JP3674554B2 - 排気微粒子捕集用フィルタへの触媒コーティング方法 - Google Patents
排気微粒子捕集用フィルタへの触媒コーティング方法 Download PDFInfo
- Publication number
- JP3674554B2 JP3674554B2 JP2001247640A JP2001247640A JP3674554B2 JP 3674554 B2 JP3674554 B2 JP 3674554B2 JP 2001247640 A JP2001247640 A JP 2001247640A JP 2001247640 A JP2001247640 A JP 2001247640A JP 3674554 B2 JP3674554 B2 JP 3674554B2
- Authority
- JP
- Japan
- Prior art keywords
- catalyst
- cell
- exhaust
- cell space
- filler
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Catalysts (AREA)
- Exhaust Gas After Treatment (AREA)
- Processes For Solid Components From Exhaust (AREA)
- Filtering Materials (AREA)
- Exhaust Gas Treatment By Means Of Catalyst (AREA)
Description
【発明の属する技術分野】
本発明は、内燃機関の排気浄化装置として用いられる触媒機能付き排気微粒子捕集用フィルタへの触媒コーティング方法に関する。
【0002】
【従来の技術】
大気汚染防止の要請から、内燃機関、特にディーゼルエンジンの排気中に含まれる微粒子(粒子状物質;PM)の大気への放出を抑制する必要があり、このため、排気系にディーゼルパティキュレートフィルタ(DPF)と呼ばれる排気微粒子捕集用フィルタを装着することが行われている。
【0003】
排気微粒子捕集用フィルタは、特開昭56−148607号公報に記載されているように、ハニカム構造体からなり、その多孔質の格子状セル壁により仕切られて複数のセル空間が設けられ、隣接するセル空間同士で、一方のセル空間は出口側、他方のセル空間は入口側が交互に封止(目詰め)されており、内燃機関からの排気が、入口側が開口し出口側を封止されているセル空間に流入し、多孔質のセル壁(その気孔)を介して、入口側を封止され出口側が開口しているセル空間に流出する際に、セル壁にて排気中の微粒子を捕集するものである。
【0004】
また、排気流入側若しくは排気流出側となるセル空間のうち少なくとも一方のセル空間の内面(当該セル空間に面するセル壁の表面)に触媒をコーティングすることで、この触媒の作用により、排気中のHC、NOなどを同時に浄化するようにしている。
ところで、担体に触媒をコーティングする方法としては、従来より、液体媒体に触媒成分を混入したスラリーに、担体を浸け込んだ後、これを引き上げ、乾燥焼成工程を経て触媒化するという方法が一般的に採用されてきた。
【0005】
【発明が解決しようとする課題】
しかしながら、上記従来の触媒コーティング方法では、DPFなどの特殊構造の担体に触媒層を形成する場合に、次のような問題がある。
すなわち、DPFなどでは、担体内部のセル空間が交互に出口側又は入口側を封止された構造となっているため、スラリーに担体全体を浸け込んだ後引き上げた結果として付される触媒層は不均一なものとなり易く、特にセル空間の矩形断面における隅部に表面張力により多くの触媒が付着する結果となる。
【0006】
その一方、DPFなどでは、排気はセル壁を通り抜けて行くが、その際、セル空間の矩形断面における隅部近傍では排気がセル壁を通り抜けにくくい。
つまり、従来のDPFなどでは、排気が集中的に通り抜けるセル空間の矩形断面の各辺の中央部には、触媒が少なかったり、不均一となっている反面、排気が通り抜けにくい隅部に無駄に多量の触媒が付着していることになり、高価な触媒が無駄にコーティングされていて、触媒を有効に使用できていないという問題点があった。
【0007】
本発明は、このような実状に鑑み、触媒を無駄なく有効に使用することのできる触媒付き排気微粒子捕集用フィルタへの触媒コーティング方法を提供することを目的とする。
【0008】
【課題を解決するための手段】
このため、本発明に係る排気微粒子捕集用フィルタへの触媒コーティング方法は、ハニカム構造体の多孔質の格子状セル壁により仕切られて複数のセル空間が設けられ、隣接するセル空間同士で、一方のセル空間は出口側、他方のセル空間は入口側が交互に封止されている排気微粒子捕集用フィルタに対し、その排気流入側若しくは排気流出側となるセル空間のうち少なくとも一方のセル空間の内面に触媒をコーティングする際に、前記触媒をコーティングする側のセル空間の矩形断面における隅部を、多孔質の充填材で埋めてから、当該セル空間の内面に触媒をコーティングすることを特徴とする。
【0010】
ここで、前記充填材で埋める際は、前記フィルタを前記充填材を含有する溶液に浸けて引き上げることで、前記隅部に前記充填材を付着させる。尚、前記充填材としては、アルミナが望ましい。
前記セル空間の内面に触媒をコーティングする際は、前記セル壁を通過させることのできる流体媒体(液体媒体又は気体媒体)に触媒成分を混入したスラリーを前記触媒をコーティングする側のセル空間より流入させ、前記流体媒体を前記セル壁を通過させて反対側のセル空間より流出させる一方、前記触媒成分を前記セル壁上に堆積させる。
【0011】
【発明の効果】
本発明によれば、触媒をコーティングする側のセル空間の矩形断面における隅部を、多孔質の充填材(望ましくはアルミナ)で埋めてから、当該セル空間の内面に触媒をコーティングすることで、排気が通り抜けにくい隅部への触媒層を薄く形成することが可能となり、触媒を無駄なく有効に使用することができて、コスト低減等を図ることができる。
【0012】
また、充填材で埋める際は、フィルタを充填材を含有する溶液に浸けて引き上げることで、簡単な方法で、セル空間の隅部に表面張力により充填材を付着させることができる。
【0013】
その一方、セル空間の内面に触媒をコーティングする際は、セル壁を通過させることのできる流体媒体に触媒成分を混入したスラリーを用い、これを排気の流れと同様に、セル壁を通過させることで、触媒成分をセル壁上に堆積させるので、排気の通り抜ける部分に集中的に触媒をコーティングすることができ、この方法で、セル空間の矩形断面の各辺の中央部が最も厚くなるように触媒層を形成することができる。従って、触媒層は、セル空間の矩形断面の各辺の中央部が最も厚くなるように形成されるので、排気が集中的に通り抜ける部分の触媒を多くして、触媒を更に無駄なく有効に使用することができる。
【0014】
【発明の実施の形態】
以下に本発明の実施の形態を図面に基づいて説明する。
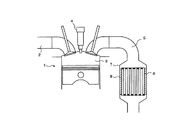
図1は本発明の一実施形態を示す内燃機関の排気系の概略図である。
内燃機関(ディーゼルエンジン)1においては、吸気マニホールド2より各気筒の燃焼室3内に空気が吸入される一方、燃料噴射ノズル4より燃焼室3内に直接燃料が噴射供給されて、圧縮自己着火により燃焼し、燃焼後の排気は排気マニホールド5より排出される。
【0015】
ここで、排気マニホールド5(その集合部)の直下には、排気中の微粒子(以下PMという)を捕集すべく、本発明に係る排気微粒子捕集用フィルタ(以下DPFという)6が配置されている。
DPF6は、図2の斜視図にも示すように、多孔質セラミックからなり、円柱状の外形を有するハニカム構造体であり、拡径された円筒状のケーシング7内に、保持マット8を介して、収納されている。
【0016】
DPF6の内部構造について説明すると、ハニカム構造体の拡大断面図である図3に示すように、ハニカム構造体の多孔質の格子状セル壁11により仕切られて複数の並列なセル空間12が設けられ、各セル空間12はそれぞれ排気流れ方向に延在している。そして、セル空間12の隣接するもの同士において、一方は出口側を、他方は入口側を、それぞれ封止材13、14により交互に封止してある。
【0017】
以下では、入口側が開口し出口側を封止材13により封止されているセル空間12を排気流入側セル空間12Aといい、入口側を封止材14により封止され出口側が開口しているセル空間12を排気流出側セル空間12Bという。
ここで、内燃機関1からの排気は、排気流入側セル空間12Aに流入し、多孔質のセル壁11(その気孔)を介してのみ、排気流出側セル空間12Bに流出するので、セル壁11にて排気中のPMを確実に捕集することができる。
【0018】
また、排気流入側セル空間12A内(セル空間12Aに面するセル壁11の表面)には、触媒をコーティングして、触媒層15を形成することで、排気中のPMの捕集と同時に、触媒の作用により、排気中のHC、COの酸化反応を促進して、これらの浄化を図ることができる。また、その反応熱により、堆積したPMを加熱し、排気中の酸素の下で燃焼除去することができる。特に、本DPF6が排気マニホールド5の直下に配置される場合には、高温の排気の下、触媒での反応熱のみで、PMを燃焼除去して再生することができ、電気ヒータやバーナーを用いることなく、自己再生可能となる。
【0019】
しかし、排気流入側セル空間12Aから排気流出側セル空間12Bへ通り抜ける排気の流れについて検証すると、図4に示すように、セル空間の矩形断面の各辺の中央部をより多くの排気が通り抜け、矩形断面の隅部付近を通り抜ける排気は少ない。その一方、従来のコーティング方法では、図4に点線で示すように、隅部に多くの触媒が付着する結果、触媒を有効に使用できない。
【0020】
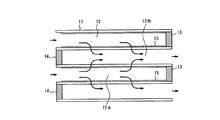
そこで、本発明では、触媒のコーティングに先立って、図5(a)に示すように、排気流入側セル空間12Aの矩形断面における隅部(四隅)をアルミナ等の多孔質の充填剤16で埋める。
具体的には、アルミナを含有する溶液に浸けた後、引き上げることで、表面張力により四隅にアルミナを付着させ、この後、乾燥させる。従来の触媒コーティング方法では、触媒溶液は表面張力によりセル空間の隅部に溜まることから、これを利用し、DPFをアルミナ溶液に浸けた後、引き上げて乾燥させることで、図5(a)のようにセル空間の四隅にだけアルミナを堆積させるのである。
【0021】
この後、図5(b)に示すように、その上から、Pt、Pd、Rh等の貴金属を含有する触媒をコーティングして、触媒層15を形成する。
具体的には、例えば図6に示す方法で、触媒コーティングを行う。
DPF6の触媒をコーティングする側である排気流入側セル空間12Aの開口部側を下にして、そのDPF6の下端面に対して、スラリー供給通路51を接続する。この供給通路51の接続側端部には、DPF6外周を包囲することができる程度の拡径部51aが設けられ、供給通路51からのスラリーはこの拡径部51a内に蓄えられ、DPF6の下端面をスラリーに浸け込むことができるようになっている。
【0022】
また、DPF6の上端面に対しては、スラリー吸引通路53を接続する。この吸引通路53の接続側端部にも拡径部53aが設けられるが、この拡径部53aは、適切なシール手段などを介してDPF6と拡径部53aとの間をシールすることができる程度のものである。
これらに加えて、スラリー供給側には、余剰なスラリーを回収するためのスラリー回収通路55が設けられる。この回収通路55の一端には、供給通路51の拡径部51aを包囲する拡径部55aが設けられ、供給された全スラリーのうちDPF6内に吸入されたもの以外の余剰分を受け、回収可能となっている。
【0023】
尚、ここでいうスラリーとは、液体媒体に触媒成分を混入したものであり、この液体媒体は、吸引通路53からの吸引力によってDPF6のセル壁を容易に通過させることができる。
ここにおいて、供給通路51の拡径部51a内にスラリーを蓄え、DPF6の下端をスラリーに浸け込んだ状態で、吸引通路53を介して吸引力を働かせると、拡径部51a内のスラリーは、DPF6内に吸入される。
【0024】
このとき、DPF6内では、図3での排気の流れをスラリーに置き換えてみるとわかるように、スラリーは図示矢印のごとく排気流入側セル空間12Aからセル壁11を透過して排気流出側セル空間12Bに流出し、これによりDPF6外へ抜けて、吸引通路53内に導かれる。
このとき、スラリーの液体媒体自体はセル壁11を通過するものの、触媒成分は、その粒径にもよるが、セル壁11を通過することができず、その上に堆積して触媒層15を形成する。従って、この後に乾燥焼成工程を経ることにより、充分な強度の触媒層15を形成することができる。
【0025】
尚、上記の説明では、スラリーを吸引することによってDPF6内に導入したが、スラリーの供給圧力その他の圧縮手段によってスラリーをDPF6内に押し込むことでも、同様の触媒コーティングを行うことができる。また、液体媒体に代えて、気体媒体を用いることも可能である。
以上のように、本発明では、触媒をコーティングする側のセル空間12Aの矩形断面における隅部を、アルミナ等の多孔質の充填剤16で埋めてから、当該セル空間12Aの内面に触媒をコーティングするわけであるが、触媒コーティング前(隅部をアルミナで埋めた状態)と、触媒コーティング後とで、セル壁11を通り抜けるガス流量分布をシミュレートしたところ、図7のごとくとなった。
【0026】
図7(a)は触媒コーティング前(隅部をアルミナで埋めた状態)の流量分布、図7(b)は触媒コーティング後の流量分布である。
隅部をアルミナで埋めることで、流量分布はより偏り、セル空間12Aの矩形断面の各辺の中央部を通り抜けるようになり、このような状態においてスラリーをセル壁11を通過させて触媒コーティングを行うことで、触媒もセル空間12Aの矩形断面の各辺の中央部に厚く堆積する。
【0027】
実際、触媒コーティング後、触媒の堆積量分布を分析したところ、図7(b)のようにセル空間11の矩形断面の各辺の中央部に多くの触媒が堆積したことがわかり、触媒コーティング後の流量分布とほぼ一致した。
以上のことから、排気ガスと触媒とが効率良く接触する構造となっており、触媒を有効活用できると考えられる。
【0028】
次に実験結果について説明する。
DPFの排気流入側のセル空間の隅部をアルミナで埋めた後、触媒をコーティングした。ここで、アルミナ種、触媒種は同一とし、また、DPF1個当たりの触媒の量(貴金属量)も同一として、アルミナと触媒との比のみを下記のように変化させた。
【0029】
触媒A アルミナ:触媒=0:100
触媒B アルミナ:触媒=20:80
触媒C アルミナ:触媒=40:60
この場合の評価結果を図8に示す。
Aと比較し、B、C共に、HC浄化率、CO浄化率、PM燃焼除去量の全てにおいて、性能が向上しており、触媒が効果的に作用していることが明らかとなった。
【0030】
尚、本実施形態では、触媒での反応熱によりDPFの自己再生を図るため、排気流入側のセル空間12A内に触媒をコーティングしているが、場合によっては、排気流出側のセル空間12B内に触媒をコーティングしてもよいし、両方に触媒をコーティングしてもよい。排気流出側のセル空間12B内に触媒をコーティングする場合も、これに先立ってそのセル空間12Bの隅部にアルミナ等の充填材で埋めることは勿論である。
【図面の簡単な説明】
【図1】 本発明の一実施形態を示す内燃機関の排気系の概略図
【図2】 DPFの斜視図
【図3】 DPFの内部構造を示す拡大断面図
【図4】 DPFでのセル壁を通り抜ける排気の流れを示す図
【図5】 DPFでの触媒コーティング前後のセル空間の断面図
【図6】 触媒コーティング方法を示す図
【図7】 触媒コーティング前後の流量分布を示す図
【図8】 実験結果を示す図
【符号の説明】
1 内燃機関
5 排気マニホールド
6 DPF
11 セル壁
12 セル空間
12A 排気流入側セル空間
12B 排気流出側セル空間
13 出口側封止材
14 入口側封止材
15 触媒層
16 充填材(アルミナ)
Claims (2)
- ハニカム構造体の多孔質の格子状セル壁により仕切られて複数のセル空間が設けられ、隣接するセル空間同士で、一方のセル空間は出口側、他方のセル空間は入口側が交互に封止されている排気微粒子捕集用フィルタに対し、その排気流入側若しくは排気流出側となるセル空間のうち少なくとも一方のセル空間の内面に触媒をコーティングする際に、
前記触媒をコーティングする側のセル空間の矩形断面における隅部を、多孔質の充填材で埋めてから、当該セル空間の内面に触媒をコーティングするようにし、
前記充填材で埋める際は、前記フィルタを前記充填材を含有する溶液に浸けて引き上げ、前記隅部に前記充填材を付着させ、
前記セル空間の内面に触媒をコーティングする際は、前記セル壁を通過させることのできる流体媒体に触媒成分を混入したスラリーを前記触媒をコーティングする側のセル空間より流入させ、前記流体媒体を前記セル壁を通過させて反対側のセル空間より流出させる一方、前記触媒成分を前記セル壁上に堆積させることを特徴とする排気微粒子捕集用フィルタへの触媒コーティング方法。 - 前記充填材はアルミナであることを特徴とする請求項1記載の排気微粒子捕集用フィルタへの触媒コーティング方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001247640A JP3674554B2 (ja) | 2001-08-17 | 2001-08-17 | 排気微粒子捕集用フィルタへの触媒コーティング方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001247640A JP3674554B2 (ja) | 2001-08-17 | 2001-08-17 | 排気微粒子捕集用フィルタへの触媒コーティング方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003053117A JP2003053117A (ja) | 2003-02-25 |
| JP3674554B2 true JP3674554B2 (ja) | 2005-07-20 |
Family
ID=19076934
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001247640A Expired - Fee Related JP3674554B2 (ja) | 2001-08-17 | 2001-08-17 | 排気微粒子捕集用フィルタへの触媒コーティング方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3674554B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0405015D0 (en) * | 2004-03-05 | 2004-04-07 | Johnson Matthey Plc | Method of loading a monolith with catalyst and/or washcoat |
| DE102004040551A1 (de) * | 2004-08-21 | 2006-02-23 | Umicore Ag & Co. Kg | Verfahren zur Beschichtung eines Wandflußfilters mit einer Beschichtungszusammensetzung |
| DE102004040550A1 (de) * | 2004-08-21 | 2006-02-23 | Umicore Ag & Co. Kg | Verfahren zur Beschichtung eines Wandflußfilters mit einer Beschichtungszusammensetzung |
| KR100625219B1 (ko) | 2004-11-22 | 2006-09-20 | (주) 세라컴 | 디젤 자동차 배기가스 정화용 촉매필터의 제조방법 |
| JP5233026B2 (ja) * | 2006-03-06 | 2013-07-10 | Dowaエレクトロニクス株式会社 | Dpfの製造法 |
| JP5632318B2 (ja) * | 2011-03-24 | 2014-11-26 | 日本碍子株式会社 | ハニカムフィルタ及びその製造方法 |
| JP5916416B2 (ja) * | 2012-02-10 | 2016-05-11 | 日本碍子株式会社 | 目封止ハニカム構造体およびこれを用いたハニカム触媒体 |
| JP6594149B2 (ja) | 2015-10-05 | 2019-10-23 | 株式会社キャタラー | 排ガス浄化装置 |
-
2001
- 2001-08-17 JP JP2001247640A patent/JP3674554B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003053117A (ja) | 2003-02-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7422199B2 (ja) | 膜を有する触媒ウォールフロー型フィルター | |
| JP3387290B2 (ja) | 排ガス浄化用フィルター | |
| JP5747952B2 (ja) | 触媒コンバータの製造方法 | |
| JP5208897B2 (ja) | ハニカムフィルタ | |
| JP5208886B2 (ja) | 触媒担持フィルタ | |
| WO2005037406A1 (ja) | ハニカム構造体 | |
| CN101330961A (zh) | 低压降的涂覆的柴油机废气过滤器 | |
| CN1474043A (zh) | 排气净化过滤器催化剂 | |
| CN109996595A (zh) | 具有部分表面涂层的催化壁流式过滤器 | |
| JP2004084666A (ja) | ディーゼルエンジンの排気ガスからのスス微粒子の除去 | |
| CN1615171A (zh) | 滚动再生柴油机颗粒捕集器 | |
| JPH0160652B2 (ja) | ||
| JP3674554B2 (ja) | 排気微粒子捕集用フィルタへの触媒コーティング方法 | |
| US20070189936A1 (en) | Exhaust gas-cleaning apparatus | |
| JP3269535B2 (ja) | ディーゼルエンジン用排気ガス浄化触媒 | |
| CN102149903A (zh) | 柴油发动机的排气净化装置 | |
| JP2003056327A (ja) | 自己再生型排気微粒子捕集用フィルタ | |
| JP6828201B2 (ja) | ハニカム構造型触媒、排ガス浄化装置及び排ガス浄化方法 | |
| US20060078479A1 (en) | Filter assembly for an exhaust treatment device | |
| JP2003220342A (ja) | 排ガス浄化用フィルター | |
| JP2004243189A (ja) | 内燃機関の排ガス浄化装置 | |
| JP2002295226A (ja) | ディーゼル排気ガス粒子浄化装置 | |
| KR100307783B1 (ko) | 자동차의매연여과장치 | |
| JP2008264631A (ja) | 排ガス浄化用フィルタ触媒 | |
| JP2024000772A (ja) | ディーゼルパティキュレートフィルタ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050405 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050418 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090513 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090513 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100513 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110513 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130513 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140513 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |