JP3802033B2 - 射出又はブロー成形品の染色又は改質方法 - Google Patents
射出又はブロー成形品の染色又は改質方法 Download PDFInfo
- Publication number
- JP3802033B2 JP3802033B2 JP2004098028A JP2004098028A JP3802033B2 JP 3802033 B2 JP3802033 B2 JP 3802033B2 JP 2004098028 A JP2004098028 A JP 2004098028A JP 2004098028 A JP2004098028 A JP 2004098028A JP 3802033 B2 JP3802033 B2 JP 3802033B2
- Authority
- JP
- Japan
- Prior art keywords
- molded product
- mold
- gas
- dyeing
- mixed gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/1703—Introducing an auxiliary fluid into the mould
- B29C45/174—Applying a pressurised fluid to the outer surface of the injected material inside the mould cavity, e.g. for preventing shrinkage marks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/56—Compression moulding under special conditions, e.g. vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C2043/3205—Particular pressure exerting means for making definite articles
- B29C2043/3222—Particular pressure exerting means for making definite articles pressurized gas, e.g. air
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/52—Heating or cooling
- B29C2043/527—Heating or cooling selectively cooling, e.g. locally, on the surface of the material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Description
そこで、有機溶剤を使用しないで成形品の表面を染色したり、改質したりする技術の提案が望まれていて、現在、僅かではあるが、次のような技術が開示されている。
更に、第2の目的は、斑のない、高品質に染色又は改質された成形品を低コストにより製造することができる成形品の染色又は改質方法を提供することである。
更に、第3の目的は、有機溶剤を用いない染色又は改質方法を提供することである。
更に、第4の目的は、染色濃度又は改質を自由に制御できる成形品の染色又は改質方法を提供することである。
混合気体は、二酸化炭素ガスと染料又は(及び)改質材の混合気体又は複合混合気体であることから、二酸化炭素ガスが樹脂の表面を軟化させ、ここに圧力が加わるため、染料又は改質材は樹脂中に浸透し、樹脂の表面に着色浸透層又は改質浸透層が形成される。この着色浸透層又は改質層は、染料又は改質材の混合比率又は浸透深さ等により自由に変更して、染色濃度、改質度を制御することができる。この染色又は改質は、一度で終っても良いが、同一材又は別材を用いて2度又は3度以上の重ね染色又は改質を行なうこともできる。
1.成形品の表面には染色又は改質された浸透層が形成されるため、耐摩耗性、耐剥離性 が向上する。
2.成形用金型内において、染色又は改質を行うため、特別にオートクレーブや圧力容器 が要らない。このため、成形品の搬入、搬出作業がなくなり、生産性が向上する。
3.圧力装置、加熱装置等を別に設けないため、エネルギーの消費量が少なく、省エネに 貢献できる。
4.有機溶剤を用いないため、作業環境に併せて自然環境の保全に寄与できる。
5.染色浸透層又は改質浸透層の深さは、圧力と時間の制御により、自由に調整できるの で、例えば染色浸透層を深くすることで濃い色を出現し、浅くすることで、薄い色を出 現することができる。
6.混合気体を注入する前に、不活性ガスを空隙内に注入し、その後混合気体を注入して 不活性ガスと置換するため、混合気体の急激な圧力降下に起因する染色材や改質材など が二酸化炭素から分離又は析出するのを防止して高品質の成形品を得ることができる。
この混合気体の注入は、保圧中又は保圧後又は冷却中又は冷却終了後のタイミングの何れでも良い。
あるいは、請求項2記載に関しては、樹脂の充填・保圧・冷却工程完了後、微小に型開きして、空隙を形成させるとともに、その空隙内に前記混合気体を注入し、その空隙内のガス圧力を一定に保持し、前記混合気体を樹脂表面に溶解させる。次に、前記混合気体の樹脂表面への溶解工程後、前記空隙にある溶解せず残存した余分な混合気体を排出し、成形体を取り出す。また、請求項3に記載の発明に関しては、前記空隙内に前記混合気体の注入する前工程として、その空隙内に不活性ガスを注入して、その空隙内の圧力を一定に保持する。次に空隙内の不活性ガスの圧力よりも高い圧力に保持しておいた前記混合気体を空隙に注入し、不活性ガスと置換する。
この不活性ガスの注入と置換を行う目的は、混合気体を金型キャビティ及び注入ラインへ注入した場合、高い気圧の混合気体発生装置から急に圧力が低い空間へ気体が放たれるため、圧力降下を原因とした、染色材や改質材などが二酸化炭素から分離または析出することを防止するためである。
そこで、予め、金型キャビティ及び注入ラインへ混合ガスより気圧が低い不活性ガスを注入しておき、次に混合ガスを注入して置換を行うようにすると、気圧の変化を少なくとどめることができる。その結果、混合気体の濃度をより安定に保持する事ができるようになる。
なお、不活性ガスと混合ガスとの気圧差は3〜5MPaが望ましい。
前記混合気体の樹脂表面への溶解工程後、前記空隙にある溶解せず残存した余分な混合気体は排出し、その上で成形体を取り出すことが望ましい。
このように、樹脂充填直後、あるいは微小に型開きを行った後、前記混合気体を注入して、空隙を形成し、成形すると、樹脂表面に染色、又は機能性を付与する改質が可能となり、またそれが斑のない、均一な表面に仕上げることができる。
以下に、本発明の実施例、比較例を、図面を用いて詳しく説明するが、本発明はこれらの実施例のみに限定されるものではなく、また、これら実施例の組み合わせであってもよい。
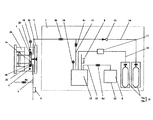
図1に本発明を実施するための金型と注入装置を示す。符号の1は固定側金型2bと可動側金型2aを型締めして形成されたキャビティ、3はキャビティ内ガス圧力を保持し、キャビティ外部へのガス漏れを防ぐオーリングであって、9a、9b、9c、9dは各ガスラインの注入、及び排出の制御を行う電磁切換制御弁、18は圧力ゲージ、6はキャビティ、又は各容器内のガス圧力を所定の圧力以上の圧力になった場合のみ、外部にガスを排出する背圧弁である。また、4は前記背圧弁とキャビティ1内のガスを排出するガス排出口22を結ぶガス排出ラインである。この排出ライン4を通じて、電磁切換制御弁9aに
より金型キャビティ内1に残存した余分な二酸化炭素と染料(染色材)、又は改質材の混
合気体を外部に排出する。
二酸化炭素ガスを充填したガスボンベ、及び15bは不活性ガスを充填したガスボンベ15bである。このガスボンベ15と前記可動側金型2aは、可視面側のキャビティ面1a
に形成された1又は2ヶ所以上のガス注入口20に接続したガス注入ライン5とを結んでいる。このガス注入ライン5の間では、不活性ガス注入ライン14と二酸化炭素と染料、又は改質材の混合気体注入ライン11と2方向に分岐し、その一方の前記不活性ガス注入ラインとして、ガス圧力調整器13と、電磁切換制御弁9bとを結び、もう一方では、二酸化炭素ガスと染料、又は改質材8とを混合して、圧力保持しておく混合気体発生容器10が接続し、そのライン間を電磁切換制御弁9cが接続して成る。
図1に示したガス注入装置7は自社製で、射出成形機は、型締め圧力220tの成形機(日本製鋼所株式会社製;J220E2−P−2M)を用いた。有機質粉体として、アゾ分散染料(住友化学工業株式会社Sumikaron Blue E-FBL)、改質材として、無機質粉体のカーボンブラック(三菱化学株式会社;ダイアブラックN550M)、導電性粉体の亜鉛末(ハクスイテック株式会社; R末)を用いて行った。樹脂には、ポリカーボネート(三菱エンジニアリングプラスチックス株式会社;H3000)を用いた。このとき、成形した成形品は、長さ32mm、幅32mm、厚さ2mmの平板状である。また、この成形品を射出圧力56MPa、充填時間0.5sec、溶融樹脂温度280℃で、加圧熱水により、70℃に設定した金型キャビティ1内(材質S45C、入れ子型)に充填した。
式会社キーエンス;VH-Z150)により観察し、染色、及び改質の深さを評価した。
ムレンズ(株式会社キーエンス;VH-Z150)により観察し、染色、及び改質の深さを評価
したものを表2に示す。
実施例1の中で、二酸化炭素ガスと有機質アゾ分散染料の混合気体の注入方法において、注入時間を2.0秒、注入圧力を15MPaに固定し、ガスの温度を20、30、40
℃に条件を振り、成形を行った。また、金型温度キャビティ1温度を70℃に固定して行った。なお、ガスの温度70℃以上の温度、80、90、100℃で行った結果、70℃で行った染色深さと殆ど変わらず、それぞれ同一程度の染色深さとなった。その結果、得られた成形品は、実施例2の成形品と比較して、全く染色していない事が確認された。この時の製品表面を目視で判断し、官能評価したものを表2に示す。また、この製品断面をCCDカメラズームレンズ(株式会社キーエンス;VH-Z150)により観察し、染色の深さを評価した。
実施例1の中で、二酸化炭素ガスと有機質アゾ分散染料の混合気体の注入方法において、ガスの温度を70℃、注入圧力を15MPaに固定し、ガスの注入時間秒を0.1,0.3秒に条件を振り、成形を行った。また、金型温度キャビティ1温度を70℃に固定して行った。その結果、得られた成形品は、実施例2の成形品と比較して、全く染色していない事が確認された。この時の製品表面を目視で判断し、官能評価したものを表2に示す。また、この製品断面をCCDカメラズームレンズ(株式会社キーエンス;VH-Z150)により観察し、染色の深さを評価した。
実施例3の中で、金型微小開きにより空隙19を形成した後のガスの注入方法において、二酸化炭素ガスと有機質アゾ分散染料の混合気体の注入時間を2秒、注入圧力を15MPaに固定し、ガスの温度を20、30、40℃に条件を振り、成形を行った。また、金型温度キャビティ1温度を70℃に固定して行った。なお、ガスの温度70℃以上の温度、80、90、100℃で行った結果、70℃で行った染色深さと殆ど変わらず、それぞれ同一程度の染色深さとなった。これにより、得られた成形品は、全く染色しない成形品を得た。また、それぞれの成形品の断面をCCDカメラズームレンズ(株式会社キーエンス;VH-Z150)により観察し、染色の深さを評価したものを表2に示す。
実施例3の中で、金型微小開きにより空隙19を形成した後のガスの注入方法において、二酸化炭素ガスと有機質アゾ分散染料の混合気体のガス温度を70℃、注入圧力を15MPaに固定し、ガスの注入時間を3.0,5.0秒に条件を振り、成形を行った。また、金型温度キャビティ1温度を70℃に固定して行った。その結果、得られた成形品は、実施例2の成形品と比較して、全く染色していない事が確認された。この時の製品表面を目視で判断し、官能評価したものを表2に示す。また、この製品断面をCCDカメラズームレンズ(株式会社キーエンス;VH-Z150)により観察し、染色の深さを評価した。

2 金型
3 オーリング
4 ガス排出ライン
5 ガス注入ライン
6 ガス圧調整背圧弁
7 ガス注入装置
8 改質材
9 電磁切換制御弁
10 混合体発生容器
11 混合体注入ライン
12 改質材充填容器
13 ガス圧力調整器
14 不活性ガス注入ライン
15 高圧ガス装置又はガスボンベ
16 二酸化炭素ガス注入ライン
17 ガス加温機
18 圧力ゲージ
19 空隙
20 ガス注入口
21 改質材注入ライン
22 ガス排出口
Claims (7)
- 射出成形用金型内に熱可塑性樹脂を充填後、この充填された樹脂と金型との間に二酸化炭素ガスに染色材又は改質材を混合して得た混合気体を注入することにより、樹脂と金型との間に混合気体層を形成し、この間に樹脂の表面に混合気体の浸透層を形成して射出成形品の表面に染色層又は改質層を形成する射出成形品の染色又は改質方法において、前記金型内に熱可塑性樹脂を充填した後、この充填された樹脂と金型との間に不活性ガスを注入することにより、樹脂と金型との間に空隙を形成し、その後、この空隙内に前記混合気体を注入して前記不活性ガスと置換して行う射出成形品の染色又は改質方法。
- 射出成形用金型内に熱可塑性樹脂を充填後、この充填された樹脂と金型との間に二酸化炭素ガスに染色材又は改質材を混合して得た混合気体を注入することにより、樹脂と金型との間に混合気体層を形成し、この間に樹脂の表面に混合気体の浸透層を形成して射出成形品の表面に染色層又は改質層を形成する射出成形品の染色又は改質方法において、金型内に熱可塑性樹脂を充填する工程、保圧工程、冷却工程終了後、微小の型開きを行うことにより、成形品と金型間に空隙を形成し、その後、この空隙内に二酸化炭素ガスに染色材又は改質材を混合して得た混合気体を注入して、この混合気体圧を一定圧に保持し、この間に成形品の表面に混合気体の浸透層を形成して射出成形品の表面に染色層又は改質層を形成する射出成形品の染色又は改質方法。
- 微小に型開きを行うことにより熱可塑性樹脂と金型間に空隙を形成し、この空隙内に不活性ガスを注入し、その後混合気体を空隙内に注入して前記不活性ガスと置換して行う請求項2に記載の射出成形品の染色又は改質方法。
- 注入する混合気体を成形品の温度以上に加熱して空隙内に注入する請求項1〜3の何れか1項に記載した射出成形品の染色又は改質方法。
- 二酸化炭素ガスに染色材及び改質材を混合して得た複合混合気体を用いて行う請求項1〜4の何れか1項に記載した射出成形品の染色又は改質方法。
- ブロー成形用金型において、ブロー成形後、このブロー成形品と金型間に、二酸化炭素ガスと染色材又は改質材又はこれらの複合材を混合して得た混合気体を注入することにより、この混合気体を成形品の表面に浸透させて成形品の表面に染色浸透層又は改質浸透層を形成し、その後型開きを行うブロー成形品の染色又は改質方法。
- 一度成形品の表面に染色浸透層又は改質浸透層又はこれらの複合層を形成したのち、更に、この上に重ねて染色又は改質層形成する請求項1〜6の何れか1項に記載した射出成形品又はブロー成形品の染色又は改質方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004098028A JP3802033B2 (ja) | 2003-10-17 | 2004-03-30 | 射出又はブロー成形品の染色又は改質方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003357821 | 2003-10-17 | ||
| JP2004098028A JP3802033B2 (ja) | 2003-10-17 | 2004-03-30 | 射出又はブロー成形品の染色又は改質方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005138574A JP2005138574A (ja) | 2005-06-02 |
| JP2005138574A5 JP2005138574A5 (ja) | 2005-09-15 |
| JP3802033B2 true JP3802033B2 (ja) | 2006-07-26 |
Family
ID=34702945
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004098028A Expired - Fee Related JP3802033B2 (ja) | 2003-10-17 | 2004-03-30 | 射出又はブロー成形品の染色又は改質方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3802033B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005205898A (ja) * | 2003-12-26 | 2005-08-04 | Hitachi Maxell Ltd | 射出成形方法、成形品、及び、射出成形装置 |
| EP1738887A1 (en) * | 2005-06-29 | 2007-01-03 | Munekata Co. Ltd. | Gas assisted compression moulding method |
| JP4800752B2 (ja) * | 2005-11-22 | 2011-10-26 | 日立マクセル株式会社 | 熱可塑性樹脂の表面改質方法および成形品 |
| WO2008078364A1 (ja) * | 2006-12-22 | 2008-07-03 | Munekata Co., Ltd. | 二酸化炭素注入用射出成形金型 |
| JP2009214345A (ja) * | 2008-03-07 | 2009-09-24 | Asahi Kasei Chemicals Corp | 表面改質射出成形方法及び該表面改質射出成形方法で成形された射出成形体 |
| CN107009487A (zh) * | 2017-05-24 | 2017-08-04 | 华中科技大学 | 一种高稳定性的热压注成型系统 |
-
2004
- 2004-03-30 JP JP2004098028A patent/JP3802033B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005138574A (ja) | 2005-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8414978B2 (en) | Method for fixing images in plastics, adhesive layer, and fixed image | |
| KR101888708B1 (ko) | 장식 시트 및 장식 성형품 | |
| JP3802033B2 (ja) | 射出又はブロー成形品の染色又は改質方法 | |
| TW200800505A (en) | Method of forming a chemical mechanical polishing pad utilizing laser sintering | |
| JP4758732B2 (ja) | 超臨界流体を用いた熱可塑性樹脂の射出成形方法 | |
| US8360401B2 (en) | Storage container, method for molding resin, and method for forming plating film | |
| JP3349070B2 (ja) | 熱可塑性樹脂の成形法 | |
| CN1086336C (zh) | 成型热塑性树脂的方法 | |
| JP5771061B2 (ja) | 皮膜を有する熱可塑性炭素繊維複合材料の製造方法 | |
| CN1853913B (zh) | 注射、吹塑或压缩成形件的染色或重整方法 | |
| CN109895429A (zh) | 一种渐变色手机后盖的生产工艺 | |
| JP3878962B1 (ja) | ポリマー基体のメッキ前処理方法及びメッキ方法並びに熱可塑性樹脂製成形品の製造方法 | |
| EP1484371A3 (en) | Degradable powder coatings, methods and apparatus for powder coating biodegradable substrates and products produced thereby | |
| JP2007223069A (ja) | 樹脂成形品の射出成形及び表面改質方法 | |
| US7550178B2 (en) | Method of dyeing or reforming injection, blow or compression molding | |
| EP1717009B1 (en) | Method of dyeing or reforming an injection moulded plastic product | |
| JP2007190878A (ja) | 熱可塑性樹脂製品の射出成形方法及びこれに用いられる金型 | |
| JP2000263589A (ja) | 射出成形同時絵付用転写箔 | |
| JP2004330720A (ja) | 成形品の製造方法、その製造に使用される金型、並びに、成形品 | |
| JP3875587B2 (ja) | 熱可塑性樹脂のガスアシスト射出成形法 | |
| US8945685B2 (en) | Method for dying and/or printing adhesive closure parts | |
| JP2000108160A (ja) | 射出成形同時絵付け用シート、射出成形同時絵付け方法、及び成形品 | |
| KR100408744B1 (ko) | 습식필름의 물성을 갖는 건식필름의 제조방법 | |
| JP2025032976A (ja) | 樹脂成形体と、その製造方法、及び製造装置。溶融樹脂の流動性の向上付与の手段。 | |
| JPH04135716A (ja) | 被覆層付成形体の製造法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050601 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060309 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060406 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060426 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100512 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110512 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |