JP3667066B2 - ゴルフ用手袋及びその製造方法 - Google Patents
ゴルフ用手袋及びその製造方法 Download PDFInfo
- Publication number
- JP3667066B2 JP3667066B2 JP35994697A JP35994697A JP3667066B2 JP 3667066 B2 JP3667066 B2 JP 3667066B2 JP 35994697 A JP35994697 A JP 35994697A JP 35994697 A JP35994697 A JP 35994697A JP 3667066 B2 JP3667066 B2 JP 3667066B2
- Authority
- JP
- Japan
- Prior art keywords
- palm
- constituting
- back part
- golf glove
- artificial leather
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Landscapes
- Gloves (AREA)
Description
【発明の属する技術分野】
本発明は、ゴルフ用手袋に関するものである。
【0002】
【従来の技術】
一般に、ゴルフ用手袋の素材には人工皮革が多用されており、この人工皮革の縫製によって手袋が形成されている。
【0003】
その型紙の一例を図5に示す。図示の手甲部A及び掌部Bは、手の小指、薬指、中指、及び人指し指をそれぞれ覆うための小指部1、薬指部2、中指部3、及び人差し指部4を有し、人差し指部4側(図では中央側)で手甲部Aと掌部Bとが一体につながっている。そして、各指部1,2,3,4同士を縫い合わせる(場合によっては接ぎ(ハギ)を介在させる)ことにより、手袋が形成されるようになっている。また、掌部Bの適所には、親指を通すための貫通穴5が設けられ、この貫通穴5の周縁に、親指を覆うための図略の親指部が縫い付けられるようになっている。
【0004】
なお、図に示す破線Lは手甲部Aと掌部Bとの境界線であり、上記貫通穴5よりも手甲部Aよりの位置を通過している。
【0005】
ところで、このゴルフ用手袋は、スイング時、特に掌部Bに大きな荷重を受けるため、これに耐え得るように材質や厚みを設定する必要がある。しかし、このように強度面を優先して材質や厚みを選定すると、柔軟性が低くなり、素材があまり伸びなくなるため、グリップの際に特に手の甲に強い拘束感が生じ、好適なフィット感が得ることは難しくなる。逆に、柔軟性を重視して手袋全体を柔らかい材料で形成すると、耐久性が低下し、また、手袋全体が型くずれし易くなる不都合が生じる。
【0006】
そこで近年は、手甲部において特に伸びが必要とされる箇所にのみ伸縮布地を配し、局所的に柔軟性を高めるようにしたものが開発されるに至っている(例えば実公平1−31252号公報)。
【0007】
【発明が解決しようとする課題】
上記のように手袋の手甲部を他の部分とは異なる素材(すなわち人工皮革以外の素材;例えばナイロン)で構成すると、当該手甲部と掌部とで外観や触感が全く異なってしまうので、一体感に乏しく、使用者に著しい違和感を与える不都合が生じる。
【0008】
本発明は、このような事情に鑑み、使用者に違和感を与えることなく、十分な耐久性及び保形性を確保しながら良好なフィット感を得ることができるゴルフ用手袋及びその製造方法を提供することを目的とする。
【0009】
【課題を解決するための手段】
上記課題を解決するための手段として、本発明は、繊維からなる基材に弾性重合体を含浸させることにより形成された人工皮革からなるゴルフ用手袋において、手の甲側を覆う手甲部と、掌側を覆う掌部とを有し、これら手甲部と掌部とを、上記人工皮革を構成する繊維の種類及び上記弾性重合体の種類が互いに等しく、かつ、繊維径が実質上互いに等しい同質の素材で構成するとともに、手甲部の少なくとも一部を掌部よりも伸び率の高い伸長部としたものである。
【0010】
ここで「人工皮革」とは、繊維からなる基材にポリウレタン等の弾性重合体を含浸させた皮革をいい、「同質の素材」とは、上記人工皮革を構成する繊維の種類及び上記弾性重合体の種類が互いに等しく、かつ、繊維径が実質上等しいもの(すなわち触感が同等となる程度まで繊維径が近似しているもの)を意味する。また「伸び率」とは、所定の引張荷重を加えた時の原寸法に対する伸び後の寸法の比率であって、伸びやすさを示す相対的な値であり、「伸び率が高い」とは、換言すれば、所定量の伸びを発生させるために必要な強力(単位巾当りの引張力)が低いことを意味する。
【0011】
上記の構成によれば、掌部については、これを構成する人工皮革の性状を適当に設定することにより、使用に耐え得る十分な強度を確保しながら、手甲部の少なくとも一部は、その伸び率が掌側の部分よりも高い(すなわち伸びやすい)伸長部とすることにより、グリップの際の拘束感を減らし、握りやすい手袋とすることができる。しかも、手袋全体は同質素材の人工皮革で構成されているので、手表面に与える触感は場所にかかわらず一定であり、当該触感の違いによる違和感は生じない。
【0012】
ここで、同質素材を用いながら上記伸長部の伸び率を掌部の伸び率よりも高くするには、例えば上記伸長部を掌部よりも薄くすればよい。その他、次のような手段によっても、同質素材でありながら柔軟特性を変えることができる。
【0013】
(i) 染色後の揉みほぐし処理の度合いに差をもたせ、伸長部に用いる素材を掌部に用いる素材よりも柔軟にする。
【0014】
(ii) 伸長部のみ、柔軟剤を添加した人工皮革で構成し、もしくは、伸長部における柔軟性の添加量を掌部における柔軟剤の添加量よりも多くする。
【0015】
上記伸長部及び掌部の実際の伸び率は、適宜設定すればよいが、グリップの際には指先に沿う方向と直交する方向(すなわち幅方向)の伸び率が特に重要となる。具体的には、上記伸長部を構成する素材を指先に沿う方向と直交する方向に原寸の20%だけ伸ばすのに必要な強力をFa(kgf/25mm)、上記掌部を構成する素材を指先に沿う方向と直交する方向に原寸の20%だけ伸ばすのに必要な強力Fb(kgf/25mm)とすると、手甲側に十分な伸長性を与えて良好なフィット感を得るには、Fa≦0.5とするのが好ましく、これよりもFbを大きく設定することにより、掌側の耐久性を高め、また型くずれを防ぐことができる。ただし、このFbが大きすぎると、手袋の風合いが過度にかたくなるので、Fb≦1.0とするのがより好ましい。
【0016】
また、別の態様として本発明は、ゴルフ用手袋の製造方法であって、掌部と手甲部を構成するための繊維質基体を形成する形成工程と、上記掌部を構成する繊維質基体と手甲部を構成する繊維質基体の少なくとも一面を研磨するバッフィング工程と、このバッフィング工程で上記手甲部を構成する繊維質基体の少なくとも一部の研磨量を掌部を構成する繊維質基体の研磨量より多く設定して上記伸長部を形成する伸長部形成工程と、上記繊維質基体に仕上げ処理を行ない人工皮革とする仕上げ工程と、上記掌部と手甲部をそれぞれ縫い合わせる縫合工程を含んでいることを特徴とするゴルフ用手袋の製造方法である。
【0017】
【発明の実施の形態】
本発明の好ましい実施の形態を図1〜図4を参照しながら説明する。
【0018】
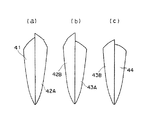
図1に示すゴルフ用手袋は、図2に示す手甲部10及び掌部20と、図3に示す親指部30と、図4(a)に示す接ぎ(ハギ)41,42Aと、同図(b)に示す接ぎ42B,43Aと、同図(c)に示す接ぎ43B,44とが縫い合わされることにより、形成されている。
【0019】
なお、本発明において手甲部10と掌部20とを別部材とする目的は特に問わず、両部10,20が別素材であってもよいし、同一素材であってもよい。
【0020】
手甲部10は、手全体を甲側から覆う形状を有しており、手の甲に対応する本体部から、人差し指を手甲側より覆うための人差し指部11Aと、中指を手甲側より覆うための中指部12と、薬指を手甲側より覆うための薬指部13と、小指を手甲側より覆うための小指部14とが各指先に沿って延びている。そして、この小指部14の外側(図2では左側)が手甲部10の外側縁部となっている。
【0021】
この手甲部10には、人指し指を手甲側より覆う人差し指部11Aに加え、人指し指を掌側より覆う人差し指部11Bも含まれている。そして、この人差し指部11Bのつけ根部分から、掌部20との境界である先端側縁部16が延びており、その途中、親指部30が縫い付けられる親指用切欠15を経て、後端側縁部17に至っている。すなわち、この手後部10の内側縁部(図では右側縁部)は、先端側縁部16と後端側縁部17との間に親指用切欠15が介在した状態となっており、この内側縁部の先端位置は掌側の人差し指と中指との間の位置に設定されている。
【0022】
一方、掌部20は、掌に相当する本体部から、中指を掌側より覆うための中指部22と、薬指を掌側より覆うための薬指部23と、小指を掌側より覆うための小指部24とが各指先に沿って延びる形状を有し、小指部24の外側(図2では右側)が掌部20の外側縁部となっている。この掌部20の内側縁部は、上記中指部22のつけ根部分より始まる先端側縁部26と、前記手甲部10の親指用切欠15と対向する親指用切欠25と、後端側縁部27とからなっている。すなわち、この掌部20の内側縁部も、先端側縁部26と後端側縁部27との間に親指用切欠25が介在した状態となっている。
【0023】
図3に示すように、親指部30は、その左右縁部31,32同士が縫合されることにより、親指全体を覆う袋状に形成される形状をなし、そのつけ根側周縁部33が上記親指用切欠15,25に縫い付け可能な形状となっている。
【0024】
図4(a)に示す接ぎ41は、上記人差し指部11Aの中指側縁部と人差し指部11Bの中指側縁部との間に介在可能な形状を有し、接ぎ42Aは、上記中指部12の人差し指部側縁部と上記中指部22の人差し指部側縁部との間に介在可能な形状を有している。同図(b)に示す接ぎ42Bは、上記中指部12の薬指側縁部と上記中指部22の薬指側縁部との間に介在可能な形状を有し、接ぎ43Aは、薬指部13の中指側縁部と薬指部23の中指側縁部との間に介在可能な形状を有している。また、同図(c)に示す接ぎ43Bは、上記薬指部13の小指側縁部と薬指部23の小指側縁部との間に介在可能な形状を有し、接ぎ44Aは、上記小指部14の薬指側縁部と小指部24の薬指側縁部との間に介在可能な形状を有している。
【0025】
そして、この手袋は、例えば次の要領で製造される。
【0026】
(i) 手甲部10の外側縁部(図2では左側縁部)と掌部20の外側縁部(同図右側縁部)とを縫い合わせるとともに、手甲部10の先端側縁部16及び後端側縁部17と掌部20の先端側縁部26及び後端側縁部27とをそれぞれ縫い合わせる。
【0027】
(ii) 親指部30の左右縁部31,32同士を縫い合わせて袋状にし、そのつけ根側周縁部33を上記親指用切欠15,25の周縁部に縫い付ける。
【0028】
(iii) 手甲部10の人差し指部11A,11Bに接ぎ41を縫い付けるとともに、手甲部10の各指部12,13,14と掌部22,23,24とに接ぎ42A,42B,43A,43B,44を縫い付ける。
【0029】
さらに、この手袋の特徴として、手甲部10及び掌部20をはじめとする上記各部が全て同質の人工皮革で構成されており、しかも、手甲部10のみ他の部分よりも薄く形成されている。
【0030】
このような構成によれば、掌部20等、手甲部10以外の部分については、十分な厚みをもつ人工皮革を用いることにより、使用に耐え得る十分な強度と保形性を確保でき、しかも、手甲部10には薄手の人工皮革を用いて伸びやすくすることにより、グリップの際の拘束感が少なく、フィット感に優れた手袋を構成することができる。しかも、各部10,20,…は全て同質素材の人工皮革で構成されているので、手表面に与える触感に差はなく、当該触感の違いによる違和感は生じない。
【0031】
ここで、上記人工皮革の具体的な材質、性状、及びその製造方法は特に限定されないが、その好適な例を以下に記す。
【0032】
当該人工皮革は、繊維からなる絡合不織布と、これに含浸される高分子弾性体(弾性重合体)とで構成されるが、その繊維の太さは、しなやかさ及びフィット感を考慮すると、0.5dr以下、さらには0.1drとするのが、より好ましい。0.5drを超える場合には、立毛表面の表面積が少なくなり、グリップが滑りやすくなる上に風合いが固くなるため、あまり好ましくない。
【0033】
このような極細繊維を製造する方法としては、溶解性又は分解性の異なる2種以上のポリマーを混合紡糸、海島型複合紡糸、または分割型複合紡糸し、これにより得られた極細繊維発生型繊維の一部を抽出又は分解除去して極細繊維とする公知の方法が適用できる。
【0034】
ここに用いる極細繊維を構成する樹脂としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート等の芳香族環を含むポリエステル類、ナイロン−6、ナイロン−66等のポリアミド類、ポリエチレン、ポリプロピレン等のポリオレフィン類等の公知の樹脂から選ばれた重合体であればよく、特に限定されるものではない。
【0035】
また繊維から抽出又は分解除去される上記極細繊維構成樹脂としては、上記極細繊維構成樹脂とは溶解性を異にする溶解又は分解成分であって、例えばポリエチレン、ポリプロピレン、エチレンプロピレン共重合体、エチレン酢ビ共重合体、ポリスチレン、スチレンアクリル共重合体、スチレンエチレン共重合体、ポリエステル共重合体等のポリマーから選ばれた少なくとも一種のポリマーが挙げられる。
【0036】
この極細繊維発生型繊維をカードで解繊し、ウェーバーを通してランダムウェブ又はクロスラップウェブを形成し、得られた繊維ウェブを所望の重さ及び厚さに積層する。繊維ウェブは、従来の公知の方法でニードルパンチ等の繊維の絡合処理を施して繊維不織布とする。
【0037】
一方、上記の繊維絡合不織布に含浸、凝固させる高分子弾性体としては、ポリエステル系ポリウレタン、ポリエーテル系ポリウレタン、ポリエステルエーテル系ポリウレタン、ポリラクトン系ポリウレタン、ポリカーボネート系ポリウレタン等のポリウレタン類、アクリル酸エステル系共重合弾性体類、ポリイソプレン、ポリブタジエンなどの共役ジエン重合体あるいは共役ジエン重合体ブロックを分子中に有するポリマー類、スチレン−ブタジエン共重合体、アクリロニトリル−ブタジエン共重合体、酢酸ビニル重合体または共重合体等のポリマー等の公知の弾性重合体が挙げられる。高分子弾性体の付与量としては、極細繊維化後の絡合不織布に対して5〜70重量%が好ましい。
【0038】
また、このような高分子弾性体液を上記繊維絡合不織布に含浸させた後、凝固させる方法としては、湿式凝固法であっても乾式凝固法であってもよいが、風合いや柔軟性の面では湿式凝固方法が望ましい。当該凝固後、弾性重合体及び極細発生型繊維の一部(例えば島成分)には、非溶剤又は非分解剤であり、かつ、極細繊維発生型繊維の海成分の溶剤または分解剤である薬液によって上記凝固後の繊維基体を処理することにより、極細繊維発生型繊維を極細繊維束に変成し、その結果、極細繊維絡合不織布と弾性重合体からなる繊維質基体とする。この極細繊維化は高分子弾性体の付与前に行っても良い。
【0039】
次に、上記繊維質基体の少なくとも一面に、サンドペーパーによるバッフィング等によって極細繊維を主体とした繊維立毛面を形成するが、その際、手甲部10の研磨量をそれ以外の部分(特に掌部20)の研磨量よりも多くすることにより、手甲部10のみを局部的に薄くすることができる。その後、染色し、さらに、揉み、柔軟化処理、ブラッシングなどの仕上げ処理を行うことにより、上記手袋の素材に適した人工皮革を得ることが可能である。
【0040】
また、上記バッフィングの際に厚みを変える他、染色後の揉み処理や柔軟化処理の際にも、同質の人工皮革でありながらその伸び特性を変えることが可能である。具体的には、次のような方法が挙げられる。
【0041】
(i) 染色後の揉み処理において、手甲部10に用いる素材の揉みほぐし度合いを掌部20に用いる素材よりも高める。
【0042】
(ii) 手甲部10のみ、柔軟剤を添加した人工皮革で構成し、もしくは、手甲部10における柔軟性の添加量を掌部20における柔軟剤の添加量よりも多くする。この柔軟剤としては、シリコン系オイルやエステル系オイル等、通常の潤滑剤がそのまま適用可能である。
【0043】
その他、本発明は例として次のような形態をとることも可能である。
【0044】
(1) 前記実施形態では、各指部も含む手甲部10全体を伸長部(すなわち掌部20よりも伸び率の高い部分)としているが、手甲部10の一部、例えば各指部以外の本体部のみを伸長部としても、従来の手袋に比べてフィット感を高めることが可能である。
【0045】
(2) 前記実施形態では、手甲部10と掌部20とを別部材としているが、両部10,20を前記図5に示した手袋と同様に単一部材として形成し、このうち手甲部10全体もしくはその一部のみ局所的に薄くする(すなわち局所的に研磨量を増やす)ようにしても、本発明にかかる手袋を製造することが可能である。
【0046】
ただし、前記実施形態のように手甲部10と掌部20とを別部材とすれば、それぞれの成形が容易となる。しかも、図1及び図2に示されるように、両部10,20の内側縁部同士の境界線を親指部30を通る線に設定する(すなわち先端側縁部16,26と後端側縁部17,27との間に親指用切欠15,25を介在させる)ことにより、例えば図5の破線Lに示すように、親指部を通らない線を境界線とする場合に比べ、親指用切欠15,25の分だけ縫合領域を短縮でき、その縫合部位が手に接触することによる違和感を効果的に低減できる。さらに、同実施形態のように、上記境界線の先端側位置を掌側の人指し指と中指との境界位置に設定し、手甲側の人差し指部11Aと掌側の人差し指部11Bとの双方を手甲部10に含有させて、人指し指部を上記境界線が通らないようにすれば、縫合部位をさらに短縮できるとともに、当該縫合部位がアドレスの際に視野に入るのを防ぐことができ、より使い勝手の良いものとすることが可能となる。
【0047】
(3) 本発明では、手甲部における伸長部の伸び率が掌部20の伸び率よりも高ければ良く、それ以外の部分(例えば親指部30や各接ぎ)の伸び率は適宜設定すればよい。
【0048】
【実施例】
1)実施例
海成分としてポリエチレン50重量部、島成分として6−ナイロン50重量部を同一溶融系で溶融紡糸し、単繊維繊度10デニールの複合繊維を製造した。この複合繊維を3.0倍に延伸し、捲縮を付与した後、繊維長51mmに切断し、カードで解繊し、クロスラッパーウェバーでウェブとし、ニードルパンチによって3次元に絡合した不織布とした。この不織布にポリエーテル系ポリウレタンを主体とするポリウレタン組成物14重量部とジメチルホルムアミド86重量部よりなる溶液を含浸し、凝固、水洗した後、複合繊維中のポリエチレンを抽出除去して、6−ナイロン極細繊維束状繊維とポリウレタンとからなる厚さ1.3mmの繊維質基体を得た。次いで、これを厚さ方向に2分割した後、分割面をバッフィングして厚さ0.52mmとし、反対側面をサンドペーパーで起毛し、立毛シートとした。この立毛シートを酸性染料を用いて紺色に染色し、機械揉み及び整毛をすることにより、厚さ0.55mm、横方向の20%伸長時強力が0.66kg/25mmのスエード調人工皮革を製造した。これを「人工皮革A」とする。
【0049】
一方、前記繊維質基体の厚さ方向の2分割後、分割面をバッフィングして厚さ0.37mmとし、これを上記と同様に染色して薄手のスエード調人工皮革を製造した。これを「人工皮革B」とする。
【0050】
そして、前記図1に示した掌部20に人工皮革Aを用い、手甲部10に人工皮革Bを用いて縫合を行ったところ、十分な耐久性及び保形性を有し、しかもフィット感に優れた手袋が得られるのを確認できた。
【0051】
2)比較例(i)
前記人工皮革Aを手甲部10及び掌部20の双方に用いて手袋を製造したところ、耐久性及び保形性は十分であるが、手甲部10の柔軟性が低くて良好なフィット感が得られないことが確認された。
【0052】
3)比較例(ii)
前記人工皮革Bを手甲部10及び掌部20の双方に用いて手袋を製造したところ、手甲部10の柔軟性は高いが、耐久性が低く、また型くずれし易くなることが確認できた。
【0053】
【発明の効果】
以上のように本発明は、繊維からなる基材に弾性重合体を含浸させることにより形成された人工皮革からなるゴルフ用手袋において、手の甲側を覆う手甲部と、掌側を覆う掌部とを有し、これら手甲部と掌部とを、上記人工皮革を構成する繊維の種類及び上記弾性重合体の種類が互いに等しく、かつ、繊維径が実質上互いに等しい同質の素材で構成するとともに、手甲部の少なくとも一部を掌部よりも伸び率の高い伸長部としたものであるので、素材の相違による違和感を生じさせることなく、十分な耐久性及び保形性を確保しながら、グリップの際の拘束感を減らして高いフィット感を得ることができる効果がある。
【図面の簡単な説明】
【図1】 本発明の実施の形態にかかるゴルフ用手袋の斜視図である。
【図2】 上記手袋の手甲部及び掌部を示す展開図である。
【図3】 上記手袋の親指部の展開図である。
【図4】 (a)〜(c)は上記手袋の各接ぎを示す展開図である。
【図5】 従来のゴルフ用手袋の展開図である。
【符号の説明】
10 手甲部
20 掌部
Claims (4)
- 繊維からなる基材に弾性重合体を含浸させることにより形成された人工皮革からなるゴルフ用手袋において、手の甲側を覆う手甲部と、掌側を覆う掌部とを有し、これら手甲部と掌部とを、上記人工皮革を構成する繊維の種類及び上記弾性重合体の種類が互いに等しく、かつ、繊維径が実質上互いに等しい同質の素材で構成するとともに、手甲部の少なくとも一部を掌部よりも伸び率の高い伸長部としたことを特徴とするゴルフ用手袋。
- 請求項1記載のゴルフ用手袋において、上記手甲部の少なくとも一部を掌部よりも薄くしてこれを伸長部としたことを特徴とするゴルフ用手袋。
- 請求項1または2記載のゴルフ用手袋において、上記伸長部を構成する素材を指先に沿う方向と直交する方向に原寸の20%だけ伸ばすのに必要な強力Fa(kgf/25mm)と、上記掌部を構成する素材を指先に沿う方向と直交する方向に原寸の20%だけ伸ばすのに必要な強力Fb(kgf/25mm)との関係が次の条件式を全て満たすように構成したことを特徴とするゴルフ用手袋。

- ゴルフ用手袋の製造方法であって、掌部と手甲部を構成するための繊維質基体を形成する形成工程と、上記掌部を構成する繊維質基体と手甲部を構成する繊維質基体の少なくとも一面を研磨するバッフィング工程と、このバッフィング工程で上記手甲部を構成する繊維質基体の少なくとも一部の研磨量を掌部を構成する繊維質基体の研磨量より多く設定して上記伸長部を形成する伸長部形成工程と、上記繊維質基体に仕上げ処理を行ない人工皮革とする仕上げ工程と、上記掌部と手甲部をそれぞれ縫い合わせる縫合工程を含んでいることを特徴とするゴルフ用手袋の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35994697A JP3667066B2 (ja) | 1997-12-26 | 1997-12-26 | ゴルフ用手袋及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35994697A JP3667066B2 (ja) | 1997-12-26 | 1997-12-26 | ゴルフ用手袋及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11188130A JPH11188130A (ja) | 1999-07-13 |
| JP3667066B2 true JP3667066B2 (ja) | 2005-07-06 |
Family
ID=18467116
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP35994697A Expired - Lifetime JP3667066B2 (ja) | 1997-12-26 | 1997-12-26 | ゴルフ用手袋及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3667066B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4574448B2 (ja) * | 2005-06-01 | 2010-11-04 | ブリヂストンスポーツ株式会社 | ゴルフ用手袋 |
| KR101358647B1 (ko) * | 2011-11-25 | 2014-02-07 | 이재웅 | 골프장갑 |
-
1997
- 1997-12-26 JP JP35994697A patent/JP3667066B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11188130A (ja) | 1999-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4204186B2 (ja) | 立毛皮革様シートおよびその製造方法 | |
| KR20040072049A (ko) | 스웨드조 피혁 모양 시트 및 그의 제조방법 | |
| JP3667066B2 (ja) | ゴルフ用手袋及びその製造方法 | |
| JP3128333B2 (ja) | 柔軟なスエード調人工皮革及びその製造方法 | |
| JP3103434B2 (ja) | 柔軟なスエード調人工皮革及び製造方法 | |
| JP4086401B2 (ja) | 防水性手袋およびその製造方法 | |
| JP4198523B2 (ja) | 皮革様シートおよびその製造方法 | |
| JP4282210B2 (ja) | ゴルフ用手袋 | |
| JP4869462B2 (ja) | 人工皮革基体 | |
| JP5060859B2 (ja) | ボール | |
| JP7049121B2 (ja) | 立毛調人工皮革及び手袋 | |
| JP2001293125A (ja) | スポーツ用手袋 | |
| JP3215739B2 (ja) | 極細繊維シートの起毛方法 | |
| JPH054856Y2 (ja) | ||
| JP2010174416A (ja) | 着用性に優れた手袋 | |
| JP3268855B2 (ja) | 抗菌性ゴルフ手袋 | |
| JP3159408B2 (ja) | 抗菌性スエード調人工皮革 | |
| JPH10102306A (ja) | スポーツ手袋及びその製造方法 | |
| JP4459426B2 (ja) | 立毛皮革様シートおよびその製造方法 | |
| JPH10273885A (ja) | 繊維立毛シート状物およびその製造方法 | |
| JP3121462B2 (ja) | 立毛シート | |
| JPS59211664A (ja) | 伸縮性良好なシ−ト物およびその製造方法 | |
| JP2000256972A (ja) | スエード調人工皮革 | |
| JP3090749B2 (ja) | スエード調人工皮革 | |
| JP2001214377A (ja) | 皮革様シートおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20020409 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050308 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050405 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313532 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090415 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090415 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100415 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110415 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120415 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130415 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130415 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140415 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |