JP3817023B2 - セグメントチップの製造方法 - Google Patents
セグメントチップの製造方法 Download PDFInfo
- Publication number
- JP3817023B2 JP3817023B2 JP15585897A JP15585897A JP3817023B2 JP 3817023 B2 JP3817023 B2 JP 3817023B2 JP 15585897 A JP15585897 A JP 15585897A JP 15585897 A JP15585897 A JP 15585897A JP 3817023 B2 JP3817023 B2 JP 3817023B2
- Authority
- JP
- Japan
- Prior art keywords
- chip
- segment
- center
- cutting
- columnar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Landscapes
- Polishing Bodies And Polishing Tools (AREA)
Description
【発明の属する技術分野】
本発明は、セグメントチップの製造方法に関する。さらに詳しくは、本発明は、チップの中央部に柱状の空間を有し、研削液や切り屑の排出性に優れ、良好な切れ味を有する切断砥石のセグメントチップの製造方法に関する。
【0002】
【従来の技術】
石材やコンクリートの切断に用いる回転円板型や往復動鋸型の切断砥石用のセグメントチップは、切断の際の研削液や切り屑の排出をよくし、チップの摩耗形状を制御し、切れ味を向上させるために、中央部に凹溝や空間を設けることが試みられている。
例えば、実公昭56−7410号公報には、刃物チップの中央部に切削方向に向かって両側辺を残す凹溝を形成するとともに、該凹溝の端部又は中央部に前記両辺をつなぐ壁面を、該両側辺と同材質で一体成形した硬質材料の切断用カッターが提案され、このチップは従来のダイヤモンドチップに比べて変形摩滅が少なく、切削屑のかき出し効果及び切削効率が大幅に向上することが報告されている。また、特開昭58−10461号公報には、中央部に空間を有するチップを配設したダイヤモンドソーが提案され、このチップは、寿命が終わるまで外面部断面形が凹形を保ち、石材などの切断時に偏倚現象を生じないことが報告されている。
このようにチップの中央部に空間を有するセグメントチップを製造するためには、従来は、超砥粒と結合材の混合粉末からチップを仮成形したのち、チップの中央部に穴を空け、そのまま焼結炉を用いて焼結するか、あるいは、型の中央部に黒鉛棒を通し、その周りに超砥粒と結合材の混合粉末を充填して仮成形したのち焼結し、その後黒鉛棒を取り除くなどの方法が行われてきた。
しかし、仮成形後に穴を空けて焼結すると、穴の形状が大きく変化し、チップの形状の制御が困難である。また、黒鉛棒を通して焼結すると、焼結時にメタルボンドが収縮するので、黒鉛棒を取り除く作業に手間がかかり、コスト高になるという問題がある。
そのため、チップ形状の精度を維持したまま、簡単に製造することができる、チップの中央部に柱状の空間を有する切断砥石のセグメントチップの製造方法の開発が求められていた。
【0003】
【発明が解決しようとする課題】
本発明は、チップの中央部に柱状の空間を有し、研削液や切り屑の排出性に優れ、良好な切れ味を有する切断砥石のセグメントチップの製造方法を提供することを目的としてなされたものである。
【0004】
【課題を解決するための手段】
本発明者らは、上記の課題を解決すべく鋭意研究を重ねた結果、超砥粒と結合材の混合粉末の中に水溶性物質からなる柱状の成形品を埋め込み、混合粉末を焼結したのち水溶性物質を水を用いて溶解除去することにより、容易に中央部に柱状の空間を有するチップを得ることができることを見いだし、この知見に基づいて本発明を完成するに至った。
すなわち、本発明は、
(1)超砥粒と結合材の混合粉末を焼結により成形するセグメントチップの製造方法において、焼結型のキャビティの底に下パンチを嵌合して塞ぎ、超砥粒と結合材の混合粉末の半量をキャビティに充填し、ならし型を用いてキャビティ中の混合粉末の表面をならすとともに、該表面の中央部に、予め作成した水溶性物質からなる柱状の成形品の半分が収納される溝を形成し、該溝の中に柱状の成形品を置き、残りの半量の混合粉末をキャビティに充填し、キャビティ中の混合粉末の中央部に前記成形品を埋め込み、その後、キャビティの上から上パンチを嵌合して、焼結炉により焼結型を加熱するとともに、上パンチとしたパンチの間に圧力をかけて、超砥粒と結合材の混合粉末を焼結して、超砥粒焼結体を形成し、常温まで冷却したのち、水溶性物質からなる柱状の成形品を水により溶解し除去することを特徴とするチップの中央部に柱状の空間を有する切断砥石のセグメントチップの製造方法、
(2)水溶性物質が、700℃以上の融点を有する第(1)項記載のセグメントチップの製造方法、
(3)水溶性粉末が、硫酸ナトリウム、塩化カルシウム、塩化ナトリウム、塩化マグネシウム及びヨウ化カリウムよりなる群から選ばれたものである第(2)項記載のセグメントチップの製造方法、
(4)チップの中央部の柱状の空間が、開口部の形状が菱形の四角柱であり、菱形の対角線の1本が切断時のチップの進行方向と平行で、対角線の他の1本が切断時のチップの進行方向と直角であり、かつ進行方向と平行な対角線が、進行方向と直角な対角線より長い第(1)項記載のセグメントチップの製造方法、及び、
(5)チップの中央部の柱状の空間が、開口部の形状がトラック形の柱状であり、トラック形の重心を通りトラックの周上の2点を結ぶ最長の線分が切断時のチップの進行方向と平行であり、トラック形の重心を通りトラックの周上の2点を結ぶ最短の線分が切断時のチップの進行方向と直角である第(1)項記載のセグメントチップの製造方法、
を提供するものである。
【0005】
【発明の実施の形態】
本発明のセグメントチップの製造方法においては、超砥粒と結合材の混合粉末を焼結により成形する。本発明方法に用いる超砥粒としては、ダイヤモンド砥粒及びCBN砥粒を挙げることができる。本発明方法に用いる結合材には特に制限はなく、例えば、金属結合材、樹脂結合材などを使用することができる。金属結合材としては、例えば、鉄、コバルト、ニッケル、銅、錫、タングステンなどの金属単体粉末、ブロンズなどの合金粉末、さらにこれらの金属粉末の混合物などを挙げることができる。樹脂結合材としては、例えば、フェノール樹脂、ポリイミド樹脂などを挙げることができる。
本発明方法において、柱状の成形品として超砥粒と結合材の混合粉末の中に埋め込む水溶性物質は、チップの焼結温度より高い融点を有するものであれば特に制限はないが、通常は融点が700℃以上であることが好ましく、融点が800℃以上であることがより好ましい。このような水溶性物質としては、例えば、塩化ナトリウム、塩化カリウム、塩化マグネシウム、塩化カルシウム、ヨウ化カリウム、硫酸ナトリウム、硫酸カリウム、硫酸マグネシウムなどを挙げることができる。これらの中で、塩化ナトリウム、塩化マグネシウム、塩化カルシウム、ヨウ化カリウム、硫酸ナトリウムを好適に使用することができ、硫酸ナトリウムは、成形しやすい上に、形状が崩れにくい粉末であり、結合材に悪影響を与えるおそれがなく、水により溶解除去しても廃液による環境の汚染が少ないので、特に好適に使用することができる。
本発明方法において、水溶性物質を柱状の成形品とする方法には特に制限はなく、例えば、水溶性物質を金型を用いて常温又は加熱下に圧縮成形することにより柱状の成形品とすることができ、あるいは、湿潤した水溶性物質を柱状に成形したのち乾燥することにより柱状の成形品とすることができる。超砥粒と結合材の混合粉末を焼結する際の水溶性物質の成形品の形態保持性を良好に保つために、焼結時に与える圧力よりも高い圧力で水溶性物質を成形することが好ましい。本発明方法において、水溶性物質の柱状の成形品は、三角柱、四角柱、五角柱、六角柱、円柱、楕円柱など任意の形状とすることができ、また、柱の軸と直交する断面が連続的に拡大又は縮小する三角錐台、四角錐台、五角錐台、六角錐台、円錐台、楕円錐台などの形状とすることができる。
【0006】
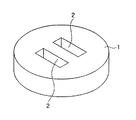
以下、図面により本発明のセグメントチップの製造方法を説明する。図1は、本発明方法に使用する焼結型の一態様の斜視図である。焼結型は、円柱状の型1の中にキャビティ2が形成されている。チップの焼結に際しては、キャビティの底を下パンチの嵌合により塞ぎ、超砥粒と結合材の混合粉末をキャビティに充填し、キャビティの上から上パンチを嵌合し、焼結型を焼結炉を用いて加熱するとともに、上パンチと下パンチに圧力をかけて、超砥粒と結合材の混合粉末を焼結する。本発明において使用する焼結型の材質には特に制限はなく、例えば、黒鉛型、金型などを使用することができる。
図2は、本発明方法の実施の一態様の説明図である。本発明方法においては、あらかじめ所望の形状の水溶性物質からなる柱状の成形品を作製しておく。本態様においては、水溶性物質は図2(a)に斜視図を示す正四角柱の形状の柱状の成形品3として作製されている。図2(b)に示すように、キャビティの底を下パンチ4の嵌合により塞ぎ、使用する超砥粒と結合材の混合粉末5の半量をキャビティに充填する。図2(c)に側面図を示すならし型6を用いて、キャビティ中の混合粉末の表面をならすとともに、図2(d)に示すように、表面中央部に柱状の成形品の半分が収容される溝を形成する。次いで、図2(e)に示すように、この溝の中に柱状の成形品を置き、残りの半量の混合粉末をキャビティに充填して、図2(f)に示すように、超砥粒と結合材の混合粉末の中央部に柱状の成形品を埋め込む。その後、図2(g)に示すように、キャビティの上から上パンチ7を嵌合し、焼結炉により焼結型を加熱するとともに、上パンチと下パンチの間に圧力をかけて、超砥粒と結合材の混合粉末を焼結する。焼結により混合粉末の見かけの体積は収縮し、それに伴って水溶性物質からなる柱状の成形品も変形する場合があり、図2(h)に示すような超砥粒焼結体8が形成される。焼結型を常温まで冷却したのち、上パンチ及び下パンチを外して、超砥粒焼結体を取り出す。超砥粒焼結体は、図2(i)に示される斜視図のように、中央部に水溶性物質からなる柱状の成形品3が埋め込まれた状態となっている。必要に応じて、超砥粒焼結体のバリを除去する。この超砥粒焼結体を水に浸漬し、水溶性物質からなる柱状の成形品を溶出することにより、図2(j)に斜視図を示す本発明の中央部に柱状の空間9を有する切断砥石のセグメントチップ10が完成する。
【0007】
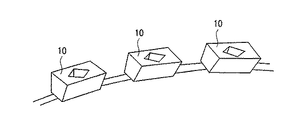
本発明方法により製造されるセグメントチップの形状には特に制限はなく、例えば、図2に示すような直方体とすることができ、あるいは、図3に斜視図、平面図、A−A線断面図及びB−B線断面図を示すような四角台形とすることができる。図4は、図3に示すセグメントチップを装着した切断砥石の一部を示す斜視図である。
本発明方法により製造されるセグメントチップの中央部に設けられる柱状の空間の形状には特に制限はなく、例えば、四角柱、四角台形、四角錐台、円柱、楕円柱などとすることができる。また、セグメントチップの中央部の柱状の空間は、チップの研削面から反対側の面まで貫通した形状とすることができ、あるいは、チップの研削面にのみ開口部を有する空間とすることができる。図5は、中央部の柱状の空間が研削面にのみ開口部を有し、反対側の面まで貫通していないチップの斜視図、平面図、A−A線断面図及びB−B線断面図である。
本発明においては、チップの中央部の柱状の空間が、開口部の形状が菱形の四角柱であり、菱形の対角線の1本が切断時のチップの進行方向と平行で、対角線の他の1本が切断時のチップの進行方向と直角であり、かつ進行方向と平行な対角線が、進行方向と直角な対角線より長い形状とすることが好ましい。
【0008】
図6(a)は、研削面における開口部の形状が菱形である四角柱の空間を有するセグメントチップの斜視図であり、図6(b)は、その平面図である。セグメントチップの切断時の進行方向は、図6(b)の矢印により示す方向であるが、切断時のチップの進行方向と平行な対角線aの長さは、切断時のチップの進行方向と直角な対角線bの長さより長い。対角線aを対角線bより長くすることにより、セグメントチップが使用によって摩耗したとき、研削面が図6(c)の側面図に示すように、研削面の中央に進行方向に沿った溝ができて、凹状の研削面となる。研削面が凹状となることにより、切断時にセグメントチップが偏倚して進行することがなく、安定して切断加工を行うことができる。
本発明においては、チップの中央部の柱状の空間が、開口部の形状が長方形の四角柱であり、長方形の1組の辺が切断時のチップの進行方向と平行で、他の1組の辺が切断時のチップの進行方向と直角である形状とすることができる。図7は、開口部の形状が長方形であるチップの斜視図、平面図、A−A線断面図及びB−B線断面図である。本態様においては、中央部の柱状の空間は、研削面から反対側の面まで貫通し、かつ研削面から離れるにつれて柱状の空間の断面積が小さくなる。
本発明においては、チップの中央部の柱状の空間を円柱状とすることができる。図8は、中央部の柱状の空間が円柱状であるチップの斜視図、平面図、A−A線断面図及びB−B線断面図である。
本発明においては、チップの中央部の柱状の空間を、開口部の形状がトラック形である空間とすることができる。図9は、中央部の柱状の空間が、開口部がトラック形の柱状であるチップの斜視図、平面図、A−A線断面図及びB−B線断面図である。本図のチップにおいては、トラック形の重心を通りトラックの周上の2点を結ぶ最長の線分aが切断時のチップの進行方向と平行であり、トラック形の重心を通りトラックの周上の2点を結ぶ最短の線分bが切断時のチップの進行方向と直角である。トラック形の重心を通りトラックの周上の2点を結ぶ最長の線分aが切断時のチップの進行方向と平行である形状とすることにより、セグメントチップが使用によって摩耗したとき、研削面が図6(c)の側面図に示すように、研削面の中央に進行方向に沿った溝ができて、凹状の研削面となる。研削面が凹状となることにより、切断時にセグメントチップが偏倚して進行することがなく、安定して切断加工を行うことができる。
【0009】
本発明方法により製造されるチップの中央部に柱状の空間を有する切断砥石のセグメントチップを用いると、セグメントチップが使用によって摩耗したとき、研削面が図6(c)の側面図に示すように、研削面の中央に進行方向に沿った溝ができて、凹状の研削面となる。研削面が凹状となることにより、切断時にセグメントチップが偏倚して進行することがなく、安定して切断加工を行うことができる。中央部の柱状の空間の形状は、円柱状であることが特に好ましい。中央部の柱状の空間の形状を円柱状とすることにより、信頼性の高い研削加工を行うことができる。
中央部に柱状の空間を有しないセグメントチップを用いると、セグメントチップが使用によって摩耗するに伴い、研削面が図6(d)の側面図に示すように、両肩部が摩耗し中央部が凸状の蒲鉾型となる。中央部が凸状のセグメントチップは、切断時に加工材料から不均一な応力を受けると、進行方向がずれて偏倚し、製品に不良を生ずるとともに、セグメントチップ自身の損傷をも招きやすい。チップの肩部が摩耗して丸みを帯びることを防ぐために、側面に砥粒集中度の高い砥粒層を形成したチップを用いるダイヤモンドブレードが実公平6−50135公報に提案されているが、種類の異なるチップを作製する必要があるなど、手間がかかるという問題がある。本発明方法により製造される、チップの中央部の柱状の空間が、開口部の形状が菱形の四角柱であり、菱形の対角線の1本が切断時のチップの進行方向と平行で、対角線の他の1本が切断時のチップの進行方向と直角であり、かつ進行方向と平行な対角線が、進行方向と直角な対角線より長い形状とすることにより、セグメントチップが摩耗により寿命が尽きるまで、安定して切断加工を行うことができる。
【0010】
【実施例】
以下に、実施例を挙げて本発明をさらに詳細に説明するが、本発明はこれらの実施例によりなんら限定されるものではない。
実施例1
無水硫酸ナトリウムを金型を用いて、常温で3トン/cm2の圧力をかけて成形し、図2(a)に示す6mm×6mm×11mmの正四角柱を得た。
粒度40/50のダイヤモンド砥粒と、コバルト、鉄、銅及び錫の混合粉末を混合し、25mm×11mmの黒鉛下パンチと黒鉛外壁からなる黒鉛型のキャビティに入れた。砥粒と金属の混合粉末の混合物の表面をならし型を用いてならし、図2(d)に示すように正四角柱が半分埋まる形状の溝を形成し、その溝に図2(e)に示すように硫酸ナトリウムの正四角柱を入れ、その上にさらに図2(f)に示すように砥粒と金属の混合粉末を入れて硫酸ナトリウムの正四角柱を埋め込み、黒鉛上パンチを嵌合した。
焼結型に充填したダイヤモンド砥粒とコバルト、鉄、銅及び錫の混合粉末の混合物を、800℃で、ホットプレス法により焼結し、長さ25mm、幅8mm、厚み15mmで、図2(i)に示すように25mm×8mmの面の中央部に硫酸ナトリウムの正四角柱の底面が位置するチップを得た。
このチップのバリを除去したのち、40℃の温水に浸漬し、硫酸ナトリウムを温水に溶出せしめて、チップの中央部に正四角柱状の空間を有する切断砥石のセグメントチップを得た。同じ操作を繰り返して、同一形状のセグメントチップ70個を作製した。
このセグメントチップを用いて、花崗岩の切断テストを行った。直径1,000mmの円板状のセンタベースの外周部に70個のセグメントチップを等間隔にロウ付けして、サーキュラソーブレードを作製した。このサーキュラソーブレードを石材切断試験機に取り付け、回転数510rpm、送り4m/分、切り込み8mm/回、切削水量40リットル/分の条件で、切断部の長さ1,500mmの花崗岩を切断した。積算切り込み量は330mm/面であり、切断ピッチは20mmであった。
この切断において、切断時の主軸負荷は、最大負荷値の13.6%であった。セグメントチップの摩耗1mm当たりの花崗岩の切断面積は、6.3m2であった。また、切断精度の指標となる曲がり範囲は、平均0.75mm、最大1.48mmであった。
比較例1
実施例1と同じ黒鉛型を用い、硫酸ナトリウムの正四角柱を埋め込むことなく、実施例1と同じダイヤモンド砥粒と金属混合粉末を実施例1と同じ焼結条件で焼結し、長さ25mm、幅8mm、厚み15mmのセグメントチップ70個を作製した。
このセグメントチップ70個を、直径1,000mmの円板状のセンタベースの外周部に等間隔にロウ付けして、サーキュラソーブレードを作製した。このサーキュラソーブレードを用いて、実施例1と同じ条件で花崗岩を切断した。
この切断において、切断時の主軸負荷は、最大負荷値の14.9%であった。セグメントチップの摩耗1mm当たりの花崗岩の切断面積は、8.4m2であった。また、切断精度の指標となる曲がり範囲は、平均0.91mm、最大1.68mmであった。
実施例1及び比較例1の結果を第1表に示す。
【0011】
【表1】

チップの中央部に正四角柱状の空間を有するセグメントチップを用いた実施例1と、中央部の空間のない従来のセグメントチップを用いた比較例1を比較すると、実施例1の主軸負荷は比較例1の主軸負荷の0.91倍であって、実施例1のチップは切れ味に優れ、セグメントチップの摩耗1mm当たりの切断面積より推算すると、実施例1のチップの寿命は比較例1のチップの寿命の0.75倍と短く、また、実施例1の曲がり範囲は比較例1の曲がり範囲の0.82〜0.88倍であって本発明方法により製造した中央部に空間を有するセグメントチップを用いることにより、切断精度が向上することが分かる。
【0013】
【発明の効果】
本発明方法によれば、チップの中央部に柱状の空間を有し、研削液や切り屑の排出性に優れ、良好な切れ味を有する切断砥石のセグメントチップを、精度よく、容易かつ経済的に製造することができる。
【図面の簡単な説明】
【図1】図1は、焼結型の一態様の斜視図である。
【図2】図2は、本発明方法の実施の一態様の説明図である。
【図3】図3は、本発明方法により製造したセグメントチップの一態様の斜視図、平面図及び断面図である。
【図4】図4は、図3に示すセグメントチップを装着した切断砥石の一部を示す斜視図である。
【図5】図5は、本発明方法により製造したセグメントチップの他の態様の斜視図、平面図及び断面図である。
【図6】図6は、本発明方法により製造したセグメントチップの他の態様の斜視図、平面図及び側面図である。
【図7】図7は、本発明方法により製造したセグメントチップの他の態様の斜視図、平面図及び断面図である。
【図8】図8は、本発明方法により製造したセグメントチップの他の態様の斜視図、平面図及び断面図である。
【図9】図9は、本発明方法により製造したセグメントチップの他の態様の斜視図、平面図及び断面図である。
【符号の説明】
1 円柱状の型
2 キャビティ
3 柱状の成形品
4 下パンチ
5 超砥粒と結合材の混合粉末
6 ならし型
7 上パンチ
8 超砥粒焼結体
9 柱状の空間
10 セグメントチップ
Claims (5)
- 超砥粒と結合材の混合粉末を焼結により成形するセグメントチップの製造方法において、焼結型のキャビティの底に下パンチを嵌合して塞ぎ、超砥粒と結合材の混合粉末の半量をキャビティに充填し、ならし型を用いてキャビティ中の混合粉末の表面をならすとともに、該表面の中央部に、予め作成した水溶性物質からなる柱状の成形品の半分が収納される溝を形成し、該溝の中に柱状の成形品を置き、残りの半量の混合粉末をキャビティに充填し、キャビティ中の混合粉末の中央部に前記成形品を埋め込み、その後、キャビティの上から上パンチを嵌合して、焼結炉により焼結型を加熱するとともに、上パンチとしたパンチの間に圧力をかけて、超砥粒と結合材の混合粉末を焼結して、超砥粒焼結体を形成し、常温まで冷却したのち、水溶性物質からなる柱状の成形品を水により溶解し除去することを特徴とするチップの中央部に柱状の空間を有する切断砥石のセグメントチップの製造方法。
- 水溶性物質が、700℃以上の融点を有する請求項1記載のセグメントチップの製造方法。
- 水溶性粉末が、硫酸ナトリウム、塩化カルシウム、塩化ナトリウム、塩化マグネシウム及びヨウ化カリウムよりなる群から選ばれたものである請求項2記載のセグメントチップの製造方法。
- チップの中央部の柱状の空間が、開口部の形状が菱形の四角柱であり、菱形の対角線の1本が切断時のチップの進行方向と平行で、対角線の他の1本が切断時のチップの進行方向と直角であり、かつ進行方向と平行な対角線が、進行方向と直角な対角線より長い請求項1記載のセグメントチップの製造方法。
- チップの中央部の柱状の空間が、開口部の形状がトラック形の柱状であり、トラック形の重心を通りトラックの周上の2点を結ぶ最長の線分が切断時のチップの進行方向と平行であり、トラック形の重心を通りトラックの周上の2点を結ぶ最短の線分が切断時のチップの進行方向と直角である請求項1記載のセグメントチップの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP15585897A JP3817023B2 (ja) | 1997-05-29 | 1997-05-29 | セグメントチップの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP15585897A JP3817023B2 (ja) | 1997-05-29 | 1997-05-29 | セグメントチップの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10329034A JPH10329034A (ja) | 1998-12-15 |
| JP3817023B2 true JP3817023B2 (ja) | 2006-08-30 |
Family
ID=15615050
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP15585897A Expired - Lifetime JP3817023B2 (ja) | 1997-05-29 | 1997-05-29 | セグメントチップの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3817023B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7021307B1 (en) | 2004-11-17 | 2006-04-04 | Noritake Co., Limited | Rotary cutting saw |
| CN111515872B (zh) * | 2020-04-10 | 2022-01-11 | 广东大市智能装备有限公司 | 一种中空金刚石的粉末冶金一体成型方法 |
-
1997
- 1997-05-29 JP JP15585897A patent/JP3817023B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10329034A (ja) | 1998-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6159286A (en) | Process for controlling diamond nucleation during diamond synthesis | |
| US6286498B1 (en) | Metal bond diamond tools that contain uniform or patterned distribution of diamond grits and method of manufacture thereof | |
| DE69708914T2 (de) | Geripptes schleifwerkzeug | |
| US9463552B2 (en) | Superbrasvie tools containing uniformly leveled superabrasive particles and associated methods | |
| US7124753B2 (en) | Brazed diamond tools and methods for making the same | |
| US4805586A (en) | Dressing tool for grinding wheels | |
| US8104464B2 (en) | Brazed diamond tools and methods for making the same | |
| US3918217A (en) | Abrading device with protrusions on metal bonded abrasive grits | |
| US9868100B2 (en) | Brazed diamond tools and methods for making the same | |
| US20120260582A1 (en) | Brazed Diamond Tools and Methods for Making the Same | |
| JPH05208312A (ja) | 二重被覆ダイヤモンド粒子ペレットおよびそれを用いて製造された鋸刃セグメント | |
| JP2002524287A (ja) | 研削または切削装置で使用するためのリムタイプ切削チップを有するダイヤモンドブレード | |
| HUT76497A (en) | Abrasive tool | |
| US9199357B2 (en) | Brazed diamond tools and methods for making the same | |
| US9238207B2 (en) | Brazed diamond tools and methods for making the same | |
| US2662519A (en) | Diamond dressing tool | |
| JP3817023B2 (ja) | セグメントチップの製造方法 | |
| JPH03161278A (ja) | ダイヤモンドソーブレード | |
| JP2002504027A (ja) | エンドミルの製造方法 | |
| JPS5969268A (ja) | ダイヤモンドソ− | |
| US2434314A (en) | Abrasive article and method of manufacture | |
| JP3325832B2 (ja) | 表面にディンプルを点在させたダイヤモンドドレッサ及びその製造方法。 | |
| JPS6012694Y2 (ja) | ダイヤモンドブレ−ド | |
| JP3097356B2 (ja) | 穿孔用ビットの製造方法 | |
| JP3606742B2 (ja) | 台金にクリアランスを有するコアビット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040408 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050815 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050825 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051017 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060601 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060609 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120616 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150616 Year of fee payment: 9 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150616 Year of fee payment: 9 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |