体化した容器の閉鎖されない状態における斜視図であり、
図5は図4に示された閉鎖されない容器の線5−5に沿った断面図であり、
図6は本発明に従ったブロー成型中の組み合わせられた型ブロック内において示された容器の上方部分の立面断面図であり、そして
図7は本発明を具体化した容器の上方部分の断面図である。
好ましい実施例の説明
図面に示された容器10は、液体、ゲル又は顆粒状の製品のような流動的な消費製品の包装における使用によく適している。かかる製品の例には、シャンプー、ヘヤーコンディショナー、食器用洗剤、ハンドローション、歯磨などが含まれる。流動体製品は容器10から注がれ又は絞り出されるように意図される。
本発明の容器により提供される主要な利点は、蓋フラップ14が、容器本体12のブロー成型中に容器10と一体に形成されることである。これは、射出成型の蓋を別に製造し取り付ける必要を無くすため、包装の製造の総費用を減らす。更に、同じ種類のプラスチックである容器と蓋とはリサイクを単純化する。
本発明の容器10の別の特徴は複数ポートの使用である。好ましくは、容器10は、容器10に最初に製品が充填されるとき、又は最後の使用者により製品が再充填されるときに使用される比較的大きいポート16を持つ。ポート16は、大きい体積流量で容器10内に製品を充填し得る高速自動機の手段による充填を容易にする。容器10は、消費者が1回分の量にされた製品を分配するのに使用するための小さい寸法の分配用ポート18も持つ。
好ましい実施例においては、充填ポート16と分配用ポート18との両者は蓋フラップ14により独立して閉鎖される。蓋フラップ14と分配用ポート18とは共同作用して、消費者による分配用ポート18の容易な開閉を提供する。
図示のように、容器10は、側壁26と底20とのある中空の一般に細長い本体部分12を持つ。本体部分12が直立できるように、底20を図示のように平坦とすることができ、或いは、歯磨のチューブにおいて普通であるように、挟まれ締め付けられた底のような平坦でない底にして、横にして置くことができる。挟まれ締め付けられた底(図示せず)が使われる場合は、容器は締め付けられるより前に底から充填され、これが大きい上方端部の充填ポートの必要をなくし、従って蓋フラップは分配用ポートを封鎖するためにだけ必要である。
図示された好ましい実施例においては、容器本体部分12は頂部の壁22を有し、ここに充填ポート16と分配用ポート18とが置かれる。頂部の壁22は、図示のように、水平方向ランド22a、斜めの正面ランド22b、及び2個の直立し横方向で間隔を空けられた突起又はショルダー22cと22dにより形成される。充填ポート16は頂部の壁22の中央に置かれ、また分配用ポート18は充填ポート16から外れて斜めの正面ランド22b上に置かれる。両ポート16及び18は円形であって、充填ポート16の直径は分配用ポート18の直径の5倍又は6倍のような非常に大きいことが好ましい。
図6に最もよく示されるように、容器10がブロー成型されるときに2個の型半分体28と30とが出会う型の分割線24は、頂部の壁22の中央を垂直方向に伸びる。型の分割線24は容器本体12の前方部分12aと容器本体12の後方部部分12bとの間の分割線である。図示のように、型分割線24は充填ポート16の直上に置かれることが好ましいが、充填ポート16が型分割線24の直下ではないように充填ポート16又は型ブロック28と30を設計することができる。
容器本体12のブロー成型中、流出材料32が蓋フラップ14を形成するように頂部の壁22の上方の型分割線24上で圧縮される。蓋フラップ14がフリップ式の蓋を提供するように容器本体12に関して動き得るように、蓋フラップ14と容器本体12との連結部に第1のライブヒンジ(live hinge)34が形成される。
図示のような好ましい実施例は、それ自体の上に逆に折れる蓋フラップ14が使用される。このため、蓋フラップ14には二股状の折返し部分36と第2のライブヒンジ38とが形成される。折返し部分36は第1のライブヒンジ34から後方に伸び、そして第2のライブヒンジ38で終わる。この第2のライブヒンジは、第1のライブヒンジ34から間隔を空けて平行であるが容器の後方にある。第1のライブヒンジ34は充填ポート16により中断され、従って第1のライブヒンジ34は、充填ポート16の両側の頂部の壁22上で直径方向反対向きに伸びているヒンジセグメント34aと34bとにより形成される。第1のライブヒンジ34は、折返し部分36が分配用ポート18から離れる方向に折られることを許し、また第2のライブヒンジ38は、蓋フラップ14のその他の部分を容器本体の頂部に重ねるように逆に折ることを許す。
逆に折られる蓋フラップ14の利点は、蓋フラップ14がポート16と18とを密閉したときに滑らかな容器形状が提供されることである。例えば、図1及び2に最もよく示されるように、蓋フラップ14は、容器頂部の背後から前面に突起22cと22dとの間を伸びている1対の横方向の縁66aと66bとを持つ。突起22cと22dは、蓋フラップ14と同じ高さに突き出た頂部平面を有し、フラップの側方の縁66aと66bとを隠し、フラップ14が不注意で外れないように保護する。蓋フラップ14の後面68は、容器本体の後壁70の連続を形成するようにこれと同じ角度で傾斜する。同様に、分配用ポートの蓋部分42は蓋フラップ14がその閉鎖位置にあるときに傾けられる。そこで、蓋フラップ14は側壁26及び頂部の壁22の形状と一致し、実質的に連続し滑らかでかつ大きい中断部のない外面を持った容器10を形成する。充填ポート16の首の部分の、分配用ポート18とは反対側の側面上を180°の弧状に伸びている固定用のビード52が、蓋フラップ14の折返し部分36を、頂部の壁22の水平方向ランド22aと当たった関係に固定して、蓋フラップ14がその閉鎖位置にあるときの側壁26から蓋フラップ14に至る移り変わりの間の滑らかな外面の形成を確保する。
図示されない別の実施例においては、型の分割線と充填ポートとは、型の分割線が充填ポートの直上にないように設計される。この実施例では、第1のライブヒンジは中断されずに連続し、蓋フラップは折返し部分又は第2のライブヒンジを必要としない。第1のライブヒンジに沿って蓋フラップ全体を充填ポートと分配用ポートに向かう1方向に折るだけである。しかし、この実施例は、図示実施例におけるような容器本体の外面と蓋フラップとの間の連続した滑らかな移り変わりは、これを提供しない。
蓋フラップ14は、充填ポート16を密閉するために、第2のライブヒンジから伸びそして充填ポート16の周囲と組み合うように下側40aに付随した複数のフィンガー46を有する充填ポート閉鎖用の手段又は部分40を持つ。フィンガー46は、充填ポート16の周囲を取り巻いている横方向に伸びているフランジ44と組み合う。環状の封鎖用ビード54が下側40aから伸びて、充填ポート16の内周と充填ポート蓋部分40との間の水密シールを形成する。
蓋フラップ14は、分配用ポート18を密閉するために、分配用ポート18を開放可能に密閉するプラグ48のある分配用ポート閉鎖用の手段又は部分42を持つ。分配用ポート蓋部分42は、第2のライブヒンジ38から充填ポート蓋部分40の先に伸びる。プラグ48は分配用ポート蓋部分42の下側42aから突き出る。分配用ポート18を充填ポート16とは無関係に容易に開閉できるように、蓋部分40と42との間に第3のライブヒンジ50が形成される。分配用ポート蓋部分42にも、分配用ポート18を開く際のテコを提供するように使用者の指と組み合い得る外向きに伸びているコブ56が設けられることが好ましい。
好ましい方法の説明
容器10は、パリソンとして知られる熔融プラスチックのチューブ(図示せず)が、1対の開かれた型半分体の間に押し出される押出しブロー成型で作られることが好ましい。パリソンの壁の厚さは、公知の技術により押出し中に要求されるように調整することができる。図6に示されるように、型半分体28と30とは押し出されたパリソン上で閉じられ、パリソン内にブローニードル64が差し込まれ、パリソンを型の空洞部の形状に膨らませる。ブローニードル64は、分配用ポート18を形成するように、分配用ポート18に位置において差し込まれることが好ましい。
本発明による型半分体28及び30は、意図された容器本体12の予定の形状を有する第2の空洞部60、及び一体の蓋フラップ14を流出材料32から形成するための型分割線24に沿った第2の空洞部62の両者を提供する。そこで、容器本体12のブロー成型と同時に、流出材料32が第2の空洞部62において型分割線24に沿って圧縮され、蓋フラップ14を形成する。
流出材料32は、容器本体12と蓋フラップ14との間の第1のライブヒンジ34に圧縮され、蓋フラップ14の容器本体12に関する旋回運動を許す。蓋フラップ14には、プラグ48、フィンガー46、環状の閉鎖用リング54、或いは前述のようにこれら部分を密閉するために容器本体の諸部分と共同作用する同等品も成型される。
好ましい容器の実施例の製造方法においては、圧縮された流出材料に第2のライブヒンジ38も形成されて逆方向に折れる蓋フラップを提供する。このために、第1のライブヒンジ34から間隔を空けかつこれと平行に第2のライブヒンジ38が形成され、これらの間に折返し部分36を定める。そこで、折返し部分36は、ポート16及び18と反対の方向に第1のライブヒンジ34に沿って折れ曲がり、更に逆方向にポート16及び18に向かって第2のライブヒンジ38に沿って折れ曲がることができる。これらライブヒンジは流出材料を直線状で薄くし、これによりこの線に沿ってフラップを弱くすることにより形成される。前述の第3のライブヒンジ50のようなその他のヒンジも希望のように形成することができる。
ブロー成型された容器が型から外され、希望しない流出部分(バリ)が容器から切り落とされる。図6に示されるように、充填ポート16の上方に置かれた流出材料32のドーム状部分58は、充填ポート16を開くために切られる。折返し部分が第1のライブヒンジ34に沿って容器本体12に関して旋回できるように、ドーム状部分58は、蓋フラップ14の折返し部分36からも切断される。
以上により、本発明は一体の蓋の形成されたブロー成型プラスチック容器、及びこれの製造方法を提供することが明らかである。この容器は比較的大きい充填ポート及び組み合った分配用ポートを提供する。これにより、別に作られる射出成型の蓋とその組立作業及び取付費用が避けられ、かつリサイクルし易い容器が作られる。
本発明の好ましい実施例が詳細に説明されたが、特許請求項に定められた本発明の精神及び範囲から離れることなく、多くの変化、代置、及び変更を行うことができる。
Claims (13)
- 少なくとも1個の分配用ポート(18)を備えた頂部の壁(22)有する押出しブロー成型された本体部分(12)、及び
前記本体部分(12)の押出しブロー成型中に、前記本体部分(12)の長手方向に延びている型分割線(24)に沿って前記本体部分(12)の前記頂部の壁(22)と一体に圧縮成型された蓋フラップ(14)であって、前記本体部分(12)の前記頂部の壁(22)に隣接した第1のライブヒンジ(34)と前記分配用ポート(18)を開放可能に密閉するための蓋部分(40、42)とを有する蓋フラップ(14)を備え、
前記第1のライブヒンジ(34)が、前記蓋フラップを前記本体部分(12)に永久的に連結するため及び前記分配用ポート(18)を選択的に開閉できるようにするために、前記頂部の壁(22)の上方に延びている平面内にあり、
前記蓋フラップ(14)を逆方向に折ることができるように、前記蓋フラップ(14)が、前記第1のライブヒンジ(34)から間隔を空けかつこれに平行である第2のライブヒンジ(38)を有し、
前記本体部分(12)が前記分配用ポート(18)とはオフセットした充填ポート(16)を有し、前記充填ポート(16)は前記分配用ポート(18)よりも前記第1のライブヒンジ(34)に近く置かれ、更に前記蓋フラップ(14)の前記蓋部分(40、42)は前記分配用ポート(18)を開放可能に密閉するための分配用ポート閉鎖手段(42)と前記充填ポート(16)を密閉するための充填ポート蓋手段(40)とを有する
ことを特徴とするブロー成型の容器(10)及び蓋。 - 前記蓋フラップ(14)は、前記分配用ポート(18)を前記充填ポート(16)とは無関係に開閉できるように、前記充填ポート蓋手段(40)と前記分配用ポート蓋手段(42)との間に形成された第3のライブヒンジ(50)を有する請求項1に記載のブロー成型の容器(10)及び蓋。
- 前記充填ポート(16)が前記型分割線(24)と交差し、更に前記第1のライブヒンジ(34)が、前記充填ポート(16)の両側から前記型分割線(24)に沿って伸びている2個の別個のヒンジセグメント(34a、34b)により形成される請求項2に記載のブロー成型の容器(10)及び蓋。
- 前記分配用ポート蓋手段(42)は前記分配用ポート(42)を開放可能に密閉するためにプラグ状突起(48)を備える請求項3に記載のブロー成型の容器(10)及び蓋。
- 前記充填ポート(16)が周囲方向に伸びているフランジ(44)を有し、更に前記充填ポート蓋手段(40)は、前記充填ポート(16)を閉鎖するために、前記フランジ(44)と組み合う複数のフィンガー(46)を有する請求項4に記載のブロー成型の容器(10)及び蓋。
- 流動体製品を蓄積し分配するためのブロー成型プラスチック容器(10)であって、
製品を貯蔵するための押出し成型された本体部分(12)であって、前記本体部分(12)内の製品を最初に受け入れるための上方に延びている直立の充填ポート(16)を備えた頂部の壁(22)を有し、前記本体部分(12)から製品を分配するための分配用ポート(18)有し、分配用ポート(18)が、上記頂部の壁(22)に配置されておりかつ前記充填ポートからオフセットされている本体部分(12)、及び
前記本体部分(12)との間に第1のライブヒンジ(34)を形成するため前記本体部分(12)の長手方向に延びている型分割線(24)に沿って前記本体部分(12)の前記頂部の壁(22)と一体に圧縮成型された蓋フラップ(14)であって、前記充填ポート(16)を閉鎖しかつ前記分配用ポート(18)を開放可能に閉鎖する位置に前記第1のライブヒンジ(34)まわりで移動する蓋フラップ(14)を備え、
前記第1のライブヒンジ(34)が、前記蓋フラップを前記本体部分(12)に永久的に連結するために及び前記分配用ポート(18)を選択的に開閉できるようにするために、前記頂部の壁(22)の上方に延びている平面内にあり、
前記蓋フラップ(14)が折返し部分(36)と第2のライブヒンジ(38)とを有し、前記折返し部分(36)は前記第1のライブヒンジ(34)から伸びて前記第2のライブヒンジ(38)において終わり、前記第2のライブヒンジ(38)は前記第1のライブヒンジ(34)から間隔を空けられかつこれと平行であり、
前記蓋フラップ(14)は、前記第2のライブヒンジ(38)から伸びている蓋部分(40、42)であって、前記折返し部分(36)が前記分配用ポート(18)から離れる方向に折られかつ前記蓋手段(40、42)が前記折返し部分(36)上に逆方向に折られたときに前記充填ポート(16)と前記分配用ポート(18)との両者を覆い得る前記蓋部分(40、42)を有する
ことを特徴とする前記ブロー成型プラスチック容器(10)。 - 前記蓋部分(40、42)は、前記第2のライブヒンジ(38)に隣接しかつ前記充填ポート(16)を密閉するための充填ポート蓋手段(40)及び前記第2のライブヒンジ(38)より遠い方向に前記充填ポート蓋手段(40)から伸びていて前記分配用ポート(18)を開放可能に密閉するための分配用ポート蓋手段(42)を備え、更に前記蓋フラップ(14)は、前記分配用ポート(18)を前記充填ポート(16)とは無関係に開閉できるように、前記充填ポート蓋手段(40)と前記分配用ポート蓋手段(42)との間に置かれた第3のライブヒンジ(50)を有する請求項6に記載のブロー成型プラスチック容器(10)。
- 前記蓋フラップ(14)が、前記本体部分(12)のブロー成型中に型分割線(24)に沿って型半分体(28、30)の対の間を伸びている圧縮された流出材料(32)より形成される請求項6に記載のブロー成型プラスチック容器(10)。
- 前記本体部分(12)が、実質的に水平な面の上で前記本体部分(12)を直立位置に支持し得る底(20)を有する請求項7に記載のブロー成型プラスチック容器(10)。
- 流動体製品を貯蔵しかつ分配するための容器(10)のブロー成型方法であって、
容器本体(12)を形成するために、プラスチックチューブを型の中に押出し、ブロー成型し、前記型は、容器本体(12)用の第1の型空洞部(60)を形成するように共同作用する1対の型半分体(28、30)であって、これらの間の分割線(24)に第2の型流出材料用の空洞部(62)を形成する前記1対の型半分体を備え、
前記蓋フラップ(14)を前記本体部分(12)に永久的に連結するために、前記容器本体(12)から上方に延びる平面内にある、前記容器本体(12)と一体の第1のライブヒンジ(34)を有する蓋フラップ(14)を形成するように、前記容器本体の長手方向に延びる型分割線(24)に沿った前記流出材料用空洞部(62)内でプラスチックチューブの一部分を、上記チューブのブロー成型と同時に、圧縮する段階を包含する方法。 - 前記ブロー成型段階中に前記容器本体(12)に少なくも1個のポート(16、18)を形成し、前記少なくも1個のポート(16、18)を開放可能に密閉するように前記蓋フラップ(14)と共同作用し得る段階を含む請求項10に記載の方法。
- 前記蓋フラップ(14)が逆方向に折り曲がり得るように、前記第1のライブヒンジ(34)から距離を空けかつこれと平行に前記蓋フラップ(14)に第2のライブヒンジ(38)を圧縮形成する段階を更に含んだ請求項11に記載の方法。
- 充填ポート(16)と分配用ポート(18)の双方を有する前記容器本体(12)を成型する段階を含み、更に前記充填ポート蓋手段(40)が前記充填ポート(16)を密閉できかつ前記分配用ポート蓋手段(42)が前記分配用ポート(18)を開放可能に密閉できるように、前記蓋フラップ(14)上に充填ポート蓋手段(40)及び分配用ポート蓋手段(42)を圧縮成型する段階を含む請求項12に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US1313996P | 1996-03-08 | 1996-03-08 | |
| US60/013,139 | 1996-03-08 | ||
| PCT/US1997/003153 WO1997032791A1 (en) | 1996-03-08 | 1997-02-28 | Integrally blow-molded container and closure |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000506104A JP2000506104A (ja) | 2000-05-23 |
| JP3663214B2 true JP3663214B2 (ja) | 2005-06-22 |
Family
ID=21758509
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP53184397A Expired - Fee Related JP3663214B2 (ja) | 1996-03-08 | 1997-02-28 | ブロー成型一体形容器及び蓋 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US6290094B1 (ja) |
| EP (1) | EP0885148B1 (ja) |
| JP (1) | JP3663214B2 (ja) |
| AR (1) | AR006152A1 (ja) |
| AT (1) | ATE225741T1 (ja) |
| BR (1) | BR9708173A (ja) |
| CA (1) | CA2248041C (ja) |
| DE (1) | DE69716244T2 (ja) |
| ES (1) | ES2183154T3 (ja) |
| WO (1) | WO1997032791A1 (ja) |
Families Citing this family (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2771386B1 (fr) * | 1997-11-27 | 1999-12-31 | Rocher Yves Biolog Vegetale | Dispositif d'obturation d'un flacon equipe d'un moyen empechant son ouverture intempestive en cas de choc |
| US6062409A (en) * | 1997-12-05 | 2000-05-16 | Crown Cork & Seal Technologies Corporation | Hot fill plastic container having spaced apart arched ribs |
| US7600652B1 (en) * | 2000-06-29 | 2009-10-13 | Ti Group Automotive Systems, L.L.C. | Multiple layer polymeric cap and method of making the same |
| US6495089B1 (en) | 2000-07-18 | 2002-12-17 | Graham Packaging Company, L.P. | Blow-molded container and closure, and method and apparatus for making same |
| US10246238B2 (en) | 2000-08-31 | 2019-04-02 | Co2Pac Limited | Plastic container having a deep-set invertible base and related methods |
| US10435223B2 (en) | 2000-08-31 | 2019-10-08 | Co2Pac Limited | Method of handling a plastic container having a moveable base |
| US8127955B2 (en) | 2000-08-31 | 2012-03-06 | John Denner | Container structure for removal of vacuum pressure |
| AR034176A1 (es) | 2000-11-08 | 2004-02-04 | Graham Packaging Pet Tech | Metodo de produccion de un envase plastico de forma en tubo comprimible, articulo intermedio para utilizacion en la formacion de un envase plastico de forma en tubo comprimible, y envase plastico de forma en tubo comprimible |
| PL367261A1 (en) | 2001-04-19 | 2005-02-21 | Graham Packaging Company, L.P. | Multi-functional base for a plastic wide-mouth, blow-molded container |
| US6555033B2 (en) | 2001-06-27 | 2003-04-29 | Graham Packaging Company, L.P. | Method and apparatus for making a plastic container and closure combination |
| WO2003095313A2 (en) * | 2002-05-08 | 2003-11-20 | Graham Packaging Company, L.P. | Squeezable two-piece stand-up tube |
| FR2840194B1 (fr) * | 2002-05-31 | 2005-03-11 | Braun Medical | Dispositif de vidange d'un fluide corporel et poche de recueil munie dudit dispositif |
| US6878335B2 (en) * | 2002-06-21 | 2005-04-12 | Vital Signs, Inc. | Process of manufacturing a breathing bag and breathing bag manufactured by such process |
| EP1394052B1 (fr) * | 2002-08-30 | 2007-04-18 | L'oreal | Récipient |
| US7721922B2 (en) * | 2002-08-30 | 2010-05-25 | L'oreal | Receptacle |
| FR2843948B1 (fr) * | 2002-08-30 | 2006-01-27 | Oreal | Recipient |
| US9969517B2 (en) | 2002-09-30 | 2018-05-15 | Co2Pac Limited | Systems and methods for handling plastic containers having a deep-set invertible base |
| AU2003290942A1 (en) * | 2002-12-04 | 2004-06-23 | Graham Packaging Company, L.P. | One piece push-pull cap for plastic containers |
| US7036692B2 (en) * | 2003-02-19 | 2006-05-02 | Graham Packaging Company, L.P. | Dispenser with an integrally molded neck finish |
| US20060121223A1 (en) * | 2004-12-02 | 2006-06-08 | Graham Packaging Company, L.P. | Container package |
| FR2890050A1 (fr) * | 2005-08-29 | 2007-03-02 | Crown Packaging Technology Inc | Bouchon en matiere synthetique comportant un orifice et un dispositif d'obturation integre de cet orifice |
| US20070071924A1 (en) * | 2005-09-23 | 2007-03-29 | Graham Packaging Company, L.P. | Blow molded container, dispenser, and closure |
| ES2288382B1 (es) * | 2005-11-29 | 2008-12-01 | Abm Moldes, S.L. | Procedimiento y molde de moldeo por soplado para producir un recipiente con un tapon unido al mismo. |
| US20070224373A1 (en) * | 2006-03-27 | 2007-09-27 | Ming-Yuan Wang | Integral soft tube with cap and method for making the same |
| US11897656B2 (en) | 2007-02-09 | 2024-02-13 | Co2Pac Limited | Plastic container having a movable base |
| US11731823B2 (en) | 2007-02-09 | 2023-08-22 | Co2Pac Limited | Method of handling a plastic container having a moveable base |
| ITMO20070104A1 (it) | 2007-03-23 | 2008-09-24 | Lameplast Spa | Procedimento per la fabbricazione di flaconi contenenti fluidi, particolarmente prodotti cosmetici, medicinali, farmaceutici o simili, ed impianto relativo |
| US8627944B2 (en) | 2008-07-23 | 2014-01-14 | Graham Packaging Company L.P. | System, apparatus, and method for conveying a plurality of containers |
| WO2012097263A2 (en) | 2011-01-14 | 2012-07-19 | The Procter & Gamble Company | Process for the manufacture of a container |
| MX2013005284A (es) * | 2011-01-14 | 2013-07-03 | Procter & Gamble | Un conjunto de envases con cierre. |
| EP2663499A1 (en) * | 2011-01-14 | 2013-11-20 | The Procter and Gamble Company | A blow molded container |
| CN103201185B (zh) | 2011-01-14 | 2016-06-08 | 宝洁公司 | 用于容器的闭合件 |
| USD652305S1 (en) | 2011-04-12 | 2012-01-17 | Graham Packaging Company, L.P. | Plastic container |
| US8715562B2 (en) | 2011-04-12 | 2014-05-06 | Graham Packaging Company, L.P. | Method of making a container having a tethered closure |
| US12577027B2 (en) | 2012-03-08 | 2026-03-17 | Co2Pac Limited | Method of processing a plastic container to increase internal pressure |
| WO2014070879A1 (en) | 2012-10-30 | 2014-05-08 | The Procter & Gamble Company | A closure for a container |
| US10688709B2 (en) * | 2016-02-15 | 2020-06-23 | Mann+Hummel Gmbh | Pinch-formed blow molded bracket off the parting line |
| EP3743350B1 (en) | 2017-12-28 | 2021-10-13 | Unilever IP Holdings B.V. | Closure |
| CN112292554B (zh) * | 2018-07-26 | 2022-07-29 | 京洛株式会社 | 管状成型体以及储存结构 |
| CA3112028A1 (en) * | 2018-09-17 | 2020-03-26 | Unilever Global Ip Limited | Flip top closure and container |
| USD957196S1 (en) | 2020-10-27 | 2022-07-12 | Yeti Coolers, Llc | Bottle |
| USD1015804S1 (en) | 2021-09-15 | 2024-02-27 | Yeti Coolers, Llc | Lid |
| USD1036936S1 (en) | 2021-10-26 | 2024-07-30 | Yeti Coolers, Llc | Bottle |
| CH719274A1 (de) * | 2021-12-20 | 2023-06-30 | Alpla Werke Alwin Lehner Gmbh & Co Kg | Behälterverschluss mit einer Austragsöffnung und einer Nachfüllöffnung, Nachfüllbehälter und nachfüllbarer Behälter. |
| USD1113346S1 (en) | 2022-10-26 | 2026-02-17 | Yeti Coolers, Llc | Bottle |
| USD1075411S1 (en) | 2022-10-26 | 2025-05-20 | Yeti Coolers, Llc | Bottle |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH296938A (fr) * | 1950-11-18 | 1954-02-28 | Savary Andre | Tube déformable pour matière pâteuse. |
| US3059816A (en) * | 1957-02-19 | 1962-10-23 | Schenley Ind Inc | Combination container closure and pouring device |
| US3380608A (en) | 1966-06-14 | 1968-04-30 | American Can Co | Molded integral cap and container |
| US4082827A (en) * | 1976-02-09 | 1978-04-04 | Chlystun Walter K | Process for blow molding of a spout container |
| US4486164A (en) | 1980-03-26 | 1984-12-04 | W. R. Grace & Co., Cryovac Div. | Blow mold |
| US4382058A (en) * | 1980-03-26 | 1983-05-03 | W. R. Grace & Co., Cryovac Division | Process for forming a single-walled blow molded hinged container |
| US4486379A (en) | 1980-03-26 | 1984-12-04 | W. R. Grace & Co., Cryovac Div. | Process for forming an integral hinged single wall blow molded container |
| US4453911A (en) | 1980-03-26 | 1984-06-12 | W. R. Grace & Co. | Blow mold |
| US4331233A (en) * | 1980-05-30 | 1982-05-25 | The Upjohn Company | Activation closure for vial |
| JPS572727A (en) * | 1980-06-09 | 1982-01-08 | Kyoraku Co Ltd | Plastic vessel and its production |
| US4337025A (en) | 1980-08-25 | 1982-06-29 | Automatic Liquid Packaging, Inc. | Apparatus for molding a container with offset parting line |
| US4344545A (en) * | 1981-04-13 | 1982-08-17 | The Continental Group, Inc. | Pilferproof closure with mechanical interlock |
| US4726091A (en) * | 1984-01-06 | 1988-02-23 | Michael Joyce | Two part snap hinge |
| DE3402276C1 (de) * | 1984-01-24 | 1985-02-21 | Eppendorf Gerätebau Netheler + Hinz GmbH, 2000 Hamburg | Reaktionsgefaess aus Kunststoff fuer kleine Fluessigkeitsmengen |
| US4832219A (en) * | 1988-06-16 | 1989-05-23 | Owens-Illinois Closure Inc. | Dual dispensing hinged closure |
| US5038454A (en) * | 1988-12-29 | 1991-08-13 | The Procter & Gamble Company | Injection blow molding process for forming a package exhibiting improved child resistance |
| DE3906570A1 (de) * | 1989-03-02 | 1990-09-13 | Zeller Plastik Koehn Graebner | Verschluss mit schnappscharnier |
| US5008066A (en) * | 1989-04-06 | 1991-04-16 | Seaquist Closures | Container with a unitary closure and method for making same |
| DE3913087A1 (de) * | 1989-04-21 | 1990-10-25 | Mauser Werke Gmbh | Vorrichtung zum blasformen eines hohlkoerpers |
| US5213753A (en) | 1989-04-21 | 1993-05-25 | Mauser-Werke Gmbh | Method for compression molding flanges on a blow molded body to be severed into a vessel and lid |
| US5322176A (en) * | 1990-03-12 | 1994-06-21 | Sreatechnic Ag | Plastic snap hinge with a flexible element generating the snap action |
| US5106569A (en) * | 1990-05-04 | 1992-04-21 | Phillips Petroleum Company | Blow molding and compression molding of an article |
| CH681797A5 (en) * | 1990-11-06 | 1993-05-28 | Createchnic Ag | Integral plastics closure for pourable media - is of snap hinge type with lower part attached to cap via hinge, and spout in cover surface of lower part. |
| US5213235A (en) * | 1991-08-22 | 1993-05-25 | Bunzl Plastics, Inc. | Monoblock plastic tube |
| CA2086916A1 (en) * | 1992-01-17 | 1993-07-18 | John D. Culter | Flexible bottle having an improved, integral closure |
| FR2690896B1 (fr) * | 1992-05-06 | 1996-03-29 | Bodet Jean | Contenant muni d'un orifice susceptible d'ouvertures et de fermetures successives et procede pour sa fabrication. |
| CH686300A5 (de) * | 1992-08-06 | 1996-02-29 | Createchnic Ag | Kunststoffverschluss mit Garantieelement. |
| US5662245A (en) * | 1992-12-18 | 1997-09-02 | Schmalbach-Lubeca Ag | Container with integrally molded closure/tamper indicator |
| AU5851794A (en) * | 1992-12-18 | 1994-07-19 | Chris J Grant | Container with integrally molded closure/tamper indicator |
| US5320235A (en) * | 1993-04-08 | 1994-06-14 | Joyce Molding Corporation | Thermoplastic molded cap with integral tear band |
| US5482172A (en) * | 1993-09-16 | 1996-01-09 | Braddock; C. Calvin | Container with dual dispensers |
| US5601214A (en) * | 1995-03-08 | 1997-02-11 | Owens-Brockway Plastic Products Inc. | Plastic container having an injection molded finish with an integral closure attached thereto |
-
1997
- 1997-02-28 ES ES97914814T patent/ES2183154T3/es not_active Expired - Lifetime
- 1997-02-28 WO PCT/US1997/003153 patent/WO1997032791A1/en not_active Ceased
- 1997-02-28 US US09/142,190 patent/US6290094B1/en not_active Expired - Fee Related
- 1997-02-28 DE DE69716244T patent/DE69716244T2/de not_active Expired - Fee Related
- 1997-02-28 AT AT97914814T patent/ATE225741T1/de not_active IP Right Cessation
- 1997-02-28 EP EP97914814A patent/EP0885148B1/en not_active Expired - Lifetime
- 1997-02-28 JP JP53184397A patent/JP3663214B2/ja not_active Expired - Fee Related
- 1997-02-28 CA CA002248041A patent/CA2248041C/en not_active Expired - Fee Related
- 1997-02-28 BR BR9708173A patent/BR9708173A/pt not_active IP Right Cessation
- 1997-03-07 AR ARP970100923A patent/AR006152A1/es active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| US6290094B1 (en) | 2001-09-18 |
| EP0885148A1 (en) | 1998-12-23 |
| BR9708173A (pt) | 1999-07-27 |
| EP0885148A4 (en) | 1999-11-24 |
| JP2000506104A (ja) | 2000-05-23 |
| DE69716244T2 (de) | 2003-07-24 |
| EP0885148B1 (en) | 2002-10-09 |
| ATE225741T1 (de) | 2002-10-15 |
| CA2248041C (en) | 2005-09-20 |
| AR006152A1 (es) | 1999-08-11 |
| ES2183154T3 (es) | 2003-03-16 |
| CA2248041A1 (en) | 1997-09-12 |
| WO1997032791A1 (en) | 1997-09-12 |
| DE69716244D1 (de) | 2002-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3663214B2 (ja) | ブロー成型一体形容器及び蓋 | |
| US6510971B1 (en) | Liquid dispensing closure | |
| US4572412A (en) | Container made of plastic which can be elastically deformed | |
| AU713638B2 (en) | One-piece dispensing system and method for making same | |
| CN101646609B (zh) | 具有低轮廓帽的容器 | |
| EP0591601B1 (en) | Squirt dispenser for toilet bowl cleaner with improved coverage under the toilet bowl rim | |
| EP1332036B1 (en) | Extrusion blow-molded squeezable tube-shaped container and method for making same | |
| CA2328456C (en) | Pinch neck pour spout container | |
| US5782388A (en) | Container including a dispensing orifice equipped with a closure system | |
| US5261567A (en) | Squeeze package which can be inverted to dispense liquids | |
| CA2536165A1 (en) | Low profile cap for stand-up tube | |
| JP4492089B2 (ja) | ワンタッチキャップ及び包装体 | |
| JP2026508837A (ja) | 液密スナップ嵌合キャップホルダを備えた包装体 | |
| MXPA05008747A (es) | Despachador con acabado de cuello formado integralmente. | |
| JPH0619860U (ja) | 注出ポンプ付容器 | |
| AU714697B3 (en) | One-piece dispensing system and method for making same | |
| MXPA98007275A (en) | Container and closure molded integrally by sopl | |
| AU2003100988A4 (en) | Injection-moulded squeezable tube-shaped container and method for making same | |
| CA2081060C (en) | Squeeze package which can be inverted to dispense liquids | |
| JP2007015714A (ja) | 斜め注出ヒンジキャップ及び口栓 | |
| WO2004050485A2 (en) | One piece push-pull cap for plastic containers | |
| MXPA06001985A (en) | Low profile cap for stand-up tube | |
| MXPA98003265A (en) | Multip cavity distributor packaging | |
| JPH01167002A (ja) | プラスチツク容器の内容物充填方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20040212 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20040329 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040511 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20040907 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041206 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20050303 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050315 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050328 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |