JP3729672B2 - ブランケット第一壁のアーマタイルスリット形成方法 - Google Patents
ブランケット第一壁のアーマタイルスリット形成方法 Download PDFInfo
- Publication number
- JP3729672B2 JP3729672B2 JP04540499A JP4540499A JP3729672B2 JP 3729672 B2 JP3729672 B2 JP 3729672B2 JP 04540499 A JP04540499 A JP 04540499A JP 4540499 A JP4540499 A JP 4540499A JP 3729672 B2 JP3729672 B2 JP 3729672B2
- Authority
- JP
- Japan
- Prior art keywords
- blanket
- wall
- armature
- tile
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E30/00—Energy generation of nuclear origin
- Y02E30/10—Nuclear fusion reactors
Landscapes
- Moulds, Cores, Or Mandrels (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Description
【発明の属する技術分野】
本発明は、トカマク型核融合装置のブランケット第一壁が直接プラズマ粒子の照射を受けないように外表面に接合されるアーマタイルに、熱応力低減のためのスリットを形成する方法に関する。
【0002】
【従来の技術】
従来、トカマク型核融合装置の炉内構造物であるブランケットの第一壁には、直接プラズマ粒子の照射を受けないようにタイルをろう付けで貼り付けることやボルト固定が考えられたが、ろう付けやボルト固定では信頼性,耐久性に課題がある。また、タイルの熱応力低減のため、タイルにスリットを入れることが考えられたが、コスト高となることは勿論のこと、溝加工によりスリットを入れると、固くて脆いタイルは、割れて欠ける心配がある。このため実際に適用された例はない。
【0003】
このようなことから現状では、ブランケット第一壁の外表面にベリリウムやボロンなどの原子番号の低い材料のタイルをHIP接合することが考えられている。しかし、第一壁の分散型強化銅(以下DSCuという)とタイルのベリリウムやボロンとは異なる材料であり、しかも冷却されている第一壁と高熱にさらされるタイルとの間には著しい温度差があるので、タイルの熱応力を低減すべくスリット加工が必要となる。HIP接合後の固くて脆いタイルそのものをスリット加工することは、技術的には可能であるが、コスト高の要因ともなる。
【0004】
【発明が解決しようとする課題】
そこで本発明は、HIP接合後のアーマタイルへのスリット形成を容易にし、コストを低減できるブランケット第一壁のアーマタイルスリット形成方法を提供しようとするものである。
【0005】
【課題を解決するための手段】
上記課題を解決するための本発明のブランケット第一壁のアーマタイルスリット形成方法の1つは、ブランケット第一壁の外表面に、一定の間隙を存して多数の小片のアーマタイルを縦横に配列して仮付けし、且つ各間隙にスペーサーを埋め、次にその外表面の全面とブランケット側面の一部、またはブランケット全体をキャン部材で被ってキャン部材の外縁部をシール溶接の上、HIP接合によりこれらをブランケット第一壁と一体化し、次いでキャン部材を機械加工により除去し、然る後各アーマタイル間のスペーサーを溝加工により除去してスリットを形成することを特徴とするものである。
【0006】
本発明のブランケット第一壁のアーマタイルスリット形成方法の他の1つは、ブランケット第一壁の外表面に沿い、多数の凹部を縦横に一定間隔に有する型枠を予め製作し、次にこの型枠の各凹部にほぼ同じ寸法形状の小片のアーマタイルを嵌め込んだ上、型枠をブランケット第一壁の外表面に仮付けし、次いでその全面とブランケット側面の一部、またはブランケット全体をキャン部材で被ってシール溶接の上、HIP接合してこれらをブランケット第一壁と一体化し、次にキャン部材を機械加工により除去した上、型枠の底部を機械切削により除去して小片のアーマタイルを露出させ、然る後型枠を溝加工により除去して、アーマタイル間にスリットを形成することを特徴とするものである。
【0007】
本発明のブランケット第一壁のアーマタイルスリット形成方法のさらに他の1つは、ブランケット第一壁の外表面に沿い、多数の透かし穴を縦横に一定間隔に有する型枠を予め製作し、次にこの型枠の各透かし穴にほぼ同じ寸法形状の小片のアーマタイルを嵌め込んだ上、型枠をブランケット第一壁の外表面に仮付けし、次いでその全面とブランケット側面の一部、またはブランケット全体をキャン部材で被ってシール溶接の上、HIP接合してこれらをブランケット第一壁と一体化し、次にキャン部材を機械加工により除去し、然る後型枠を溝加工により除去して、アーマタイル間にスリットを形成することを特徴とするものである。
【0008】
本発明のブランケット第一壁のアーマタイルスリット形成方法のさらに他の1つは、ブランケット第一壁の外表面に沿い、多数の透かし穴を縦横に一定間隔に有する型枠を予め製作し、次にこの型枠をブランケット第一壁の外表面に仮付け後、型枠の各透かし穴にほぼ同じ寸法形状の小片のアーマタイルを嵌め込み、次いでその全面とブランケット側面の一部、またはブランケット全体をキャン部材で被ってシール溶接の上、HIP接合してこれらをブランケット第一壁と一体化し、次にキャン部材を機械加工により除去し、然る後型枠を溝加工により除去して、アーマタイル間にスリットを形成することを特徴とするものである。
【0009】
前記のブランケット第一壁のアーマタイルスリット形成方法の1つにおいて、スペーサーはアルミナ長繊維複合材のようなセラミックス系材料、CFC(炭素繊維強化炭素複合材)であることが好ましい。
【0010】
前記のブランケット第一壁のアーマタイルスリット形成方法の他の3つにおいて、型枠はアルミナ長繊維複合材のようなセラミックス系材料、CFC(炭素繊維強化炭素複合材)であることが好ましい。
【0011】
【発明の実施の形態】
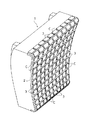
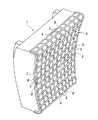
本発明のブランケット第一壁のアーマタイルスリット形成方法の1つの実施形態を図によって説明する。図1に示すようにブランケット1のプラズマと直接対面するDSCuより成る第一壁2の外表面に、一定の間隙Cを存して多数の矩形の小片のBeより成るアーマタイル3を配列して仮付けした上、各間隙Cに図2に示すようにブランケット1の第一壁2やアーマタイル3よりも靱性を有し、例え少々の削り残しがあってもプラズマ発生,維持には無害な材料として、CFC(炭素繊維強化炭素複合材)やアルミナ長繊維複合材などのスペーサー4を埋めた。次にその全面とブランケット1の側面の一部、またはブランケット1全体をキャン部材,例えばSUS板(図示省略)で被ってシール溶接の上、HIP接合により第一壁2とアーマタイル3及びCFCやアルミナ長繊維複合材などのスペーサー4とを一体化し、且つキャン部材とブランケット1とを一体化した。次いでキャン部材を機械加工により除去した。然る後各アーマタイル3間のCFCやアルミナ長繊維複合材などのスペーサー4を、図3に示すように溝加工により除去してスリット5を形成した。
【0012】
上記のようにアーマタイルスリット形成方法の1つは、ブランケット1の第一壁2に小片のアーマタイル3をHIP接合する前のアセンブリー時に、アーマタイル3間の各間隙Cにアーマタイル部材よりも靱性を有するCFCやアルミナ長繊維などのスペーサー4を埋めておくので、HIP接合後にCFCやアルミナ長繊維複合材などのスペーサー4を切削除去する際、脆いBeよりなるアーマタイル3にはき裂を生じさせずにスペーサー4を容易に切削除去できる。従って、各アーマタイル3間には簡単にスリット5を形成できて、製作コストを低減できる。
【0013】
本発明のブランケット第一壁のアーマタイルスリット形成方法の他の1つの実施形態を図によって説明する。図4に示すように多数の矩形の凹部6を縦横に一定間隔に有し、ブランケット1の第一壁2やアーマタイル3よりも靱性を有して例え少々削り残しがあってもプラズマ発生、維持には無害な材料、例えばCFCやアルミナ長繊維複合材などより成る型枠7を予め製作した。この型枠7は、ブランケット1の第一壁2の外表面に沿うように形成されている。次に図5に示すようにこの型枠7の各凹部6に、夫々ほぼ同じ寸法形状の小片のBeよりなるアーマタイル3を嵌め込み、アーマタイル3側をブランケット1の第一壁2の外表面に向けて型枠7を図6に示すように第一壁2の外表面に仮付けた。次いでその型枠7の全面とブランケット1の側面の一部、またはブランケット1全体をキャン部材、例えばSUS板(図示省略)で被ってシール溶接の上、HIP接合により第一壁2とアーマタイル3及びCFCやアルミナ長繊維複合材などより成る型枠7とを一体化し、且つキャン部材とブランケット1とを一体化した。次にキャン部材を機械加工により除去した上、型枠7の底部を機械切削により除去して、小片のアーマタイル3を図7に示すように露出させた。然る後、型枠7を溝加工により除去して、図8に示すようにアーマタイル3間にスリット5を形成した。
【0014】
上記のようにアーマタイルスリット形成方法の他の1つは、予め製作した型枠7の多数の凹部6に小片のアーマタイル3を嵌め込んで、型枠7をブランケット1の第一壁2の外表面に仮付けした後、キャン部材で被ってシール溶接の上、HIP接合によりこれをブランケット1や第一壁2と一体化するので、前述のアーマタイルスリット形成方法の1つと比べ、アーマタイル3の位置決め、仮付けが不要である。またHIP接合後、アーマタイル3の表面の型枠7の底部を機械的切削により除去することが容易であり、例えCFCやアルミナ長繊維複合材が削り残った場合でも、プラズマ発生,維持には無害であり、さらに型枠7を溝加工により除去する際、脆いBeよりなるアーマタイル3にはき裂を生じさせずに型枠7を容易に溝加工により除去できる。従って、各アーマタイル3間には簡単にスリット5を形成できて、製作コストを低減できる。
【0015】
本発明のブランケット第一壁のアーマタイルスリット形成方法のさらに他の1つの実施形態を図によって説明する。図9に示すように多数の矩形の透かし穴8を縦横に一定間隔に有し、ブランケット1の第一壁2やアーマタイル3よりも靱性を有する材料、例えばCFCやアルミナ繊維などより成る型枠9を予め製作した。この型枠9は、ブランケット1の第一壁2の外表面に沿うように形成されている。次に図10に示すように上記型枠9をブランケット1のDSCuより成る第一壁2の外表面に仮付けの上、型枠9の各透かし穴8に、夫々図11に示すように所要形状、寸法の小片のBeより成るアーマタイル3を嵌め込んだ。
尚、この型枠9は、第一壁2の外表面に仮付けする前に、各透かし穴8にアーマタイル3を嵌め込み、その後第一壁2の外表面に仮付けしてもよい。
次いでその全面とブランケット1の側面の一部、またはブランケット1全体をキャン部材、例えばSUS板(図示省略)で被ってシール溶接の上、HIP接合により型枠9及び各アーマタイル3を第一壁2と一体化し、且つキャン部材をブランケット1と一体化した。次にキャン部材を機械加工して除去した。然る後型枠9のみを図12に示すように溝加工により除去して、アーマタイル3間にスリット5を形成した。
【0016】
上記のようにアーマタイルスリット形成方法のさらに他の1つは、予め製作した型枠9の多数の各透かし穴8に小片のアーマタイル3を嵌め込んで、これをブランケット1の第一壁2に仮付けし、キャン部材で被ってシール溶接した後、全体をHIP接合するので、アーマタイル3の位置決め、仮付けが不要である。またHIP接合後に型枠9を溝加工により除去するのは、量が少ないだけ一層容易で、各アーマタイル3間には簡単にスリット5を形成できて、製作コストを低減できる。
【0017】
尚、前記のアーマタイルスリット形成方法の1つでは、アーマタイル3がBeより成り、間隙Cに埋めたスペーサー4はブランケット1の第一壁2やアーマタイル3よりも靱性を有するCFCやアルミナ長繊維複合材などより成るが、これに限定されるものではない。アーマタイル3は酸化物,炭化物,窒化物,珪化物等の焼結材料から成るものでもよく、その際スペーサー4はアーマタイル3よりも切削加工し易いものならばどのような材料でもよい。また、小片のアーマタイル3の形状は矩形で、第一壁2に縦横に配列されて、間隙Cが格子状となっているが、形状は特に限定されるものではなく、間隙Cが一定となるように配列できる形状ならばどのようなものでもよい。
【0018】
また、前記のアーマタイルスリット形成方法の他の1つ及びさらに他の1つでは、型枠7の凹部6や型枠9の透かし穴8の形状が矩形で縦横に配列されて型枠が格子状となっているが、凹部6や透かし穴8の形状は特に限定されるものではなく、凹部6や透かし穴8間の寸法が一定となるように配列できる凹部6や透かし穴8の形状ならばどのようなものでもよい。これに応じてアーマタイル3の形状も適宜選定される。また、型枠7,9はブランケット1の第一壁2やアーマタイル3よりも靱性を有する材料、例えばCFCやアルミナ長繊維複合材などより成るが、これに限定されるものではない。要はHIP接合の高温に耐えられる材料、高温下でも有害なガスを発生しない材料、HIP接合しても第一壁面やアーマタイルに着きにくい材料ならばどのようなものでもよい。さらに、型枠7,9は、厚さに対し、高さ,幅共に巨大寸法であるため、第一壁2の外表面への仮付けのための組付けの際、予め凹部6や透かし穴8へ小片のアーマタイル3を嵌め込むことにより、膨大な重量となって組付けが厄介になると共に、型枠7,9が多数のアーマタイル3の重量により歪みが生じると懸念される場合は、型枠7,9を夫々複数に分割して第一壁2の外表面へ組付けるようにするとよい。
【0019】
【発明の効果】
以上の説明で判るように本発明のブランケット第一壁のアーマタイルスリット形成方法によれば、ブランケット第一壁にアーマタイルをHIP接合後、アーマタイル間にスリットを形成することが容易で、製作コストを低減できる。
【図面の簡単な説明】
【図1】本発明のブランケット第一壁のアーマタイルスリット形成方法の1つにおいて、ブランケット第一壁の外表面に、小片のアーマタイルを配列した状態を示す斜視図である。
【図2】図1のブランケット第一壁の外表面の各アーマタイル間の間隙にCFCやアルミナ長繊維複合材などのスペーサーを埋めた状態を示す斜視図である。
【図3】図2に示されるブランケット第一壁と各アーマタイル及びCFCやアルミナ長繊維複合材などのスペーサーをHIP接合により一体化した後、各アーマタイル間のCFCやアルミナ長繊維複合材などのスペーサーを溝加工により除去してスリットを形成した状態を示す斜視図である。
【図4】本発明のブランケット第一壁のアーマタイルスリット形成方法の他の1つにおいて用いる型枠を示す斜視図である。
【図5】図4の型枠の各凹部に小片のアーマタイルを嵌め込んだ状態を示す斜視図である。
【図6】図5の型枠をブランケット第一壁に仮付けした状態を示す斜視図である。
【図7】図6の型枠及びアーマタイルをHIP接合後、型枠の底部を機械切削により除去して、小片のアーマタイルを露出させた状態を示す斜視図である。
【図8】図7の型枠を溝加工により除去して、アーマタイル間にスリットを形成した状態を示す斜視図である。
【図9】本発明のブランケット第一壁のアーマタイルスリット形成方法のさらに他の1つにおいて用いる型枠を示す斜視図である。
【図10】図9の型枠をブランケット第一壁に仮付けした状態を示す斜視図である。
【図11】図10の型枠の各透かし穴に小片のアーマタイルを嵌め込んだ状態を示す斜視図である。
【図12】図11の型枠及びアーマタイルをHIP接合後、型枠のみを溝加工により除去して、アーマタイル間にスリットを形成した状態を示す斜視図である。
【符号の説明】
1 ブランケット
2 第一壁
3 小片のアーマタイル
4 CFC(炭素繊維強化炭素複合材)
5 スリット
6 凹部
7 型枠
8 透かし穴
9 型枠
C 間隙
Claims (8)
- ブランケットの第一壁の外表面に、一定の間隙を存して多数の小片のアーマタイルを縦横に配列して仮付けし、且つ各間隙にスペーサーを埋め、次に前記外表面の全面とブランケット側面の一部、またはブランケット全体をキャン部材で被って該キャン部材の外縁部をシール溶接の上、HIP接合によりこれらを前記第一壁と一体化し、次いで前記キャン部材を機械加工により除去し、然る後前記アーマタイル間の前記スペーサーを溝加工により除去してスリットを形成することを特徴とするブランケット第一壁のアーマタイルスリット形成方法。
- ブランケットの第一壁の外表面に沿うように形成され多数の凹部を縦横に一定間隔に有する型枠を予め製作し、次にこの型枠の各凹部にほぼ同じ寸法形状の小片のアーマタイルを嵌め込んだ上、該型枠を第一壁の外表面に仮付けし、次いで該型枠を仮付けした面の全面とブランケット側面の一部、またはブランケット全体をキャン部材で被って該キャン部材の外縁部をシール溶接の上、HIP接合してこれらを前記第一壁と一体化し、次に前記キャン部材を機械加工により除去した上、前記型枠の底部を機械切削により除去して小片のアーマタイルを露出させ、然る後該型枠を溝加工により除去して、前記アーマタイル間にスリットを形成することを特徴とするブランケット第一壁のアーマタイルスリット形成方法。
- ブランケットの第一壁の外表面に沿うように形成され多数の透かし穴を縦横に一定間隔に有する型枠を予め製作し、次にこの型枠の各透かし穴にほぼ同じ寸法形状の小片のアーマタイルを嵌め込んだ上、該型枠を第一壁の外表面に仮付けし、次いで該型枠を仮付けした面の全面とブランケット側面の一部、またはブランケット全体をキャン部材で被って該キャン部材の外縁部をシール溶接の上、HIP接合してこれらを前記第一壁と一体化し、次に前記キャン部材を機械加工により除去し、然る後前記型枠を溝加工により除去して、前記アーマタイル間にスリットを形成することを特徴とするブランケット第一壁のアーマタイルスリット形成方法。
- ブランケットの第一壁の外表面に沿うように形成され多数の透かし穴を縦横に一定間隔に有する型枠を予め製作し、次に該型枠を第一壁に仮付け後、該型枠の各透かし穴にほぼ同じ寸法形状のアーマタイルを嵌め込み、次いで該型枠を仮付けした面の全面とブランケット側面の一部、またはブランケット全体をキャン部材で被って該キャン部材の外縁部をシール溶接の上、HIP接合してこれらを前記第一壁と一体化し、次に前記キャン部材を機械加工により除去し、然る後前記型枠を溝加工により除去して、前記アーマタイル間にスリットを形成することを特徴とするブランケット第一壁のアーマタイルスリット形成方法。
- 前記スペーサーがセラミックス系材料であることを特徴とする、請求項1記載のブランケット第一壁のアーマタイルスリット形成方法。
- 前記スペーサーがCFCであることを特徴とする、請求項1記載のブランケット第一壁のアーマタイルスリット形成方法。
- 前記型枠がセラミックス系材料であることを特徴とする、請求項2、3、4のいずれかに記載のブランケット第一壁のアーマタイルスリット形成方法。
- 前記型枠がCFCであることを特徴とする、請求項2、3、4のいずれかに記載のブランケット第一壁のアーマタイルスリット形成方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP04540499A JP3729672B2 (ja) | 1999-02-23 | 1999-02-23 | ブランケット第一壁のアーマタイルスリット形成方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP04540499A JP3729672B2 (ja) | 1999-02-23 | 1999-02-23 | ブランケット第一壁のアーマタイルスリット形成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000241576A JP2000241576A (ja) | 2000-09-08 |
| JP3729672B2 true JP3729672B2 (ja) | 2005-12-21 |
Family
ID=12718326
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP04540499A Expired - Fee Related JP3729672B2 (ja) | 1999-02-23 | 1999-02-23 | ブランケット第一壁のアーマタイルスリット形成方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3729672B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2851514A1 (en) * | 2013-09-20 | 2015-03-25 | Alstom Technology Ltd | Method for applying heat resistant protection components onto a surface of a heat exposed component |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01206037A (ja) * | 1988-12-23 | 1989-08-18 | Hitachi Ltd | 複合強度部材 |
| JPH03122064A (ja) * | 1989-10-06 | 1991-05-24 | Toshiba Corp | 黒鉛・銅接合体およびその製造方法 |
| JPH0754877Y2 (ja) * | 1990-03-29 | 1995-12-18 | 三菱重工業株式会社 | 核融合真空容器の断熱部材取付装置 |
| JPH07187833A (ja) * | 1993-12-27 | 1995-07-25 | Mitsubishi Chem Corp | 炭素繊維強化炭素複合材料 |
| JPH0881279A (ja) * | 1994-09-14 | 1996-03-26 | Fuji Heavy Ind Ltd | 炭素繊維強化炭素複合材およびその製造方法 |
| JP3025441B2 (ja) * | 1996-08-08 | 2000-03-27 | 日本原子力研究所 | 核融合炉の第1壁の冷却用壁体の製作方法 |
-
1999
- 1999-02-23 JP JP04540499A patent/JP3729672B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000241576A (ja) | 2000-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100622041B1 (ko) | 금속 접합에 의해 부착되고 변형 가능한 격벽을 구비하는허니컴 코어 흡음 유닛 및 그 제조 방법 | |
| US6716554B2 (en) | Battery case, cover, and feedthrough | |
| US9874103B2 (en) | Method of making a metal reinforcing member for a blade of a turbine engine | |
| US6199746B1 (en) | Method for preparing superalloy castings using a metallurgically bonded tapered plug | |
| US6064031A (en) | Selective metal matrix composite reinforcement by laser deposition | |
| GB2117799A (en) | Composite ceramic metal components | |
| CN104001904B (zh) | 用于制造金属陶瓷复合结构的方法和金属陶瓷复合结构 | |
| CN111819073B (zh) | 蜂窝板及其制造方法、以及外壳 | |
| JP3839389B2 (ja) | ベーンの修理方法 | |
| CN107208489A (zh) | 混合陶瓷基复合材料 | |
| JP3729672B2 (ja) | ブランケット第一壁のアーマタイルスリット形成方法 | |
| US6575738B1 (en) | Composite refractory insulating tile | |
| JP2016515694A (ja) | 供与ヘッドを接続する二重機能アセンブリを備えた熱交換器 | |
| US10046416B2 (en) | Method of weld cladding over openings | |
| EP0978342A3 (en) | Method and assembly for brazing a stator component of a gas turbine engine | |
| US20120121427A1 (en) | Joining element and method for the production of such a joining element as well as an integrally bladed rotor | |
| EP2062673B1 (en) | A method of supporting a work piece | |
| KR20190143797A (ko) | 단열용 코팅 포획 피처를 갖는 터보기계 구성 요소 | |
| EP3957419A1 (en) | Lightweight stiffened panels made using additive manufacturing techniques | |
| RU2105637C1 (ru) | Способ изготовления биметаллического режущего инструмента | |
| JPH0539982A (ja) | 誘導炉およびそのライニング施工方法 | |
| FR2790498A1 (fr) | Procede pour corriger les ponts thermiques entre une dalle de plancher et un mur de facade | |
| CN110920075A (zh) | 一种3d打印机用防尘装置 | |
| US5332054A (en) | Connection of frame parts with profiled panels in gratings | |
| JP3871071B2 (ja) | 繊維強化金属製品製作方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20041224 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20050107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050308 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050428 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20051004 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051004 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081014 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081014 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091014 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101014 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111014 Year of fee payment: 6 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111014 Year of fee payment: 6 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121014 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121014 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131014 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131014 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |