JP3730218B2 - 積重ステータコアとその製造方法および回転電動機とその製造方法 - Google Patents
積重ステータコアとその製造方法および回転電動機とその製造方法 Download PDFInfo
- Publication number
- JP3730218B2 JP3730218B2 JP2002523687A JP2002523687A JP3730218B2 JP 3730218 B2 JP3730218 B2 JP 3730218B2 JP 2002523687 A JP2002523687 A JP 2002523687A JP 2002523687 A JP2002523687 A JP 2002523687A JP 3730218 B2 JP3730218 B2 JP 3730218B2
- Authority
- JP
- Japan
- Prior art keywords
- stator core
- magnetic material
- plate
- stator
- predetermined number
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images














































Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/14—Stator cores with salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/14—Stator cores with salient poles
- H02K1/146—Stator cores with salient poles consisting of a generally annular yoke with salient poles
- H02K1/148—Sectional cores
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/18—Means for mounting or fastening magnetic stationary parts on to, or to, the stator structures
- H02K1/185—Means for mounting or fastening magnetic stationary parts on to, or to, the stator structures to outer stators
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/021—Magnetic cores
- H02K15/022—Magnetic cores with salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/021—Magnetic cores
- H02K15/026—Wound cores
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/08—Forming windings by laying conductors into or around core parts
- H02K15/095—Forming windings by laying conductors into or around core parts by laying conductors around salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/52—Fastening salient pole windings or connections thereto
- H02K3/521—Fastening salient pole windings or connections thereto applicable to stators only
- H02K3/522—Fastening salient pole windings or connections thereto applicable to stators only for generally annular cores with salient poles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
- Y10T29/49071—Electromagnet, transformer or inductor by winding or coiling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
- Y10T29/49073—Electromagnet, transformer or inductor by assembling coil and core
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
- Rotational Drive Of Disk (AREA)
- Windings For Motors And Generators (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
Description
この発明は、例えば磁気ディスクや光ディスク駆動装置等に用いられる媒体回転駆動用回転電動機とその回転電動機に用いられるステータに係り、特に量産性の向上を図るための構造ならびにその製造方法に関するものである。
背景技術
この種従来の回転電動機のステータは、図示はしないが例えば特開昭57−100823号公報に示されるように、鋼板から直接打ち抜かれた環状の板部材を複数枚積層することにより構成されているが、材料の歩留りが悪い。このため、例えば特公昭60−46620号公報では、多数の歯部を有する帯状の板部材を、塑性変形させながら螺旋状に巻き取って複数層積層し、その各層間を例えば溶接等で固着した構成とすることにより、歩留りの向上を図ることが開示されている。
また、他の従来の回転電動機の製造方法として例えば、特開平11−98774号公報に開示されているような方法があった。第48,49図はかかる従来の製造方法を示す図である。
まず、リボン状の磁性材料500をワーク供給機501によってプレス機502に送り、プレス機502によって薄肉部503a、ヨーク部材503b、磁極ティース503cからなるコア部材503を成形し、これを巻枠504に複数台分に相当するコア部材503が1周の間に配置されるように複数ターン巻取って円環状の積層ヨーク部材505を作製し、これに駆動コイル506を巻線し、巻線後、回転電動機1台分のステータコア507が得られるよう分割し、これを治具で折り曲げることにより回転電動機のステータを製造する方法である。
従来の回転電動機のステータは以上のように構成されているため、特開昭57−100823号公報に示されたステータでは、上記したように材料の歩留りが悪いことは勿論、多数の板部材を一枚一枚把持して搬送しなければならないので組立作業が大変となり、又、特公昭60−46620号公報に示されたステータでは、帯状の板部材を塑性変形させながら螺旋状に巻き取っているため、巻線のための展開、分割が困難であり、いずれにしても量産性に欠けるといった問題点があった。
また、特開平11−98774号公報に開示された製造方法においても、
(1)回転電動機複数台分のステータコア507を円周方向に繋いでいるので、積層ヨーク部材505の厚みに比べて径が非常に大きいため、積層ヨーク部材505が撓みやすく、積層ヨーク部材505に絶縁塗装を行う場合や巻線機に取付ける際のハンドリング性が悪い
(2)同一形状のヨーク部材を連続的に形成し、これを巻き取っているので、ステータコア507を回転電動機に取付ける際の位置決め部やステータコア507を円環状に成形し保持するためのステータ連結部等を設けることが困難である
(3)リボン状の磁性材料500にヨーク部材を形成し、これを巻枠にスパイラル状に巻き取って積層ヨーク部材505を作製しているので、磁極ティース503cが斜めに積層されるため、巻線性が悪くなったり、駆動トルクやトルクリップルが悪化する
等の問題があった。
この発明は上記のような問題点を解消するためになされたもので、巻線作業性の向上を図るとともに、量産性の向上を図ることが可能な積重ステータコアおよびステータの製造方法ならびにそのステータを具備した回転電動機とその回転電動機の製造方法を提供することを目的とするものである。
発明の開示
本発明の積重ステータコアは、所定の枚数の磁性材料で積層され各磁性材料が屈曲可能な屈曲部を介して連結される複数のヨーク部材でなる第1のコア部材と、所定の枚数の磁性材料で積層され各磁性材料の一端側が第1のコア部材の一端側のヨーク部材の上方から所定の段数の次段目の磁性材料から順次屈曲可能な屈曲部を介し下方の所定の段数と同数の段数を残して連結されるヨーク部材でなる第2のコア部材と、所定の枚数の磁性材料で積層され各磁性材料が屈曲可能な屈曲部を介して連結される第1のコア部材と同数のヨーク部材でなり、一端側のヨーク部材の上方から所定の段数の各磁性材料の一端側が第2のコア部材の下方の所定の段数の各磁性材料の他端側と屈曲可能な屈曲部を介して連結される第3のコア部材と、所定の枚数の磁性材料で積層され各磁性材料の一端側が第3のコア部材の他端側のヨーク部材の上方から所定の段数の次段目の磁性材料から順次屈曲可能な屈曲部を介し下方の所定の段数と同数の段数を残して連結されるヨーク部材でなる第4のコア部材とを備え、第1、第2のコア部材および第3、第4のコア部材をそれぞれ環状に配置して交互に積重するようにしたものである。このため、巻線のための展開、分割が容易な積重ステータコアを提供することができる。
また、本発明のステータの製造方法は、上述の積重ステータコアを順送り金型による打ち抜きにより形成する工程と、積重ステータコアを展開し直線状とする工程と、直線状の積重ステータコアに所望の処理を施す工程と、所望の処理が施された直線状の積重ステータコアに巻線を施す工程と、巻線が施された直線状の積重ステータコアを巻き取り環状の状態に戻す工程とを包含したものである。このため、巻線作業性の向上を図るとともに、量産性の向上を図ることが可能なステータの製造方法を提供することができる。
また、本発明の積重ステータコアの製造方法は、それぞれ所定枚数で積層された板状磁性材料からなる複数のステータコアと、この各ステータコアを構成する複数のヨーク部材と、ヨーク部材間に設けられた屈曲可能な屈曲部位と、一方のステータコアの上端部と他方のステータコアの下端部を結合させて複数のステータコアを段差を有しながら相互連結させる相互連結部位と、を備えたものである。このため、巻線のための展開、分割が容易な積重ステータコアを提供することができる。
また、本発明の回転電動機の製造方法は、それぞれ所定枚数で積層された板状磁性材料からなる複数のステータコアと、この各ステータコアを構成する複数のヨーク部材と、ヨーク部材間に設けられた屈曲可能な屈曲部位と、一方のステータコアの上端部と他方のステータコアの下端部を結合させて複数のステータコアを段差を有しながら相互連結させる相互連結部位と、を具備した積重ステータコアから分断された一つのステータコアを円環状に屈曲させてその両端部を連結せしめたステータと、このステータを装着せしめたベースと、を備えたものである。このため、量産性に優れた回転電動機を得ることができる。
また、本発明のディスク装置は、それぞれ所定数で積層された板状磁性材料からなる複数のステータコアと、この各ステータコアを構成する複数のヨーク部材と、ヨーク部材間に設けられた屈曲可能な屈曲部位と、一方のステータコアの上端部と他方のステータコアの下端部を結合させて複数のステータコアを段差を有しながら相互連結させる相互連結部位と、を具備した積重ステータコアから分断された一つのステータコアと、このステータコアを円環状に屈曲させてその両端部を連結せしめたステータと、このステータを装着せしめたベースと、を具備した回転電動機と、この回転電動機により回転される磁気記録媒体に対して読み出しあるいは書き込みを行う部位と、を備えたものである。このため、薄層化されかつ低コストのディスク装置が得られる。
また、本発明の回転電動機の製造方法は、複数のヨーク部材を具備し、このヨーク部材間の一個所に第1の分断部位を有し他の箇所に屈曲部位が設けられた円環状の板状磁性材料を、第1の分断部位がそれぞれ一致するように所定枚数積層する工程と、この所定枚数積層した板状磁性材料に対して円周方向にヨーク部材単位で所定数分ずれて第2の分断部位が位置するようにさらに板状磁性材料を所定枚数積層する工程と、以上2つの工程を必要回数繰り返して上記板状磁性材料を順次積層する工程と、を含んでなる。このため、巻線作業性の向上が図られるとともに、ステータ、さらに回転電動機の量産性の向上を図ることが可能となる。
また、本発明の回転電動機の製造方法は、複数のヨーク部材を具備し、このヨーク部材間の一個所に第1の分断部位を有し他の箇所に屈曲部位が設けられた円環状の板状磁性材料を、この第1の分断部位がそれぞれ一致するように所定枚数積層する工程と、所定枚数積層した板状磁性材料に対して円周方向にヨーク部材単位で所定数分ずれて第2の分断部位が位置するようにさらに板状磁性材料を所定枚数積層する工程と、以上2つの工程を必要回数繰り返して板状磁性材料を順次積層して積重ステータコアを形成する工程と、この積重ステータコアの屈曲部位を伸長させて直線状に展開する工程と、ヨーク部材に設けられた磁極ティースに駆動コイルを巻回する工程と、巻回されたヨーク部材をステータ単位で分断する工程と、分断されたステータコアを屈曲部位で屈曲させて両端部を結合せしめることにより円環状のステータを形成する工程と、を含んでなる。このため、巻線作業性の向上が図られるとともに、回転電動機の量産性の向上を図ることが可能となる。
【図面の簡単な説明】
第1図は、この発明の実施の形態1における積重ステータコアの構成を一部を展開して示す斜視図である。
第2図は、第1図における積重ステータコアの構成の一部を展開して示す正面図である。
第3図は、第2図における線III−IIIに沿った断面を示す断面図である。
第4図は、第2図における線IV−IVに沿った断面を示す断面図である。
第5図は、第1図における積重ステータコアを用いてステータを製造する方法の一工程を示す斜視図である。
第6図は、第5図におけるステータを製造する方法の第5図とは異なる第2の工程を示す斜視図である。
第7図は、第5図におけるステータを製造する方法の第3の工程を示す斜視図である。
第8図は、第5図におけるステータを製造する方法の第4の工程を示す斜視図である。
第9図は、各工程を経て得られるステータの構成を示す平面図である。
第10図は、回転電動機の斜視図である。
第11図は、回転電動機に用いるステータの斜視図である。
第12図は、ステータを展開した状態における部分拡大図である。
第13図は、ステータコアを展開した状態における部分拡大図である。
第14図は、回転電動機の分解斜視図である。
第15図は、上記回転電動機のステータコアに用いる積重ステータコアの斜視図である。
第16図は、積重ステータコアを一部展開した状態を示す斜視図である。
第17図は、積重ステータコアを伸張させた場合を示す模式図である。
第18図は、積重ステータコアの磁性材料の積層状態を示す斜視図である。
第19図は、積重ステータコアへの絶縁塗装を示す模式図である。
第20図は、積重ステータコアの部分拡大図である。
第21図は、積重ステータコアからステータコアを分離するところからステータコアへ駆動コイルを巻線するまでの工程を示す斜視図である。
第22図は、分離されたステータコアへの駆動コイルの巻線からステータを環状に成形するまでの工程を示す斜視図である。
第23図は、ステータコアの屈曲部周辺の部分拡大図および当該部分の断面図である。
第24図は、磁極ティースの角度ピッチを示す平面図である。
第25図は、駆動コイルを巻線した後に分離してステータを製造する方法を示す図である。
第26図は、実施の形態2の回転電動機のロータにカバーテーブルを設けた状態を示す図である。
第27図は、段差ヨーク部材の磁極ティースに巻回されている駆動コイルの巻数を、ヨーク部材の磁極ティースに巻回されている駆動コイルの巻数より少なくした断面構造を示した図である。
第28図は、段差ヨーク部材側が第26図に示す状態よりも低くなるようにベースに傾けて取り付け、ヨーク部材の磁極ティースに巻回されている駆動コイルの最上部までの高さHfと、段差ヨーク部材の磁極ティースに巻回されている駆動コイルの最上部までの高さHhが同じなるように設けた場合の断面構造を示した図である。
第29図は、段差ヨーク部材の部分をプレス成形し、段差ヨーク部材の段差を無くす方法を示す図である。
第30図は、段差ヨーク部材の部分をプレス成形し、段差ヨーク部材の段差を無くす方法を示す図である。
第31図は、段差ヨーク部材の部分をプレス成形し、段差ヨーク部材の段差を無くす方法を示す図である。
第32図は、回転電動機の斜視図である。
第33図は、回転電動機に用いるステータの斜視図である。
第34図は、ステータを展開した状態における部分拡大図である。
第35図は、ステータコアを展開した状態における部分拡大図である。
第36図は、積重ステータコアを一部展開した状態を示す斜視図である。
第37図は、積重ステータコアを伸張させた場合を示す模式図である。
第38図は、積重ステータコアの磁性材料の積層状態を示す斜視図である。
第39図は、積重ステータコアから分離されたステータコアに駆動コイルを巻線しステータを環状に成形するまでの工程を示す斜視図である。
第40図は、ステータをベースに取り付ける工程を示す斜視図である。
第41図は、積重ステータコアを一部展開した状態を示す斜視図である。
第42図は、積重ステータコアを伸張させた場合を示す模式図である。
第43図は、積重ステータコアから分離されたステータコアに駆動コイルを巻線する工程を示す斜視図である。
第44図は、ステータコアを円環状にした状態を示す平面図である。
第45図は、屈曲部でヨーク部材を展開した状態を示す部分平面図である。
第46図は、屈曲部の断面図である。
第47図は、上述の実施の形態の積重ステータコアを元に製造された回転電動機を具備したフロッピーディスク装置の概観図である。
第48図は、従来のステータ製造方法のうち一部の工程を示す図である。
第49図は、従来のステータ製造方法のうち一部の工程を示す図である。
発明を実施するための最良の形態
実施の形態1.
以下、この発明の実施の形態を図に基づいて説明する。第1図はこの発明の実施の形態1における積重ステータコアの構成を一部を展開して示す斜視図、第2図は第1図における積重ステータコアの構成を示す正面図、第3図は第2図における線III−IIIに沿った断面を示す断面図、第4図は第2図における線IV−IVに沿った断面を示す断面図、第5図は第1図における積重ステータコアを用いてステータを製造する方法の一工程を示す斜視図、第6図は第5図におけるステータを製造する方法の第5図とは異なる第2の工程を示す斜視図、第7図は第5図におけるステータを製造する方法の第3の工程を示す斜視図、第8図は第5図におけるステータを製造する方法の第4の工程を示す斜視図、第9図は各工程を経て得られるステータの構成を示す平面図である。
図中、10は例えば5枚の磁性材料で積層され、各磁性材料が屈曲可能な屈曲部としての薄肉部mを介して連結される3個のヨーク部材1、2、3でなる第1のコア部材で、ヨーク部材1、3の一側には複数の磁極テイース1a、3aが、また、ヨーク部材2の一側には後述の巻線の端末をからげるための複数の突起片2aが突出して形成されている。20は第1のコア部材10と同様に5枚の磁性材料で積層され、各磁性材料の一端側が第1のコア部材10の一端側のヨーク部材3の上方から2枚目の磁性材料から順次薄肉部mを介し、下方の1枚を残して連結されるヨーク部材4でなる第2のコア部材で、ヨーク部材4の一側にはヨーク部材2の突起片2aと同様の突起片4aが複数形成されている。
30は第1および第2のコア部材10、20と同様に5枚の磁性材料で積層され、薄肉部mを介して連結される第1のコア部材10と同数の3個のヨーク部材5、6、7でなる第3のコア部材で、一端側のヨーク部材5の上方から1枚目の磁性材料が、第2のコア部材20の他端側のヨーク部材4の下方から1枚目の磁性材料と薄肉部を介して連結されるとともに、ヨーク部材5、7の一側には複数の磁極テイース5a、7aが、また、ヨーク部材6の一側には各突起片2a、4aと同様の複数の突起片6aがそれぞれ突出して形成されている。40は第3のコア部材30と同様に5枚の磁性材料で積層され、各磁性材料の一端側が第3のコア部材30の他端側のヨーク部材7の上方から2枚目の磁性材料から順次薄肉部mを介し、下方の1枚を残して連結され一側には各突起片2a、4a、6aと同様の突起片8aが形成されたヨーク部材8でなる第4のコア部材であり、第1、第2のコア部材10、20および第3、第4のコア部材30、40がそれぞれ環状に配置され、交互に積重されて積重ステータコア50が形成される。
次に、上記のように構成される積重ステータコア50およびこれを用いたステータの製造方法を説明する。
まず、順送り金型内における打ち抜きにより、4枚の磁性材料を第3図に示すような輪郭に順次形成して積層するとともに、各角部C1、C2、C3、C4のうち角部C1、C2、C3の外郭近傍に小穴をあけ、この小穴と内郭との間に切り曲げによりスリットを形成して、小穴と外郭との間に屈曲可能な薄肉部mをそれぞれ形成し、又、角部C4には外郭と内郭との間に切り曲げによりスリットを形成して内、外郭間を縦断させる。
次に、上記と同様にして、1枚の磁性材料を第4図に示すような輪郭に形成して、上記のようにして積層された磁性材料の上にさらに積層するとともに、各角部C1、C2、C3、C4のうち角部C1、C2、C4の外郭近傍に小穴をあけ、この小穴と内郭との間に切り曲げによりスリットを形成して、小穴と外郭との間に屈曲可能な薄肉部mをそれぞれ形成し、又、角部C3には外郭と内郭との間に切り曲げによりスリットを形成して内、外郭間を縦断させ、第3、4図中丸印で示す位置を抜きかしめることにより積層された磁性材料を固着一体化し、各ヨーク部材5、6、7、8が形成される。
次いで、上記と同様にして、4枚の磁性材料を第3図に示すような輪郭に順次形成して積層するとともに、各角部C1、C2、C3、C4のうち角部C1、C2、C3の外郭近傍に小穴をあけ、この小穴と内郭との間に切り曲げによりスリットを形成して、小穴と外郭との間に屈曲可能な薄肉部mをそれぞれ形成し、又、角部C4には外郭と内郭との間に切り曲げによりスリットを形成して内、外郭間を縦断させる。
次いで、上記と同様にして、1枚の磁性材料を第4図に示すような輪郭に形成して、上記のようにして積層された磁性材料の上にさらに積層するとともに、各角部C1、C2、C3、C4のうち角部C1、C2、C4の外郭近傍に小穴をあけ、この小穴と内郭との間に切り曲げによりスリットを形成して、小穴と外郭との間に屈曲可能な薄肉部mをそれぞれ形成し、又、角部C3には外郭と内郭との間に切り曲げによりスリットを形成して内、外郭間を縦断させ、第3、4図中丸印で示す位置を抜きかしめることにより積層された磁性材料を固着一体化し、各ヨーク部材1、2、3、4が形成される。
そして、上記のように各ヨーク部材5ないし8で形成される環状部と、各ヨーク部材1ないし4で形成される環状部とが、ヨーク部材4の最下段の磁性材料とヨーク部材5の最上段の磁性材料とが薄肉部mを介して連結された状態で積み重ねられ積重ステータコア50が完成し、この積重ステータコア50が所定の段数積み重ねられた状態で、一つのブロックとして金型より取り出される。
このようにして、積み重ねられた状態で金型から取り出された積重ステータコア50は、第5図に示すようにパレット11により次工程に搬送されてテンションローラ12にセットされた後、第6図に示すように矢印で示す方向に上段より順次引き出されて展開され、次工程において、第7図に示すように吊具13に吊持されて塗装槽14内に浸漬され電着塗装がなされる。そして、展開された状態で電着塗装を終えた積重ステータコア50は、次の巻線工程に搬送される。
巻線工程では、第8図に示すように巻線機15により各ヨーク部材1、3、5、7の順に、収納ドラム16より引き出されたマグネットワイヤ17が、それぞれの各磁極テイース1a、3a、5a、7aに巻回され、その各端末は各ヨーク部材2、4、6、8の各突起片2a、4a、6a、8aにからめられる。そして、これらの各ヨーク部材1ないし4は巻取機18により環状に巻き取られ、ヨーク部材4の最下段の磁性材料と次のヨーク部材5の最上段の磁性材料とが連結される薄肉部mを切断することにより、第9図に示すように両ヨーク部材1、3の各磁極テイース1a、3aに巻線19が形成され、その端末19aが両ヨーク部材2、4の各突起片2a、4aにからげられたステータ60が完成する。
以下、同様にして各ヨーク部材5ないし8、1ないし4というように、連結されている薄肉部mを切り離して順次環状に巻き取ることによりステータ60が連続して完成する。
このように上記実施の形態1によれば、順送り金型内において、第3図および第4図に示すような輪郭の打ち抜き、および切り曲げ加工を、所定の枚数毎に行って積重ステータコア50を形成するとともに、これを複数段積み重ねてブロックを形成し、このブロックから積重ステータコア50を直線状に引き出して展開させ、展開された状態で電着塗装および巻線作業を行った後、再び環状に順次巻き取ってステータ60を連続して形成するようにしているので、巻線のための展開が容易となり巻線作業性の向上を図るとともに、量産性の向上を図ることが可能な積重ステータコアおよびステータの製造方法を提供することができる。
又、勿論のことこれらに限定されるものではないが、各ヨーク部材1〜8間に介在される屈曲部を、小穴およびスリツトで形成される薄肉部mで構成するようにしているので、加工が容易となり、又、第2、第3のコア部材20、30間および、第4、第1のコア部材40、10間を連結する磁性材料の枚数を一枚としているので、巻線作業を行った後に再び環状に巻き取る際の切断作業が容易となり、又、打ち抜き加工時に、各ヨーク部材1〜8毎に各磁性材料を同時に打ち抜きかしめるようにしているので、一体化の後工程を省略することができ、それぞれ組立作業性の向上を図り、さらに量産性の向上を可能にする。
又、上記ステータ60の構成では、各ヨーク部材2、4、6、8には巻線が施されることなく、所謂磁気バランサの役目を果たしているので、周辺機器の配置の関係等から、各ヨーク部材2、4、6、8に巻線を施す余裕が、スペース的にないような場合でも適用が可能になる。又、上記ステータ60の構成では、巻線後に再び環状に巻き取る場合に、巻線19が施された側が内側となるように巻き取ってインナロータ型のステータ60としているが、積重ステータコアの輪郭形状を若干変更し、巻線が施された側が外側となるように巻き取ってアウタロータ型のステータとして構成することも可能である。
上述の実施の形態では、1つのステータ60が第1のコア部材10および第2のコア部材20で構成されるとして説明を進めたが、1つのステータ60全体が板状磁性材料を所定枚数積層した1つのコア部材、すなわち1つの回転電動機用のステータコアからなるとみなすこともまた可能である。つまり、第2図からわかるように、まず4枚の板状磁性材料を完全に一致するよう積層し、次の1枚を上述の4枚の板状磁性材料の積層体に対してヨーク部材1つ分ずらして積層させ、このヨーク部材1つ分ずらした部分にさらに新たな4枚の板状磁性材料の積層体における端部のヨーク部材1つ分の部分と積層させることにより、全体として一定の積層枚数を保持しつつ、順次連結されたステータコアで構成された積重ステータコア50が形成される。
実施の形態2.
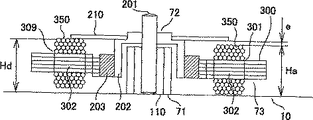
本発明の実施の形態2を第10〜14図に基づいて説明する。第10図は回転電動機の斜視図、第11図は回転電動機に用いるステータの斜視図、第12図はステータを展開した状態における部分拡大図、第13図はステータコアを展開した状態における部分拡大図、第14図は回転電動機の分解斜視図である。図中、71はベース、72はロータ、73はステータである。
第14図に示すように、ベース71にはステータ73を位置決め固定するための台座101aと嵌合部101bを有するステータ固定ピン101と、ステータ73を位置決めするためのステータ支持ピン102と、コイル端末用ランド103,104と、ベース71を固定する際に用いるベース固定穴105が設けられている。また、ロータ72にはベース71の中央部にベース71に嵌合支持されているシャフト201が設けられ、このシャフト201に嵌着固定されているターンテーブル202およびこのターンテーブル202の外周に固定され外周面が多極になるように着磁されたリング状のロータマグネット203がベース71に対して回転自在に設けられている。
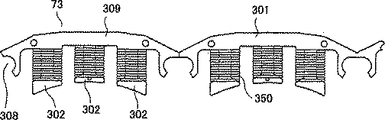
第11〜13図に示すように、ステータ73は、板状磁性材料が積層されたステータコア300および各磁極ティース302に巻回された駆動コイル350で構成されている。さらに、ステータコア300には、駆動相数に応じた磁極ティース302と磁極ティース302を歯状に設けている継鉄部303とからなるヨーク部材301と、他のヨーク部材301と同様に磁極ティース302と継鉄部303を具備し他のヨーク部材301と連結されていない板状磁性材料を一部に有する段差ヨーク部材309と、ヨーク部材間を連結する屈曲部304と、屈曲部304の両側に相対するように配置されかつ磁極ティース302と同方向に設けられたステータ位置決め用突起305と、積層された板状磁性材料を固着一体化するための抜きカシメ306,307と、ステータコア300の端部に設けられたコア結合部308と、が設けられており、各磁極ティース302には駆動コイル350が巻回されている。
ステータ位置決め用突起305は、ステータ73が第10図や第11図に示すように円環状を呈する状態になった場合、ステータ固定用ピン101と嵌合する穴を形成すべく設けられている。つまり、ステータ73を円環状にする際、一方のヨーク部材301の端部に設けられたステータ位置決め用突起305(第1の位置決め穴の部位)と、隣接した他方のヨーク部材301の端部に設けられた別のステータ位置決め用突起305(第2の位置決め穴の部位)とが、屈曲部304を支点として屈曲して、かかる2つのステータ位置決め用突起305が相対した位置に移動することにより、ステータ固定用ピン101と嵌合する一つの穴を形成する。
また、コア結合部308も同様に円環状のステータ73をステータ支持ピン102と嵌合すべく両端部のコア結合部308が相対して穴を形成するよう設けられている。よって、かかる位置決め用の穴とステータ固定用ピン101を嵌合させることにより、ステータ73をベース71に容易に固定できる。
なお、実施の形態1における第2図の断面図に示すように、段差ヨーク部材、すなわち第2図中の第4のヨーク部材4、8と他のヨーク部材、すなわち第2図中の第1〜3のヨーク部材1〜3、6〜7に積層されている板状磁性材料の枚数は同数の5枚となっている。このため、段差ヨーク部材が他のヨーク部材より板状磁性材料1枚分積層方向にずれて、他のヨーク部材に対して段差が生じている。
第10図に示す駆動コイル350の各相の一端のコイル端末351は、段差ヨーク部材309下部を通ってコイル端末用ランド103に半田付けされ、他端の各相のコイル端末は捩って一体化され共通コイル端末352としてコイル端末用ランド104に半田付けされる。
また、ステータ73を第10図、第11図に示すような円環状や、第12図に示すような直線状とすべくヨーク部材301あるいは段差ヨーク部材309が屈曲可能となるよう各ヨーク部材間の接続部分に屈曲部304が設けられている。さらに、ヨーク部材301、段差ヨーク部材309の各磁極ティース302は、各ヨーク部材内で互いに平行になるように設けられている。
以上のように構成された回転電動機80では、各駆動コイル350に所望の電流を流すことによってロータ72を回転させることができる。また、段差ヨーク部材309が設けられていることによってロータ72に作用する吸引力がヨーク部材301と段差ヨーク部材309とではロータ72の回転軸201方向に対して相違しているため、ロータ72に回転軸201がステータ73側に傾斜するような方向のモーメント力が加わる結果、回転電動機80に振動等が加わった場合でもロータ72の回転を安定させることが可能となる。
さらに、コイル端末351を段差ヨーク部材309下部を通してコイル端末用ランド103に半田付けして固着させているため、他のヨーク部材301の下部よりも広い空間を通すことができるので、結線の作業性が向上する効果がある。
上述の回転電動機80の製造方法について以下に説明する。
まず始めに本回転電動機80に用いるステータコア300の製造方法について第15〜18図に基づき説明する。第15図は上記回転電動機80のステータコア300に用いる積重ステータコアの斜視図、第16図は積重ステータコアを一部展開した状態を示す斜視図、第17図は連結部の部分でステータコア間を極端に伸張させた模式図、第18図は積重ステータコアの板状磁性材料の積層状態を示す斜視図である。
第15図において、50は円環状を呈したステータコア300が複数個積層され各ステータコア300がステータコア連結部(相互連結部位)401によって順次連結された積重ステータコアであり、第16図に示すように屈曲部304を屈曲させることによってステータコア300を順次直線状に展開できるようになっている。また、第16図および第17図に示すようにステータコア連結部401は、積重ステータコア50の段階では段差ヨーク部材309と隣接する次のステータコア300間に設けられた屈曲部304によって形成されている。このような積重ステータコア50は、第18図に示すように、一箇所に第1の分断部位411が設けられた同一の磁性材料、すなわち、第1の分断部位411が一致するように磁性材料コア410を4枚重ねた積層コア412と、磁性材料コア410と同一形状で分断部位の位置が60°ずれた位置に第2の分断部位421を有する磁性材料コア420を交互に重ねることによって製造できる。この60°という数値は、この実施の形態では5つのヨーク部材301と1つの段差ヨーク部材が総計6個設けられているので、ヨーク部材1個分がなす角度が360°÷6=60°となることから算出されたものである。なお、上述の説明ではヨーク部材301を1個分ずらした場合を示したが、例えばヨーク部材301を2個分、つまりこの実施の形態では120°ずらしたりする場合等、ヨーク部材単位で複数個分ずらして積重ステータコア50を構成しても同様の効果が得られる。
第18図において、コア連結部401は磁性材料コア420の屈曲部304に相当し、段差ヨーク部材309は磁性材料コア420の第2の分断部位421と隣接する部分309aが積層された際に段差ヨーク部材309を構成する。各磁性材料コア410及び420は、ステータコア連結部401で切断した場合には、第13図に示すごとく各々が抜きカシメ306,307によって連結されている。
次に、積重ステータコア50への絶縁塗装について第19,20図に基づき説明する。第19図は積重ステータコア50への絶縁塗装を示す模式図、第20図は積重ステータコア50の部分拡大図である。図19において74は電着塗装槽であり、内部には塗装液75が入っている。この塗装液75の中に積重ステータコア50を伸張させて浸し、この塗装液75中に入れた電極(図示せず)と積重ステータコア50間に電圧を印加することによって、積重ステータコア50の表面に絶縁塗装膜430が成膜される。積重ステータコア50を第16図で示すように屈曲部304を屈曲させて展開可能とすべく、互いに対向するステータ位置決め用突起305の先端部の開口部305aにおける塗装前のギャップaは、開口部305aが絶縁塗装によって連結されないように絶縁塗装膜430の厚さbに対してa>2bとなるよう予め設定されている。なお、上述の絶縁塗装方法としては例えばカチオン電着塗装のような絶縁塗装が一般的である。
次に、積重ステータコア50への駆動コイル350の巻線と、巻線されたステータ73のベース71への取り付けについて第14、21,22図に基づき説明する。第21図は積重ステータコア50からステータコア300を分離しステータコア300へ駆動コイル350を巻線するまでの工程を示す斜視図、第22図は分離されたステータコア300への駆動コイル350の巻線からステータ73を円環状に成形するまでの工程を示す斜視図、第14図はステータ73をベース71に取り付ける工程を示す分解斜視図である。
第21図および第22図に示すように、積重ステータコア50からステータコア300を展開し、ステータコア連結部401(図16)の部分で分断する。第22図(a)は、分断後のステータコア300を示した図である。その後、ヨーク部材301の磁極ティース302に同時に巻線機360によって駆動コイル350を連続的に巻線し(第22図(b))、巻線されたステータ73を屈曲部304で屈曲させて円環状に成形し(第22図(c))、第14図に示すように円環状のステータ73をベース71に取り付け、コイル端末351及び共通コイル端末352をコイル端末用ランド103、104に半田付けすることによって回転電動機80が完成する。
かかる回転電動機用ステータの製造方法を採用することにより、巻線作業性の向上が図られるとともに、ステータ、さらに回転電動機の量産性の向上を図ることが可能となる。
次に、上述の回転電動機80に用いられているステータコア300の形状について第23,24図に基づき説明する。第23図はステータコア300の屈曲部304週辺の部分拡大図および当該部分の断面図、第24図は磁極ティース302の角度ピッチを示す平面図である。屈曲部304の直径方向に対する幅cは積層されている板状磁性材料1枚の厚みtに対して、1.5t≦c≦2.5tとなるように設定されている。これは、屈曲部304を屈曲されることによってステータコア300を直線状に展開して駆動コイル350を巻線し、その後ステータコア300の屈曲部304を再度屈曲させてステータ73を円環状に成形する際に屈曲部304が分断されないようにするためである。屈曲部304の折り曲げ回数の観点から屈曲部304の幅cと厚みtの関係を実験的に調べたところ、屈曲部304の幅cが1.5t以上であれば、屈曲部304は複数回の折り曲げに耐えられることが判明した。但し、屈曲部304の幅cを大きく取りすぎてしまうと、ステータ73を円環状にする場合に屈曲部304の所定の位置で折り曲がらず円環状にならない場合が生じ、上限として2.5t以下が好適であることも同様に実験的に見出された。
また、第24図に示すように、ヨーク部材301内の磁極ティース302の電気角度ピッチθbと隣り合うヨーク部材301との磁極ティース302の電気角度ピッチθとを、θ≠θbとすることによってコギングトルクを低減することが可能となる。一方、θとθbの関係を大きく変えてしまうと回転電動機の駆動力が低下してしまうので、両者のずれ量を電気角度で10°以下とするのが良い。すなわち、θb−10°≦θ≦θb+10°でかつθ≠θbという関係を満たす電気角度θが好適である。
以上、実施の形態2では、積重ステータコア50からステータコア300を分離した後に駆動コイル350を巻線したが、第25図に示すように駆動コイル350を巻線した後に分離してステータ73を製造しても同様の効果、つまり、巻線作業性の向上が図られるとともに、ステータ、さらに回転電動機の量産性の向上を図れる効果を奏することは言うまでもない。
実施の形態3.
上述の実施の形態2では、ステータ73を段差ヨーク部材309とヨーク部材301に板状磁性材料(磁性材料コア410,420)1枚分の段差が生じた状態で回転電動機80に適用するが、段差ヨーク部材309で生じるヨーク部材間の段差の影響を軽減する方法を以下に説明する。なお、上述の実施の形態2と同一若くは相当部材については同一符号を付して説明を省略する。
第26図は実施の形態2の回転電動機80のロータ72にロータマグネット203とステータ73との空隙間に塵等が入らないようにカバーテーブル210を設けた状態を示す断面図である。図中、110はベース71に設けられたシャフト201と嵌合する軸受けである。この場合、ヨーク部材301の高さHaと段差ヨーク部材309の高さHdに段差が生じ、ヨーク部材301の磁極ティース302に巻回されている駆動コイル350の上面から所定の隙間eを介してカバーテーブル210を設けた場合、段差ヨーク部材309の磁極ティース302に巻回された駆動コイル350にカバーテーブル210が接触する結果、回転電動機80の所望の動作が得られないか、若しくは回転しない事態が発生する。かかる対策として、隙間eを大きく取ることが考えられるが回転電動機80の厚さ自体が大きくなり薄型化が困難となる問題が生じた。
実施の形態3では、回転電動機80の厚さを増大させる不具合を回避しながら段差ヨーク部材309の影響を解消する方法について説明する。
有効な方法の一つとして、第27図に示すように段差ヨーク部材309の磁極ティース302に巻回されている駆動コイル350の巻数を、ヨーク部材301の磁極ティース302に巻回されている駆動コイル350の巻数より少なくする方法が挙げられる。
また、別の方法として、第28図に示すように段差ヨーク部材309側が第26図に示す状態よりも低くなるようステータ73をベース71に傾斜させて取り付け、ヨーク部材301の磁極ティース302に巻回されている駆動コイル350の最上部までの高さHfと、段差ヨーク部材309の磁極ティース302に巻回されている駆動コイル350の最上部までの高さHhが同一になるように設ける方法がある。
さらに、別の方法として、第29図に示すように、段差ヨーク部材309を有するステータコア300(図29(a))を他のヨーク部材301の高さと一致するようプレス成形し(図29(b))、段差ヨーク部材309の段差を無くして、第30図に示すように、駆動コイル350を磁極ティース302にそれぞれ巻線した後、各ヨーク部材301を円環状に屈曲させてステータ73を形成して、第31図に示すように、このステータ73をベース71に取り付け、固定することによって段差ヨーク部材309の高さをヨーク部材301の高さに一致させるようにする方法も極めて有効である。
以上のように、駆動コイル350の巻数を変更する方法、ステータ73を傾斜せしめてベース71に取り付ける方法、段差ヨーク部材309部分をプレス成形する方法等によって、段差ヨーク部材309の影響が解消されれば、容易に薄型の回転電動機80を得ることができる。
実施の形態4.
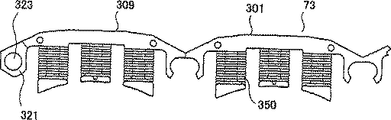
ステータコアの結合部をヨーク部材が互いに重なるような構造として、ステータ73のベース71への取り付け性を向上させる実施の形態4の積重ステータコアおよび回転電動機を第32〜40図に基づき説明する。第32図は回転電動機の斜視図、第33図は回転電動機に用いるステータの斜視図、第34図はステータを展開した状態における部分拡大図、第35図はステータコアを展開した状態における部分拡大図、第36図は積重ステータコアを一部展開した状態を示す斜視図、第37図は積重ステータコアを伸張させた場合を示す模式図、第38図は積重ステータコアの板状磁性材料の積層状態を示す斜視図、第39図は積重ステータコア50からステータコア300を分離して駆動コイル350を巻線しステータ73を円環状に成形するまでの工程を示す斜視図、第40図はステータ73をベース71に取り付ける工程を示す斜視図である。なお、上述の実施の形態2と同一若くは相当部材については同一符号を付して説明を省略する。
第40図に示すように、ベース71にはステータ73を位置決め固定するための台座101aと嵌合部101bを有するステータ固定ピン101と、ステータ73を位置決めするためのステータ支持ピン102が設けられ、さらに、ロータ72が回転自在に設置されている。
第32〜34図および第40図に示すように、ステータ73は板状磁性材料が積層されたステータコア300と駆動コイル350で構成されている。ステータコア300は、駆動相数に応じた磁極ティース302と磁極ティース302を歯状に設けている継鉄部303とからなるヨーク部材301と、ヨーク部材301間を連結する屈曲部304と、この屈曲部304の両側に相対するようにかつ磁極ティース302と同方向に設けられたステータ位置決め用突起305と、ステータコア300の端部に設けられステータコア300が円環状に成形された際に互いに重なり合うように、かつ結合固定用穴323,324が穿たれたコア結合部321,322と、他のヨーク部材301と同様に磁極ティース302、継鉄部303を具備し、他のヨーク部材301と連結されていない板状磁性材料を一部に有した段差ヨーク部材309とが設けられており、各磁極ティース302には駆動コイル350が巻回されている。
ステータ位置決め用突起305は、ステータ73が円環状を呈している状態では、ステータ固定用ピン101と嵌合する穴が形成されるように設けられている。また、第32、33、40図に示すように、コア結合部321、322も同様にステータ73を円環状にした場合に両端部のコア結合部321、322が互いに重なり合い、結合固定用穴323、324がステータ支持ピン102と嵌合するようになっている。
なお、段差ヨーク部材309と他のヨーク部材301に積層されている板状磁性材料の枚数は同一の5枚であり、段差ヨーク部材309が板状磁性材料1枚分のみ他のヨーク部材301より積層方向に対して上面側にずれているため、板状磁性材料1枚分の段差が発生している。
以上のように構成された回転電動機80では、各駆動コイル350に所望の電流を流すことによってロータ72を回転させることができる。また、段差ヨーク部材309が設けられていることによってロータ72に作用する吸収力がヨーク部材301と段差ヨーク部材309とではロータ72の回転軸201方向に対して相違しているため、ロータ72に回転軸201がステータ73側に傾斜するような方向のモーメント力が加わる結果、回転電動機80に振動等が加わった場合でもロータ72の回転を安定させることが可能となる。
また、ステータコア300の両端部に結合固定用穴323,324を有するコア結合部321,322を設け、結合固定用穴323,324にステータ支持ピン102が嵌合するように構成しているので、ステータ73を円環状に成形しベース71に固定する際の作業性や位置決め性が向上するとともに、強固にベース71に固定することが可能となる。以下、このような回転電動機80の製造方法について説明する。
まず始めに本回転電動機80に用いるステータコア300の製造方法について第36〜38図を用いて説明する。図中、50は円環状を呈したステータコア300が複数個積層され、各ステータコア300がステータコア連結部401によって連結された積重ステータコアであり、第36図に示すように屈曲部304を屈曲させることによってステータコア300を直線状に展開できるようになっている。
かかる積重ステータコア50は、第38図に示すように、コア結合部321に相当する部分の近傍に第1の分断部位451が設けられた互いの同一の磁性材料コア452を第1の分断部位451を一致させるようにして2枚重ねた積層コアA453と、磁性材料コア452と鏡像関係、つまり180度反転品としたものでコア結合部322に相当する部分の近傍に第2の分断部位454を有する磁性材料コア455を2枚重ねた積層コアB456と、屈曲部304の位置に相当する部分に結合固定用穴323,324を回避すべく一部切り欠かれたステータコア連結部401およびステータコア連結部401から一つのヨーク部材に相当する分だけ離れた位置における屈曲部304に設けられた第3の分断部位457を有する磁性材料コア458とを、順次重ねることによって製造される。なお、第18図中の301aは積層された際にヨーク部材301となる部分を、309aは積層された際に段差ヨーク部材309となる部分をそれぞれ示している。
積層コアA453、積層コアB456及び磁性材料コア458は、ステータコア連結部401で切断した場合に第35図に示したように互いに抜きカシメ306,307によって連結されている。積重ステータコア50への駆動コイル350の巻線、ステータ73のベース71への取り付けについては第36、39、40図に示すように実施の形態2と同様であり、第36図に示すように積重ステータコア50からステータコア300を展開し、上述のステータコア連結部401の部分で分断し、その後ヨーク部材301の磁極ティース302に同時に巻線機360によって駆動コイル350を連続的に巻線し、巻線されたステータ73を屈曲部304で屈曲させて円環状に成形し、これを第40図に示すようにベース71に取り付け、コイル端末351及び共通コイル端末352をコイル端末用ランド103、104に半田付けすることによって回転電動機80が完成する。上述の回転電動機の製造方法の適用により、巻線作業性の向上が図られるとともに、回転電動機の量産性の向上を図れる効果に加えて、ステータ73を円環状に成形しベース71に固定する際の作業性や位置決め性が向上するとともに、強固にベース71に固定することが可能となる。
実施の形態5.
上記実施の形態2、4では、積重ステータコア50を形成するのにステータコア300間を繋ぐステータコア連結部401の両側にあるヨーク部材301(段差ヨーク部材309を含む)を形成する板状磁性材料を積層し、抜きカシメ306,307によって結合させていたので、ステータコア連結部401で切断した後に段差ヨーク部材309が発生する。実施の形態5では、駆動コイル350を巻線する磁極ティース302に段差が発生しないステータコア300の連結手段を提供するものであり、第41〜43図に基づき説明する。
第41図は積重ステータコア50を一部展開した状態を示す斜視図、第42図は積重ステータコアを伸張させた場合を示す模式図、第43図は積重ステータコア50からステータコア300を分離して駆動コイル350を巻線する工程を示す斜視図である。なお、上記実施の形態2、4と同一若くは相当部材については同一符号を付して説明を省略する。
第41、42図中、401はステータコア連結部である。ステータコア連結部401の一端側に設けられヨーク部材301上に載置されている板状磁性材料は屈曲部304の形状に類似した結合片部470が抜きカシメ471によってヨーク部材301に結合されており、対向する一端はヨーク部材301を形成する磁極ティース302と継鉄部303で構成されている。つまり、結合片部470が相互連結部位として機能している。かかる構成により、ステータコア連結部401で積重ステータコア50からステータコア300を分離すると第43図に示すような状態となって、ステータコア300の端部に結合部片470は残るものの駆動コイル350を巻回する磁極ティース302の部分には各ヨーク部材301間で段差が生じることがなく、積重ステータコア50を用いても段差のない薄型化可能なステータ73を得ることができる。
実施の形態6.
上記実施の形態2〜4では屈曲部304をヨーク部材301を形成する継鉄部303よりも薄肉の部位で構成することにより形成していたが、さらに屈曲容易な屈曲部について第44〜46図に基づき説明する。第44図はステータコア300を円環状にした状態を示す平面図、第45図は屈曲部でヨーク部材301を展開した状態を示す部分平面図、第46図は屈曲部の断面図である。なお、上記実施の形態2、4と同一若くは相当部材については同一符号を付して説明を省略する。
図中、340はヨーク部材301間を連結する屈曲部であり、この屈曲部340の中央部にステータ73をベース71に取り付け固定するための位置決め固定穴341が設けられている。また、第46図に示すように、積層されている板状磁性材料が半抜き加工によって形成される凹部342と凸部343が各々嵌合するように1〜4層の板状磁性材料が積層されており、5層目の板状磁性材料(図中の最上層)には4層目の板状磁性材料の凸部343と嵌合する穴344が設けられている。さらに、各層の板状磁性材料には屈曲部340が容易に屈曲するよう屈曲部340の近傍に所定の幅を有するギャップ部345が設けられており、凹部342と凸部343の嵌合によって構成されるいわゆる関節構造によってヨーク部材301が展開可能なように構成されている。
以上のように屈曲部340を関節構造とすることにより、積重ステータコア50のようにステータコア300の展開やステータ73の円環状への成形というように屈曲部での折り曲げが多いコア構造では、屈曲部の疲労による破断等を無くすことが可能となり回転電動機80の信頼性を向上させることができる。
実施の形態7.
上述の実施の形態にかかる積重ステータコア50を基に製造された回転電動機80を具備したフロッピーディスク装置について第47図に基づき説明する。
図中、601はローディングユニット、602は磁気ヘッド、603は制御基板、604はボイスコイルモータ、605はフロッピーディスク、をそれぞれ示す。
フロッピーディスク装置のほぼ中央部に積層ステータコア50を基に製造された回転電動機80がフロッピーディスク装置のベースに載置され、その回転トルクによってフロッピーディスク605中で回転自在に装着された磁気記録媒体を所望の回転数で回転させる。かかるフロッピーディスク605に対して、磁気ヘッド602を用いて読み出しおよび書き込みを行う。ボイスコイルモータ604は磁気ヘッド602をフロッピーディスク605の径方向にシークさせる。回転電動機80、ボイスコイルモータ604等の制御は制御基板603上の電子回路によって精密に制御される。
本発明にかかる回転電動機80をフロッピーディスク装置に適用することにより、フロッピーディスク装置の薄層化と低コスト化を図ることが可能となる。
上述の実施の形態の説明では、フロッピーディスク装置を一例として説明したが、他の回転電動機による駆動機構を有するディスク装置、例えば、ハードディスク装置やCD−DOM装置等に適用しても同様の効果が生じる。
産業上の利用可能性
以上のように、本発明に係る積重ステータコアでは、材料の搬送性、巻線装置への取り付け性、巻線のための展開、分割が容易で組立作業性の向上を図ることが可能な積重ステータコアを提供することができる。さらに、かかる積重ステータコアから量産性に優れた回転電動機を製造することができる。
Claims (32)
- 所定の枚数の磁性材料で積層され上記各磁性材料が屈曲可能な屈曲部を介して連結される複数のヨーク部材でなる第1のコア部材と、
上記所定の枚数の磁性材料で積層され上記各磁性材料の一端側が上記第1のコア部材の一端側のヨーク部材の上方から所定の段数の次段目の上記磁性材料から順次屈曲可能な屈曲部を介し下方の上記所定の段数と同数の段数を残して連結されるヨーク部材でなる第2のコア部材と、
上記所定の枚数の磁性材料で積層され上記各磁性材料が屈曲可能な屈曲部を介して連結される上記第1のコア部材と同数のヨーク部材でなり、一端側の上記ヨーク部材の上方から上記所定の段数の各磁性材料の一端側が上記第2のコア部材の下方の上記所定の段数の各磁性材料の他端側と屈曲可能な屈曲部を介して連結される第3のコア部材と、
上記所定の枚数の磁性材料で積層され上記各磁性材料の一端側が上記第3のコア部材の他端側のヨーク部材の上方から所定の段数の次段目の磁性材料から順次屈曲可能な屈曲部を介し下方の上記所定の段数と同数の段数を残して連結されるヨーク部材でなる第4のコア部材とを備え、
上記第1、第2のコア部材および第3、第4のコア部材がそれぞれ環状に配置され交互に積重されていることを特徴とする積重ステータコア。 - 各ヨーク部材の一側には磁極テイースがそれぞれ突出して形成されていることを特徴とする請求項1記載の積重ステータコア。
- 屈曲部は薄肉部を残した切り曲げにより形成されていることを特徴とする請求項1記載の積重ステータコア。
- 所定の段数を1段としたことを特徴とする請求項1記載の積重ステータコア。
- 所定の位置のヨーク部材は磁気バランサであることを特徴とする請求項1記載の積重ステータコア。
- ヨーク部材は積層された磁性材料を抜きかしめにより一体化することにより形成されていることを特徴とする請求項1記載の積重ステータコア。
- 複数段積重されていることを特徴とする請求項1記載の積重ステータコア。
- 請求項1記載の積重ステータコアを順送り金型による打ち抜きにより形成する工程と、上記積重ステータコアを展開し直線状とする工程と、直線状の上記積重ステータコアに所望の処理を施す工程と、所望の処理が施された直線状の上記積重ステータコアに巻線を施す工程と、巻線が施された直線状の上記積重ステータコアを巻き取り環状の状態に戻す工程とを包含したことを特徴とするステータの製造方法。
- 所望の処理は電着塗装であることを特徴とする請求項8記載のステータの製造方法。
- 巻線が施された側が内側となるように巻き取ることを特徴とする請求項8記載のステータの製造方法。
- 巻線が施された側が外側となるように巻き取ることを特徴とする請求項8記載のステータの製造方法。
- それぞれ所定枚数で積層された板状磁性材料からなり上下方向に連結された複数のステータコアと、
上記各ステータコアを構成する複数のヨーク部材と、
上記ヨーク部材間に設けられた屈曲可能な屈曲部と、
下側のステータコアの上端部と上側のステータコアの下端部を結合させて上記複数のステータコアを段差を有しながら相互連結させるとともに、上記下側のステータコアの最上部に位置した板状磁性材料と上記上側のステータコアの最下部に位置した板状磁性材料の面方向で連結されて構成される相互連結部位と、
上記相互連結部位の上側に位置し、上記上側のステータコアを分断する分断部位と、
上記相互連結部位の下側に位置し、上記下側のステータコアを分断する分断部位と、
を備えたことを特徴とする積重ステータコア。 - 上記複数のステータコアが、それぞれ上記屈曲部で円環状に屈曲され、かつ上記相互連結部位を介して順次連結されながら円環状を呈するよう積重されたことを特徴とする請求項12記載の積重ステータコア。
- 上記相互連結部位が上記下側のステータコアの上端部と上側のステータコアの下端部を連結するように設けられた一つの結合部材で構成されていることを特徴とする請求項12記載の積重ステータコア。
- 上記屈曲部が、上記各板状磁性材料における各ヨーク部材の部分の両端に設けられた凹凸部を相互にかしめて構成されていることを特徴とする請求項12記載の積重ステータコア。
- 上記ヨーク部材の直径方向における上記屈曲部の幅cが上記板状磁性材料1枚の厚みtに対して、1.5t≦c≦2.5tの関係を満たすことを特徴とする請求項12記載の積重ステータコア。
- 上記ステータコアを屈曲させることにより、上記各ステータコアの両端部および/または上記各屈曲部に所定の位置決め穴用の部位がそれぞれ形成されたことを特徴とする請求項12記載の積重ステータコア。
- 上記位置決め穴用の部位が、上記各ヨーク部材の一方の端部に半円状のくぼみ部を有する第1の位置決め穴の部位と、上記屈曲部を介して結合された他方のヨーク部材で上記一方のヨーク部材と対向する端部に上記第1の位置決め穴の部位に対して鏡面対称の半円状くぼみ部を有する第2の位置決め穴の部位と、を備え、
上記屈曲部を支点に上記ステータコアを屈曲させた際に上記第1の位置決め穴の部位と上記第2の位置決め穴の部位とが相対する位置に移動することにより位置決め穴が形成されることを特徴とする請求項17記載の積重ステータコア。 - それぞれ所定枚数で積層された板状磁性材料からなり上下方向に連結された複数のステータコアと、
上記各ステータコアを構成する複数のヨーク部材と、
上記ヨーク部材間に設けられた屈曲可能な屈曲部と、
下側のステータコアの上端部と上側のステータコアの下端部を結合させて上記複数のステータコアを段差を有しながら相互連結させるとともに、上記下側のステータコアの最上部に位置した板状磁性材料と上記上側のステータコアの最下部に位置した板状磁性材料の面方向で連結されて構成される相互連結部位と、
上記相互連結部位の上側に位置し、上記上側のステータコアを分断する分断部位と、
上記相互連結部位の下側に位置し、上記下側のステータコアを分断する分断部位と、
を具備した積重ステータコアから分断された一つのステータコアであって、上記ヨーク部材の一部で他のヨーク部材に対して、上記板状磁性材料の積層方向に所定枚数分ずれた段差ヨーク部材を具備したステータコアを円環状に屈曲させてその両端部を連結せしめたステータと、
上記ステータを装着せしめたベースと、
を備えたことを特徴とする回転電動機。 - 上記段差ヨーク部材に設けられた磁極ティースの駆動コイルの巻線数が、
上記他のヨーク部材における磁極ティースの巻線数よりも少ないことを特徴とする請求項19記載の回転電動機。 - 上記段差ヨーク部材に設けられた磁極ティースの駆動コイルの最上部と、
上記他のヨーク部材における磁極ティースの駆動コイルの最上部が略同一面になるように上記ステータを上記ベースに対して傾斜させて嵌着させたことを特徴とする請求項19記載の回転電動機。 - 上記段差ヨーク部材の一端に位置決め用穴を具備したステータと、
上記位置決め用穴に勘合すべく設けられた固定ピンを具備したベースと、
を備えたことを特徴とする請求項19記載の回転電動機。 - 上記各ヨーク部材に設けられた磁極ティースと、
上記磁極ティースに巻回された駆動コイルと、
上記駆動コイルから発して上記段差ヨーク部材と上記ベース間の空間を通して上記ベース面上に設けられたコイル端末用ランドに至るコイル端末と、
を備えたことを特徴とする請求項19記載の回転電動機。 - 上記各ヨーク部材に設けられた複数の磁極ティースのうち2つの隣接した上記磁極ティースの先端部が円環状に形成された上記ステータコアの中心点についてなす電気角度θbと、上記屈曲部の中心点と上記屈曲部に隣接した上記磁極ティースの先端部が上記ステータコアの中心点についてなす電気角度θとが、θb−10°≦θ≦θb+10°でかつθ≠θbという関係を満たすことを特徴とする請求項19記載の回転電動機。
- 複数のヨーク部材を具備し、このヨーク部材間の一箇所に第1の分断部位を有し他の箇所に屈曲部が設けられた円環状の板状磁性材料を、上記第1の分断部位が、それぞれ一致するように所定枚数積層する工程と、
上記所定枚数積層した板状磁性材料に対して円周方向にヨーク部材単位で所定数分ずれて第2の分断部位が位置するようにさらに板状磁性材料を所定枚数積層する工程と、
上記2つの工程を必要回数繰り返して上記板状磁性材料を順次積層するとともに、第2の
分断部位を有する板状磁性材料における2つの第1の分断部位に挟まれる部分によって相互連結部位を形成する工程と、
を含んでなる積重ステータコアの製造方法。 - 複数のヨーク部材を具備し、このヨーク部材間の一箇所に第1の分断部位を有し他の箇所に屈曲部が設けられた円環状の板状磁性材料を、上記第1の分断部位が、それぞれ一致するように所定枚数積層する工程と、
上記所定枚数積層した板状磁性材料に対して円周方向にヨーク部材単位で所定数分ずれて第2の分断部位が位置するようにさらに板状磁性材料を所定枚数積層する工程と、
上記2つの工程を必要回数繰り返して上記板状磁性材料を順次積層するとともに、第2の分断部位を有する板状磁性材料における2つの第1の分断部位に挟まれる部分によって相互連結部位を形成する工程と、
を含んで積重ステータコアを形成する工程と、
上記積重ステータコアの屈曲部を伸長させて直線状に展開する工程と、
上記ヨーク部材に設けられた磁極ティースに駆動コイルを巻回する工程と、
上記巻回されたヨーク部材をステータ単位で分断する工程と、
上記分断されたステータを上記屈曲部で屈曲させて両端部を結合せしめることにより円環状のステータを形成する工程と、
を含んでなる回転電動機の製造方法。 - 複数のヨーク部材を具備し上記各ヨーク部材間に屈曲部が設けられかつこの屈曲部の一方の近傍に第1の分断部位を有する円環状の板状磁性材料を、上記第1の分断部位がそれぞれ一致するように所定枚数積層する工程と、
上記積層された板状磁性材料に、上記第1の分断部位に対して上記屈曲部を介して相対する位置に第2の分断部位を有する板状磁性材料を上記第2の分断部位がそれぞれ一致するように所定枚数積層する工程と、
上記所定枚数積層された第2の分断部位を有する板状磁性材料に対して円周方向にヨーク部材単位で所定数分ずれて第3の分断部位が位置するようにさらに板状磁性材料を所定枚数積層する工程と、
上記3つの工程を必要回数繰り返して上記板状磁性材料を順次積層するとともに、第3の分断部位を有する板状磁性材料における第1の分断部位と第2の分断部位とに挟まれる部分によって相互連結部位を形成する工程と、
を含んでなる積重ステータコアの製造方法。 - 複数のヨーク部材を具備し上記各ヨーク部材間に屈曲部が設けられかつこの屈曲部の一方の近傍に第1の分断部位を有する円環状の板状磁性材料を、上記第1の分断部位がそれぞれ一致するように所定枚数積層する工程と、
上記積層された板状磁性材料に、上記第1の分断部位に対して上記屈曲部を介して相対する位置に第2の分断部位を有する板状磁性材料を上記第2の分断部位がそれぞれ一致するように所定枚数積層する工程と、
上記所定枚数積層された第2の分断部位を有する板状磁性材料に対して円周方向にヨーク部材単位で所定数分ずれて第3の分断部位が位置するようにさらに板状磁性材料を所定枚数積層する工程と、
上記3つの工程を必要回数繰り返して上記板状磁性材料を順次積層するとともに、第3の分断部位を有する板状磁性材料における第1の分断部位と第2の分断部位とに挟まれる部分によって相互連結部位を形成する工程と、
を含んで積重ステータコアを形成する工程と、
上記積重ステータコアの屈曲部を伸長させて直線状に展開する工程と、
上記ヨーク部材に設けられた磁極ティースに駆動コイルを巻回する工程と、
上記巻回されたヨーク部材をステータ単位で分断する工程と、
上記分断されたステータを上記屈曲部で屈曲させて両端部を結合せしめることにより円環状のステータを形成する工程と、
を含んでなる回転電動機の製造方法。 - 複数のヨーク部材を具備し上記各ヨーク部材間に屈曲部が設けられかつこの屈曲部の一方の近傍に第1の分断部位を有する円環状の板状磁性材料を、上記第1の分断部位がそれぞれ一致するように所定枚数積層する工程と、上記積層された板状磁性材料に、上記第1の分断部位に対して上記屈曲部を介して相対する位置に第2の分断部位を有する板状磁性材料を上記第2の分断部位がそれぞれ一致するように所定枚数積層する工程と、上記所定枚数積層された第1の分断部位を有する板状磁性材料および第2の分断部位を有する板状磁性材料に対して円周方向に該ヨーク部材間でずれて第3の分断部位が位置するようにさらに板状磁性材料を所定枚数積層する工程と、上記3つの工程を必要回数繰り返して上記板状磁性材料を順次積層するとともに、第3の分断部位を有する板状磁性材料における第1の分断部位と第2の分断部位とに挟まれる部分によってステ−タコア連結部を形成する工程と、を含んでなる積重ステータコアの製造方法。
- 複数のヨーク部材を具備し上記各ヨーク部材間に屈曲部が設けられかつこの屈曲部の一方の近傍に第1の分断部位を有する円環状の板状磁性材料を、上記第1の分断部位がそれぞれ一致するように所定枚数積層する工程と、上記積層された板状磁性材料に、上記第1の分断部位に対して上記屈曲部を介して相対する位置に第2の分断部位を有する板状磁性材料を上記第2の分断部位がそれぞれ一致するように所定枚数積層する工程と、上記所定枚数積層された第1の分断部位を有する板状磁性材料および第2の分断部位を有する板状磁性材料に対して円周方向に該ヨーク部材間でずれて第3の分断部位が位置するようにさらに板状磁性材料を所定枚数積層する工程と、上記3つの工程を必要回数繰り返して上記板状磁性材料を順次積層するとともに、第3の分断部位を有する板状磁性材料における第1の分断部位と第2の分断部位とに挟まれる部分によってステ−タコア連結部を形成して積重ステータコアを形成する工程と、上記積重ステータコアの屈曲部を伸長させて直線状に展開する工程と、上記ヨーク部材に設けられた磁極ティースに駆動コイルを巻回する工程と、上記巻回されたヨーク部材をステータ単位で分断する工程と、上記分断されたステータを上記屈曲部で屈曲させて両端部を結合せしめることにより円環状のステータを形成する工程と、を含んでなる回転電動機の製造方法。
- 上記順次積層された板状磁性材料の表面に絶縁塗装膜を成膜する工程を含んでなる請求項26あるいは請求項28のいずれかに記載の回転電動機の製造方法。
- 上記積層ステータコアから一つのステータコアを分断した後に、上記ヨーク材に設けられた上記磁極ティースに上記駆動コイルを巻回する工程を備えたことを特徴とする請求項26あるいは請求項28のいずれかに記載の回転電動機の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000-258286 | 2000-08-29 | ||
| JP2000258286 | 2000-08-29 | ||
| PCT/JP2001/007309 WO2002019498A1 (en) | 2000-08-29 | 2001-08-27 | Stacked stator core and production method therefor and rotary motor and production method therefor |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2002019498A1 JPWO2002019498A1 (ja) | 2003-10-21 |
| JP3730218B2 true JP3730218B2 (ja) | 2005-12-21 |
Family
ID=18746619
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002523687A Expired - Fee Related JP3730218B2 (ja) | 2000-08-29 | 2001-08-27 | 積重ステータコアとその製造方法および回転電動機とその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (3) | US6784587B2 (ja) |
| EP (1) | EP1248347B1 (ja) |
| JP (1) | JP3730218B2 (ja) |
| CN (1) | CN100394672C (ja) |
| DE (1) | DE60132554T2 (ja) |
| WO (1) | WO2002019498A1 (ja) |
Families Citing this family (57)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10248771A1 (de) * | 2002-10-18 | 2004-04-29 | Siemens Ag | Permanenterregte Synchronmaschine |
| SE0301116D0 (sv) * | 2003-04-15 | 2003-04-15 | Hoeganaes Ab | Core back of an electrical machine and method for making the same |
| WO2005007434A2 (fr) * | 2003-07-16 | 2005-01-27 | Societe Europeenne De Brevets Automobiles | Système de toit ouvrant à panneaux superposables et véhicule ainsi équipé |
| JP3894913B2 (ja) * | 2003-09-18 | 2007-03-22 | 株式会社日立製作所 | 鉄心、及び、それを用いた車両用回転電機 |
| DE102004012932A1 (de) * | 2004-03-17 | 2005-10-06 | Robert Bosch Gmbh | Wicklungsträger für eine elektrische Maschine |
| DE102004048105A1 (de) * | 2004-10-02 | 2006-04-06 | Bosch Rexroth Aktiengesellschaft | Stator einer elektrischen Maschine |
| JP3944505B2 (ja) * | 2004-10-26 | 2007-07-11 | 三菱電機株式会社 | 回転電機及びその製造方法 |
| JP4665593B2 (ja) * | 2005-04-15 | 2011-04-06 | 日本電産株式会社 | モータの電機子、モータおよび記録ディスク駆動装置 |
| EP1748531A1 (de) * | 2005-07-28 | 2007-01-31 | Siemens Aktiengesellschaft | Verfahren zur Herstellung eines Statorpaketes mit radial nach innen gerichteten Statorzähnen |
| JP2007068310A (ja) * | 2005-08-30 | 2007-03-15 | Aisin Seiki Co Ltd | 回転機の積層巻きコア |
| US7348706B2 (en) * | 2005-10-31 | 2008-03-25 | A. O. Smith Corporation | Stator assembly for an electric machine and method of manufacturing the same |
| JP4611272B2 (ja) * | 2006-02-28 | 2011-01-12 | 株式会社三井ハイテック | 積層鉄心及びその製造方法 |
| JP4176121B2 (ja) * | 2006-10-13 | 2008-11-05 | 株式会社三井ハイテック | 回転子積層鉄心およびその製造方法 |
| CN101212151A (zh) * | 2006-12-29 | 2008-07-02 | 富准精密工业(深圳)有限公司 | 具有定子固定结构的马达 |
| JP5129810B2 (ja) * | 2007-05-09 | 2013-01-30 | 株式会社三井ハイテック | 積層鉄心及びその製造方法 |
| US7847466B2 (en) | 2007-09-04 | 2010-12-07 | Mitsui High-Tec, Inc. | Laminated core and method for manufacturing the same |
| JP5103292B2 (ja) * | 2008-06-16 | 2012-12-19 | 株式会社三井ハイテック | 回転子積層鉄心およびその製造方法 |
| CN101459353B (zh) * | 2008-11-25 | 2014-01-15 | 中国船舶重工集团公司第七0七研究所 | 外转子永磁电机定子铁芯结构及其定子绕组反绕方法 |
| JP2011147225A (ja) * | 2010-01-13 | 2011-07-28 | Yaskawa Electric Corp | 回転電機 |
| US8786158B2 (en) | 2010-08-19 | 2014-07-22 | L. H. Carbide Corporation | Continuously formed annular laminated article and method for its manufacture |
| CN103329408B (zh) | 2011-01-28 | 2015-11-25 | 新日铁住金株式会社 | 旋转电机用螺旋铁心的制造方法及旋转电机用螺旋铁心的制造装置 |
| TWI455452B (zh) * | 2011-01-28 | 2014-10-01 | Nippon Steel & Sumitomo Metal Corp | 用於旋轉電機之螺旋核之製造方法及用於旋轉電機之螺旋核之製造裝置 |
| US9099897B2 (en) * | 2011-09-13 | 2015-08-04 | L.H. Carbide Corporation | Method for connecting end sections of an annular laminated article and articles made therefrom |
| DE102011086768A1 (de) * | 2011-11-22 | 2013-05-23 | Robert Bosch Gmbh | Elektromotor mit einem segmentierten Stator |
| US20130181571A1 (en) * | 2012-01-17 | 2013-07-18 | Hsiu-Mei Chang | Structure for Electrical Machines |
| JP2013165589A (ja) | 2012-02-10 | 2013-08-22 | Denso Trim Kk | 磁石式発電機 |
| US8941274B2 (en) | 2012-03-23 | 2015-01-27 | Whirlpool Corporation | Stator for an electric motor of a washing machine and method of manufacturing the same |
| US20130269665A1 (en) * | 2012-04-16 | 2013-10-17 | Mark Bender | Ignition coil and manufacturing method |
| CN103580305A (zh) * | 2012-08-10 | 2014-02-12 | 德昌电机(深圳)有限公司 | 电机芯片、芯片组件及电机 |
| JP5957360B2 (ja) * | 2012-10-23 | 2016-07-27 | 株式会社三井ハイテック | 積層鉄心の製造方法 |
| US10243441B2 (en) * | 2013-03-15 | 2019-03-26 | Rockwell Automation, Inc. | Controlled motion system having a magnetic flux bridge joining linear motor sections |
| KR102222372B1 (ko) * | 2014-06-10 | 2021-03-04 | 삼성전자주식회사 | 모터어셈블리 및 이를 갖는 청소기 |
| US20170201135A1 (en) * | 2014-07-31 | 2017-07-13 | Top Co., Ltd. | Stator and rotary machine |
| CN106571727A (zh) * | 2015-10-12 | 2017-04-19 | 德昌电机(深圳)有限公司 | 一种两相步进电机 |
| JP6301899B2 (ja) * | 2015-12-02 | 2018-03-28 | ミネベアミツミ株式会社 | モータのステータ及びそのステータを備えるインナーロータ型モータ |
| JP6339123B2 (ja) * | 2016-03-17 | 2018-06-06 | 本田技研工業株式会社 | ステータの製造方法及びステータの製造用治具 |
| CN108886316A (zh) * | 2016-03-30 | 2018-11-23 | 松下知识产权经营株式会社 | 致动器和线圈单元 |
| CN106100191A (zh) * | 2016-07-18 | 2016-11-09 | 始兴县标准微型马达有限公司 | 马达的结构件及其马达、以及制作工艺 |
| JP6826566B2 (ja) * | 2018-08-06 | 2021-02-03 | 本田技研工業株式会社 | 回転電機用ステータコアおよび回転電機 |
| EP3902120A4 (en) | 2018-12-17 | 2022-10-05 | Nippon Steel Corporation | STACKED CORE AND ROTATING ELECTRICAL MACHINE |
| TWI744743B (zh) * | 2018-12-17 | 2021-11-01 | 日商日本製鐵股份有限公司 | 積層鐵芯及旋轉電機 |
| US11990795B2 (en) | 2018-12-17 | 2024-05-21 | Nippon Steel Corporation | Adhesively-laminated core for stator, method of manufacturing same, and electric motor |
| MY207178A (en) | 2018-12-17 | 2025-02-04 | Nippon Steel Corp | Laminated core and electric motor |
| RS67409B1 (sr) | 2018-12-17 | 2025-12-31 | Nippon Steel Corp | Lepljivo laminirano jezgro za stator i električni motor |
| EA202192059A1 (ru) | 2018-12-17 | 2021-12-31 | Ниппон Стил Корпорейшн | Клеено-шихтованный сердечник для статора и электродвигатель |
| EP3902109A4 (en) | 2018-12-17 | 2022-10-05 | Nippon Steel Corporation | LAMINATED CORE AND ROTARY MACHINE |
| EP3902123B1 (en) | 2018-12-17 | 2025-10-29 | Nippon Steel Corporation | Laminated core, laminated core manufacturing method, and electric motor |
| JP7515403B2 (ja) | 2018-12-17 | 2024-07-12 | 日本製鉄株式会社 | ステータ用接着積層コア、その製造方法、および回転電機 |
| CA3131358A1 (en) | 2018-12-17 | 2020-06-25 | Nippon Steel Corporation | Laminated core, core block, electric motor and method of producing core block |
| CN113169594B (zh) * | 2018-12-17 | 2025-08-12 | 日本制铁株式会社 | 层叠铁芯以及旋转电机 |
| DE102019113785A1 (de) * | 2019-05-23 | 2020-11-26 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Stator einer elektrischen Maschine |
| US11401971B2 (en) * | 2019-08-26 | 2022-08-02 | Ingersoll-Rand Industrial U.S., Inc. | Low-cost modular inductive position sensor and method of manufacturing it |
| JP6806210B1 (ja) * | 2019-09-26 | 2021-01-06 | 株式会社富士通ゼネラル | 圧縮機 |
| JP7486082B2 (ja) * | 2019-12-04 | 2024-05-17 | パナソニックIpマネジメント株式会社 | 電動機及びそれを用いた圧縮機 |
| JP2021175239A (ja) * | 2020-04-22 | 2021-11-01 | パナソニックIpマネジメント株式会社 | 鉄心の製造方法、鉄心、および固定子 |
| JP7705237B2 (ja) * | 2020-11-20 | 2025-07-09 | ミネベアミツミ株式会社 | モータ |
| EP4012903A1 (en) * | 2020-12-09 | 2022-06-15 | ATOP S.p.A. | Method and apparatus for producing a stator of a dynamo-electric machine |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1477005A (en) * | 1974-07-05 | 1977-06-22 | Nippon Denso Co | Method for producing a stator stack |
| US4116033A (en) * | 1976-12-28 | 1978-09-26 | Mitsubishi Denki Kabushiki Kaisha | Method and apparatus for forming a wound core |
| JP2000152525A (ja) * | 1998-09-02 | 2000-05-30 | Toshiba Corp | 回転電機のステ―タおよびステ―タの製造方法 |
| JP2000184630A (ja) * | 1998-12-11 | 2000-06-30 | Toshiba Corp | 回転電機のステータコア及びステータコアの製造方法 |
| JP2000201458A (ja) * | 1998-06-30 | 2000-07-18 | Mitsubishi Electric Corp | 鉄心装置及びその製造方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3783318A (en) * | 1972-10-06 | 1974-01-01 | Marathon Electric Mfg | Laminated stator core for dynamoelectric machines |
| USRE28960E (en) * | 1973-07-26 | 1976-09-14 | Briggs & Stratton Corporation | Method of mass producing alternator stators for small engines |
| US4395815A (en) * | 1980-01-29 | 1983-08-02 | Card-O-Matic Pty. Limited | Method of making electric machines |
| JPS57100823A (en) | 1980-12-15 | 1982-06-23 | Toshiba Corp | Manufacture of laminated iron core |
| US4365180A (en) * | 1981-06-25 | 1982-12-21 | General Motors Corporation | Strip wound dynamoelectric machine core |
| JPH0620180B2 (ja) | 1983-08-24 | 1994-03-16 | 株式会社日立製作所 | プリセット番組受信装置 |
| US4613780A (en) * | 1984-10-12 | 1986-09-23 | General Electric Company | Lanced strip and edgewise wound core |
| US4835839A (en) * | 1985-11-12 | 1989-06-06 | General Electric Company | Method of fabricating a salient pole electronically commutated motor |
| JP2888142B2 (ja) * | 1993-11-08 | 1999-05-10 | 三菱電機株式会社 | 回転電動機並びにその製造方法 |
| US5451306A (en) * | 1993-03-16 | 1995-09-19 | Matsushita Electric Industrial Co., Ltd. | Method of forming film on electronic part metal surface having burrs |
| IT1262275B (it) * | 1993-05-26 | 1996-06-19 | Metodo e dispositivo per la formazione automatica di pacchi di lamierini metallici, tranciati, per la fabbricazione di armature di macchine elettriche, o simili. | |
| US6121711A (en) * | 1993-11-08 | 2000-09-19 | Mitsubishi Denki Kabushiki Kaisha | Rotary motor and production method thereof, and laminated core and production method thereof |
| JPH08275468A (ja) * | 1995-03-30 | 1996-10-18 | Toshiba Corp | 電気機器の鉄心およびその組立法 |
| JPH09308143A (ja) * | 1996-05-08 | 1997-11-28 | Matsushita Electric Ind Co Ltd | 回転電機のコア素材およびコアの製造方法 |
| JP3680482B2 (ja) * | 1997-03-28 | 2005-08-10 | 松下電器産業株式会社 | 電動機の固定子構成部材、電動機の固定子、電動機の製造方法 |
| TW411653B (en) * | 1997-04-11 | 2000-11-11 | Toshiba Corp | Stator for dynamoelectric machine and method of making the same |
| JP3466435B2 (ja) * | 1997-09-19 | 2003-11-10 | 三菱電機株式会社 | ステータの製造方法 |
| JP3439658B2 (ja) * | 1998-06-01 | 2003-08-25 | 三菱電機株式会社 | 鉄 心 |
-
2001
- 2001-08-27 JP JP2002523687A patent/JP3730218B2/ja not_active Expired - Fee Related
- 2001-08-27 US US10/111,701 patent/US6784587B2/en not_active Expired - Lifetime
- 2001-08-27 DE DE60132554T patent/DE60132554T2/de not_active Expired - Lifetime
- 2001-08-27 EP EP01958509A patent/EP1248347B1/en not_active Expired - Lifetime
- 2001-08-27 WO PCT/JP2001/007309 patent/WO2002019498A1/ja not_active Ceased
- 2001-08-27 CN CNB018025773A patent/CN100394672C/zh not_active Expired - Fee Related
-
2003
- 2003-09-30 US US10/673,320 patent/US7185418B2/en not_active Expired - Fee Related
- 2003-09-30 US US10/673,884 patent/US6759785B2/en not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1477005A (en) * | 1974-07-05 | 1977-06-22 | Nippon Denso Co | Method for producing a stator stack |
| US4116033A (en) * | 1976-12-28 | 1978-09-26 | Mitsubishi Denki Kabushiki Kaisha | Method and apparatus for forming a wound core |
| JP2000201458A (ja) * | 1998-06-30 | 2000-07-18 | Mitsubishi Electric Corp | 鉄心装置及びその製造方法 |
| JP2000152525A (ja) * | 1998-09-02 | 2000-05-30 | Toshiba Corp | 回転電機のステ―タおよびステ―タの製造方法 |
| JP2000184630A (ja) * | 1998-12-11 | 2000-06-30 | Toshiba Corp | 回転電機のステータコア及びステータコアの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20040061407A1 (en) | 2004-04-01 |
| US20040061413A1 (en) | 2004-04-01 |
| CN100394672C (zh) | 2008-06-11 |
| US7185418B2 (en) | 2007-03-06 |
| EP1248347A4 (en) | 2003-07-09 |
| CN1389011A (zh) | 2003-01-01 |
| US6759785B2 (en) | 2004-07-06 |
| DE60132554D1 (de) | 2008-03-13 |
| US20020163277A1 (en) | 2002-11-07 |
| WO2002019498A1 (en) | 2002-03-07 |
| EP1248347A1 (en) | 2002-10-09 |
| DE60132554T2 (de) | 2009-02-19 |
| EP1248347B1 (en) | 2008-01-23 |
| US6784587B2 (en) | 2004-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3730218B2 (ja) | 積重ステータコアとその製造方法および回転電動機とその製造方法 | |
| JPWO2002019498A1 (ja) | 積重ステータコアとその製造方法および回転電動機とその製造方法 | |
| JP5603437B2 (ja) | 回転電機の積層鉄心及びその製造方法 | |
| CN101326698A (zh) | 电动发电机 | |
| JPH11289726A (ja) | レラクタンスモータ | |
| JP5988915B2 (ja) | 回転電機の積層鉄心および回転電機の積層鉄心の製造方法およびステータおよび回転電機 | |
| JPWO2016208629A1 (ja) | 回転電機の固定子、回転電機、回転電機の固定子の製造方法、回転電機の製造方法 | |
| JP5125623B2 (ja) | 回転電機の固定子及び回転電機 | |
| JP5309674B2 (ja) | 固定子コイルの製造方法 | |
| JP4934402B2 (ja) | 電機子製造方法および順送り金型装置 | |
| JP2013046486A (ja) | 固定子、回転電機及び圧縮機 | |
| JPWO2019235071A1 (ja) | 回転電機の固定子および回転電機 | |
| JP2000014066A (ja) | 電気回転機および回転機コイル | |
| CN110462978A (zh) | 电动马达用定子和电动马达 | |
| JP2005333727A (ja) | エレベータ駆動装置 | |
| JP2005333728A (ja) | 電動機 | |
| JP2020078121A (ja) | 回転電機の電機子 | |
| JP3711912B2 (ja) | 積重ステータコアとその製造方法および回転電動機の製造方法 | |
| JP6712089B2 (ja) | 回転電機のステータ | |
| JP2009213310A (ja) | 回転電機の固定子及び回転電機 | |
| JP7229402B2 (ja) | 電機子の製造方法、及び、電機子 | |
| JP2004040936A (ja) | 薄型モータおよびその製造方法 | |
| JP5968258B2 (ja) | 電機子鉄心、電機子、回転電機、及び電機子の製造方法 | |
| JP5300043B2 (ja) | ステータ、モータおよび記録媒体駆動装置 | |
| JP2002359940A (ja) | ステータコアおよびこのステータコアを適用した回転電動機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050614 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050812 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050906 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051005 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091014 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091014 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101014 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111014 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121014 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131014 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |