JP3725801B2 - 粘着テープ基材及び粘着テープ - Google Patents
粘着テープ基材及び粘着テープ Download PDFInfo
- Publication number
- JP3725801B2 JP3725801B2 JP2001111591A JP2001111591A JP3725801B2 JP 3725801 B2 JP3725801 B2 JP 3725801B2 JP 2001111591 A JP2001111591 A JP 2001111591A JP 2001111591 A JP2001111591 A JP 2001111591A JP 3725801 B2 JP3725801 B2 JP 3725801B2
- Authority
- JP
- Japan
- Prior art keywords
- adhesive tape
- pressure
- sensitive adhesive
- weight
- base material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Description
【発明の属する技術分野】
本発明は、粘着テープ基材及び粘着テープに関する。特に、耐熱性があって柔軟性にも優れ、基材に特定の凹凸面を形成することにより良好な手切れ性を発揮できる粘着テープに関するものである。
【0002】
【従来の技術】
粘着テープの幅方向に設けられた多数の凹溝を有する、ポリオレフィン系樹脂フィルム基材に粘着剤層を設けることにより、良好な手切れ性を付与した粘着テープが開示されている(特開平3−47885号公報)。
この粘着テープは、一面が平滑面からなり、他面が幅方向に多数の凹溝が設けられた非平滑面からなるポリオレフィン系樹脂フィルム基材の非平滑面に粘着剤層を形成することにより得られ、手切れ性はこの幅方向に形成された凹溝により発現する。
【0003】
上記公報に開示された粘着テープでは、ポリオレフィン系樹脂としては、ポリエチレン、ポリプロピレン、エチレン又はプロピレンとブテン−1などのα−オレフィンとの共重合体が記載されているが、実施例にはポリエチレン樹脂が記載されているのみであり、樹脂のMFRも0.2〜20g/10分に限定されている。
【0004】
上記粘着テープにおいて、基材のポリオレフィン樹脂として低密度ポリエチレンや線状低密度ポリエチレンを用いると、樹脂の融点が低いため、基材に粘着剤を塗布した後の乾燥温度を高くすることができず、その結果乾燥工程での時間がかかり過ぎるため、生産性が悪くなる。さらに、基材フィルムの幅方向に収縮が起こる恐れがあり、品質上から問題があった。
【0005】
そこで、融点の比較的高い高密度ポリエチレンやポリプロピレンを使用すると、粘着剤塗布工程での生産性向上は可能であるが、これらの樹脂単独では柔軟性が劣るため、粘着テープとして使用する場合は曲面追従性に問題があった。
さらに、上記公報に記載された樹脂のMFR範囲では、製膜時にフィルムの流れ方向に配向が起こるため、粘着テープの手切れ性を損なう恐れがあった。
また、この粘着テープは平滑なゴムロールを使用して製膜することが記載されているため、平滑面を有する基材しか得られず、粘着剤塗布後の粘着テープ展開が困難になるという問題点があった。
【0006】
【発明が解決しようとする課題】
本発明は、上記の課題を解決するものであり、その目的は、耐熱性に優れて生産性を向上でき、柔軟性が良好で曲面追従性に優れ、基材表面に特定の加工を施すことにより、粘着テープとしての展開性と手切れ性に優れた粘着テープ基材及び粘着テープを提供することにある。
【0007】
【課題を解決するための手段】
本発明の粘着テープ基材は、長鎖分岐を有するポリプロピレン3重量%以上を含有するMFR20g/10分以上のプロピレン系樹脂50〜99重量%及びビニル芳香族系エラストマー50〜1重量%からなるポリオレフィン系樹脂組成物より形成されてなる粘着テープ基材である。
また、本発明の粘着テープ基材は、一方の表面が幅方向に向かう多数の凹溝が設けられた凹凸面となされ、他方の表面がRa1.5μm以上のエンボス面となされていることを特徴とするものである。
更に、本発明の粘着テープは、本発明の粘着テープ基材に粘着剤層が設けられてなる粘着テープであり、特に、粘着テープ基材の凹凸面に粘着剤層が設けられてなる粘着テープである。
【0008】
以下、本発明を詳細に説明する。
本発明の粘着テープ基材には、長鎖分岐を有するポリプロピレン3重量%以上を含有するMFR20g/10分以上のプロピレン系樹脂50〜99重量%及びビニル芳香族系エラストマー50〜1重量%を含有するポリオレフィン系樹脂組成物からなるフィルムが用いられる。上記プロピレン系樹脂としては、ホモ又はランダムポリプロピレンが好ましい。
【0009】
上記プロピレン系樹脂のMFRは、20g/10分以上であって、好ましくは20〜30g/10分とされる。MFRが20g/10分より小さくなると、基材フィルムが流れ方向に配向し易くなって手切れ性が悪化する。MFRが30g/10分より大きくなるとドローレゾナンス発生がし易くなり、厚み精度のよい基材フィルムが得られ難くなる。
上記MFRはJIS K 6758に準拠して測定される値であり、以下についても同様である。
【0010】
上記プロピレン系樹脂としては、プロピレンから誘導される高分子主鎖を主成分とする汎用の重合体であって、プロピレンの単独重合体、プロピレンと他のα−オレフィンとの共重合体であるランダムポリプロピレンが用いられる。
上記α−オレフィンとしては、炭素数2及び4〜10の直鎖状あるいは分岐状のα−オレフィンが好ましく、具体的には、エチレン、1−ブテン、イソブテン、1−ペンテン、3−メチル−1−ブテン、1−ヘキセン、4−メチル−1−ペンテン、ネオヘキセン、1−ヘプテン、1−オクテン、1−デセン等が例示される。これらα−オレフィンは1種又は2種以上が併用されてよく、その共重合量は好ましくは4重量%以下である。α−オレフィンの共重合量が多すぎると、高温時における寸法安定性が劣るようになり、粘着剤塗工時の乾燥の際に収縮が発生し易くなる。
上記ポリプロピレン系樹脂は単独で用いられてもよいし、2種以上が併用されてもよい。
【0011】
上記ビニル芳香族系エラストマーとしては、一般式X−(Y−X)m 又は(Y−X)n 〔式中、Xはビニル芳香族化合物重合体ブロック、Yは共役ジエン重合体ブロックをそれぞれ表し、m,nは1以上の整数を示す〕で表されるブロック共重合体、又はY部分に少量のビニル芳香族化合物がランダム共重合されてなるランダム共重合体が用いられる。
【0012】
上記ビニル芳香族化合物としては、スチレン、t−ブチルスチレン、α−メチルスチレン、p−メチルスチレン、1,1−ジフェニルエチレン等が例示できるが、特にスチレン、α−メチルスチレンが好ましい。
【0013】
上記共役ジエンとしては、1,3−ブタジエン、イソプレン、2,3−ジメチル−1,3−ブタジエン、1,3−ペンタジエン、2−メチル−1,3−ペンタジエン、1,3−ヘキサジエン、4,5−ジエチル−1,3−オクタジエン等が例示できるが、特に1,3−ブタジエン、イソプレンが好ましく、これらの混合物であってもよい。
【0014】
上記ビニル芳香族系エラストマーとしては、上記ブロック共重合体もしくはランダム共重合体の水素添加物、又はこの水素添加物と同様の構造を有する重合体であってもよく、特に、水素添加スチレン−ブタジエンブロック共重合体もしくはランダム共重合体、水素添加スチレン−イソプレンブロック共重合体もしくはランダム共重合体が好ましい。上記ブタジエン又はイソプレンをモノマー成分とする共重合体では、1,2結合又は3,4結合の割合が25%以上のものが好ましく、50%以上のものが特に好ましい。
【0015】
上記ポリオレフィン系樹脂組成物におけるプロピレン系樹脂とビニル芳香族系エラストマーの含有比率は、プロピレン系樹脂50〜99重量%及びビニル芳香族系エラストマー50〜1重量%である。
プロピレン系樹脂が上記範囲より多くなると良好な柔軟性が得られず、ビニル芳香族系エラストマーが上記範囲より多くなると手切れ性に悪影響を及ぼすことがある。
【0016】
本発明において、上記ポリオレフィン系樹脂組成物として、長鎖分岐を有するポリプロピレンを含有し、MFRが20g/10分以上であるポリプロピレン系樹脂と、上記ビニル芳香族系エラストマーを含有してなる樹脂組成物を用いる。
【0017】
プロピレン系樹脂中における長鎖分岐を有するポリプロピレンの含有量は3重量%以上が好ましい。含有量が3重量%より少なくなると、長鎖分岐を有するポリプロピレン添加の効果が得られ難くなる。
【0018】
長鎖分岐を有するポリプロピレンは、汎用のプロピレン系樹脂に比べて高い溶融張力(伸長粘性)を持っており、このポリプロピレンを汎用のプロピレン系樹脂に含有させることにより、基材フィルムの耐熱性を損なうことなく、高MFRのポリプロピレンを製膜する際に、ドローレゾナンスを防止できるとともにネックインを制御できるため、基材フィルムの製膜性を格段に向上させることができ、寸法安定性のより優れた基材フィルムを得ることができる。
【0019】
即ち、本発明においては、使用できるプロピレン系樹脂のMFRを20〜50g/10分にまで広げることが可能となる。もっとも、長鎖分岐を有するポリプロピレンは多量に配合すると経済的に不利となるので、上限は適宜決定されればよい。
【0020】
上記長鎖分岐を有するポリプロピレンのMFRは、5〜50g/10分が好ましい。使用量にもよるが、MFRが5g/10分より小さくなると、基材フィルムの流れ方向に配向を生じて手切れ性が悪くなったり、MFRが50g/10分より大きくなると、目的とする効果が得られ難くなったりする場合がある。
【0021】
長鎖分岐を有するポリプロピレンの製造方法としては、例えば、特開平2−69533号公報に開示されているように、不活性ガス雰囲気中で直鎖状のプロピレン単独重合体を電離放射線で処理した後に、高温でエージングして製造する方法が挙げられる。このような一連の操作により、ポリプロピレン分子鎖中に生じた遊離基が反応制御された状態で再結合し、ポリプロピレン主鎖に長鎖の分岐を形成する。このような方法で製造された長鎖分岐を有するポリプロピレンの市販品としては、例えば、モンテル・エスディーケイ・サンライズ社製「HMS」が挙げられる。
【0022】
本発明においては、ポリオレフィン系樹脂組成物100重量部に対して、結晶核剤0.005〜0.1重量部が好ましく配合される。結晶核剤を配合することにより、乾燥工程における加熱時の基材フィルムの収縮をより効果的に防止できる。
【0023】
結晶核剤としてはポリプロピレン系樹脂に対して造核作用を有するものであればよく、例えば、安息香酸のNa塩やK塩、p−t−ブチル安息香酸Al塩等の有機カルボン酸の金属塩;ジベンジリデンソルビトール、ジベンジリデンキシリドール、ジベンジリデンパセイトール、モノベンジリデンソルビトール、ジベンジリデンマンニトール、1・3,2・4−ジ(アルキルベンジリデン)ソルビトール、1・3,2・4−ジ(アルコキシベンジリデン)ソルビトール、アルキル置換ジベンジリデンソルビトール等のベンズアルデヒド及びその環置換体と多価アルコールとの縮合物;ビニルシクロヘキサン、ビニルシクロペンタン等のビニルシクロアルカン類、3−メチルブテン−1、4,4−ジメチルペンテン−1、4,4−ジメチルヘキセン−1、3,3−ジメチルブテン−1、3−メチルペンテン−1、3−メチルヘキセン−1、3,5,5−トリメチルヘキセン−1、インデン、アルキル置換スチレン等を重合して得られる高分子核剤等を例示することができる。
【0024】
結晶核剤の含有量が下限を下回ると、基材フィルムの加熱による一層の収縮防止効果が期待できず、逆に過剰に配合されると、フィルムの剛性が大きくなって柔軟性を損なうことになる。
【0025】
上記ポリオレフィン系樹脂組成物には、この他に必要に応じて、顔料等の着色剤、酸化防止剤、分散剤、充填剤、帯電防止剤等が添加されてもよい。
【0026】
本発明の粘着テープ基材は上記ポリオレフィン系樹脂組成物を製膜することによって得られるものであるが、幅方向の手切れ性を付与するため、その一方の面の幅方向(フィルムの流れ方向に直交する方向)に向かう多数の凹溝を有する凹凸面が形成されるのが好ましい。凹溝の形状は手切れ性が発現できるような構造であれば特に限定されないが、例えば、長手方向に略直交する略直線状に形成されたものが好ましく挙げられる。この場合、凹溝はその深さが20〜500μm、その最薄部の厚みが10〜100μm、隣接する凹溝同士の間隔が0. 3〜5mm程度であることが手切れ性に対して効果的である。
【0027】
凹溝の深さが20μm未満になると手切れ性を確保するために基材フィルムの厚みを薄くする必要があり、基材の引張強度が実用に耐えなくなる。逆に500μmを超えると粘着剤塗工後に気泡が残り易くなる。また、凹溝におけるフィルムの最も薄い部分の厚さが10μm未満になるとフィルムの強度が低下して破断し易くなり、100μmを超えると手切れ性が悪くなる。更に、凹溝同士の間隔が下限を下回ると凹凸加工が困難となり、逆に上限を超える場合には手切れできる場所が制約を受けることになる。
【0028】
上記凹凸面には粘着剤との密着性を向上させるために、濡れ表面張力が30dyn/cm以上となるように表面処理が施されるのが好ましい。表面処理としては、例えば、コロナ放電処理、プラズマ放電処理、フレーム処理、サンドブラスト処理、プライマー処理等が挙げられる。濡れ表面張力が30dyn/cm未満の場合は、粘着剤との密着力が不足して粘着剤層が剥離しやすくなる。コロナ放電処理の場合は、50dyn/cmを超えるような処理を行うと、エンボス加工面とエンボスロールとの間で放電が発生し、放電がフィルムを貫通(裏抜け)し易くなるので好ましくない。
【0029】
本発明の粘着テープ基材の他方の面には、Raが1. 5μm以上のエンボス加工が施されるのが好ましい。エンボス加工がなされなかったり、Raの値が1. 5μm未満の場合は、巻重体となされた粘着テープの展開性が低下しがちである。
ここで、上記RaはJIS B 0601に準拠して、カットオフ値0. 8mm、評価長さ5mmに設定して測定した値である。
【0030】
上記基材フィルムの製膜方法としては、通常のプラスチック成形法が採用可能であるが、好ましくは押出成形法が採用される。そして、半溶融状態の基材フィルムを、表面に凹凸を有する金属ロールと、表面を粗面化したゴムロールとで挟圧しながら冷却しつつ引き取ることにより、片面に凹凸を付与し、他面をエンボス面とすることができる。
【0031】
本発明の粘着テープは、上記粘着テープ基材に粘着剤層を形成することにより得られる。特に、基材の凹凸面に粘着剤層を形成することにより優れた手切れ性を有する粘着テープとすることができる。粘着剤としては、例えば、アクリル系粘着剤、ビニルエーテル系粘着剤、シリコーン系粘着剤、ゴム系粘着剤等汎用の粘着テープに使用されているものが挙げられる。また、粘着剤の形態については、溶剤型、エマルジョン型、ホットメルト型等のいずれの形態であっても使用可能である。
【0032】
上記粘着テープ基材に粘着剤層を設ける方法としては、塗布ロール等により粘着テープ基材に直接塗布する方法;一旦剥離紙に塗布乾燥して形成した粘着剤層を粘着テープ基材に転写する方法等、従来公知の方法が採用可能であるが、粘着剤と基材との密着力に優れ、凹溝に気泡が残存しにくい、生産性に優れる等の利点を有する前者の方法が好ましい。
上記粘着剤層は乾燥後の塗布量が20〜50g/m2 となるように塗布することが好ましい。塗布量が20g/m2 未満になると、粘着剤が凹溝に埋没してしまい、凸部より低くなる場合があり、粘着力が不安定になり易い。
【0033】
上記粘着テープのエンボス面には、必要に応じて離型処理が施されてもよい。離型処理には、シリコーン系離型剤、非シリコーン系離型剤等公知の離型剤が用いられる。
【0034】
【発明の実施の形態】
以下に実施例を掲げて本発明の態様を更に詳しく説明するが、本発明はこれら実施例に限定されるものではない。
(参考例1〜3、比較例1〜4)
表1に示した所定量のプロピレン系樹脂及びビニル芳香族系エラストマーをドライブレンドした樹脂組成物を、シリンダ温度210〜230℃の押出機に供給して混練した後230℃の溶融樹脂をフィルム状に押出し、幅方向に向かう凹溝が形成可能な表面を有する金属ロールにて凹凸加工を施し、一面に深さ80μmの凹溝が1mm間隔で設けられた凹凸面を形成すると同時に、他面には不規則な凹凸が形成されるように、表面を荒らしたゴム製のタッチロールにて、Raが1.6μmとなるように引き取りながら押圧冷却することによりエンボス面を形成し、最大厚み120μmのフィルムを製膜した。更に、このフィルムの凹凸面に表面濡れ張力が45dyn/cmとなるようコロナ放電処理を施して粘着テープ基材を得た。
次に、この粘着テープ基材の凹凸面に、ブチルアクリレート80重量部及び2−エチルヘキシルアクリレート20重量部を主成分とするアクリル系粘着剤を、乾燥後の塗布量が35g/m2 となるように塗工機で塗工し、80℃で4分間乾燥した後巻き取り、25mm幅に切断して粘着テープの巻重体を得た。
【0035】
(比較例5)
低密度ポリエチレン(MFR=7g/10分、密度0.927g/cm3 )70重量部及び高密度ポリエチレン(MFR=10g/10分、密度0.960g/cm3 )30重量部をドライブレンドした樹脂組成物を、シリンダ温度190〜220℃で混練した後、220℃で溶融押出して成形したフィルムを用いたこと以外は参考例と同様にして粘着テープの巻重体を得た。
【0036】
(比較例6)
表面が粗面なゴムロールに代えて、表面が平滑なゴムロールを用い、Raを0.5μmとしたこと以外は、参考例と同様にして粘着テープの巻重体を得た。
【0037】
上記参考例及び比較例で得た粘着テープ基材及び粘着テープについて、下記項目の性能評価を行い、その結果を表1に併せて示した。
【0038】
(1)製膜性
粘着テープ基材の押出成形時において、押出量変動や引取不良がなく良好な粘着テープ基材が得られたものを○、押出量変動や引取不良が発生したものを×で示した。
【0039】
(2)幅方向の寸法収縮
粘着剤塗工前の1300mm幅の粘着テープ基材が、粘着剤塗工後及び乾燥後において収縮した幅方向の長さ(mm)を示した。
【0040】
(3)弾性率
JIS K 7113に準拠して粘着テープ基材の幅方向について測定した。
尚、粘着テープ基材の厚みは幅方向の最大厚みを採用した。
【0041】
(4)曲面追従性
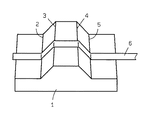
図1に示した断面形状を有する支持体1(a=80mm、b=80mm、c=160mm、h=40mm)の表面に、図2に示すように粘着テープ6を接着し、コーナー部2、3、4及び5における接着追従性を観察して次の基準で評価した。
○:コーナー部に追従してしわなく接着可能
△:凹部に少ししわが残る
×:しわが残る
【0042】
(5)手切れ性
粘着テープを幅方向に手で引き裂き、幅方向の凹溝に沿って手切れするものを合格とし、100回の手切れ操作の繰り返しで90回以上が合格であったものを○、70〜89回が合格であったものを△、69回以下が合格であったものを×で示した。
【0043】
(6)展開力
粘着テープの巻重体を巻きほぐし試験機で展開し、25mm幅当たりの展開力を測定した。
【0044】
【表1】

(実施例1〜4、比較例7〜9)
表2に示した組成としたこと以外は参考例と同様にして粘着テープの巻重体を得、参考例と同様の項目の性能評価を行い、その結果を表2に併せて示した。
【0046】
【表2】
(実施例5〜9)
表3に示した組成としたこと以外は参考例と同様にして粘着テープの巻重体を得、参考例と同様の項目の性能評価を行い、その結果を表3に併せて示した。
【0048】
【表3】
【発明の効果】
本発明の粘着テープ基材は叙上の通り、MFRが20g/10分以上のポリプロピレン系樹脂50〜99重量%と、ビニル芳香族系エラストマー50〜1重量%とからなるポリオレフィン系樹脂組成物より形成されるので、柔軟性、耐熱性、製膜性が優れている。
また、ポリプロピレン系樹脂として、長鎖分岐を有するポリプロピレン樹脂を3重量%以上含有し、MFRが20g/10分以上であるポリプロピレン系樹脂を使用することにより、柔軟性、耐熱性、製膜性が一層改善される。
更に、結晶核剤を配合することにより、乾燥工程における加熱時の基材フィルムの収縮をより効果的に防止できる。
また、上記粘着テープ基材の一方の面の幅方向(フィルムの流れ方向に直交する方向)に多数の凹溝を有する凹凸面を形成することにより、フィルム基材の樹脂組成と相まって優れた手切れ性を付与することができる。
【図面の簡単な説明】
【図1】 曲面追従性の評価において使用される支持体の形状を示す模式断面図である。
【図2】 支持体1に粘着テープ6を接着した状態を示す斜視図である。
【符号の説明】
1:支持体
2,3,4,5:コーナー部
6:粘着テープ
Claims (7)
- 長鎖分岐を有するポリプロピレン3重量%以上を含有するMFR(メルトフローレート)が20g/10分以上のプロピレン系樹脂50〜99重量%と、ビニル芳香族系エラストマー50〜1重量%とからなるポリオレフィン系樹脂組成物より形成されてなる粘着テープ基材。
- ビニル芳香族系エラストマーが、スチレンと共役ジエンとのブロック共重合体もしくはランダム共重合体の水素添加物からなる請求項1記載の粘着テープ基材。
- ポリオレフィン系樹脂組成物100重量部に対して、結晶核剤0.005〜0.1重量部が含有されてなる請求項1又は2に記載の粘着テープ基材。
- 一方の表面が幅方向に向かう多数の凹溝が設けられた凹凸面となされ、他方の表面がRa(算術平均粗さ)1.5μm以上のエンボス面となされていることを特徴とする請求項1〜3のいずれかに記載の粘着テープ基材。
- 凹凸面が、長手方向に略直交する略直線状に設けられた多数の凹溝から形成されており、凹溝はその深さが20〜500μm、その最薄部の厚みが10〜100μmであって、隣接する凹溝同士の間隔が0.3〜5mmであり、表面濡れ張力が30dyn/cm以上となるように表面処理が施されてなる請求項4に記載の粘着テープ基材。
- 請求項1〜3のいずれかに記載の粘着テープ基材に粘着剤層が設けられてなる粘着テープ。
- 請求項4又は5に記載の粘着テープ基材の凹凸面に粘着剤層が設けられてなる粘着テープ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001111591A JP3725801B2 (ja) | 2001-01-31 | 2001-04-10 | 粘着テープ基材及び粘着テープ |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001-23614 | 2001-01-31 | ||
| JP2001023614 | 2001-01-31 | ||
| JP2001111591A JP3725801B2 (ja) | 2001-01-31 | 2001-04-10 | 粘着テープ基材及び粘着テープ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002302658A JP2002302658A (ja) | 2002-10-18 |
| JP3725801B2 true JP3725801B2 (ja) | 2005-12-14 |
Family
ID=26608632
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001111591A Expired - Fee Related JP3725801B2 (ja) | 2001-01-31 | 2001-04-10 | 粘着テープ基材及び粘着テープ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3725801B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005059025A1 (ja) * | 2003-12-19 | 2005-06-30 | Richell Co., Ltd. | 転写性に優れた樹脂組成物 |
| JP2006022193A (ja) * | 2004-07-07 | 2006-01-26 | Sekisui Film Kk | 粘着テープ基材及び粘着テープ |
| JP2008031384A (ja) * | 2006-07-31 | 2008-02-14 | Mitsui Chemicals Inc | 表面保護フィルム粘着層用樹脂組成物および表面保護フィルム |
| JP5412345B2 (ja) * | 2009-07-03 | 2014-02-12 | 日東電工株式会社 | 積層フィルムおよび粘着テープ |
| CN111602229B (zh) * | 2018-03-30 | 2024-06-21 | 琳得科株式会社 | 支撑片及保护膜形成用复合片 |
-
2001
- 2001-04-10 JP JP2001111591A patent/JP3725801B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002302658A (ja) | 2002-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7222679B2 (ja) | 半導体製造工程用基材フィルム及び該基材フィルムを用いたダイシング用粘着フィルム | |
| CN100415842C (zh) | 定向撕裂的布状聚合薄膜 | |
| CN1942313B (zh) | 表面保护片 | |
| JP6917689B2 (ja) | 加飾用シートおよび加飾用積層シート | |
| JP7252380B2 (ja) | ダイシング用基体フィルム | |
| TWI443172B (zh) | 黏著劑及黏著薄膜 | |
| TW200401021A (en) | A micro-channeled protective film | |
| JP7428221B2 (ja) | 積層フィルム。 | |
| JPWO2017150430A1 (ja) | 積層フィルム | |
| JP2004323842A (ja) | 架橋ポリオレフィン系樹脂発泡シート及び粘着テープ | |
| JP3725801B2 (ja) | 粘着テープ基材及び粘着テープ | |
| JP5374440B2 (ja) | 架橋ポリオレフィン系樹脂発泡シート及び粘着テープ | |
| JPH08323942A (ja) | 表面保護フィルム | |
| TW201127622A (en) | Surface protective film | |
| JP6508383B2 (ja) | 自己粘着性表面保護フィルム | |
| JP2023146177A (ja) | 熱可塑性樹脂フィルム、粘着フィルム、および半導体製造工程用粘着フィルム | |
| JP2006022193A (ja) | 粘着テープ基材及び粘着テープ | |
| EP1624037A1 (en) | Pressure-sensitive adhesive tape | |
| JP6039693B2 (ja) | 粘着剤組成物、粘着シート及び粘着シートの製造方法 | |
| JPH11293205A (ja) | 粘着テープ及びその製造方法 | |
| JP6846898B2 (ja) | 加飾用シートおよび加飾用積層シート | |
| JP2006022192A (ja) | 粘着テープ基材及び粘着テープ | |
| WO2013011561A1 (ja) | 粘着剤組成物、粘着シート及び粘着シートの製造方法 | |
| US5854328A (en) | Polyolefin elastomer composition | |
| JP5484022B2 (ja) | 表面保護用フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050602 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050608 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050805 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050831 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050922 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080930 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090930 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090930 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100930 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110930 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120930 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130930 Year of fee payment: 8 |
|
| LAPS | Cancellation because of no payment of annual fees |