JP3676676B2 - 高圧放電灯用の発光容器の製造方法 - Google Patents
高圧放電灯用の発光容器の製造方法 Download PDFInfo
- Publication number
- JP3676676B2 JP3676676B2 JP2000551422A JP2000551422A JP3676676B2 JP 3676676 B2 JP3676676 B2 JP 3676676B2 JP 2000551422 A JP2000551422 A JP 2000551422A JP 2000551422 A JP2000551422 A JP 2000551422A JP 3676676 B2 JP3676676 B2 JP 3676676B2
- Authority
- JP
- Japan
- Prior art keywords
- discharge lamp
- pressure discharge
- container
- terminal portion
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 41
- 238000000034 method Methods 0.000 title claims description 8
- 239000000463 material Substances 0.000 claims description 28
- 229910010293 ceramic material Inorganic materials 0.000 claims description 12
- 239000011521 glass Substances 0.000 description 8
- 238000007789 sealing Methods 0.000 description 6
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 5
- 239000000919 ceramic Substances 0.000 description 5
- 230000007797 corrosion Effects 0.000 description 5
- 238000005260 corrosion Methods 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 238000009461 vacuum packaging Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 238000010304 firing Methods 0.000 description 4
- 239000002002 slurry Substances 0.000 description 4
- 238000002834 transmittance Methods 0.000 description 4
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 3
- 238000000071 blow moulding Methods 0.000 description 3
- 238000005266 casting Methods 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 229910052750 molybdenum Inorganic materials 0.000 description 3
- 239000011733 molybdenum Substances 0.000 description 3
- 239000011148 porous material Substances 0.000 description 3
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 3
- 229910052721 tungsten Inorganic materials 0.000 description 3
- 239000010937 tungsten Substances 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 230000004323 axial length Effects 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229910052758 niobium Inorganic materials 0.000 description 2
- 239000010955 niobium Substances 0.000 description 2
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 238000009877 rendering Methods 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- 230000008646 thermal stress Effects 0.000 description 2
- RUDFQVOCFDJEEF-UHFFFAOYSA-N yttrium(III) oxide Inorganic materials [O-2].[O-2].[O-2].[Y+3].[Y+3] RUDFQVOCFDJEEF-UHFFFAOYSA-N 0.000 description 2
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000002223 garnet Substances 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 230000035800 maturation Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229920000609 methyl cellulose Polymers 0.000 description 1
- 239000001923 methylcellulose Substances 0.000 description 1
- 235000010981 methylcellulose Nutrition 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images














Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J61/00—Gas-discharge or vapour-discharge lamps
- H01J61/02—Details
- H01J61/30—Vessels; Containers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J9/00—Apparatus or processes specially adapted for the manufacture, installation, removal, maintenance of electric discharge tubes, discharge lamps, or parts thereof; Recovery of material from discharge tubes or lamps
- H01J9/24—Manufacture or joining of vessels, leading-in conductors or bases
- H01J9/26—Sealing together parts of vessels
- H01J9/265—Sealing together parts of vessels specially adapted for gas-discharge tubes or lamps
- H01J9/266—Sealing together parts of vessels specially adapted for gas-discharge tubes or lamps specially adapted for gas-discharge lamps
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Vessels And Coating Films For Discharge Lamps (AREA)
- Manufacture Of Electron Tubes, Discharge Lamp Vessels, Lead-In Wires, And The Like (AREA)
Description
【0001】
本発明は、高圧放電灯用の発光容器の製造方法に関するものである。
また、本発明は、このような製造方法で製造された発光容器を有する高圧放電灯の製造方法に関するものである。
【背景技術】
【0002】
このような発光容器としては、放電空間を形成する胴部及び電極部材が挿入される端末部が一体になったもの(以下、「一体型の発光容器」という。)と、胴部及び端末部を個別の部材として形成し、これらを組み立てたもの(以下、「組立型の発光容器」という。
)とがある。組立型の発光容器の場合、端末部を胴郡の開口部に挿入するが、これら接合部の熟損失によってランプ効率が低くなるので、低ワット用の高圧放電灯に用いることができず、中高ワット用の高圧放電灯でも効率重視型の高圧放電灯には用いることができない。したがって、低ワット用の高圧放電灯や効率重視型の中高ワット用の高圧放電灯を製造する場合には、このような不都合のない一体型の発光容器を用いる必要がある。
【0003】
また、このような高圧放電灯では透光性を高くすることが望ましいので、発光容器の胴部における少なくとも中央領域をできるだけ肉薄にするのが好ましい。一方、電極部材が挿入される発光容器の端末部では、その機械的強度をできるだけ高くすることが望ましいので、できるだけ肉厚にすることが好ましい。さらに、胴部と端末部との境界領域付近では、発光物質が溜まりやすく腐食の進行が速いので、腐食の影響をできるだけ軽減して長寿命を達成するために、できるだけ肉厚にすることが好ましい。したがって、胴部における少なくとも中央領域が端末部及び端末部と胴部との境界領域よりも肉薄となるような全体に亘って不均一な肉厚の発光容器を用いることによって、全体に亘ってほぼ均一の肉厚の発光容器を有する高圧放電灯よりも長寿命のものを製造することができる。
【0004】
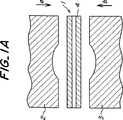
従来、このような一体型の発光容器を形成するに当たり、例えば特開平10−81183号公報に開示されているようなブロー成形を行う場合、図1に示すように、アルミナのような投光性セラミック材料製のパイプ形状の成形対1(図1A)を上型2と下型3との間に配置し、これら上型2と下型3とを矢印a及びb方向にそれぞれ移動させて成形体1を固定した後、成形体1の開口部4にエア等の圧力媒体をブローし、放電容器の成形体5(図4B)を得る。
【0005】
しかしながら、ブロー成形を行う場合、胴部における少なくとも中央領域が端末部及び端末部と胴部との境界領域よりも肉薄となるような全体に亘って不均一な肉厚の発光容器を製造することはできるが、開口部4からエアをブローする必要があるので、開口部4はある程度の経を有する必要がある。したがって、端末部の内径を所定の値以下、例えば、
2mm以下にするのが困難であり、また可能であったとしても、発光容器として必要な胴部内径(例えば、1−15mm)とするのが困難となる。
【0006】
また、例えば特開平7−107333号公報に開示されているような鋳込み成形を行う場合、図2に示すように、鋳型6〈図2A〉の開口部7からその内面8にスラリー9(図2B)をコーティングした後、余剰スラリーを排出して成形体10(図2C)を得る。
【0007】
この場合、開口部7は、余剰スラリーを排出する径を確保すればよいのでその径を2mm以下(ただし、0.8mm以上)にすることができるが、鋳込み成形の特質上、胴部における少なくとも中央領域が端末部及び端末部と胴部との境界領域よりも肉薄となるような全体に亘って不均一な肉厚の発光容器を製造することができない.
【発明の開示】
【課題を解決するための手段】
【0008】
本発明の目的は、上記制約が緩和されるとともに胴部における少なくとも中央領域が端末部及び端末部と胴部との境界領域よりも肉薄となるような全体に亘って不均一な肉厚の発光容器の製造方法を提供することである。
【0009】
本発明の他の日的は、このような製造方法で製造された発光容器を有する高圧放電灯の製造方法を提供することである。
【0010】
本発明によって製造される、高圧放電灯用の発光容光は、放電空間を形成する胴部と電極部材が挿入される端末部とが透光性セラミック材料から一体に形成され前記胴部における少なくとも中央領域が前記端末部及び前記端末部と胴部との境界領域よりも肉薄とされ、前記端末部の内径が約2mm以下であることを特徴とするものである。
【0011】
本発明によれば、胴部における少なくとも中央領域を端末部よりも肉薄にすることによって、胴部の少なくとも中央領域で高い透過率が得られるとともに、端末部に電極部材をガラス封止する際の機械的強度が高くなる。なお、端末部と胴部との境界領域では発光物質が溜まりやすく、したがって腐食が進行しやすい傾向にあるが、端末部と胴部との境界領域を胴部の少なくとも中央観域よりも肉厚にすることによって、腐食の進行による影響が肉厚が発光容器全体に亘ってほぼ均一である場合に比べて小さくなる。その結果、本発明による発光容器は、鋳込み成形によって形成される肉厚が全体に亘ってほぼ均一である発光容岩音に比べてその寿命、したがってそれを有する高圧放電灯の寿命を延ばすことができる。
【0012】
発光容器を用いて高圧放電灯を製造するに当たり、端末部に挿入される電極部材の径が増大するに従って高圧放電灯点灯時の熟損失が大きくなり、ランプ効率が悪化する。このような悪影響は低ワット用の一体型の発光容器の場合に特に顕著であり・電極部材の径を必要最小限にするのが望ましい。しかしながら、端末部の内径が電極部材の径に比べて著しく大きくなると、高圧放電灯製造後端末部と電極部材との隙間に発光物質が侵入しやすくなり、高圧放電灯の発光色が変化する等の不都合がある。したがって、高圧放電灯製造後の端末部と電極部材との隙間が小さい、すなわち、端末部の内径が電極部材の径に比べて著しく大きくない方が高圧放電灯の特性(色、効率)が良好となる。その結果、端末部の内径を約2mm以下にするのが好適である。
【0013】
なお、本発明による発光容器は低ワット〈例えば、10W,20W,50W〉用の高圧放電灯、中ワット(例えば、70W,100W,150W)用の高圧放電灯や高ワット〈例えば、250W,400W〉用の高圧放電灯のうち効率を重視するタイブの高圧放電灯に特に好適であるが、これを中ワット用又は高ワット用のもののうち、例えば演色性を重視するような他のタイブの高圧放電灯に用いることによって、全件に亘ってほぼ均一の肉厚の発光容器を用いたものに比べてランプ効率及び寿命を向上させることができる。
【0014】
好適には、端末部の内径に対する端末部の軸線方向の長さの比を4以上にする。これによって、端末部における発光容器と電極部材との間の熱膨張羞に起因する熱応力の発生を小さくすることができるので、端末部をガラス封止した際のガラス封止部の信頼性が更に高くなる。
【0015】
発光容器を用いて高圧放電灯を製造するに当たり、端末部の外径が増大するに従って高圧放電灯点灯時の熱損失が大きくなり、ランプ効率が悪化する。かかるランプ効率の悪化を防止するために、端末部の胴部付近の領域の外径を約4mm以下にするのが好ましい。
【0016】
本発明によって製造される高圧放電灯は、放電空間を形成する胴部と電極部材が挿入される端末部とが透光性セラミック材料から一体に形成され、前記胴部における少なくとも中央領域が前記端未部及び前記端末部と胴部との境界領域よりも肉薄とされ、前記端末部の内径が約2mm以下である発光容器を具えることを特徴とするものである。
【0017】
本発明によって製造される高圧放電灯は、このような発光容器を具えることによって、
従来に比べて発光容器の端末郡の内径の制約が緩和され、胴部の少なくとも中央領域で高い透過率が得られ、寿命が延び、かつ、特性(色、効率)が良好になる。
【0018】
なお、端末部における発光容器と電極部材との間の熱膨張差に起因する熟応力の発生を小さくし、端末部をガラス封止した際のガラス封止部の信頼性を更に高くするために、端末部の内径に対する端末部の軸線方向の長さの比を4以上にすることができ、ランプ効率の悪化を防止するために、端末部の胴部付近の領域の外径を約4mm以下にすることもできる。
【0019】
本発明による発光容器の製造方法は、放電空間を形成する胴部と電極部材が挿入される端末部とが透光性セラミック材料から一体に形成されてなる高圧放電灯用の発光容器を製造する方法であって、少なくとも一部が通気性を有する型内に透光性セラミック材料の中空円筒素材をセットし、前記型を少なくとも局所的に加熱又は冷却した状態で前記素材外面と前記型内面との間を減圧させることによって前記素材を前記型に密着させ、その密着状態で前記素材を前記型内面に合致する形状に成形することを特徴とするものである。
【0020】
本発明によれば、少なくとも一部が通気性を有する型内に透光性セラミック材料の中空円筒素材をセットし、型を少なくとも局所的に加熱又は冷却した状態で素材外面と型内面との間を減圧させることによって素材を型に密着させ、その密着状態で素材を型内面に合致する形状に成形する。このようにして発光容器を形成することによって、従来のようにエアをブローし、余剰スラリーを排出する場合に比べて端末部の内径の制約が緩和され、
端末部の内径を、例えば、所望の胴部内径を確保しながら従来不可能であった約2mm以下にすることができる。
【0021】
なお、本発明によって製造された発光容器は低ワット用の高圧放電灯、中ワット用の高圧放電灯や高ワット用の高圧放電灯のうち効率を重視するタイブの高圧放電灯に特に好適であるが、これを中ワット用又は高ワット用のもののうち、例えば演色性を重視するような他のタイブの高圧放電灯に用いることによって、全体に亘ってはば均一の肉厚の発光容器を用いたものに比べてランプ効率及び寿命を向上させることができる。
【0022】
好適には、胴部における少なくとも中央領域を、密着状態での前記素材の膨出変形によって端末部及び前記端末部と胴部との境界領域よりも肉薄とする.これによって、発光容器の胴部の少なくとも中央領域で高い透過率が得られるとともに、高圧放電灯の寿命が延びる。
【0023】
好適には、端末部に相当する筒域で内径が約2mm以下の中空円筒素材を、型内にセットする。これによって、高圧放電灯の特性が良好になる。
【0024】
好適には、密着状態での素材の膨出変形によって、端末部の内径に対する端末部の軸線方向の長さの比を4以上にする。これによって、端末部における発光容器と電極部材との間の熱膨張差に起因する熱応力の発生を小さくし、端末部をガラス封止した際のガラス封止部の信頼性を更に高くする。
【0025】
好適には、中空円筒素材を前記型内で所要の形状に成形した後、端末部の前記胴部付近の領域の外径を更に減少させ、さらに好適には約4mm以下に減少させる。これによって、ランプ効率の悪化を防止する。
【0026】
なお、上記方法で製造された発光容器の端末部の各々に電極部材を挿入することによって高圧放電灯の製造することができる。
【発明を実施するための最良の形態】
【0027】
図3は、本発明によって製造される発光容器の実施例の断面図である。この発光容器は、放電空間を形成する略球状の胴部1と電極部材が挿入される端末部2a,2bとが透光性セラミック材料のアルミナから一体に形成されたものである。
【0028】
本実施例では、胴部1の外径A、内径a及び軸線方向の長さBをそれぞれ、2−30mm,1−15mm及び2−50mmとする。
【0029】
端末部2a,2bの各々は、10−20mmの軸線方向の長さL及び0.5−2.5mmの内径dを有する。したがって、内径dに対する長さLの比が4−40となる。内径dに対する長さLの比の範囲をかかる値に設定することは、端末部2a,2bと挿入すべき電極部材との問の熱膨張差に起因する熟応力の発生の観点から好適である。
【0030】
胴部1における中央領域の肉厚l1〈0.5mm−20mm〉は、その内外の圧力差に起因する膨出変形によって端末部2a,2bの肉厚l2(0.5−30mm)及び端末部2a,2bと胴部1との境界領域の肉厚l3〈0.5−30mm〉よりも薄くなっている。このような膨出変形によって成形することによって、従来のような端末部2a,2bの内径dの制約が緩和され、端末部2a,2bの各々の内径dを、所定の胴部内径aを維持しながら従来不可能であった2mm以下にすることができ、低ワット用の高圧放電灯に使用する場合には内径dを0.2−0.7mmとすることもできる。
【0031】
中央領域の肉厚l1を端末部2a,2bの肉厚l2よりも薄くすることによって、胴部1の中央領域で高い透過率が得られるとともに、端末部2a,2bに電極部材をガラス封止する際の機械的強度が高くなる.また、中央領域の肉厚l1を端末部2a,2bと胴部1との境界領域の肉厚l3よりも薄くすることによって、腐食の進行による影響が小さくなり、その結果、高圧放電灯の寿命を延ばすことができる。
【0032】
さらに、内径dを2mm以下にすることによって、高圧放電灯製造後の端末部2a,2bの各々とそれに挿入される電極部材との隙間を小さくすることができ、高圧放電灯の特性が良好になる。
【0033】
図4A−4Dは、本発明によって製造される発光容器の変形例の断面図である。図4Aに示す発光容器は、胴部l1と一体になった段付き形状の端末部12a,12bを具える。
【0034】
このような発光容器を具える高圧放電灯では、端末部12a,12bの胴部l1付近の領域の外径D1が増大するに従って高圧放電灯点灯時の熱損失が増大し、その結果、ランプ効率が悪化する。したがって、端末部の外径を必要最小限にすることが望ましく、特に低ワット用の一体型発光容器を具える場合にはこのような熱損失の影響が大きくなり、外径D1を4mmより大きくした場合には十分なランプ効率を得にくくなる。それに対して、外径D1を1mmよりも小さくした場合、十分な肉厚が得られないために高圧放電灯製造時にクラック等が生じる場合がある。その結果、外径D1を1−4mmとする。
【0035】
また、このような段付き形状によって端末部12a,12bの先端領域付近の外径D2を外径D1よりも大きくすることによって、端末部12a,12bの機械的強度が向上する。
【0036】
図4Bに示す発光容器は、胴部21と一体になった略テーパ形状の端末部22a,22bを具える。この場合も、ランプ効率及び機械的強度の観点から端末部22a,22bの胴部21付近の領域の外径D3を1−4mmとする。
【0037】
図4Cに示す発光容器は、胴部31と一体になった部分段付き形状の端末部32a,32bを具える。
【0038】
ニオブ部材、モリブデン部材及びタングステン部材からなる電極部材を端末部32a,32bにそれぞれ挿入する場合、モリブデン部材が挿入される部分は、それ以外の部分よりも高い機械的強度が要求されるので、その部分の外径D4すなわちその部分の肉厚を、
端末部32a,32bのそれ以外の部分よりも大きくする。
【0039】
それに対して、端末部32a,32bの先端領域付近でガラスのような封止材の流れなどを目視によって確認する場合、先端領域付近の肉厚をできるだけ薄くするのが好ましい。また、アルミナのような透光性セラミック材料とニオブとの問の熱膨張係数の差が比較的小さいので高い機械的強度が要求されず、先端領域付近の肉厚すなわち外径D5を外径D4よりも小さくしても封止時にクラック等が生じる場合が少ない.
【0040】
その結果、このような発光容器は、ニオプ部材、モリプデン部材及びタングステン部材からなる電極部材を挿入する場合に特に有利である。なお、この場合も、ランプ効率及び機械的強度の観点から端末部32a,32bの胴部31付近の領域の外径D6を1−4mmとする。
【0041】
図4Dに示した発光容器は、胴部41と一体になった略紡錘形状の端末部42a,42bを具える。この場合も、モリブデン部材が挿入される部分の外径D7を他の部分の外径よりも大きくするとともに先端領域付近すなわちニオプ部材が挿入される部分の外径D8を外径D7よりも小さくすることによって、ニオプ部材、モリプデン部材及びタングステン部材からなる電極部材を挿入する場合に特に有利であり、ランプ効率及び機械的強度の観点から端末部42a,42bの胴部41付近の領域の外径D9を1−4mmとする。
【0042】
なお、図3及び図4A−4Dに示した端末部の形状は、後に説明するような研磨等によって得られる。
【0043】
次に、発光容器の製造工程を現明する。
図5は、本発明による発光容器の製造工程を説明するための図であり、図6は、本発明による発光容器の製造工程のフローチャートである。なお、図5に示した発光容器成形用の型は、通気性のある中子51a,51bとそれに接着された真空用パッキン52a,52bによって形成された真空室53を有し、成形時に少なくとも中子51a,51bが加熱又は冷却される。
【0044】
中子51a,51bは、通気性のあるものであれば任意のものが使用可能である。具体的には、中子51a,51bの表面が少なくとも開気孔を持った多孔質材、細粒のビーズを自己融合やバインダーで結合したもの、ワイヤを屈曲加工後集合し、所望形状にプレス成形したもの、細孔のパンチングメタル、網状材を所望形状に塑性変形させたもの、通常使用される型材質に複数の孔をあけて通気性を持たせたもの等から形成されていることが好ましい。
【0045】
先ず、純度99.9%以上の高純度アルミナ粉末に、酸化マグネシウムを750ppm、メチルセルロースを4重量%、ポリエチレンオキサイドを2重量%、ステアリン酸を5重量%、水を23重量%をそれぞれ混合し、ニーダで15分間混練する。
【0046】
その後、このようにして得られた混練物を原料調達してパイプ状の成形体(図示せず)にし、この成形体を、中子51a及び真空用パッキン52aと中子51b及び真空用パッキン52bとの問に配置し及び固定する。このように固定された成形体を真空ポンプ54を用いて真空吸引することによって、成形体の透光性セラミック材料が中子51a,51bの表面に沿って密着するようにパイプ状の成形体を変形させて、型形状に従った端末部及び胴部を形成し、一体型の発光容暑旨の成形体を得る。
【0047】
このようにして得られた成形体は、乾燥、端末部の研磨等の加工、仮焼後に真空又はH2雰囲気中で本焼成して、図3,4A,4B,4C又は4Dに示したような発光容器を得る。
【0048】
図7は、本発明によって製造される高圧放電灯の実施の形態を示す図である.図7において、石英ガラス又は硬質ガラスによって構成された外管61内に、セラミック放電管62が収容されており、外管61の中心軸線及びセラミック放電管62の中心軸緑とは一致している。
【0049】
外管61の両端は、口金63a,63bによって密閉されている。セラミック放電管62は、図3に図示したような発光容器64と、一端が発光容器64の胴部によって形成された内部空間に露出するとともに他端が発光容器64の外部に露出するように発光容器64の端末部にそれぞれ挿入された電極部材65a,65bとを具える。なお、電極部材65a,65bをそれぞれ従来既知の任意の構成のものとすることができる。
【0050】
セラミック放電管62を、2本のリード線66a,66bによって保持し、これらリード線66a,66bをそれぞれ、ホイル67a,67bを通じて口金63a,63bに接続する。
【0051】
次に、本発明による高圧放電灯の製造工程を説明する。
図8は、本発明による高圧放電灯の製造工程の第1例を示すフローチャートである。この製造工程では、図6に示した発光容器の製造工程に従って発光容器の本焼体を得るのと同時又はその前後に電極部材を加工し又は組み立て、その電極部材を発光容器の端末部にそれぞれ挿入し、電極部材と端末部との隙間をガラス封止する。
【0052】
図9は、本発明による高圧放電灯の製造工程の第2例を示すフローチャートである。この製造工程では、図6に示した発光容器の製造工程に従って発光容器の本焼体を得るのと同時又はその前後に電極部材を加工し又は組み立て、その電極部材を発光容器の端末部にそれぞれ挿入し、電極部材と端末部とを一体焼成する。
【0053】
本発明は、上記実施例に限定されるものではなく、幾多の変更及び変形が可能である。
例えば、本発明による高圧放電灯用の発光容器では、その胴部の形状を紡錘形状にしたが、この形状を、管状、球状等の他の任意の形状とすることができる。透光性セラミック材料としてアルミナを用いる代わりに、イットリア、アルミナイットリアガーネット、石英等の他の透光性材料を用いることもできる。
【0054】
本発明によって製造される高圧放電灯用の発光容器の成形体を得るに当たり、真空吸引を行う代わりに、中子及び真空用パッキンとパイプ状の成形体との間並びに中子及び真空用パッキンとパイプ状のパイプ状の成形体との問の気圧を、パイプ状の成形体の内圧に比べて低くすることもできる。また、発光容器の端末部の成形を、真空吸引成形後の延伸によって行うこともできる。
【0055】
本発明によって製造される高圧放電灯は、図3に示したような発光容器の代わりに図4A−4Dに示したような発光容器を有することもできる。本発明によって高圧放電灯を製造するに当たり、他の既知の製造工程によって高圧放電灯を得ることができ、例えば、ガラス封止又は一体焼成の代わりに電極部材と発光容器の端末部との間を溶接することもできる。
【図面の簡単な説明】
【0056】
【図1】ブロー成形を説明するための図である。
【図2】鋳込み成形を説明するための図である。
【図3】本発明によって製造される発光容器の実施例の断面図である。
【図4】本発明によって製造される発光容器の変形例の断面図である。
【図5】本発明による発光容器の製造工程を説明するための図である。
【図6】本発明による発光容器の製造工程のフローチャートである。
【図7】本発明による高圧放電灯の実施の形態を示す図である。
【図8】本発明による高圧放電灯の製造工程のフローチャートである。
【図9】本発明による高圧放電灯の製造工程のフローチャートである。
Claims (7)
- 放電空間を形成する胴部と電極部材が挿入される端末部とが透光性セラミック材料から一体に形成されてなる高圧放電灯用の発光容器を製造する方法であって、少なくとも一部が通気性を有する型内に透光性セラミック材料の中空円筒素材をセットし、前記型を少なくとも局所的に加熱した状態で前記素材外面と前記型内面との間を減圧させることによって前記素材を前記型に密着させ、その密着状態で前記素材を前記型内面に合致する形状に成形することを特徴とする、高圧放電灯用の発光容器の製造方法。
- 前記胴部における少なくとも中央領域を、前記密着状態での前記素材の膨出変形によって前記端末部及び前記端末部と胴部との境界領域よりも肉薄とすることを特徴とする、請求項1記載高圧放電灯用の発光容器の製造方法。
- 前記端末部に相当する領域で内径が約2mm以下の中空円筒素材を、前記型内にセットすることを特徴とする、請求項1記載高圧放電灯用の発光容器の製造方法。
- 前記密着状態での前記素材の膨出変形によって、前記端末部の内径に対する前記端末部の軸線方向の長さの比を4以上にすることを特徴とする、請求項1記載高圧放電灯用の発光容器の製造方法。
- 前記中空円筒素材を前記型内で所要の形状に成形した後、前記端末部の前記胴部付近の鎖域の外径を更に減少させることを特徴とする、請求項1記載高圧放電灯用の発光容器の製造方法。
- 前記端末部の前記胴部付近の領域の外径を約4mm以下に減少させることを特徴とする、請求項5記載高圧放電灯用の発光容器の製造方法。
- 請求項1−6のいずれか1項に記載された方法で製造された発光容器の端末部の各々に電極部材を挿入することを特徴とする、高圧放電灯の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP14561698 | 1998-05-27 | ||
| JP10-145616 | 1998-05-27 | ||
| PCT/JP1999/002777 WO1999062103A1 (en) | 1998-05-27 | 1999-05-26 | Light emitting container for high-pressure discharge lamp and manufacturing method thereof |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004064097A Division JP2004221091A (ja) | 1998-05-27 | 2004-03-08 | 発光容器及びそれを有する高圧放電灯 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO1999062103A1 JPWO1999062103A1 (ja) | 2002-11-19 |
| JP3676676B2 true JP3676676B2 (ja) | 2005-07-27 |
Family
ID=15389158
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000551422A Expired - Fee Related JP3676676B2 (ja) | 1998-05-27 | 1999-05-26 | 高圧放電灯用の発光容器の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US6586881B1 (ja) |
| EP (1) | EP1001452B1 (ja) |
| JP (1) | JP3676676B2 (ja) |
| CN (2) | CN100468603C (ja) |
| DE (1) | DE69942052D1 (ja) |
| HU (1) | HU227250B1 (ja) |
| WO (1) | WO1999062103A1 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004513479A (ja) * | 2000-11-01 | 2004-04-30 | コーニンクレッカ フィリップス エレクトロニクス エヌ ヴィ | ランプの製造方法 |
| AU2002231135A1 (en) * | 2000-12-19 | 2002-07-01 | General Electric Company | Method for forming complex ceramic shapes |
| WO2002085590A1 (en) | 2001-04-17 | 2002-10-31 | Ngk Insulators, Ltd. | Method of manufacturing molded body, slurry for molding, core for molding, method of manufacturing core for molding, hollow ceramic molded body, and light emitting container |
| US6774566B2 (en) * | 2001-09-19 | 2004-08-10 | Toshiba Lighting & Technology Corporation | High pressure discharge lamp and luminaire |
| US6791267B2 (en) * | 2001-10-02 | 2004-09-14 | Ngk Insulators, Ltd. | High pressure discharge lamps, lighting systems, head lamps for automobiles and light emitting vessels for high pressure discharge lamps |
| JP3907041B2 (ja) * | 2001-10-11 | 2007-04-18 | 日本碍子株式会社 | 高圧放電灯用放電管および高圧放電灯 |
| TW557057U (en) * | 2002-10-09 | 2003-10-01 | Lite On Technology Corp | Scanner |
| US20050194908A1 (en) * | 2004-03-04 | 2005-09-08 | General Electric Company | Ceramic metal halide lamp with optimal shape |
| DE102004024272A1 (de) * | 2004-05-15 | 2005-12-01 | Lanxess Deutschland Gmbh | Pfropfpolymerisathaltige Massen für die Extrusionsverarbeitung |
| US7211954B2 (en) | 2005-03-09 | 2007-05-01 | General Electric Company | Discharge tubes |
| JP2006294581A (ja) * | 2005-03-16 | 2006-10-26 | Toshiba Lighting & Technology Corp | 高圧放電ランプ |
| JP4743847B2 (ja) * | 2005-05-18 | 2011-08-10 | 株式会社小糸製作所 | 自動車用前照灯 |
| JP2007026921A (ja) * | 2005-07-19 | 2007-02-01 | Koito Mfg Co Ltd | 自動車用放電バルブ |
| US7394200B2 (en) * | 2005-11-30 | 2008-07-01 | General Electric Company | Ceramic automotive high intensity discharge lamp |
| WO2008044560A1 (en) * | 2006-10-05 | 2008-04-17 | Ngk Insulators, Ltd. | Holding jig for joining, joining device, and method of manufacturing joined body |
| CN112457031A (zh) * | 2020-12-10 | 2021-03-09 | 郑州凯翔耐火材料有限公司 | 一种低蠕变高铝砖及其制备方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3961113A (en) * | 1975-03-03 | 1976-06-01 | Illinois Tool Works Inc. | Thermoplastic preform and heated mandrel constructions |
| AU528293B2 (en) * | 1980-02-06 | 1983-04-21 | Ngk Insulators, Ltd. | Discharge lamp tube |
| US4396857A (en) * | 1980-07-01 | 1983-08-02 | General Electric Company | Arc tube construction |
| GB2085650A (en) * | 1980-09-17 | 1982-04-28 | Matsushita Electronics Corp | High-pressure discharge lamp |
| JPS5823158A (ja) * | 1981-08-04 | 1983-02-10 | Ngk Insulators Ltd | 金属蒸気放電灯用セラミツクチユ−ブの製造法 |
| US4891555A (en) * | 1985-11-15 | 1990-01-02 | General Electric Company | Metal vapor discharge lamps |
| US5153482A (en) * | 1990-02-21 | 1992-10-06 | U.S. Philips Corporation | High-pressure sodium discharge lamp |
| US5144201A (en) * | 1990-02-23 | 1992-09-01 | Welch Allyn, Inc. | Low watt metal halide lamp |
| DE9112690U1 (de) | 1991-10-11 | 1991-12-05 | Patent-Treuhand-Gesellschaft für elektrische Glühlampen mbH, 8000 München | Hochdruckentladungslampe |
| JPH0620649A (ja) * | 1992-07-03 | 1994-01-28 | Toto Ltd | 金属蒸気放電灯の透光性バルブ及びその製造方法 |
| EP0587238B1 (en) | 1992-09-08 | 2000-07-19 | Koninklijke Philips Electronics N.V. | High-pressure discharge lamp |
| JPH07107333A (ja) | 1993-10-01 | 1995-04-21 | Sony Corp | 水平同期回路およびこれを使用したテレビジョン受像機 |
| FR2711014A1 (fr) | 1993-10-04 | 1995-04-14 | Gen Electric | Lampe à quartz à deux extrémités et procédé de fabrication de cette lampe. |
| JPH1081183A (ja) | 1996-09-11 | 1998-03-31 | Ikeda Bussan Co Ltd | エアバッグ装置 |
| JP4316699B2 (ja) * | 1997-07-25 | 2009-08-19 | ハリソン東芝ライティング株式会社 | 高圧放電ランプおよび照明装置 |
| US6137229A (en) * | 1997-09-26 | 2000-10-24 | Matsushita Electronics Corporation | Metal halide lamp with specific dimension of the discharge tube |
| JPH11167896A (ja) | 1997-12-03 | 1999-06-22 | Iwasaki Electric Co Ltd | 金属蒸気放電灯 |
| JP3318250B2 (ja) * | 1997-12-26 | 2002-08-26 | 松下電器産業株式会社 | 金属蒸気放電ランプ |
-
1999
- 1999-05-26 EP EP99922502A patent/EP1001452B1/en not_active Expired - Lifetime
- 1999-05-26 HU HU0003266A patent/HU227250B1/hu not_active IP Right Cessation
- 1999-05-26 CN CNB2003101024486A patent/CN100468603C/zh not_active Expired - Fee Related
- 1999-05-26 DE DE69942052T patent/DE69942052D1/de not_active Expired - Lifetime
- 1999-05-26 WO PCT/JP1999/002777 patent/WO1999062103A1/ja not_active Ceased
- 1999-05-26 US US09/463,374 patent/US6586881B1/en not_active Expired - Fee Related
- 1999-05-26 JP JP2000551422A patent/JP3676676B2/ja not_active Expired - Fee Related
- 1999-05-26 CN CNB998008486A patent/CN1155987C/zh not_active Expired - Fee Related
-
2002
- 2002-12-27 US US10/331,000 patent/US7041240B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1155987C (zh) | 2004-06-30 |
| EP1001452B1 (en) | 2010-02-24 |
| EP1001452A4 (en) | 2004-10-20 |
| US20030096551A1 (en) | 2003-05-22 |
| EP1001452A1 (en) | 2000-05-17 |
| CN100468603C (zh) | 2009-03-11 |
| CN1577692A (zh) | 2005-02-09 |
| CN1272220A (zh) | 2000-11-01 |
| HU227250B1 (en) | 2010-12-28 |
| US7041240B2 (en) | 2006-05-09 |
| US6586881B1 (en) | 2003-07-01 |
| DE69942052D1 (de) | 2010-04-08 |
| HUP0003266A3 (en) | 2003-04-28 |
| HUP0003266A2 (hu) | 2002-01-28 |
| WO1999062103A1 (en) | 1999-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3676676B2 (ja) | 高圧放電灯用の発光容器の製造方法 | |
| US4387067A (en) | Ceramic arc tube of metal vapor discharge lamps and a method of producing the same | |
| JPWO1999062103A1 (ja) | 高圧放電灯用の発光容器及びその製造方法 | |
| JP4144176B2 (ja) | 高圧放電灯用発光容器 | |
| JP4961655B2 (ja) | 放電ランプ | |
| EP1056115B1 (en) | High pressure discharge lamp | |
| US6224449B1 (en) | Method of forming lead-in seal in high pressure discharge lamps | |
| CN1101304C (zh) | 复杂形状中空陶瓷体的形成方法 | |
| JP2002141021A (ja) | 高圧放電灯用発光容器 | |
| HU218812B (hu) | Zárt hurkú, csőtípusú lámpaballon, valamint eljárás összekapcsolható üvegcső előállítására, eljárás üvegcsövek összekapcsolására, és eljárás a lámpaballon előállítására | |
| JP2004221091A (ja) | 発光容器及びそれを有する高圧放電灯 | |
| US20040201353A1 (en) | Discharge tube for high-pressure discharge lamp and high-pressure discharge lamp | |
| EP0869540A1 (en) | Ceramic metal halide arc lamp and method of making it | |
| JPS61148759A (ja) | 低電力,低圧,水銀封入形のコンパクトな設計のガス放電ランプおよびその製造方法 | |
| JP4613408B2 (ja) | 高圧放電灯用発光管の製造方法 | |
| EP1160831B1 (en) | Discharge lamp | |
| US6592808B1 (en) | Cermet sintering of ceramic discharge chambers | |
| US20080047665A1 (en) | Ceramic Arc Discharge Vessel and Method of Manufacture | |
| CN1881524B (zh) | 具有外部灯泡的电灯 | |
| US20070120493A1 (en) | High mercury density ceramic metal halide lamp | |
| US20050179388A1 (en) | Discharge lamp and method of forming same | |
| JP2011151027A (ja) | 放電ランプ用セラミック発光管においてフリットレスシールを作製する方法 | |
| JPH01186545A (ja) | 高圧放電灯用セラミック発光管 | |
| JPH08148118A (ja) | 高圧金属蒸気放電ランプ | |
| US20070035250A1 (en) | Ceramic arc tube and end plugs therefor and methods of making the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20010208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040308 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050405 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050428 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080513 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090513 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100513 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100513 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110513 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130513 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130513 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140513 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |