JP3841923B2 - 曲げ加工機における金型交換方法および金型格納装置並びに曲げ加工システム - Google Patents
曲げ加工機における金型交換方法および金型格納装置並びに曲げ加工システム Download PDFInfo
- Publication number
- JP3841923B2 JP3841923B2 JP16456097A JP16456097A JP3841923B2 JP 3841923 B2 JP3841923 B2 JP 3841923B2 JP 16456097 A JP16456097 A JP 16456097A JP 16456097 A JP16456097 A JP 16456097A JP 3841923 B2 JP3841923 B2 JP 3841923B2
- Authority
- JP
- Japan
- Prior art keywords
- punch
- short
- long
- mold
- station
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005452 bending Methods 0.000 title claims description 51
- 238000003860 storage Methods 0.000 title claims description 47
- 238000000034 method Methods 0.000 title claims description 24
- 230000032258 transport Effects 0.000 claims description 10
- 230000008569 process Effects 0.000 claims description 8
- 238000012545 processing Methods 0.000 claims description 7
- 239000000463 material Substances 0.000 claims description 5
- 238000013459 approach Methods 0.000 claims description 2
- 230000014759 maintenance of location Effects 0.000 claims description 2
- 238000012546 transfer Methods 0.000 description 9
- 230000003028 elevating effect Effects 0.000 description 7
- 230000009471 action Effects 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 210000000078 claw Anatomy 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
Images

























Landscapes
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Description
【発明の属する技術分野】
この発明は、曲げ加工機における金型交換方法および金型格納装置並びに曲げ加工システムに関するものである。
【0002】
【従来の技術】
従来より、曲げ加工機としてのプレスブレーキで使用される金型であるパンチおよびダイは、予め長さが決まっている複数のパンチを上部テーブルに格納し、このパンチをチェーン機構やリンク機構等を用いて旋回移動させて、ワークの大きさに対応する所望のパンチを選択することが行われている。
【0003】
しかしながら、このような予め長さが決まっているパンチを使用する場合には、所望の長さのパンチが格納されている場合は問題ないが、適正な長さのパンチが格納されていない場合には適正な加工が行われないおそれがある。また、加工の内容によりパンチの表裏が決まっている場合でも表裏を選択することができないという問題がある。
【0004】
このような問題を解決するために、図27に示されているように、上部テーブル301の長手方向(図27中左右方向)に分割されたパンチPを複数装着し、所望の長さとなるようにパンチPを中央部分に移動、あるいは不要なパンチPを両端部へ移動させて長さを適正なものにすることが行われてきた。
【0005】
【発明が解決しようとする課題】
しかしながら、前述の図27に示されているパンチPの取付け方であっても、パンチPの全体長さは調整可能となるものの、パンチPの形状や表裏の選択を行うことができないという問題がある。
【0006】
この発明の目的は、以上のような従来の技術に着目してなされたものであり、加工に最適な形状の金型を選択すると共に所望の長さにセットして曲げ加工機に搬送することのできる曲げ加工機における金型交換方法および金型格納装置並びに曲げ加工システムを提供することにある。
【0007】
【課題を解決するための手段】
上記目的を達成するために、請求項1による発明の曲げ加工機における金型交換方法は、パンチとダイとの協働により板材に曲げ加工を行う曲げ加工機における金型交換方法において、以下の工程を有することを特徴とするものである。
(1)100mm幅の長尺パンチを組み合わせてなる第1の長尺パンチ群と、200mm幅の長尺パンチを組み合わせてなる第2の長尺パンチ群とを移動可能に有し、前記第1の長尺パンチ群と前記第2の長尺パンチ群との間に50mm、15mmまたは10mm幅の短尺パンチを組み合わせてなる短尺パンチ群を移動可能に装着可能な空間を備えると共にダイを装着可能な複数の金型ステーションから所望の長尺パンチ群を有する金型ステーションを選択する工程、
(2)複数のダイを格納してあるダイステーションから前記工程(1)で選択された所望の長尺パンチ群と短尺パンチ群とを合わせた長さに対応するダイを選択する工程、
(3)前記工程(2)で選択されたダイを前記金型ステーションに装着する工程、
(4)前記短尺パンチを組合わせて所望の長さの短尺パンチを作成する工程、
(5)前記金型ステーションにおいて前記工程(1)の第1および第2の長尺パンチ群と前記工程(4)の所望の長さの短尺パンチを組合わせて所望の長さのパンチを作成する工程、
(6)前記工程(5)の金型ステーションを曲げ加工機に搬送する工程、
【0009】
従って、金型格納装置に格納されている長尺パンチから適切な長尺パンチを選択し、この長尺パンチと組合わせて所望の長さのパンチを作成すべく短尺パンチを選択して金型ステーションにおいてこれらを組合わせる。また、所望のパンチに対応するダイを選択して前記金型ステーションに前記作成されたパンチと共に装着する。このようにして所望の長さのパンチとこのパンチに対応するダイを同一芯位置に装着した金型ステーションを曲げ加工機に搬入して金型の交換を行う。
【0010】
請求項2による発明の曲げ加工機における金型交換方法は、請求項1に記載の工程(4)が、複数種類の前記短尺パンチを格納した短尺パンチ格納部から所望の長さの短尺パンチを選択し、この選択された短尺パンチを隙間ができないように密着させる工程を有すること、を特徴とするものである。
【0011】
従って、選択された複数の短尺パンチは隙間が無いように密着して一個の短尺パンチとして金型ステーションに装着される。
【0012】
請求項3による発明の曲げ加工機における金型交換方法は、請求項1に記載の工程(5)が、前記金型ステーションに装着された前記第1の長尺パンチ群と前記第2の長尺パンチ群との間に前記工程(4)で作製された短尺パンチを装着した後、前記第1の長尺パンチ群と前記第2の長尺パンチ群および短尺パンチを互いに接近させて各パンチ間を密着させる工程を有することを特徴とするものである
【0013】
従って、作製された短尺パンチを長尺パンチの間に挿入して金型ステーションに取付、両側の長尺パンチを接近させることにより隙間があかないように密着させる。
【0014】
請求項4による発明の曲げ加工機における金型交換装置は、パンチとダイとの協働により板材に曲げ加工を行う曲げ加工機における金型格納装置であって、100mm幅の長尺パンチを組み合わせてなる第1の長尺パンチ群と、200mm幅の長尺パンチを組み合わせてなる第2の長尺パンチ群とを互いに接近・離反自在に備えると共に、前記第1の長尺パンチ群と前記第2の長尺パンチ群との間に50mm、15mmまたは10mm幅の短尺パンチを組み合わせてなる短尺パンチ群を装着可能な空間を有し、前記第1、第2の長尺パンチ群および短尺パンチ群の下方においてダイを同一芯位置に装着可能な複数の金型ステーションと、該複数の金型ステーションから選択された金型ステーションをY軸方向へ搬送するY軸ステーションと、複数の短尺パンチを選択自在に備えた複数の短尺パンチ格納部と、該短尺パンチ格納部において選択された複数の短尺パンチを隙間なく密着させると共に、この密着された複数の短尺パンチを前記Y軸ステーションにより搬送された前記金型ステーションに装着させる短尺自動長さチェンジャと、前記金型ステーションに装着された前記第1の長尺パンチ群と前記第2の長尺パンチ群および短尺パンチを隙間なく密着させる長尺自動長さチェンジャと、前記第1の長尺パンチ群と前記第2の長尺パンチ群および前記短尺パンチ群を備えると共に対応するダイを備えた前記金型ステーションを曲げ加工機に搬送する金型搬送装置とを備えてなることを特徴とするものである。
【0015】
従って、金型格納装置に格納されている長尺パンチから適切な長尺パンチを装着した金型ステーションを選択すると共にこの長尺パンチに対応するダイを同じ金型ステーションに芯をあわせた状態で装着して、Y軸ステーションにより前記金型ステーションを所定の位置に移動させる。また、短尺自動長さチェンジャは、前記長尺パンチと組合わせて所望の長さのパンチを作成すべく短尺パンチ格納部から適正な短尺パンチを選択し、前記Y軸ステーションにより移動された金型ステーションにおいてこれらを組合わせ、長尺自動長さチェンジャが前記組み合わされた長尺パンチと短尺パンチを密着させる。このようにして所望の長さのパンチとこのパンチに対応するダイを装着した金型ステーションを、金型搬送装置が曲げ加工機に搬入して金型の交換を行う。
【0016】
請求項5による発明の曲げ加工機における金型交換装置は、請求項4に記載の曲げ加工機の金型格納装置において前記金型ステーションに装着するための複数種類のダイを選択自在に有するダイステーションを備えた金型格納装置を曲げ加工機に隣接して設けてなることを特徴とするものである。
【0017】
従って、所望のパンチに対応するダイを選択するこのができる。また金型格納装置が曲げ加工機に隣接して設けて設けてあるので金型交換を迅速に行うことができる。
【0022】
【発明の実施の形態】
以下、この発明の実施の形態を図面に基づいて詳細に説明する。
【0023】
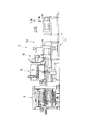
図6には、この発明に係る金型格納装置1を備えた曲げ加工システム3の全体が示されている。図6において、最も左側には、詳細を後述するこの発明に係る金型格納装置1が設けられており、その右側には、金型格納装置1からパンチPおよびダイDをセットとしたステーションが供給されて装着し、ワークWに曲げ加工を行う曲げ加工機としてのプレスブレーキ5が設けられている。
【0024】
このプレスブレーキ5の前面(図6中紙面直交方向手前側)には、プレスブレーキ5の加工位置にワークWを供給するハンドリングロボット7が設けられている。また、プレスブレーキ5の図6中右側面には、前記ハンドリングロボット7のグリッパを交換するためのハンドリングロボットグリッパ交換装置9が設けられている。
【0025】
また、図6中最も右側には、被加工物であるワークWを多量に積載したワーク積載装置11(図6においては2個設けられている)が、前後方向(図6中紙面直交方向)へ移動自在に設けられている。
【0026】
さらに、前記プレスブレーキ5と前記ワーク積載装置11の間、すなわちプレスブレーキ5の前方右側には、ワーク積載装置11により供給されたワークWを一枚取りして前記ハンドリングロボット7に供給するためのワークローディングアンローディングロボット13が図6中左右方向へ移動自在に設けられている。
【0027】
従って、予め多量のワークWが積載されているワーク積載装置11を前後移動させ、ワークローディングアンローディングロボット13を右方向へ移動させてワークWを一枚取りし、このワークローディングアンローディングロボット13を左方向へ移動させる。ハンドリングロボットグリッパ交換装置9により所望のグリッパを装着したハンドリングロボット7が、ワークローディングアンローディングロボット13からワークWを供給されてプレスブレーキ5の加工位置にワークWを供給する。プレスブレーキ5は供給されたワークWに所望の曲げ加工を行うものである。この曲げ加工に当たって、プレスブレーキ5は、加工に最適なパンチPおよびダイDを以下に詳細を示す金型格納装置1により供給されて交換される。
【0028】
次に、図1〜図5に基づいて前述の金型格納装置1を詳細に説明する。この金型格納装置1は、全体が直方体を形成するように、矩形の底面を形成する底面フレーム15と、この底面フレーム15の四隅から上方へ垂直に設けられている柱フレーム17と、この柱フレーム17に支持されている矩形の上フレーム19から成る骨組みを有している。
【0029】
図4、図7および図8を参照するに、前記上フレーム19と同一面に設けられている2本のY軸上部材21間に設けられている左右のX軸上部材23L、23Rには、Y軸送り機構であるY軸上ボールネジ25が回転自在に設けられており、このY軸上ボールネジ25の図4中左端部には図8に示されているようにY軸上モータ27によりチェーン29等の回転伝達部材を介して回転駆動されるスプロケット31が取付けられている。
【0030】
前記Y軸上部材21の下側にはY軸上ガイドレール33が各々Y軸方向に設けられており、このY軸上ガイドレール33に沿ってY軸方向へ移動自在の吊下スライダ35を上面に有するY軸ステーション37が設けられている。このY軸ステーション37には、前述のY軸上ボールネジ25に螺合するY軸上ボールナット39が設けられている。
【0031】
従って、Y軸上モータ27によりチェーン29を介してスプロケット31を回転させてY軸上ボールネジ25を回転させると、Y軸上ボールナット39の作用によりY軸ステーション37がY軸上ガイドレール33に沿ってY軸方向へ移動・位置決めされる。
【0032】
図1を参照するに、前記Y軸ステーション37には2個のステーション37A、37Bが設けられており、一方のステーション37Bは現在プレスブレーキ5において使用されている金型を収容するためのものであり、他方のステーション37Aは新たにプレスブレーキ5に装着する金型を保持するためのものである。このように構成することにより、プレスブレーキ5における加工中に、次の加工に使用する金型を準備することができるため、金型の交換作業を短時間で行うことが可能になる。
【0033】
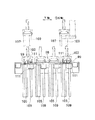
図3および図9を参照するに、前記底面フレーム15と上フレーム19との間における図2中左右両面には複数(ここでは5個)の柱41が設けられており、この柱41に昇降シリンダ43が各々併設されている。前記柱41の後面(図3中右側)には上下方向にZ軸ガイドレール45が設けられており、このZ軸ガイドレール45に沿ってリフタ47が昇降自在に設けられている。このリフタ47にはパンチPおよびダイDをセットにして搬送するための金型ステーション49が取付けられている。
【0034】
図10(A)、(B)を併せて参照するに、前記金型ステーション49は、上部材51、下部材53、および厚みの小さな柱55からなる矩形のフレームを有しており、図10(A)中左側の上下隅部には金型ステーション49を搬送する際にクランプするクランプベース57が各々設けられている。前記上部材51の下面における前記柱55よりも前方(図10(B)中左側)位置には、X軸方向のほぼ全長にわたってガイドレール59が設けられている。
【0035】
図11を参照するに、このガイドレール59にはローラ61が設けられており、パンチホルダ63をX軸方向へ移動自在に吊下げている。また、ホルダ67の下端部に突出して設けられている取付部69にボルト71によりパンチPの上端部73を取付けている。なお、パンチPの表裏の向きはどちらでも取付可能となっている。
【0036】
前記ホルダ67はガイド62、スライドレール64および吊りボルト66を介してバネ68により上方へ付勢されることにより、パンチホルダ63の下面に固定されており、パンチPを長手方向へ移動させる際には、エアシリンダにて押圧部材70によりバネ68を下方向へ押圧させガイド62を下方に下げ、ホルダ67とパンチホルダ63の接触を解放させることにより行なわれる。
【0037】
従って、図10(A)に示されているように、金型ステーション49の上部材51には、複数種類の長尺パンチP(例えば100mm幅の長尺パンチP1 を3個と、200mm幅の長尺パンチP2 を2個)がホルダ67を介してパンチホルダ63に接続されており、このパンチホルダ63がガイドレール59に移動自在に取付けられている。なお、前記上部材51の中央部分に設けられている空間75は、後述する長さの短い短尺パンチPSをセットして所望の長さのパンチPを形成するために設けられている。
【0038】
なお、前述の5個の金型ステーション49の内の1個には前述のようなパンチPは装着されておらず空の状態となっており、後から所望のパンチPを装着できるようになっている。
【0039】
一方、図5および図12〜図14を参照するに、底面フレーム15には、X軸方向に2本のX軸下部材77が設けられており、このX軸下部材77の間には2本のY軸下部材79が設けられている。前記X軸下部材77の上側には各々軸受81が設けられており、Y軸下ボールネジ83が回転自在に設けられている。このY軸下ボールネジ83にはスプロケット85が取付けられており、チェーン87を介してY軸下モータ89と連結されている(図2参照)。
【0040】
また、前記Y軸下部材79の上側にはY軸下ガイドレール91が各々設けられている。このY軸下ガイドレール91の上側には、Y軸方向へ移動自在のスライダ93を有するダイステーション95が設けられており、このダイステーション95には前述のY軸下ボールネジ83に螺合するY軸下ボールナット97が取付けられている。
【0041】
従って、Y軸下モータ89によりチェーン87を介してスプロケット85を回転させてY軸下ボールネジ83を回転させると、Y軸下ボールナット97の作用によりダイステーション95がY軸下ガイドレール91に沿ってY軸方向へ移動する。
【0042】
図13および図14を参照するに、前記ダイステーション95には複数個(ここでは4個)の留め金99が設けられている。この留め金99は、種々の形状のダイDや異なる長さのダイDを装着したダイホルダ101をダイステーション95に取付けるためのものであり、ダイホルダ101の底面に設けられている穴に嵌合する突起103を有している。
【0043】
前記留め金99の底面は昇降シリンダ105のピストンロッド107の先端に取付けられると共に昇降ガイドポスト109が取付けられている。この昇降ガイドポスト109はガイド受け111により摺動自在に支持されているので、留め金99は垂直方向にまっすぐに昇降することになる。
【0044】
従って、Y軸下モータ89によりY軸下ボールネジ83を回転駆動させ、Y軸下ガイドレール91に沿ってダイステーション95を所望のパンチPを格納した金型ステーション49の下方へ移動・位置決めする。そして、昇降シリンダ105によりダイDおよびダイホルダ101を上昇させて所望の金型ステーション49に積載する。
【0045】
また、図15を参照するに、Y軸ステーション37の下側におけるX軸方向の両端部(図15中左右両端部)には各々外側へ向かってシリンダ113が設けられており、このシリンダ113のピストンロッド115の先端にはロックピン117が取付けられている。
【0046】
従って、前述のようにして上昇された金型ステーション49は、シリンダ113により外側へ押出されたロックピン117でY軸ステーション37に固定される。なお、Y軸ステーション37の左右両外側には、各々ガイドピン119が鉛直方向に設けられており、金型ステーション49が鉛直上方へ上昇されるようになっている。
【0047】
一方、図5における金型格納装置1の左内側には短尺パンチ格納部121がX軸方向に複数個(ここでは4個)設けられている。図16〜図18を参照するに、この短尺パンチ格納部121では、ベースフレーム123に設けられている上下2段のLMガイド125によりフレーム127が移動自在に支持されており、ベースフレーム123の下面に取付けられているシリンダ128によりX軸方向へ移動自在となっている。このフレーム127の内部には、複数個(ここでは、50mmの短尺パンチPS0 、15mm短尺パンチPS1 、15mm短尺パンチPS2 、10mm短尺パンチPS3 、10mm短尺パンチPS4 、10mm短尺パンチPS5 )の短尺パンチPSが格納されている。
【0048】
図18を参照するに、前記フレーム127の内部に格納されている短尺パンチPSのうち50mm短尺パンチPS0 はクランプ位置においてフレーム127に直接格納されているが、他の5個の短尺パンチPSは前記50mm短尺パンチPS0 のものに対してY軸方向にずれた位置において各々ブラケット129に別個に取付けられている。このブラケット129はフレーム127の上下に設けられているリニアシャフト131に沿ってY軸方向へ移動自在に支持されており、所望の短尺パンチPSを個別シリンダ133により50mm短尺パンチPS0 と並ぶ位置に個別に移動可能となっている。
【0049】
図3、図5、図19および図20を参照するに、前記短尺パンチ格納部121の図3中左側には短尺自動長さチェンジャ135(以下、短尺ALC135という、)が設けられている。この短尺ALC135では、柱フレーム17の間にX軸方向へ梁部材137が設けられており、この梁部材137に設けられたLMガイド139(図19参照)に沿って移動自在のスライダ141に支持されるボールナットベース143が設けられている。また、ボールナットベース143の下方には、前記LMガイド139と平行にX軸方向に延伸してX軸ボールネジ145が回転自在に設けられている。このX軸ボールネジ145の端部にはスプロケット147が取付けられており、チェーン149を介してX軸モータ151により回転駆動される。また、前記ボールナットベース143の下面には、前記X軸ボールネジ145に螺合するX軸ボールナット153が取付けられている。
【0050】
従って、X軸モータ151によりX軸ボールネジ145を回転駆動すると、X軸ボールナット153の作用によりボールナットベース143はX軸方向へ移動・位置決めされることになる。
【0051】
前記ボールナットベース143の上面にはLMベース155がY軸方向に設けられており、このLMベース155に沿ってY軸方向へ移動自在のベース157が設けられている。前記LMベース155の上にはエアーシリンダ159がY軸方向に設けられており、ピストンロッド161の先端は前記ベース157の下面に設けられているブラケット163に取付けられている。
【0052】
前記ベース157の上面には、エアーシリンダ165がY軸方向に設けられており、図19中右方向へ突出自在のピストンロッド167の先端はクランパケース169に接続されている。このクランパケース169の下面にはスライダ171が取付けられており、前記ベース157の上面にY軸方向に設けられているY軸ガイドレール173に沿って移動自在となっている。
【0053】
このクランパケース169の図20中左側には第一エアーシリンダ175と第二エアーシリンダ177が設けられており、内部には前記第一エアーシリンダ175により作動する第一クランパ179および前記第二エアーシリンダ177により作動する第二クランパ181が並設されている。図20中上側に設けられている第一クランパ179は、前述の短尺パンチPSのうち50mm短尺パンチPS0 をクランプするためのものであり、図20中下側に設けられている第二クランパ181は、15mm短尺パンチPS1 〜PS3 および10mm短尺パンチPS4 、PS5 をクランプするためのものである。
【0054】
従って、エアーシリンダ165の作用によりクランパケース169全体をY軸ガイドレール173の沿ってY軸方向へ移動・位置決めして、第一エアーシリンダ175により作動する第一クランパ179が50mm短尺パンチPS0 に設けられている把持部183をクランプし、第二エアーシリンダ177により作動する第二クランパ181が他の短尺パンチPS1 〜PS5 に設けられている把持部183をクランプする。この状態で、エアーシリンダ159により前記短尺パンチPSを前述の金型ステーション49に設けられている空間75に挿入する。
【0055】
図21には、金型ステーション49への短尺パンチPSの取付部が示されている。前述した長尺パンチPの場合と同様に、ガイドレール59のローラ61によりパンチホルダ185がX軸方向へ移動自在に吊下げられている。このパンチホルダ185には、バネ187によりクランプ方向(図21中反時計方向)へ付勢されているレバー189が設けられており、このレバー189の先端がクランプピン191を図21中右方向へ付勢することにより、パンチホルダ185の下端部に設けられている貫通穴193を貫通して短尺パンチPSの上端部に設けられている係止部195を係止する。なお、短尺パンチPSをパンチホルダ185から離脱させる場合には、エジェクタ197によりレバー189の上端部を図21中右側へ押すことにより容易に取外すことができる。また、短尺パンチPSの表裏の向きはどちらでも取付可能となっている。
【0056】
図1中前記短尺ALC135の右側、すなわち前述のようにして短尺パンチPSを取付けた金型ステーション49を挟んで反対側には、長尺自動長さチェンジャ199(以下、長尺ALC199という、)が設けられている。この長尺ALC199は、Y軸ステーション37に装着した長尺パンチPおよび短尺パンチPSを隙間がないように密着させて所定長さのパンチPを得るためのものである。
【0057】
図22〜図24を参照するに、長尺ALC199では、X軸方向に架台201が延伸して設けられており、上フレーム19と底面フレーム15との間に設けられている支柱203(図3参照)における途中高さ位置に両端が固定されている。前記架台201の上にはベースプレート205がX軸方向に取付けられており、このベースプレート205の左右両端部(図22中左右両端部)における上面にはLMブロック207がY軸方向に設けられている。このLMブロック207の上にはLMガイド209がY軸方向へ移動自在に設けられている。また、前記ベースプレート205のX軸方向中央部上面にはエアーシリンダ211がY軸方向に設けられている。
【0058】
前記各LMガイド209の上には、ブラケット213により垂直に保持された本体フレーム215がX軸方向に延伸して設けられており、前述のエアーシリンダ211のピストンロッド217が本体フレーム215に接続されている。また、この本体フレーム215の前面(図24中左側面)の途中高さ位置にはLMガイドレール219がX軸方向に延伸して設けられており、このLMガイドレール219には2個で一組のLMガイド221がX軸方向に2組設けられており、X軸方向へ移動・位置決め自在となっている。
【0059】
前記各組のLMガイド221の前面(図24中左側面)には取付プレート223が各々設けられており、この取付プレート223には先端にピン225を有するブロック227がX軸方向へ複数個(ここでは、3個のものと2個のもの)設けられている。前記本体フレーム215の後面におけるX軸方向両端部には各々エアーシリンダ229が設けられている。この各エアーシリンダ229のピストンロッド231は、ブラケット233を介して各取付プレート223に接続されている。
【0060】
従って、エアーシリンダ229の駆動により取付プレート223に取付けられているピン225をX軸方向の所定位置に位置決めし、エアーシリンダ211の駆動によりLMガイド221をY軸方向に前後移動させることにより、金型ステーション49に装着されている長尺パンチPの係止穴235に前記ピン225を挿入し、再びエアーシリンダ229を駆動することにより長尺パンチPを互いに接近・離反させることができる。
【0061】
図2、図3、図25および図26には前述のようにして所望の長さにセットされたパンチPおよびダイDをプレスブレーキ5に搬入、あるいはプレスブレーキ5に装着されている金型を搬出するための金型搬送装置237が示されている。
【0062】
この金型搬送装置237では、金型を搬送するパスラインPL位置(図3参照)における左右の底面フレーム15の上に受台239が設けられており、この受台239の上には角パイプ製の搬送フレーム241がX軸方向に延伸して設けられており、金型格納装置1から図2中左右に突出している。この搬送フレーム241の上面における図25中左右両端部には軸受243が各々設けられており、搬送用ボールネジ245が回転自在に支持されている。また、搬送用ボールネジ245の図25中左端部にはスプロケット247が取付けられており、搬送用モータ249とチェーン251により連結されている。
【0063】
前記搬送フレーム241の上面にはX軸方向のほぼ全長にわたってLMガイドレール253が設けられている。このLMガイドレール253の上には、前述の搬送用ボールネジ245に螺合するボールナット255を有すると共に下面にスライダ257が設けられた搬送台259がX軸方向へ移動・位置決め自在に設けられている。
【0064】
前記搬送台259には金型ステーション49をクランプするための金型クランプ装置261が設けられている。この金型クランプ装置261では、図26に示されているように金型ステーション49のクランプベース57を左右から挟んでクランプするクランプ爪263がエアーシリンダ265により開閉自在に設けられている。
【0065】
従って、搬送用モータ249により搬送用ボールネジ245を回転駆動して、金型クランプ装置261を図2および図25中最も左側(図2中二点鎖線で示す状態)に移動し、長尺ALC199によりパンチPが所定長さにセットされてパスラインPLに位置決めされた金型ステーション49のクランプベース57を、エアーシリンダ265で作動するクランプ爪263によりクランプする。再び搬送用モータ249により搬送用ボールネジ245を回転駆動して、金型ステーション49を把持した金型クランプ装置261を図2中右方向へ移動させてプレスブレーキ5の内部に金型ステーション49を供給する。
【0066】
次に、前述の金型格納装置1において所望の長さのパンチPの作成およびこのパンチPに適するダイDとの組合わせを行い、プレスブレーキ5に装着する手順全体について説明する。
【0067】
まず、図10(A)に示されているように、金型ステーション49の上部材51に所望の長さに対応した長さの複数の長尺のパンチPが装着されている金型ステーション49を選択する。例えば、図10(A)では、100mm幅のパンチP1を3個と、200mm幅のパンチP2を2個X軸方向に移動自在に有している。なお、前記上部材51の中央部分に設けられている空間75は、後述する長さの短い短尺パンチPSをセットして所望の長さのパンチPを形成するために設けられている。
【0068】
次いで、前述のパンチPに対応するダイDの選択を行う。図2および図12〜14を参照するに、Y軸下モータ89によりチェーン87を介してスプロケット85を回転させてY軸下ボールネジ83を回転させると、Y軸下ボールナット97の作用によりダイステーション95がY軸下ガイドレール91に沿ってY軸方向へ移動するので所望のパンチPを格納した金型ステーション49の下方へ移動・位置決めする。そして、昇降シリンダ105によりダイDおよびダイホルダ101を上昇させて所望の金型ステーション49に積載する。
【0069】
図3および図9を参照するに、このようにしてダイDが積載された金型ステーション49は、昇降シリンダ43によりリフタ47を上昇させて、図15に示されているように、シリンダ113により外側へ押出されたロックピン117でY軸ステーション37に固定される。その後、昇降シリンダ43によりリフタ47を下降させて元の位置に戻す。また、Y軸ステーション37に短尺パンチPSを装着すべくY軸上モータ27によりY軸上ボールネジ25を回転させて、Y軸ステーション37を図1中Y軸方向左側へ移動させ長尺ALC199と短尺ALC135の間まで下降させておく。
【0070】
次に、短尺パンチPSの組合わせを行う。図3および図16〜図20を参照するに、例えば75mmのパンチPが必要な場合には、X軸モータ151によりX軸ボールネジ145を回転させて短尺ALC135をX軸方向へ移動させ、所望の短尺パンチPSを格納してある短尺パンチ格納部121の前へ移動する。そして、第一クランパ179を短尺パンチ格納部121の50mm短尺パンチPS0 の前方へ位置決めする。エアーシリンダ165によりクランパケース169を図20中右方向へ移動させて第一クランパ179を50mm短尺パンチPS0 に接近させ、第一エアーシリンダ175により第一クランパ179を作動させて50mm短尺パンチPS0 をクランプする。
【0071】
次に、個別シリンダ133により使用する15mm短尺パンチPS2 と10mm短尺パンチPS3を図18中Y軸方向上側へ移動させてクランプ位置に位置決めし、シリンダ128により短尺パンチ格納部121を図16中X軸方向右方向へ移動させて50mm短尺パンチPS0 に接触するように位置決めする。第二エアーシリンダ177を作動させて第二クランパ181により15mm短尺パンチPS2 と10mm短尺パンチPS3 をクランプする。ここで、15mm短尺パンチPS2 と10mm短尺パンチPS3 を選択したのは、25mmの長さの短尺パンチPSを隙間なく作成するのに最適であり、他の15mm短尺パンチPS1 や10mm短尺パンチP4 等を使用すると隙間があいてしまうためである。
【0072】
以上のようにして、所望の長さ(ここでは75mm)のパンチPを作成した後、X軸モータ151によりX軸ボールネジ145を回転させて短尺ALC135をX軸方向へ移動させ、図10(A)に示されている金型ステーション49の短尺パンチ取付位置である中央部分の空間75に対応する位置に位置決めする。
【0073】
短尺ALC135に設けられているエアーシリンダ165のピストンロッド167をY軸方向右へ伸ばして、第一クランパ179により50mm短尺パンチPSの把持部183をクランプすると共に、第二クランパ181により15mm短尺パンチPS2 と10mm短尺パンチPS3 をクランプする。
【0074】
そして、エアーシリンダ159をY軸方向右側へ伸ばして、クランプされている短尺パンチPSをY軸ステーション37に装着されている金型ステーション49の中央部分に設けてある空間75に挿入する。短尺パンチPSは、金型ステーション49のパンチホルダ185に設けられているクランプピン191が短尺パンチPSの係止部195に嵌合することによりパンチホルダ185に固定される(図21参照)。
【0075】
次に、図22〜図24を参照するに、長尺ALC199のエアーシリンダ229の駆動により取付プレート223に取付けられているピン225をX軸方向の所定位置に位置決めし、エアーシリンダ211の駆動によりLMガイド209に沿ってY軸方向に前後移動させることにより、Y軸ステーション37に装着されている長尺パンチPの係止穴235に前記ピン225を挿入する。その後、エアーシリンダ229を駆動することにより長尺パンチPを中央側へ移動させて、両側にある長尺パンチPと中央部の短尺パンチPSを隙間なく接触させる。
【0076】
このようにしてパンチPを所望の長さにセットした後、再度金型ステーション49を上昇させて前述と同様にしてY軸ステーション37に連結する。Y軸ステーション37をパスラインPL位置まで移動させ、金型搬送装置237の金型クランプ装置261によりパスラインPL位置に位置決めされている金型ステーション49のクランプベース57をクランプする。最後に、搬送用モータ249により搬送用ボールネジ245を回転駆動して、金型クランプ装置261を図25中右方向へ移動させてプレスブレーキ5の内部に金型ステーション49を供給した後、金型格納装置1の図25中左側位置まで戻る。
【0077】
ここで、プレスブレーキ5における金型ステーション49の取付および取外しは、特開平7−116734号公報によりすでに既知のものとなっているのでプレスブレーキ5の内部における構成および動作の説明を省略する。
【0078】
以上の結果から、パンチPを長尺パンチPと短尺パンチPSとの組合わせで構成し、種々の長さのパンチPを予め金型格納装置1に格納してあるので、金型の交換時に所望の長さのパンチPを作成することができる。また、作製されたパンチPと組合わせるダイDも複数格納してあるので、適切な組合わせを行うことができる。この金型格納装置1における作業は、プレスブレーキ5とは独立して行うことができるので、プレスブレーキ5における加工中に次に使用する金型を準備することができる。これにより、加工効率を向上させることができる。
【0079】
また、パンチPとダイDを一組としてプレスブレーキ5に供給するので、パンチPに対応したダイDを間違いなく供給することができると共に、金型格納装置1において金型の芯だしを行うことができる。これにより、プレスブレーキ5における金型交換を容易且つ迅速に行うことができる。
【0080】
また、Y軸ステーション37が金型を搬送するための金型ステーション49を2個有しているので、プレスブレーキ5から取外した金型を格納した金型ステーション49と、これからプレスブレーキ5に搬送する金型ステーション49を同時に保持することができるので、迅速に金型交換を行うことができる。
【0081】
なお、この発明は前述の実施の形態に限定されることなく、適宜な変更を行なうことにより、その他の態様で実施し得るものである。
【0082】
【発明の効果】
以上説明したように、請求項1の発明による曲げ加工機における金型交換方法では、金型格納装置に複数の長尺パンチが格納されているので、適切な長尺パンチを選択することができる。また、複数の短尺パンチも格納されているので、適正な短尺パンチを選択して長尺パンチと組合わせることにより所望の長さのパンチを作成することができる。また、所望のパンチに対応するダイを選択して前記パンチを組込んだ金型ステーションに装着することにより、パンチおよびダイの選択と芯合わせが同時に行われる。このため、所望の長さのパンチとこのパンチに対応するダイを同時に曲げ加工機に搬入するので、迅速且つ容易に金型の交換を行うことができる。
【0083】
請求項2の発明による曲げ加工機における金型交換方法では、選択された複数の短尺パンチは隙間が無いように密着して一個の短尺パンチとして金型ステーションに装着されるので、組合わせにより所望の長さの短尺パンチを作製することができる。
【0084】
請求項3の発明による曲げ加工機における金型交換方法では、作製された短尺パンチを長尺パンチの間に挿入して金型ステーションに取付、両側の長尺パンチを接近させることにより隙間があかないように密着させるので、所望の長さの完全なパンチを得ることができる。
【0085】
請求項4の発明による曲げ加工機における金型格納装置では、金型格納装置に複数の長尺パンチが格納されている複数の金型ステーションがあるので、適切な金型ステーションを選択することにより適切な長尺パンチを選択することができる。また、金型格納装置の短尺パンチ格納部に複数の短尺パンチが格納されているので、適正な短尺パンチを選択して前記金型ステーションにおいて長尺パンチと組合わせることにより所望の長さのパンチを作成することができる。また、複数のダイを格納してあるダイステーションから前記所望のパンチに対応するダイを選択して前記金型ステーションに装着することにより、パンチおよびダイの選択と芯合わせが同時に行われる。このようにして所望のパンチおよびダイを装着した金型ステーションをY軸ステーションにより搬送位置に移動させ、金型搬送装置により所望の長さのパンチとこのパンチに対応するダイを同時に曲げ加工機に搬入するので、迅速且つ容易に金型の交換を行うことができる。
【0086】
請求項5の発明による曲げ加工機の金型格納装置では、複数のダイを格納したダイステーションが設けられているので、所望のパンチに対応するダイを選択することができる。また金型格納装置が曲げ加工機に隣接して設けて設けてあるので金型交換を迅速に行うことができる。
【図面の簡単な説明】
【図1】この発明に係る金型格納装置の内部を示す断面図である。
【図2】図1中II方向から見た側面図である。
【図3】図2中III 方向から見た正面図である。
【図4】図1中IV方向から見た平面図である。
【図5】図1中V −V 向から見た断面図である。
【図6】この発明に係る曲げ加工システムの全体を示す正面図である。
【図7】Y軸ステーションを示す平面図である。
【図8】図7中VIII方向から見た側面図である。
【図9】図3中IX−IX線に沿った断面図である。
【図10】(A)、(B)は金型ステーションを示す正面図および側面図である。
【図11】長尺パンチの金型ステーションに対する取付部を示す拡大図である。
【図12】ダイステーションの移動機構を示す側面図である。
【図13】ダイステーションを示す正面図である。
【図14】ダイステーションにおけるダイを金型ステーションに取付ける状態を示す説明図である。
【図15】金型ステーションをY軸ステーションに取付ける取付部を示す正面図である。
【図16】短尺パンチ格納部を示す正面図である。
【図17】図16中XVII方向から見た側面図である。
【図18】図16中XVIII 方向から見た平面図である。
【図19】短尺ALCを示す正面図である。
【図20】図19中XX方向から見た平面図である。
【図21】短尺パンチの金型ステーションに対する取付部を示す拡大図である。
【図22】(A)、(B)は長尺ALCを示す平面図および正面図である。
【図23】長尺ALCにおけるX軸方向移動機構を示す平面図である。
【図24】図22中XXIV−XXIV線に沿った断面図である。
【図25】金型搬送装置を示す断面図である。
【図26】金型クランプ装置を示す平面図である。
【図27】従来におけるパンチの長さの調整方法を示す説明図である。
【符号の説明】
1 金型格納装置
3 曲げ加工システム
5 プレスブレーキ(曲げ加工機)
7 ハンドリングロボット
11 板材積載装置
13 ローディング・アンローディングロボット
37 Y軸ステーション
49 金型ステーション
95 ダイステーション
121 短尺パンチ格納部
135 短尺ALC
199 長尺ALC
237 金型搬送装置
P パンチ、長尺パンチ
D ダイ
PS 短尺パンチ
Claims (5)
- パンチとダイとの協働により板材に曲げ加工を行う曲げ加工機における金型交換方法において、以下の工程を有することを特徴とする曲げ加工機における金型交換方法。
(1)100mm幅の長尺パンチを組み合わせてなる第1の長尺パンチ群と、200mm幅の長尺パンチを組み合わせてなる第2の長尺パンチ群とを移動可能に有し、前記第1の長尺パンチ群と前記第2の長尺パンチ群との間に50mm、15mmまたは10mm幅の短尺パンチを組み合わせてなる短尺パンチ群を移動可能に装着可能な空間を備えると共にダイを装着可能な複数の金型ステーションから所望の長尺パンチ群を有する金型ステーションを選択する工程、
(2)複数のダイを格納してあるダイステーションから前記工程(1)で選択された所望の長尺パンチ群と短尺パンチ群とを合わせた長さに対応するダイを選択する工程、
(3)前記工程(2)で選択されたダイを前記金型ステーションに装着する工程、
(4)前記短尺パンチを組合わせて所望の長さの短尺パンチを作成する工程、
(5)前記金型ステーションにおいて前記工程(1)の第1および第2の長尺パンチ群と前記工程(4)の所望の長さの短尺パンチを組合わせて所望の長さのパンチを作成する工程、
(6)前記工程(5)の金型ステーションを曲げ加工機に搬送する工程、 - 前記工程(4)が、複数種類の前記短尺パンチを格納した短尺パンチ格納部から所望の長さの短尺パンチを選択し、この選択された短尺パンチを隙間ができないように密着させる工程を有することを特徴とする請求項1に
記載の曲げ加工機における金型交換方法。 - 前記工程(5)が、前記金型ステーションに装着された前記第1の長尺パンチ群と前記第2の長尺パンチ群との間に前記工程(4)で作製された短尺パンチを装着した後、前記第1の長尺パンチ群と前記第2の長尺パンチ群および短尺パンチを互いに接近させて各パンチ間を密着させる工程を有することを特徴とする請求項1に記載の曲げ加工機における金型交換方法。
- パンチとダイとの協働により板材に曲げ加工を行う曲げ加工機における金型格納装置であって、100mm幅の長尺パンチを組み合わせてなる第1の長尺パンチ群と、200mm幅の長尺パンチを組み合わせてなる第2の長尺パンチ群とを互いに接近・離反自在に備えると共に、前記第1の長尺パンチ群と前記第2の長尺パンチ群との間に50mm、15mmまたは10mm幅の短尺パンチを組み合わせてなる短尺パンチ群を装着可能な空間を有し、前記第1、第2の長尺パンチ群および短尺パンチ群の下方においてダイを同一芯位置に装着可能な複数の金型ステーションと、該複数の金型ステーションから選択された金型ステーションをY軸方向へ搬送するY軸ステーションと、複数の短尺パンチを選択自在に備えた複数の短尺パンチ格納部と、該短尺パンチ格納部において選択された複数の短尺パンチを隙間なく密着させると共に、この密着された複数の短尺パンチを前記Y軸ステーションにより搬送された前記金型ステーションに装着させる短尺自動長さチェンジャと、前記金型ステーションに装着された前記第1の長尺パンチ群と前記第2の長尺パンチ群および短尺パンチを隙間なく密着させる長尺自動長さチェンジャと、前記第1の長尺パンチ群と前記第2の長尺パンチ群および前記短尺パンチ群を備えると共に対応するダイを備えた前記金型ステーションを曲げ加工機に搬送する金型搬送装置とを備えてなることを特徴とする曲げ加工機の金型格納装置。
- 前記金型ステーションに装着するための複数種類のダイを選択自在に有するダイステーションを備えた金型格納装置を曲げ加工機に隣接して設けてなることを特徴とする請求項4に記載の曲げ加工機の金型格納装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16456097A JP3841923B2 (ja) | 1997-06-20 | 1997-06-20 | 曲げ加工機における金型交換方法および金型格納装置並びに曲げ加工システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16456097A JP3841923B2 (ja) | 1997-06-20 | 1997-06-20 | 曲げ加工機における金型交換方法および金型格納装置並びに曲げ加工システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH1110235A JPH1110235A (ja) | 1999-01-19 |
| JP3841923B2 true JP3841923B2 (ja) | 2006-11-08 |
Family
ID=15795492
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP16456097A Expired - Fee Related JP3841923B2 (ja) | 1997-06-20 | 1997-06-20 | 曲げ加工機における金型交換方法および金型格納装置並びに曲げ加工システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3841923B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4582621B2 (ja) | 2003-06-23 | 2010-11-17 | 株式会社アマダ | 曲げ加工装置 |
| JP6618576B1 (ja) * | 2018-07-17 | 2019-12-11 | 株式会社アマダホールディングス | プレスブレーキにおける上部テーブルに備えた上型ホルダに対する分割上型の装着方法及び金型交換装置並びに金型ストッカ |
| CN112423907A (zh) | 2018-07-17 | 2021-02-26 | 株式会社天田集团 | 折弯机用金属模具 |
| EP4487977A1 (en) * | 2018-07-17 | 2025-01-08 | Amada Co., Ltd. | Method for fitting divided upper die to upper die holder provided on upper table of press brake, die exchanging device, and die stocker |
| WO2020226084A1 (ja) | 2019-05-07 | 2020-11-12 | 株式会社アマダ | プレスブレーキ |
| CN113825572B (zh) * | 2019-05-16 | 2024-03-15 | 株式会社天田集团 | 弯曲加工系统以及金属模具错位修正方法 |
| JP6741824B1 (ja) * | 2019-05-16 | 2020-08-19 | 株式会社アマダ | 曲げ加工システム及び金型移送方法 |
| JP6789356B1 (ja) * | 2019-05-16 | 2020-11-25 | 株式会社アマダ | 曲げ加工システム及び金型位置ずれ補正方法 |
-
1997
- 1997-06-20 JP JP16456097A patent/JP3841923B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH1110235A (ja) | 1999-01-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH09511694A (ja) | マシニングセンタ | |
| JP3841923B2 (ja) | 曲げ加工機における金型交換方法および金型格納装置並びに曲げ加工システム | |
| JP4509402B2 (ja) | トランスファフィーダ用フィンガの外段取り装置 | |
| JP4401482B2 (ja) | マトリックス形工具マガジン | |
| WO1995000267A1 (en) | Punching press and die mounting method | |
| JP2003136144A (ja) | 曲げ加工装置 | |
| US5992209A (en) | Transfer press having a lateral depositing arrangement for the tooling | |
| JPH06278857A (ja) | 搬送装置 | |
| JP3901283B2 (ja) | パンチングプレスにおける金型交換装置 | |
| JP3527371B2 (ja) | レーザ加工機、レーザ加工機のワーク搬送装置およびワークを搬送する搬送装置 | |
| JP2010221251A (ja) | レーザ加工機 | |
| CN224143954U (zh) | 一种自动化切割倒角一体设备 | |
| JP3765887B2 (ja) | 金型分離装置 | |
| JP3987146B2 (ja) | ツールブロック交換装置 | |
| JPH04238633A (ja) | トランスファプレスのトランスファ送り装置 | |
| JPH0646590Y2 (ja) | 多段式圧造成形機の工具自動交換装置 | |
| JP3710899B2 (ja) | 板材加工方法及び板材搬入出装置を備えた板材加工機 | |
| JP2843130B2 (ja) | Atc装置付タレットパンチプレス | |
| JPH10323726A (ja) | パンチングプレスにおける金型交換方法およびその装置 | |
| JP2001038567A (ja) | ワーク装着治具パレットの交換システム | |
| KR940001459Y1 (ko) | 패리트 자동교환장치 | |
| JPH10180369A (ja) | ツールブロック搬入方法およびツールブロック搬入装置 | |
| JPS6040249Y2 (ja) | ギヤングヘツド交換装置 | |
| JP3360904B2 (ja) | プッシャのフィンガ自動交換装置 | |
| JPH07132332A (ja) | パンチプレス機および金型装着方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060228 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060419 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060808 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060809 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100818 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100818 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110818 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120818 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120818 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130818 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |