JP3737210B2 - 広幅防水シートの製造方法 - Google Patents
広幅防水シートの製造方法 Download PDFInfo
- Publication number
- JP3737210B2 JP3737210B2 JP21926396A JP21926396A JP3737210B2 JP 3737210 B2 JP3737210 B2 JP 3737210B2 JP 21926396 A JP21926396 A JP 21926396A JP 21926396 A JP21926396 A JP 21926396A JP 3737210 B2 JP3737210 B2 JP 3737210B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- rubber
- waterproof sheet
- wide
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 13
- 229920001971 elastomer Polymers 0.000 claims description 51
- 239000005060 rubber Substances 0.000 claims description 51
- 238000010438 heat treatment Methods 0.000 claims description 20
- 238000005304 joining Methods 0.000 claims description 16
- 238000003825 pressing Methods 0.000 claims description 5
- 238000004073 vulcanization Methods 0.000 claims description 5
- 239000004744 fabric Substances 0.000 description 24
- 238000000034 method Methods 0.000 description 16
- 230000037303 wrinkles Effects 0.000 description 16
- 239000000463 material Substances 0.000 description 7
- 229920005549 butyl rubber Polymers 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 4
- 239000006229 carbon black Substances 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 244000043261 Hevea brasiliensis Species 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229920003052 natural elastomer Polymers 0.000 description 2
- 229920001194 natural rubber Polymers 0.000 description 2
- 229920001084 poly(chloroprene) Polymers 0.000 description 2
- 239000004636 vulcanized rubber Substances 0.000 description 2
- 238000004078 waterproofing Methods 0.000 description 2
- 239000005062 Polybutadiene Substances 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
Images





Landscapes
- Lining Or Joining Of Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
【従来の技術】
本発明は広幅防水シートの製造方法に係り、詳しくは敷設した際にシートに波ジワを生じず、外観のよい広幅防水シートの製造方法に関する。
【0002】
【従来の技術】
建築物の屋上防水に用いられるものの一つとして、加硫ゴムからなる防水シートを接着剤などで屋上の下地に貼りつけたり、機械的に固定するという方法がある。
【0003】
このゴムシートは、工場で製造されるものであり、通常厚みが1〜2mm程度のもので、カーボンブラックや老化防止剤、オイル、加硫剤、加硫促進剤などが適宜配合された未加硫ゴムをロールなどでシート状にし、内部を高温に保った加硫缶中を通して加硫することによって加硫されたゴムシートとしている。
【0004】
そして、上記のような方法で作られることから、長さについては必要なだけ長くすることができるものの、幅はせいぜい1〜2m程度となってしまう。
一方、防水シートを敷設する建築物の屋上は、建物にもよるが長さ、幅ともに数十mにおよび、例えば体育館などの屋上となるとかなりの広さになる。
【0005】
その屋上に防水シートを敷設する場合、防水シートを多数枚接合して用いなければならない。その接合作業は現場で行うとなると、現場での作業時間が長くなるので、天候の良い日ができるだけ続く日程を選ばなければならないという問題がある。また、ある程度熟練した作業者を必要とすることや、接合不良も起きやすくなるという問題がある。
【0006】
そこで通常は、現場での接合作業を少なくするために、あらかじめ工場で接合しておき広幅のシートを形成しておいてそれを現場に持ち込むという方法が採られている。
工場での防水シートの接合は、ゴムシートとゴムシートのジョイント部において、約40mm程度の重ね合わせ代をとり、間に未加硫ゴムからなるキュアテープを介在し、プレス機をつかって加熱加圧することによって、接合を行っている。
【0007】
そして、8m×15m程度の広さを確保した広幅の防水シートを巻物にして現場へ輸送し、現場で広げて敷設している。
【0008】
【発明が解決しようとする課題】
しかし、以上のような方法で得られた広幅の防水シートを、現場に持ち込んで敷設すると、図6に示すようにジョイント部とジョイント部の間の原反部の全域にシート幅方向の波ジワが発生する。この波ジワの原因としては、ジョイント部の接合の際にプレス機で加熱処理を行っているが、そのためにゴムシートが加熱収縮を起こす。接合の際に加熱するのはジョイント部の部分だけであり、ジョイント部のみが加熱収縮することで原反部との寸法があわなくなり、原反部の弛みが波ジワとなって現れる。
【0009】
この波ジワは、シート自身の防水性能上は全く問題にならないが、建築物の屋上などの防水として用いる場合、外観品質上好ましくない。また、シートの防水性能として問題がなくとも、防水シートとして敷設した場合には防水上の問題が発生する可能性もある。
【0010】
この広幅防水シートを接着剤を用いて下地に全面を貼り着ける密着工法で用いた場合、波ジワの部分が徐々にシートの浮きとなって下地からの剥がれてしまうという問題がある。また、所定ピッチで機械的に下地に固定する絶縁工法で用いた場合は、波ジワがあるために耐風性が劣るという問題がある。
【0011】
以上のように、波ジワの生じた広幅防水シートには種々の不具合があるといえる。そこで、本発明は波ジワが生じることがなく、外観品質がよく、下地に敷設しても浮きを生じたり、耐風性に劣ることのない広幅防水シートの製造方法の提供を目的とする。
【0012】
【課題を解決するための手段】
このような目的を達成するために本発明の特徴とするところは、複数枚の防水シートを所定の重ね代を取って、前記重ね代に未加硫ゴムからなるキュアテープを介在し、加熱加圧することによって接合する広幅防水シートの製造方法において、ゴムシートの原反部を熱源を有する上下金型の間で加熱する工程と前工程で原反部を加熱したゴムシートの端部と次のゴムシートの端部をキュアテープを貝愛して上下金型の間で加圧加熱することによって接合する工程を繰り返すことにより広幅防水シートを形成することを特徴とする。
【0014】
【作用】
本発明の広幅防水シートの製造方法にて得られる広幅防水シートは、全域に渡って熱履歴をほぼ一定にしているので、加熱収縮の割合も全域に渡って一定となり、特定の箇所にシートの弛みを生じることがなくシワのない広幅防水シートとなり、外観品質の面で優れているとともに、下地に敷設した場合でもシートに浮きを生じて剥がれたり、耐風性に劣るという問題がない。
【0015】
以下、更に本発明の具体的な実施態様を添付図面に従って説明する。
図1は広幅防水シートの1の要部平面図であり、図2はジョイント部の断面図である。
広幅防水シート1は、複数枚のゴムシート2を幅方向に接合したものである。ジョイント部3の接合は、ゴムシート2を20〜60mm程度の重ね代を取って重ねあわせ、未加硫ゴムからなるキュアテープ4を介在し、加熱加圧することによって接合したものである。そして、本発明の製造方法で得られた広幅防水シート1では、ジョイント部3及び原反部5を含めて全域にわたって、ゴムの熱履歴をほぼ一定にしている。
【0016】
ここでジョイント部3というのは、複数のゴムシート2をキュアテープ4を介在して重ね合わせて接合した部分のことを指し、原反部というのはジョイント部3以外の部分を指している。また、熱履歴とは、ゴムがそれまでにどれだけの熱を加えられているかを測る尺度であり、温度〔K〕×時間〔hr〕=熱履歴〔K・hr〕で表されるものとする。そして、本発明ではゴムのジョイント部3の原反部5の熱履歴の差が±21.0K・hr以内とすることが肝要である。もし、それが±21.0K・hrより大きな値となると広幅防水シート1として下地に敷設したときに波ジワが目立ち、外観が悪くなってしまう。
【0017】
広幅防水シート1を形成するゴムシート2の素材として用いられるものは、エチレン・プロピレン・ターポリマー(EPT)、ブチルゴム(IIR)、クロロプレンゴム(CR)、天然ゴム(NR)、スチレン・ブタジエンゴム(SBR)等を加硫したものが用いられる。特に限定するものではないが、耐候性の面から考えるとEPTの使用が好ましい。そして、以上挙げたようなゴムにカーボンブラック、オイル老化防止剤、加硫剤、加硫促進剤、顔料、重点剤などを配合して幅1〜1.5m程度のシート状に成形し、加硫缶などを用いて加熱加圧して加硫したものである。
【0018】
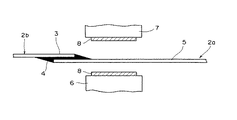
また、キュアテープ4を使ってゴムシート2の接合するのは、図4に示すようにプレス機を用いて次のような手順で行う。
まずプレス金型の下金型6の上に一方のゴムシート2aの幅方向の端部を設置し、その上に他方のゴムシート2bの幅方向の端部を重ね合わせる。その両方のゴムシート2a、2bの重ね合わせ部のあいだにキュアテープ4を介在させ上金型7を降下させてジョイント部3を、所定時間の加熱加圧することによって接合が完了する。
【0019】
通常は、接合したゴムシート2a、2bを幅方向に移動させ次の端部を金型に設置して次の接合を行うが、そうすると原反部5には、ジョイント部3に行った所定時間の加熱が行われないことになる。
ゴムシート2は、シート状に成形し、加硫することによって製造される過程で既に加熱されているが、同じ製造方法で作られたシートは多少の無視できる誤差を除けば同じ熱履歴を持っていることになる。よって、前記のようにジョイント部3のみに加熱を行うと、その分原反部5とのあいだに熱履歴の差が生じることになる。
【0020】
そこで、本発明では接合が完了したジョイント部3に隣接する原反部を、ジョイント部3と同様にプレス金型を用いて加熱加圧する工程を加える。
加熱する時間は、厳密に熱履歴を同じにするにはジョイント部3と同じだけ加熱することが好ましいが、広幅防水シート1として現場に敷設したときに波ジワが目立たず外観不良とならない程度に熱履歴を近づければ良いので、ジョイント部3の加熱時間を例えば4分間とすると4分に対して2〜6分の範囲内であれば構わない。
【0021】
また、ゴムシート2の幅に対して金型6、7の幅が小さいときは一度の工程で原反部5の全域を加熱できない場合が考えられるが、その時は複数の工程に分けて原反部5全域を加熱することができる。
【0022】
次のこの広幅防水シート1の製造方法について説明する。
図3に示すような上下金型6、7の間にゴムシート2aを配置し上下金型6、7の間に挟みこんで加圧加熱する。そしてゴムシート2の位置をずらして未だ加圧加熱がなされていないところを上下金型6、7の間に配置して加圧加熱する。ジョイント部3まで間の原反部5の幅に応じて全部の加圧加熱が終わるまでこの工程を必要回数繰り返し、原反部5の加圧加熱が済むと今度は次のゴムシートbとの接合を行う。図4に示すように接続する2枚のゴムシート6、7の片方の端部を下金型6の上に設置し、端部のジョイント部3分にキュアテープ4を介在させて他方のゴムシート2bの端部を重ね合わせる。そして、上下金型6、7をクッション材8を介して加圧加熱することによって接合が完了する。次いでゴムシート2a、2bの位置をずらして次の原反部5の加圧加熱を行う。
【0023】
このような操作を繰り返して必要な広さの広幅防水シート1を得る。この広幅防水シート1は、ジョイント部3のみならず原反部5も同様に加熱加圧されているのでシート全体で熱履歴がほぼ均等になっており、熱によるゴムの収縮も全体で一様に生じているので下地に敷設した場合にもゴムの熱収縮が原因である波ジワが発生しない。
【0024】
上記製造方法の手順では、上下金型6、7の寸法が原反部5の幅に満たない場合を説明したもので、隣り合うジョイント部3の間の一区画の原反部5の加圧加熱を、複数の工程に分けて行っているが、これは必ずしもそうする必要はなく、原反部5の幅にほぼ等しい幅を有する金型を使って、一度の工程で行ってもよい。
【0025】
この接合で用いられるキュアテープ4としては、ブチルゴム(IIR)に適宜、カーボンブラック、オイル、加硫剤、加硫促進剤などを配合して未加硫状態のゴムをジョイント部3の幅に応じて幅10〜40mm、厚み1〜3mm程度のテープとしたものである。
【0026】
未加硫ゴムからなるキュアテープ4を、上下金型6、7の加圧と加熱により、ジョイント部3横方向にフローし、加熱加圧完了後、端部を滑らかに仕上げて段差のない緩やかな波形状のジョイント部3を形成する。
この場合キュアテープ4の粘度、厚み及びクッション材8の高度、厚み並びに加圧力によって夫々フロー性は異なってくる。また、キュアテープ4のエンドは加圧力、クッション材8によって左右され80以下のムーニー粘度であればフローするが、ジョイント部3を滑らかにするためにはムーニー粘度15〜45程度が好ましい。
【0027】
なお、キュアテープ4の厚みはゴムシート2の厚みを厚くすることは当然であるが、ゴムシート2厚みの1.1〜2.0倍程度が最も良好なフロー状態を示し、もし薄い場合には段差ができてしまう。更に滑らかな仕上がりにするために重要なことはクッション材8の選定であり、キュアテープ4の粘度、加圧力によって選定するクッション材8の種類も変わってくるが、ゴムシート2の硬度よりも低い硬度のものが好ましい。具体的に挙げられるものとしてはゴム板、不織布、フォーム材などがある。
【0028】
また、ジョイント部3の形状は、クッション材8の付いた上下金型6、7を用いることによって、上記の段差のない緩やかなジョイント部3形状としているが、この形状に限られるものではなく、図5のような段差のついたジョイント部3としても不都合はない。
【0029】
【実施例】
次に、本発明の広幅遮水シート1を用いることによって、波ジワが防止できたことを示す実施例を説明する。
【0030】
ゴムシート2としてEPTからなり厚みが1.5mm、長さが8m、幅1.2mのものを用い、キュアテープ4は未加硫のブチルゴムからなる厚みが2.0mm幅が20mmのテープを用いて、二枚のゴムシート2を20mmの接合代をとって重ね合わせ、加圧力は3.5kg/cm2 、加硫条件は153℃で4分間とし、二枚のゴムシート2を接合した。そして他の条件は同じにし、ジョイント部3以外の部分である原反部5を加熱時間を2〜6分の間で変えたものを実施例1〜3とし、同様の条件で原反部5を全く加熱しなかったものを比較例1とし、原反部5の加熱時間のみを1分としたもの、7分としたものを夫々比較例2および比較例3とした。
実施例1〜3と比較例1〜3を下地に接着敷設し、波ジワの発生状況を観察した。その結果を表1に示す。なお表1中の接合部と原反部の熱履歴は、ゴムシートを製造するときに受けた熱履歴は省き、広幅防水シートとするためにゴムシートを接合する工程で受けた熱履歴のみを示す。
【0031】
【表1】

表1の結果からわかるように、ジョイント部と原反部の熱履歴の差が21.0K・hrよりも大きくなっている比較例1〜3は、波ジワが大きく目立つ結果となり、実施例1〜3ように広幅防水シート全体でほぼ熱履歴を一定としたことによる波ジワの防止効果が示されている。
【0033】
【発明の効果】
以上のように本発明では、複数のゴムシートをキュアテープを介在して加圧加熱することにより接合して得られる広幅防水シートにおいて、ジョイント部と原反部の全域で、熱履歴をほぼ一定としているので、下地に広げて敷設したときに熱履歴の差が原因で生じていた波ジワの発生を防止することができ、防水性能はもちろんのこと、外観にも極めて優れた広幅防水シートを得ることができる。
【図面の簡単な説明】
【図1】広幅防水シートの平面図である。
【図2】ジョイント部を示す側面図である。
【図3】上下金型の間にジョイント部を配置したところの側面図である。
【図4】上下金型の間に原反部を配置したところの側面図である。
【図5】ジョイント部の別の形態を示す側面図である。
【図6】従来の広幅防水シートに波ジワが発生しているところの平面図である。
【符号の説明】
1 広幅防水シート
2 ゴムシート
3 ジョイント部
4 キュアテープ
5 原反部
6 下金型
7 上金型
8 クッション材
Claims (1)
- 複数枚のゴムシートを所定の重ね代を取って、前記重ね代に巳加硫号からなるキュアテープを介在し、加熱加圧することによって接合する広幅防水シートの製造方法において、ゴムシートの原反部を熱源を有する上下金型の間で加熱する工程と、全工程で原反部を加熱したゴムシートの端部と次のゴムシートの端部をキュアテープを介在して上下金型の間で加熱加圧することによって接合する工程とを繰り返すことにより広幅防水シートを形成することを特徴とする広幅防水シートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP21926396A JP3737210B2 (ja) | 1996-07-31 | 1996-07-31 | 広幅防水シートの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP21926396A JP3737210B2 (ja) | 1996-07-31 | 1996-07-31 | 広幅防水シートの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH1046758A JPH1046758A (ja) | 1998-02-17 |
| JP3737210B2 true JP3737210B2 (ja) | 2006-01-18 |
Family
ID=16732793
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP21926396A Expired - Fee Related JP3737210B2 (ja) | 1996-07-31 | 1996-07-31 | 広幅防水シートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3737210B2 (ja) |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5236545B2 (ja) * | 1973-04-18 | 1977-09-16 | ||
| JPH0410024Y2 (ja) * | 1986-01-31 | 1992-03-12 |
-
1996
- 1996-07-31 JP JP21926396A patent/JP3737210B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH1046758A (ja) | 1998-02-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4096303A (en) | Composite carpet and foam laminate and method | |
| CA1165216A (en) | Tire repair patch and method of manufacture | |
| US20040115299A1 (en) | Seal-less reusable vacuum bag | |
| US3081077A (en) | Seat cushion and method of making same | |
| JPH04241915A (ja) | 多層成形品の製造方法 | |
| US20080268208A1 (en) | Complex geometries made of composite material and forming process for same | |
| US8663413B1 (en) | White and black ply laminate and methods | |
| JP3737210B2 (ja) | 広幅防水シートの製造方法 | |
| US3846200A (en) | Decorative covering and method for applying decorative covering to vehicle panels | |
| US1645604A (en) | Method of making compound sponge rubber and fabric articles | |
| JPH03126532A (ja) | 複合材の折曲成形方法 | |
| KR101753784B1 (ko) | 고무변형방지 가류성형방법 | |
| JPH11348181A (ja) | ゴム特性を有する接合可能な弾性ラミネ―ト | |
| EP0389456B1 (en) | A method for manufacturing plastic boat-hulls of sandwich construction | |
| KR100636312B1 (ko) | 멤브레인 프레스에 사용되는 실리콘 고무시트의 제조 장치및 그 방법 | |
| CN112606493A (zh) | 一种方管加强型聚氨酯纸芯复合备胎盖板的生产方法 | |
| CN116423858B (zh) | 一种输送带接头硫化机中的水压袋的制备方法 | |
| JPH06246858A (ja) | 内装材及びその製造方法 | |
| JP3566406B2 (ja) | 可撓性膜堰の製造方法 | |
| JP2530505B2 (ja) | 自着層付き防水シ―トの製造法 | |
| EP3774307B1 (en) | Fibre flattening | |
| JPS63139807A (ja) | ラフトツプコンベヤベルトの製造方法 | |
| JPS6371339A (ja) | 平ベルトの製造方法 | |
| KR20180096967A (ko) | 웨더스트립 융착용 필름 및 이를 이용한 웨더스트립 제조 방법 | |
| JPH11172649A (ja) | 補助シートの接合方法および接合装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050726 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050907 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20051025 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051026 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |