JP3674970B2 - ピストンの鋳造方法 - Google Patents
ピストンの鋳造方法 Download PDFInfo
- Publication number
- JP3674970B2 JP3674970B2 JP30788794A JP30788794A JP3674970B2 JP 3674970 B2 JP3674970 B2 JP 3674970B2 JP 30788794 A JP30788794 A JP 30788794A JP 30788794 A JP30788794 A JP 30788794A JP 3674970 B2 JP3674970 B2 JP 3674970B2
- Authority
- JP
- Japan
- Prior art keywords
- piston
- fiber
- casting
- silicon
- cavity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005266 casting Methods 0.000 title claims description 36
- 238000000034 method Methods 0.000 title claims description 27
- 239000000835 fiber Substances 0.000 claims description 73
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 24
- 239000010703 silicon Substances 0.000 claims description 24
- 229910052710 silicon Inorganic materials 0.000 claims description 24
- 229910052751 metal Inorganic materials 0.000 claims description 22
- 239000002184 metal Substances 0.000 claims description 22
- 239000012783 reinforcing fiber Substances 0.000 claims description 13
- 229910000676 Si alloy Inorganic materials 0.000 claims description 12
- CSDREXVUYHZDNP-UHFFFAOYSA-N alumanylidynesilicon Chemical compound [Al].[Si] CSDREXVUYHZDNP-UHFFFAOYSA-N 0.000 claims description 12
- 239000013078 crystal Substances 0.000 claims description 12
- 239000011159 matrix material Substances 0.000 claims description 8
- 239000000155 melt Substances 0.000 claims description 3
- 238000001914 filtration Methods 0.000 claims description 2
- 238000009825 accumulation Methods 0.000 claims 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 11
- 230000008602 contraction Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 229910000838 Al alloy Inorganic materials 0.000 description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 238000013459 approach Methods 0.000 description 3
- 239000004917 carbon fiber Substances 0.000 description 3
- 238000002485 combustion reaction Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 230000001629 suppression Effects 0.000 description 3
- 238000010008 shearing Methods 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 238000009750 centrifugal casting Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000005496 eutectics Effects 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2201/00—Metals
- F05C2201/02—Light metals
- F05C2201/021—Aluminium
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2251/00—Material properties
- F05C2251/04—Thermal properties
- F05C2251/042—Expansivity
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2253/00—Other material characteristics; Treatment of material
- F05C2253/16—Fibres
Landscapes
- Reciprocating Pumps (AREA)
- Pistons, Piston Rings, And Cylinders (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
Description
【産業上の利用分野】
本発明は、内燃機関、往復動型圧縮機、往復動型ポンプ等に用いられるピストンの鋳造方法に関する。
【0002】
【従来の技術】
従来、特公昭52−27608号公報、特開昭57−101641号公報、特開昭57−98647号公報に耐摩耗性アルミニウム合金材の鋳造方法が開示されている。これらの鋳造方法では、過共晶アルミニウム−珪素合金の溶湯を遠心鋳造することにより、耐摩耗性アルミニウム合金材を得ている。
【0003】
こうして得られた耐摩耗性アルミニウム合金材では、比重差及び遠心力で初晶珪素が円筒状に凝集するため、円筒状の耐摩耗面をもつ耐摩耗摺動部材として利用可能である。
また、本出願人は、特開昭60−63344号公報において、過共晶アルミニウム−珪素合金製の耐摩耗摺動部材を提案した。この耐摩耗摺動部材を鋳造する場合、まず圧力鋳造可能な鋳造金型と、アルミナ短繊維等の補強繊維が集積された繊維集積体と、過共晶アルミニウム−珪素合金の溶湯を用意する。鋳造金型には、軸方向に延在するキャビティが形成されている。そして、キャビティを構成する一端面に繊維集積体を配置し、キャビティ内に溶湯を注湯して圧力鋳造し、繊維集積体内に溶湯を浸漬させる。このとき、繊維集積体が溶湯内の初晶珪素を濾過するため、繊維集積体側には高濃度の初晶珪素が凝集される。溶湯の凝固後、過共晶アルミニウム−珪素合金からなるマトリックスと、このマトリックス中に分散された補強繊維とからなる元の繊維集積体の部分が除去され、耐摩耗摺動部材が得られる。
【0004】
こうして得られた耐摩耗摺動部材では、元の繊維集積体の部分を除去して得られる耐摩耗面に高濃度の初晶珪素が凝集され、残部の母材には耐摩耗面から遠ざかるに従って低濃度になる初晶珪素が存在することとなる。このため、平面状の耐摩耗面において高い耐摩耗性を発揮できるとともに、耐摩耗面から遠ざかるに従って初晶珪素を低濃度で含有する母材において強靱性及び高被削性を発揮することができる。
【0005】
【発明が解決しようとする課題】
しかし、特公昭52−27608号公報等の遠心鋳造により得られる耐摩耗摺動部材は、そのままでは円筒状であるため、これを内燃機関等のピストンにそのまま採用することはできない。
一方、特開昭60−63344号公報の耐摩耗摺動部材は、そのまま柱状のものが得られるため、これを内燃機関等のピストンに採用することも考えられる。そして、この耐摩耗摺動部材は、耐摩耗面に近づくに従って熱膨脹係数が小さくなるため、耐摩耗面をピストンヘッドとした場合、最も加熱・冷却が繰り返されやすいピストンヘッドでの熱膨脹・熱収縮を抑制でき、ボア内で優れた摺動性を発揮し得るとも考えられる。さらに、この耐摩耗摺動部材は、耐摩耗面が高濃度の初晶珪素を凝集して高強度にされているため、耐摩耗面をピストンヘッドとした場合、最も圧力変動を受けるピストンヘッドでの変形を抑制でき、ボア内で優れた耐久性を発揮し得るとも考えられる。
【0006】
しかしながら、この耐摩耗摺動部材では、溶湯の凝固後、元の繊維集積体の部分を除去している。このため、ピストンヘッドでの熱膨脹・熱収縮の抑制及び圧力変動による変形の抑制のさらなる改善を望んだ場合、耐摩耗面の熱膨脹係数が母材側のそれと比較して未だ十分に小さくなっていないとともに、耐摩耗面の強度、特に剪断強度が未だ十分でない。
【0007】
本発明は、上記従来の実情に鑑みてなされたものであって、ピストンヘッドでの熱膨脹・熱収縮の抑制及び圧力変動による変形の抑制のさらなる改善を実現可能なピストンの鋳造方法を提供することを目的とする。
【0008】
【課題を解決するための手段】
(1)請求項1のピストンの鋳造方法は、軸方向に延在するピストン形状のキャビティをもち、圧力鋳造可能な鋳造金型と、該キャビティより小径に補強繊維が集積された繊維集積体と、過共晶アルミニウム−珪素合金の溶湯を用意する第1工程と、
該キャビティを構成するピストンヘッド側の一端面の中央に該繊維集積体を配置する第2工程と、
該キャビティ内に該溶湯を注湯して圧力鋳造し、該繊維集積体が該溶湯内の初晶珪素を濾過することで該繊維集積体内に該溶湯を浸漬させ過共晶アルミニウム−珪素合金からなるマトリックスと該繊維集積体とからなる繊維強化金属を形成するとともに該繊維集積体に隣接する外域に高濃度の該初晶珪素を凝集させたリッチ層と該繊維集積体から遠ざかるに従って該初晶珪素を低濃度としたプアー層とを形成する第3工程と、を有することを特徴とする。
【0009】
補強繊維としては、アルミナ短繊維、カーボン繊維、炭化珪素繊維、アルミナ−シリカ繊維、ガラス繊維、炭化珪素ウィスカ、透過性セラミックス繊維等を採用することができる。
繊維集積体は、体積含有率(Vf)が10〜30%かつ厚さが10〜20mmのものであることが好ましい。Vfが30%を超えるか又は厚さが20mmを超えれば、溶湯が浸透しにくい。逆に、Vfが10%を下回るか又は厚さが10mmを下回れば、繊維集積体が圧力鋳造時の圧力に耐えられず、変形しやすい。
【0010】
(2)請求項2のピストンの鋳造方法は、請求項1記載のピストンの鋳造方法において、繊維集積体は補強繊維が一方向に略配向されたものであることを特徴とする。
(3)請求項3のピストンの鋳造方法は、請求項2記載のピストンの鋳造方法において、第2工程は一方向が軸方向となるように行うことを特徴とする。
【0011】
【作用】
(1)各請求項1の鋳造方法においても、特開昭60−63344号公報記載の鋳造方法と同様、まず第1工程として、圧力鋳造可能な鋳造金型と、補強繊維が集積された繊維集積体と、過共晶アルミニウム−珪素合金の溶湯を用意する。但し、鋳造金型のキャビティはピストン形状であり、繊維集積体はキャビティより小径のものである。
【0012】
そして、第2工程として、キャビティを構成するピストンヘッド側の一端面の中央に繊維集積体を配置する。
この後、第3工程として、同方法と同様、キャビティ内に溶湯を注湯して圧力鋳造し、繊維集積体内に溶湯を浸漬させる。このとき、繊維集積体が溶湯内の初晶珪素を濾過するため、繊維集積体側には高濃度の初晶珪素が凝集される。溶湯の凝固後、元の繊維集積体の部分は、過共晶アルミニウム−珪素合金からなるマトリックスと、このマトリックス中に分散された補強繊維とからなる繊維強化金属(FRM)を構成する。この元の繊維集積体の部分、つまりFRMは除去しない。こうして柱状のピストンが得られる。
【0013】
このピストンは、繊維集積体がキャビティより小径のものであることから、ピストンヘッドのFRMに隣接する外域に高濃度の初晶珪素が凝集され、残部の母材にはFRMから遠ざかるに従って低濃度になる初晶珪素が存在する。このため、このピストンは、ピストンヘッドの中央域がFRMで形成され、ピストンヘッドの外域及びその近傍が初晶珪素を高濃度に凝集させたリッチ層で形成され、ピストンスカートが初晶珪素を低濃度に凝集させたプアー層で形成される。
【0014】
このため、このピストンは、FRMに近づくに従って熱膨脹係数が小さくなり、かつFRMで最も熱膨脹係数が小さくなる。また、このピストンは、ピストンヘッドの中央域が高強度のFRMであるとともに、FRMとの境界がボアとの摺動面に存在せず、かつFRMの近傍が初晶珪素により高強度にされてFRMを強固に支持している。
【0015】
なお、このピストンは、同方法により得られた摺動部材と同様、ピストンスカートのピストンヘッド側において高い耐摩耗性を発揮できるとともに、ピストンヘッドの反対側において強靱性及び高被削性を発揮する。
(2)請求項2の鋳造方法では、補強繊維が一方向に略配向された繊維集積体を採用している。このため、得られたピストンは、ピストンヘッドの中央域を形成するFRMが一方向の引張に対して高強度にされる。
【0016】
(3)請求項3の鋳造方法では、一方向が軸方向となるように第2工程を行う。このため、得られたピストンは、FRMにおいて補強繊維が軸方向に略配向されるため、FRMが軸方向の引張に対して高強度にされる。
【0017】
【実施例】
以下、各請求項の発明を内燃機関のピストンの製造方法に具体化した実施例1〜5を図面を参照しつつ説明する。
(実施例1)
実施例1では請求項1を具体化している。
【0018】
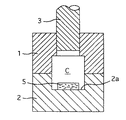
「第1工程」
まず、図1に示すように、上型1と下型2とを有し、上型1内に摺動可能にプランジャ3が設けられた鋳造金型を用意する。上型1と下型2とには軸方向に延在するピストン形状のキャビティCが形成されている。
また、アルミナ短繊維(ICI(株)社製「サフィール」)が集積された厚さ15mmの繊維集積体5を用意する。この繊維集積体5はアルミナ短繊維をキャビティCよりやや小径にVf20%でランダムに配向させたものである。
【0019】
さらに、過共晶アルミニウム−珪素合金として、JIS−A390の溶湯(850℃)を用意する。
「第2工程」
下型2のキャビティCを構成する下端面2aの中央に繊維集積体5を配置する。
【0020】
「第3工程」
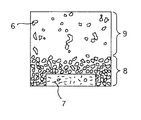
キャビティC内に溶湯を注湯し、プランジャ3をキャビティC側に移動させることにより圧力鋳造し、繊維集積体5内に溶湯を浸漬させる。このとき、図2に示すように、繊維集積体5が溶湯内の初晶珪素6を濾過するため、繊維集積体5側には高濃度の初晶珪素6が凝集される。溶湯の凝固後、元の繊維集積体5の部分は、JIS−A390からなるマトリックスと、このマトリックス中に分散されたアルミナ短繊維とからなるFRM7を構成する。この元の繊維集積体5、つまりFRM7の部分は除去しない。こうして円柱状のピストンが得られる。
【0021】
このピストンの断面の100倍の顕微鏡写真を図3に示す。このピストンは、繊維集積体5がキャビティCより小径のものであり、ピストンヘッドの中央域がFRM7で形成され、ピストンヘッドの外域及びその近傍が初晶珪素6を高濃度に凝集させた厚さ10mm程度のリッチ層8で形成され、ピストンスカートが初晶珪素6を低濃度に存在させたプアー層9で形成される。
【0022】
FRM7の熱膨脹係数αは16×10-6/℃、リッチ層8の熱膨脹係数αが17×10-6/℃、プアー層9の熱膨脹係数αが18×10-6/℃であった。
このため、このピストンは、FRM7に近づくに従って熱膨脹係数αが小さくなり、かつFRM7で最も熱膨脹係数αが小さくなるため、最も加熱・冷却が繰り返されやすいピストンヘッドでの熱膨脹・熱収縮をさらに抑制でき、図示しないボア内で優れた摺動性を発揮し得ることがわかる。
【0023】
また、このピストンは、ピストンヘッドの中央域がFRM7であることから、最も圧力変動を受けるピストンヘッドでの変形を抑制できる。同時に、このピストンは、FRM7とリッチ層8との境界がボアとの摺動面に存在せず、かつFRM7の近傍が高強度にされてFRM7を強固に支持している。このため、このピストンは、ボア内で優れた耐久性を発揮し得ることがわかる。
【0024】
なお、このピストンは、上記特開昭60−63344号公報記載の摺動部材と同様、ピストンスカートのピストンヘッド側において高い耐摩耗性を発揮し、ボア内でピッチ、ロール等の繰り返しに十分耐え得るものである。また、ピストンヘッドの反対側において強靱性及び高被削性を発揮し、図示しない斜板等との組付け用の加工を容易に行うことができる。
【0025】
(実施例2)
実施例2でも請求項1を具体化している。
すなわち、過共晶アルミニウム−珪素合金として、JIS−AC8A98wt%+Siwt2%の溶湯(850℃)を用意する。他の構成は実施例1と同一であり、同種の構成については同一符合を付して説明を省略する(以下同様。)。
【0026】
こうして得られたピストンでは、FRM7の熱膨脹係数αは17×10-6/℃、リッチ層8の熱膨脹係数αが18×10-6/℃、プアー層9の熱膨脹係数αが19×10-6/℃であった。
したがって、このピストンにおいても実施例1と同様の作用及び効果を奏することができる。
【0027】
(実施例3)
実施例3でも請求項1を具体化している。
すなわち、繊維集積体5として、カーボン繊維(東レ(株)社製「トレカM040」)が集積された厚さ15mmのものを用意する。この繊維集積体5はカーボン繊維をVf20%でランダムに配向させたものである。他の構成は実施例1と同一である。
【0028】
こうして得られたピストンでは、FRM7の熱膨脹係数αは10×10-6/℃、リッチ層8の熱膨脹係数αが17×10-6/℃、プアー層9の熱膨脹係数αが18×10-6/℃であった。
したがって、このピストンにおいても実施例1と同様の作用及び効果を奏することができる。
【0029】
(実施例4)
実施例4では請求項1、2を具体化している。
すなわち、繊維集積体5として、アルミナ短繊維が一方向に略配向されたものを用意する。そして、第2工程で繊維集積体5を配置する際、アルミナ短繊維を軸方向と直交させる。他の構成は実施例1と同一である。
【0030】
こうして図4に示すピストンを得る。このピストンでは、FRM7の軸直角方向の熱膨脹係数αは16×10-6/℃、リッチ層8の熱膨脹係数αが17×10-6/℃、プアー層9の熱膨脹係数αが18×10-6/℃であった。
したがって、このピストンにおいても実施例1と同様の作用及び効果を奏することができる。
【0031】
また、このピストンは、アルミナ短繊維が一方向に略配向された繊維集積体5を採用しているため、ピストンヘッドの中央域を形成するFRM7が軸直角の引張に対して高強度にされ、ピストンヘッドでの変形を抑制しやすい。
(実施例5)
実施例5では請求項1〜3を具体化している。
【0032】
すなわち、繊維集積体5として、アルミナ短繊維が一方向に略配向されたものを用意する。そして、第2工程で繊維集積体5を配置する際、アルミナ短繊維を軸方向と略平行にする。他の構成は実施例1と同一である。
こうして図5に示すピストンを得る。このピストンでは、FRM7の軸方向の熱膨脹係数αは13×10-6/℃、リッチ層8の熱膨脹係数αが17×10-6/℃、プアー層9の熱膨脹係数αが18×10-6/℃であった。
【0033】
したがって、このピストンにおいても実施例1と同様の作用及び効果を奏することができる。
また、このピストンは、FRM7においてアルミナ繊維が軸方向に略配向されるため、FRM7が軸方向の引張に対して高強度にされ、ピストンヘッドでの剪断による変形を抑制しやすい。
【0034】
【発明の効果】
以上詳述したように、各請求項1〜3の鋳造方法では、各請求項記載の構成を採用しているため、ピストンヘッドでの熱膨脹・熱収縮の抑制及び圧力変動による変形の抑制のさらなる改善を実現可能なピストンを鋳造することができる。
特に、請求項2の鋳造方法では、補強繊維として一方向に略配向された繊維集積体を採用しているため、得られたピストンがピストンヘッドでの変形を抑制しやすい。
【0035】
また、請求項3の鋳造方法では、補強繊維が軸方向に略配向された繊維集積体を採用しているため、得られたピストンがピストンヘッドでの剪断による変形を抑制しやすい。
したがって、この鋳造方法により得られたピストンを往復動型圧縮機等に採用すれば、より優れた摺動性及び耐久性を発揮することができる。
【図面の簡単な説明】
【図1】実施例1〜5に係り、鋳造金型等の断面図である。
【図2】実施例1に係り、ピストンの模式断面図である。
【図3】実施例1に係り、ピストンの断面の金属組織を示す100倍の顕微鏡写真である。
【図4】実施例4に係り、ピストンの模式断面図である。
【図5】実施例5に係り、ピストンの模式断面図である。
【符号の説明】
C…キャビティ 2a…下端面(一端面) 1…上型
2…下型 5…繊維集積体
Claims (3)
- 軸方向に延在するピストン形状のキャビティをもち、圧力鋳造可能な鋳造金型と、該キャビティより小径に補強繊維が集積された繊維集積体と、過共晶アルミニウム−珪素合金の溶湯を用意する第1工程と、
該キャビティを構成するピストンヘッド側の一端面の中央に該繊維集積体を配置する第2工程と、
該キャビティ内に該溶湯を注湯して圧力鋳造し、該繊維集積体が該溶湯内の初晶珪素を濾過することで該繊維集積体内に該溶湯を浸漬させ過共晶アルミニウム−珪素合金からなるマトリックスと該繊維集積体とからなる繊維強化金属を形成するとともに該繊維集積体に隣接する外域に高濃度の該初晶珪素を凝集させたリッチ層と該繊維集積体から遠ざかるに従って該初晶珪素を低濃度としたプアー層とを形成する第3工程と、
を有することを特徴とするピストンの鋳造方法。 - 繊維集積帯は補強繊維が一方向に略配向されたものであることを特徴とする請求項1記載のピストンの鋳造方法。
- 第2工程は一方向が軸方向となるように行うことを特徴とする請求項2記載のピストンの鋳造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30788794A JP3674970B2 (ja) | 1994-12-12 | 1994-12-12 | ピストンの鋳造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30788794A JP3674970B2 (ja) | 1994-12-12 | 1994-12-12 | ピストンの鋳造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005016996A Division JP2005213650A (ja) | 2005-01-25 | 2005-01-25 | ピストン |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH08165531A JPH08165531A (ja) | 1996-06-25 |
| JP3674970B2 true JP3674970B2 (ja) | 2005-07-27 |
Family
ID=17974367
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP30788794A Expired - Fee Related JP3674970B2 (ja) | 1994-12-12 | 1994-12-12 | ピストンの鋳造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3674970B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110195196B (zh) * | 2019-07-04 | 2020-04-14 | 东北大学 | 一种[碳纤维网-富硅/贫硅]层状铝基复合相变储能材料及其制备装置和方法 |
-
1994
- 1994-12-12 JP JP30788794A patent/JP3674970B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH08165531A (ja) | 1996-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2866064B2 (ja) | 内燃機関用鋳造金属ピストン | |
| EP0110064A1 (en) | Heat-resistant light alloy articles and method of manufacturing same | |
| US4739738A (en) | Cast components for internal combustion engines with embedded reinforcing layers | |
| US4548126A (en) | Piston with local inorganic fiber reinforcement and method of making the same | |
| JPH0159422B2 (ja) | ||
| US4831918A (en) | Light alloy pistons with reinforcing inserts for the piston pin bores | |
| JPH10265870A (ja) | アルミニウム基複合材料およびその製造方法 | |
| JP3674970B2 (ja) | ピストンの鋳造方法 | |
| JPH03229958A (ja) | 内燃機関用クランク軸受部 | |
| JPS6341967B2 (ja) | ||
| JP4498255B2 (ja) | 金属基複合材形成用鉄系プリフォーム及び該鉄系プリフォームを有するジャーナル部構造 | |
| US5092289A (en) | Light alloy piston | |
| JP2005213650A (ja) | ピストン | |
| JPH04224198A (ja) | Mmc用プリフォームの製造方法 | |
| EP1163438A1 (en) | Method for manufacturing internal combustion engine pistons | |
| US4740428A (en) | Fiber-reinforced metallic member | |
| EP0870919A1 (en) | Piston for an internal combustion engine and a method for producing same | |
| US6202618B1 (en) | Piston with tailored mechanical properties | |
| US7066078B2 (en) | Piston for internal combustion engine | |
| JP2002221078A (ja) | アルミニウム合金製シリンダブロック及びその製造方法 | |
| JPS60182338A (ja) | 軽金属製内燃機関用シリンダブロツク | |
| JPH0610757A (ja) | セラミックライナを持つシリンダボディ及びその製造方法 | |
| JPH0634045A (ja) | 黒鉛・アルミニウム合金複合系ピストン | |
| JP2572889B2 (ja) | ディーゼルエンジン用ピストンの製造方法 | |
| JPH10169505A (ja) | 直噴式ディーゼルエンジン用ピストン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20041203 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050125 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20050225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050412 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050425 |
|
| LAPS | Cancellation because of no payment of annual fees |