JP3668917B2 - 複層食品の製造方法及び装置 - Google Patents
複層食品の製造方法及び装置 Download PDFInfo
- Publication number
- JP3668917B2 JP3668917B2 JP00151497A JP151497A JP3668917B2 JP 3668917 B2 JP3668917 B2 JP 3668917B2 JP 00151497 A JP00151497 A JP 00151497A JP 151497 A JP151497 A JP 151497A JP 3668917 B2 JP3668917 B2 JP 3668917B2
- Authority
- JP
- Japan
- Prior art keywords
- dough
- food
- core material
- piece
- multilayer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Classifications
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS OR NON-ALCOHOLIC BEVERAGES, NOT OTHERWISE PROVIDED FOR; PREPARATION OR TREATMENT THEREOF
- A23L13/00—Meat products; Meat meal; Preparation or treatment thereof
- A23L13/60—Comminuted or emulsified meat products, e.g. sausages; Reformed meat from comminuted meat product
- A23L13/65—Sausages
Landscapes
- Health & Medical Sciences (AREA)
- Nutrition Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Polymers & Plastics (AREA)
- Grain Derivatives (AREA)
- Bakery Products And Manufacturing Methods Therefor (AREA)
- General Preparation And Processing Of Foods (AREA)
- Jellies, Jams, And Syrups (AREA)
- Meat, Egg Or Seafood Products (AREA)
- Formation And Processing Of Food Products (AREA)
Description
【発明の属する技術分野】
この発明は、異質の食材を棒状に層着し、異食味の食品を容易に食用に供し得るようにすることを目的とした複層食品の製造方法及び装置に関する。
【0002】
【従来の技術】
従来パンにソーセージを挟み、又はパンにソーセージ又は各種食材を埋め込んだ食品が知られている。
【0003】
【発明により解決すべき課題】
前記従来の複合食品は、各食材を別々に調理して、食用に供する前にセットし、又はパンなどの上部へ凹入部を設け、該凹入部へソーセージ、その他の食材又はソースを入れた後、焼成して食用に供するなど知られているが、パンと他の食材との一体性が悪く、食用に供する際にも、必ずしも複合食材を食することができず、一部パンのみ、一部ソーセージのみとかを食しなければならなくなるなどの問題点があった。従ってパンと、食材との2つを組み合わせた外観、食感の域を出ることはできなかった。
【0004】
【課題を解決する為の手段】
然るにこの発明は、内外に複層食品としたもので、外観はもとより、食感としても一体感があって、前記従来の問題点を解決したのである。また取扱い上も一物品であった。
【0005】
即ちこの発明は、串刺しソーセージ類の芯材の外側に澱粉質を主体とし一部に水をつけた生地シートを巻きつけ、該生地シートの一側を伸ばして前記芯材と、生地シートとを一体的に付着させると共に、型盤を利用して生地シートに凹凸を形成し、ついでホイロをとって発酵させた後、蒸煮その他の加熱処理し、表面温度の低下後冷凍することを特徴とした複層食品の製造方法であり、凹凸成形は、型盤によって生地シートに螺旋状又は環状或いは凹凸状を設けて、表面積を増大すべく成形するものである。
【0006】
次に装置の発明は、常法により成形した生地シートの送り手段、生地シートの進行中に、これを所定の大きさの生地片に切断する切断手段、生地片の間隔制御手段、芯材を生地片上へ導く為の芯材送り手段、生地片上に水を付着させる水付着手段、芯材を生地片に巻込む芯材巻手段、出来た複層食品を成形機へ送る送入手段、及び凹凸成形手段を順次連結したことを特徴とする複層食品の製造装置である。更に生地シートの送り手段は、受けローラと円盤カッターを並列架設し、その下方にベルトコンベアの一端側を臨ませ、前記ベルトコンベアの他端側上部にギロチンカッターを架設したものであり、生地片の間隔制御手段は、切断した生地片を載せる支持コンベアと装置に、該支持コンベア装置を夫々軸方向へ移動させる装置を付設したものである。また水を付着させる装置は、水を含むスポンジローラを架設し、該スポンジローラと、生地片との間を往復する塗布ローラを付設したものであり、芯材巻手段は、生地片を送るコンベア装置と、生地片の一端を持ち上げて芯材の外周に巻きつけるべく案内する案内装置としたものである。次に複層食品の送入手段は、複層食品搬送コンベアの端部にシュートを連設し、該シュートの下端部に昇降できる複層食品受け装置を設置したものであり、凹凸形成手段は凹凸形成溝を有する上下盤により複層食品を挟み、前記上下盤を互いに逆方向へ平行移動させることを特徴としたものである。
【0007】
前記において、ソーセージ類に串を刺せば、取扱い上便利であるが、串無しでもこの発明の範囲に属する。また製造工程上、芯材としてソーセージその他の肉質、かつ調理済、半調理済の食材が好ましく、外層はパン生地、スポンジケーキ生地、まんじゅう生地など澱粉質を主材とすれば、異質の食材を加工容易に層着することができる。この発明の食品は常温又は冷凍で流通させる。
【0008】
【発明の実施形態】
この発明は芯材に生地シートを巻きつけ、芯材と生地シートとを一体化すると共に、所定の加圧凹凸成形を施し、ついで熱処理・冷凍などの加工を施す複層食品及びその製造方法である。
【0009】
また生地シートの送り手段、切断手段、生地片の間隔制御手段、芯材を生地片上へ導く芯材送り手段、生地片上へ水を付着させる水付着手段、芯材を生地片で巻き込む手段、複層食品を成形機への投入手段、凹凸成形手段などを順次連結した複層食品の製造装置である。
【0010】
【実施例1】
この発明の方法の実施例を図1に基づいて説明する。一端に串1を刺したソーセージ2を芯材3とする。一方強力小麦粉30.0部と、薄力小麦粉70.0部(即ち小麦粉100に対し)に、砂糖14.5%(重量、以下同じ)、塩0.4%、ベーキングパウダー0.46%、イースト1.4%、卵白0.5%及び水44.0%を撹拌機に混合し、低速3分混合した後ラード3.0%を投入し(要すれば再生生地投入)、ついで低速2分、高速6分撹拌して取出し、これを加圧して厚さ3mmの生地シート4とする。前記における再生生地の投入量は、好ましくは3〜5%とし、最大10%までとする。前記生地シート4を一本分の生地に截断し、生地片4aとする。
【0011】
前記生地片4aの上側両側に水5、5をつけると共に、芯材3にも水をつけた後、矢示6のように巻き込むと、複層食品生地7ができる。ついで複層食品生地7の串1側を矢示8のように加圧して串1に付着するまで伸ばして一体8aとする。このようにすれば、加熱処理に際して芯材3と生地片4aが分離するおそれはない。ついで型盤9、9aを利用して外層に凸条10を設けた後、室温38℃〜40℃、湿度70%で30分間発酵させる。発酵終了後、95℃〜98℃で13〜15分間蒸煮すれば、この発明の複層食品7aができる。これを室温まで冷却した後、−40℃で急速冷凍し、ついで−20℃で冷凍庫に保存する。
【0012】
前記において、蒸煮後直ちに販売する場合もあるが、工場生産する場合には、冷凍保存し、注文に応じ配送する。前記蒸煮に代えて油調する場合もある。
【0013】
前記冷凍食品は解凍すれば、そのまま食用に供することができる。
【0014】
【実施例2】
図2、3に基づいてこの発明の実施装置を説明する。
【0015】
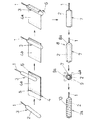
複層食品生地7をベルトコンベア11により矢示12のように搬送し、ベルトコンベア11の端部からシュート13を経て、下型盤9の一側凹部14aの受盤14上へ移す。受盤14は、下方のエアシリンダ15のロッド16と連結しているので、ロッド16を矢示17のように昇降すれば、受盤14が同方向へ昇降する。前記下型盤9の上面には螺旋条形成用の溝18が設けられており、上型盤9aの下面にも螺旋条形成用の溝19が設けられており、前記上下型盤9、9aは夫々螺杆20、21に螺合し、各螺杆20、21はその一端に咬み合うギヤー22、23と、駆動軸24のギヤー25とを介して回転され、上下型盤9、9aを互いに逆方向(矢示26、27)へ水平移動させる。前記上下型盤9、9aに挟まれた複層食品生地7の外周壁は前記上下型盤9、9aの加圧移動により、螺旋条その他の凹凸(上下型盤9、9aに設けられた溝などにより)が出来る。図中28はシュート、29は排出コンベア、30、31は上下型盤9、9aの案内杆である。
【0016】
前記実施例において、ベルトコンベア11により矢示12のように搬送された複層食品生地7は、矢示32のようにシュート13を経て凹部14aの受盤14上へ載る。この場合に凹部13が浅いと、複層食品生地がとび出るおそれがあるので、受盤14を下げておくが、受盤14上へ載ったならば、これを適度の高さまで上昇させる。この高さは、複層食品生地7の外側に設ける螺条などの深さを決めるものであるから、目的とする複層食品生地7の外層の厚さに応じて適宜定める。ついで上下型盤9、9aを矢示のように左右(図2中)に動かして凹凸条を設けたならば、下型盤9の右端からシュート28を経てベルトコンベア29上へ移動し、凹凸加工を終了し、次工程へ矢示65のように送られる。
【0017】
【実施例3】
この発明の切断装置の実施例を図4、5、6に基づいて説明する。機台32の一側上部に、受けローラ33と、これに平行するカッター軸34を並列架設し、前記カッター軸34には、円盤カッター35を所定間隔(生地片の巾)に固定する。前記機台32上には、ベルトコンベア36を敷設し、該ベルトコンベア36の始端側は、前記受けローラ33の下方に臨ませてあり、終端側は、前記機台32の右端(図4)に到っている。前記機台32の右端側上部には生地シート4を進行方向と直角に切断する切断刃37が昇降可能に架設してあり、切断刃37の支杆38は、上部を円板39に取付け、下部の長溝40に案内ピン41を挿通し、前記支杆38が昇降すると共に、刃部側が揺動して、切断刃37の動きと、生地シート4の移動をほぼ一致させている間に切断を終了する。図中42、42aはモータ、43、44、45はスプロケット、46、46aはチェイン、47a、47bはローラ、47は受けローラである。
【0018】
前記実施例において、生地シート4が矢示58のように送られると、カッター軸34の回転により、円盤カッター35で生地シート4はその進行方向と平行に切断され、ベルトコンベア36上へ移される。ついで切断刃37により生地シート4の進行方向と直角に切断して所定大きさの生地片4aとして矢示66のように、次工程に送る。
【0019】
【実施例4】
この発明の間隔制御手段の実施例を図7、8、9、10について説明する。この間隔制御手段は、生地シートを進行方向に6分割した場合を示す。先ず2列毎に3分割し、ついで2列を1列に分割する(図7)。
【0020】
即ち所定間隔の支台48a、48bの上方に案内杆49、50を上下に並列架設し、支台48a、48bの下方に駆動軸51を前記案内杆49、50と平行に架設する。前記案内杆49、50及び駆動軸51には支板52a、52bを所定間隔で対向して遊嵌し、該支板52a、52bの内側へ、前記案内杆49、50に遊嵌した摺動体54a、54bを固定し、摺動体54a、54bの間へ、中間体56を案内杆49、50に固定し、前記摺動体54a、54b及び中間体56の上部へ、案内板57a、57b、57c(全体は57とする)を水平に設置し、該案内板57a、57b、57cの左右に案内ローラ60a、60b、60c(全体は60とする)を夫々架設する(図8、9)。前記駆動軸51には、前記支板52、53の内側位置で、ドラム61a、61b、61c(全体は61とする)を夫々固定する。前記案内ローラ60a、60b、60cと、ドラム61a、61b、61cとにベルト62a、62b、62cを夫々装着してある。
【0021】
前記支板52、53の中間部には夫々エアシリンダ63a、63bを横設し、該エアシリンダ63a、63bのロッド64a、64bの突出端を夫々前記中間体56の突片53に固定してある。
【0022】
前記実施例において、図8中矢示68のように送られた生地片4aは、スプロケット69を回転し、駆動軸51を回転させて、ドラム61を矢示70の方向へ回転させることにより、ベルト62の移動に伴って、生地片4aが矢示71のように、ベルトコンベア62上へ載置される。そこで駆動軸51を停止すると共に、エアシリンダ63a、63bに加圧エアを送入して、ロッド64a、64bを矢示72、73の方向へ押し出すと、突片53が固定されているので、摺動体54a、54bも前記矢示72、73の方向へ平行に摺動する。前記ベルトコンベア62上には、夫々2列の生地片4aが載せられているので、生地片4aは2列宛分割されたことになる(図7)。
【0023】
【実施例5】
この発明の生地片の間隔制御装置の実施例を図11、12、13について説明する。
【0024】
支台76a、76bの上部に上下平行して固定された案内杆77、78と、支台76a、76bの下部に架設された駆動軸79に、支板80a、80bを遊嵌し、支板80a、80bの内側の案内杆77、78へ摺動体82a、82bを遊嵌し、駆動軸79へドラム84a、84bを固定する。前記摺動体82a、82bの上部へ案内板85a、85bを固定し、案内板85aの左右両側(図13)に案内ローラ87a、87aを架設し、前記ドラム84aと案内ローラ87a、87aにベルトコンベア88aを装着する。また支板80bにエアシリンダ89の基端を固定し、支板80aに前記エアシリンダ89のロッド90端を固定する。図中81はストッパー、84b、84c、84d、84e、84fはドラム、82b、82c、82d、82e、82fは摺動体、87b、87c、87d、87e、87fは案内ローラである。
【0025】
図13において、矢示91の方向から生地片4aが供給されると、スプロケット92と、駆動軸79の回転により、ドラム84a、案内ローラ87aを介してベルトコンベア88aが矢示93の方向へ移動するので、生地片4aは図13の鎖線図示のようにベルトコンベア88aの水平部上へ移行する。そこで駆動軸79を停止し、生地片4aをベルトコンベア88a上へ安定支持させた後、エアシリンダ89に加圧エアを供給して、ロッド90を矢示94の方向へ押し出すと、支板80も同方向へ移動するので、ベルトコンベア88a、88bは夫々生地片4aと共に分離される(図12)。そこで駆動軸79を回転すれば、ベルトコンベア88a、88b上にはなれてのった生地片4aを矢示67のように次工程へ送り込むことができる。
【0026】
【実施例6】
この発明の水塗布及び生地片巻きつけの実施例を図14、15、16、17、18について説明する。
【0027】
生地片4aを移送するベルトコンベア95を機台96上へ水平に架設し、機台96の一側上部へ、架台97を立設し、架台97上に水受け用の容器98を設置し、容器98の上方へ、スポンジローラ99を回動自在に架設し、スポンジローラ99の上方に水槽100からの送水管101、電磁バルブ102を介してノズル103が開口している。図中104は手動バルブである。架台97の下部には回動枠83の下部が回動可能に軸86で取付けられると共に、回動枠83の中間部に駆動用のロッド75がピン74で取付けられ、前記ロッド75のエアシリンダ105の基端は、前記架台97の上方に架設された梁材106に固定されている。また回動枠83の上部には、塗布ローラ107が前記スポンジローラ99と平行し、かつ離接できる用に支軸108に固定されている。前記支軸108は図17のように数個の塗布ローラ107を回動枠83に夫々架設している。図中109はチェン、110は減速モータ、111、112はスプロケットであって、スポンジローラ99を回転させる為の伝導用である。
【0028】
前記実施例において、エアシリンダ105に加圧エアを送り込み、ロッド103を矢示115の方向へ押し出すと、回動枠83は、軸86を中心にして矢示116の方向に回動するので、塗布ローラ107は矢示117のように移動して、その周面を生地片4a上に当接する。この場合に、ベルトコンベア95が矢示118の方向へ移動するので、塗布ローラ107は矢示119の方向へ回転し、保有している水を生地片4a面に塗布する。図14において、機台120上にベルトコンベア121を架設すると共に、該ベルトコンベア121の中央部上方へ芯材供給装置122を設置する。この芯材供給装置122は、芯材落下筒123の上方に案内筒124を直立させ、案内筒124の上部外側へシュート125を連設してある。また前記ベルトコンベア121の進行側先方に、支持板126を直立設置し、支持板126に回動板127の一側を軸128で回動自在に取付け、回動板127の上部他側の突部129に、ロッド130をピン131で連結し、ロッド130のエアシリンダ132の基端を前記支持板126の上部へピン133で取付け、前記回動板127の上板127aにはボルト134a、134bを所定間隔で貫通して取付けボルト134a、134bの先端にナイフ135を固定すると共に、前記ボルト134a、134bにはスプリング136a、136bを介装し、前記ナイフ135を常時均等に弾力的に支持する。前記において、ベルトコンベア121を矢示137の方向へ移動すると、生地片4aも同方向へ進行し、ついで生地片4a上へ芯材3が供給される。そこでナイフ135の先端により生地片4aを持ち上げると(図18b)、生地片4aの進行につれて生地片4aが芯材3にまきつき、更に生地片4aが前進すると(図18c)逐次巻き込まれる。この場合にナイフ135の高さ及び位置はロッド130の突出量により制御される。このようにして生地片4aが芯材3に巻きついた状態で次工程へ矢示92のように送られる。前記芯材3は、落下筒123から落下した状態で生地片4aの進行に同期して押し出されるので、生地片4aの適所に載置される。
【0029】
【発明の効果】
この発明によれば、芯材の外側へパン生地又は肉まん生地などの生地片を巻きつけ、成形後これを発酵・焼成(又は蒸煮)して製品としたものであるから、芯材と、生地片との風味を一度に味わうことができると共に、味及び外形の多様性を実現し得る効果がある。またこの発明の装置によれば、均質の複層食品を自動的かつ連続して多量生産し得る効果がある。
【図面の簡単な説明】
【図1】この発明の製造工程のフロー図。
【図2】同じく凹凸加工装置の一部を省略した正面図。
【図3】同じく一部を省略した平面図。
【図4】同じく切断機の拡大正面図。
【図5】同じく一部を省略した拡大側面図。
【図6】同じく一部を省略した拡大平面図。
【図7】同じく生地片の間隔調整装置の一部を省略した正面図。
【図8】同じく側面図。
【図9】同じく一部拡大正面図。
【図10】同じく生地片の分離を示す概念図。
【図11】同じく生地片の2枚を開く装置の一部を省略した正面図。
【図12】同じく一部拡大正面図。
【図13】同じく分離した拡大側面図。
【図14】同じく水塗布装置および巻込装置の一部を省略した正面図。
【図15】同じく水塗布装置の一部拡大正面図。
【図16】同じく一部を省略した一部拡大正面図。
【図17】同じく塗布ローラの全体の正面図。
【図18】(a)同じく芯材巻込み初期の説明図。
(b)同じく巻込み開始時の説明図。
(c)同じく巻込み中期の説明図。
(d)同じく巻込み終期の説明図。
【符号の説明】
1 串
2 ソーセージ
3 芯材
4 生地シート
4a 生地片
5 水(付着部)
7 複層食品生地
9、9a 型盤
10 凸条
11 ベルトコンベア
13 シュート
14 受盤
15 エアシリンダ
16 ロッド
19 溝
20、21 螺杆
22、23、25 ギヤー
24 駆動軸
28 シュート
29 ベルトコンベア
30、31 案内杆
32 機台
33 受けローラ
34 カッター軸
35 円盤カッター
36 ベルトコンベア
37 切断刃
38 支杆
39 円板
40 長溝
41 案内ピン
42 モータ
43、44、45 プーリー
46 ベルト
48 支台
49、50 案内杆
51 駆動軸
52a、52b 支板
54、55 摺動体
56 中間体
57a、57b、57c 案内板
60a、60b、60c 案内ローラ
61a、61b、61c ドラム
62a、62b、62c ベルトコンベア
63a、63b エアシリンダ
64a、64b ロッド
67 突片
69 スプロケット
76a、76b 支台
77、78 案内杆
79 駆動軸
80a、80b 支板
81 ストッパー
82a、82b 摺動体
83 回動枠
84 ドラム
85a、85b 案内板
87a、87b 案内ローラ
88a、88b ベルトコンベア
89 エアシリンダ
90 ロッド
91、93、94 矢示
92 スプロケット
95 ベルトコンベア
96 機台
97 架台
98 容器
99 スポンジローラ
100 水槽
103 ノズル
104 バルブ
105 エアシリンダ
106 梁材
107 塗布ローラ
108 支軸
109 枠体
110 減速モータ
111、112 スプロケット
120 機台
121 ベルトコンベア
122 芯材供給装置
123 落下筒
124 案内筒
125 シュート
126 支持板
127 回動板
128 軸
129 突部
130 ロッド
131、133 ピン
132 エアシリンダ
134a、134b ボルト
135 ナイフ
136a、136b スプリング
Claims (9)
- 串刺しソーセージ類の芯材の外側に澱粉質を主体とし一部に水をつけた生地シートを巻きつけ、該生地シートの一側を伸ばして前記芯材と、生地シートとを一体的に付着させると共に、型盤を利用して生地シートに凹凸を形成し、ついでホイロをとって発酵させた後、蒸煮その他の加熱処理し、表面温度の低下後冷凍することを特徴とした複層食品の製造方法。
- 凹凸成形は、型盤によって生地シートに螺旋状又は環状或いは凹凸状を設けて、表面積を増大すべく成形することを特徴とした請求項1記載の複層食品の製造方法。
- 請求項1記載の複層食品の製造に用いる装置であって、成形した生地シートの送り手段、生地シートの進行中に、これを所定の大きさの生地片に切断する切断手段、生地片の間隔制御手段、芯材を生地片上へ導く為の芯材送り手段、生地片上に水を付着させる水付着手段、芯材を生地片に巻込む芯材巻手段、出来た複層食品を成形機へ送る送入手段、及び凹凸成形手段を順次組み合せたことを特徴とする複層食品の製造装置。
- 生地シートの送り手段は、受けローラと円盤カッターを並列架設し、その下方にベルトコンベアの一端側を臨ませ、前記ベルトコンベアの他端側上部にギロチンカッターを架設したことを特徴とする請求項3記載の複層食品の製造装置。
- 生地片の間隔制御手段は、切断した生地片を載せる支持コンベア装置に、該支持コンベア装置を夫々軸方向へ移動させる装置を付設したことを特徴とする請求項3記載の複層食品の製造装置。
- 水を付着させる装置は、水を含むスポンジローラを架設し、該スポンジローラと、生地片との間を往復する塗布ローラを付設したことを特徴とする請求項3記載の複層食品の製造装置。
- 芯材巻手段は、生地片を送るコンベア装置と、生地片の一端を持ち上げて芯材の外周に巻きつけるべく案内する案内装置としたことを特徴とする請求項3記載の複層食品の製造装置。
- 複層食品の送入手段は、複層食品搬送コンベアの端部にシュートを連設し、該シュートの下端部に昇降できる複層食品受け装置を設置したことを特徴とする請求項3記載の複層食品製造装置。
- 凹凸形成手段は、凹凸形成溝を有する上下型盤により複層食品を挟み、前記上下型盤を互いに逆方向へ平行移動させることを特徴とした請求項3記載の複層食品製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP00151497A JP3668917B2 (ja) | 1997-01-08 | 1997-01-08 | 複層食品の製造方法及び装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP00151497A JP3668917B2 (ja) | 1997-01-08 | 1997-01-08 | 複層食品の製造方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10191899A JPH10191899A (ja) | 1998-07-28 |
| JP3668917B2 true JP3668917B2 (ja) | 2005-07-06 |
Family
ID=11503602
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP00151497A Expired - Fee Related JP3668917B2 (ja) | 1997-01-08 | 1997-01-08 | 複層食品の製造方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3668917B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7198017B2 (ja) * | 2018-09-18 | 2022-12-28 | 株式会社ニップン | 中空を有する筒状生地の製造方法 |
-
1997
- 1997-01-08 JP JP00151497A patent/JP3668917B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10191899A (ja) | 1998-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA1260318A (en) | Food production apparatus and method for the production of food | |
| US7677880B2 (en) | Apparatus for forming hand-formed style patty using a patty-forming machine | |
| US3901137A (en) | Automatic enchilada machine | |
| EP2837288B1 (en) | Layered food production device and production method | |
| US20070275143A1 (en) | Pie top forming apparatus and method | |
| US5287781A (en) | Dough feeder/cutter | |
| US5509350A (en) | Machine for layering strips of food material | |
| CN104172452B (zh) | 云腿月饼全自动生产线 | |
| JP3668917B2 (ja) | 複層食品の製造方法及び装置 | |
| CN112088919A (zh) | 一种钢带类全自动蛋糕生产线 | |
| US20230380473A1 (en) | Crumble pieces comprising plant-sourced lipid and inulin | |
| JP2012115974A (ja) | 食肉スライサーおよび食肉スライス方法 | |
| CN114190413A (zh) | 一种速冻饺子皮生产用自动撒面模切装置 | |
| US20230380474A1 (en) | Automated Burrito Maker | |
| CN212382014U (zh) | 一种钢带类全自动蛋糕生产线 | |
| CN212590103U (zh) | 一种仿手工馒头生产线 | |
| US5656318A (en) | Method and apparatus for packaging uncooked food products | |
| JP4111443B2 (ja) | 串団子製造方法および装置 | |
| CN219030875U (zh) | 一种火腿制品生产包装提料进料装置 | |
| JPH0923830A (ja) | 具を挟んだ米飯成形体及び該米飯成形体に食材フィルムを被せた寿司並びにそれらの製造方法及び装置 | |
| BR102023011283A2 (pt) | Máquina e método para fechamento automático de massas recheadas | |
| CN107668111B (zh) | 烘烤装置 | |
| CN107581203B (zh) | 饼成形机 | |
| RU2671535C2 (ru) | Автоматизированная линия для производства осетинских пирогов | |
| CN117256644A (zh) | 一种高自动化蛋皮面包生产线及蛋皮面包生产工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040330 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041026 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050208 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050331 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090422 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100422 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110422 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120422 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130422 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130422 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140422 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |