JP3846857B2 - 帯状ヒータ - Google Patents
帯状ヒータ Download PDFInfo
- Publication number
- JP3846857B2 JP3846857B2 JP2001348701A JP2001348701A JP3846857B2 JP 3846857 B2 JP3846857 B2 JP 3846857B2 JP 2001348701 A JP2001348701 A JP 2001348701A JP 2001348701 A JP2001348701 A JP 2001348701A JP 3846857 B2 JP3846857 B2 JP 3846857B2
- Authority
- JP
- Japan
- Prior art keywords
- crimping
- short
- heater
- dimension
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000010438 heat treatment Methods 0.000 claims description 104
- 238000002788 crimping Methods 0.000 claims description 68
- 238000004080 punching Methods 0.000 claims description 6
- 239000011347 resin Substances 0.000 description 15
- 229920005989 resin Polymers 0.000 description 15
- 238000000034 method Methods 0.000 description 11
- 238000009413 insulation Methods 0.000 description 8
- 238000003466 welding Methods 0.000 description 5
- 238000005452 bending Methods 0.000 description 4
- 230000020169 heat generation Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images









Landscapes
- Surface Heating Bodies (AREA)
- Resistance Heating (AREA)
Description
【発明の属する技術分野】
本発明は、配管などの被加熱物に沿わせて被加熱物を外部から加温する帯状ヒータに属する。
【0002】
【従来の技術】
従来技術における帯状ヒータは、図8乃至図10示すように、絶縁性を有する2本の芯線109,109′のそれぞれに巻き付けられて互いに間隔をもって互いに並行に配置されている2本の発熱線111,111′と、発熱線111,111′を被覆している第1の絶縁部材113,113′と、第1の絶縁部材113,113′を相互に接続している帯板形状の第2の絶縁部材115と、第1の絶縁部材113,113′の一端面から外へ延びて露出している発熱線111,111′の一端部分に圧着している導電性の圧着端子121と、この圧着端子121及び発熱線111,111′の一端部分を第1及び第2の絶縁部材113,113′,115の一端側とともに被覆している第3の絶縁部材131とを備えている。
【0003】
さらに、帯状ヒータは、図8に示したように、発熱線111,111′のもう一方の端部を接続している接続部144と、電源プラグ142のコード143側に接続している雌プラグ145と、この雌プラグ145に接続する雄プラグ146とを有している。
【0004】
また、コード143の中間部分には、帯状ヒータの発熱温度を検知して発熱部分への通電を制御するサーモスタットを内蔵して絶縁被覆した制御部146がコード143から分岐するようにして接続されている。
【0005】
この帯状ヒータは、発熱線111,111′や第1及び第2の絶縁部材113,113′,115が可撓性を有するものであり、水道配管内の水の凍結を防ぐために配管の外周面に沿わせて使用するものである。また、サーモスタットは、配管の雰囲気温度を感知してオン・オフし、発熱線111,111′の発熱による温度を所定温度に保つ役目を果たす。
【0006】
第3の絶縁部材131は、樹脂部材によって形成された2枚の樹脂板(カバー部材)を、二枚貝式に圧着端子121及び発熱線111,111′の一端部分と第1及び第2の絶縁部材113,113′,115の一端側とを密封するように、高周波ウエルダーによって溶着したり、ネジ止めすることによって固定される。
【0007】
以下に、発熱線111,111′を圧着端子121によって圧着して接続する方法について説明する。
【0008】
まず、芯線109,109′に巻き付けた発熱線111,111′を第1の絶縁部材113,113′及び第2の絶縁部材115によって覆った後に、所定の長さ寸法に切断する。そして、図9に示すように、第1及び第2の絶縁部材113,113′,115における一端側の第1及び第2の絶縁部材113,113′,115を剥ぎ取る。さらに、第2の絶縁部材115を第1の絶縁部材113,113′に沿って剥ぎ取り、発熱線111,111′を露出させておく。
【0009】
一方、圧着端子121は、一枚の導電板を打ち抜き加工した後に、曲げ加工を施すことによって作る。次に、発熱線111,111′を交差するように指によって合わせる。なお、この時、第2の絶縁部材115を第1の絶縁部材113,113′に沿って剥ぎ取られた部分は、発熱線111,111′を交差するように指によって合わせるときに互いに近づく向きに撓ませる。
【0010】
そして、圧着端子121を発熱線111,111′の交差部分へセットし、圧着端子121を治具によって加締めながら、発熱線111,111′を圧着端子121に圧着接続する。次に、圧着端子121から延長されている発熱線111,111′部分を切断する。その後、図10に示すように、第3の絶縁部材131によって圧着端子121及び発熱線111,111′の一端部分を第1及び第2の絶縁部材113,113′,115の一端側とともに被覆して接続部分を形成する。
【0011】
また、発熱線111,111′を露出させる他の方法としては、初めに、第2の絶縁部材115における一端側の第2の絶縁部材115を剥ぎ取っておき、剥ぎ取られた部分の第1の絶縁部材113,113′を第2の絶縁部材115側で半分程度残した状態で剥ぎ取ることによって、発熱線111,111′を露出させておく方法もある。
【0012】
なお、参照公報としては、実公平4−128号公報、特開平10-30260号公報、特開平11−308748号公報などがある。
【0013】
【発明が解決しようとする課題】
しかしながら、圧着端子121と発熱線111,111′とを圧着接続するためには、第1及び第2の絶縁部材113,113′,115における一端側の第1及び第2の絶縁部材113,113′,115を剥ぎ取り、発熱線111,111′を露出させるので、作業に手間がかかり、圧着接続時に発熱線111,111′を指によって交差させて圧着端子121を接続するので、熟練した作業が必要となるという問題がある。
【0014】
また、剥ぎ取った発熱線111,111′の長さ寸法が短い場合には、発熱線111,111′同士を交差させて圧着端子121によって圧着接続することができないので、発熱線111,111′の長さ寸法をかなり大きくとる必要があり、さらに、圧着した後、圧着端子121から飛び出している発熱線111,111′の余分な部分を切断しなけらばならならず作業効率が劣るという問題がある。
【0015】
また、圧着端子121と発熱線111,111′とを圧着接続する際には、第1の被覆部材113,113′が互いに近づく向きへ引張られて撓むので、これら第1の被覆部材113,113′の張力や、第1の被覆部材113,113′の反力によって圧着端子121部分で発熱線111,111′に張力が加わってしまい、細線である発熱線111,111′が断線してしまうことがある。
【0016】
第3の絶縁部材131は、樹脂部材によって形成された2枚の樹脂板(カバー部材)を、二枚貝式に圧着端子121及び発熱線111,111′の一端部分と第1及び第2の絶縁部材113,113′,115の一端側とを密封するように、高周波ウエルダーによって溶着したり、ネジ止めすることによって固定されるので、この際、2枚の樹脂板(カバー部材)の押付けによって発熱線111,111′間が広げられてしまうと、圧着端子121及び発熱線111,111′の一端部分に張力が加り、この張力によって圧着端子121部分の発熱線111,111′が断線してしまうことがある。
【0017】
それ故に、本発明の課題は、被覆部材を剥がす量が少なくてすみ、圧着接続時や絶縁被覆時における発熱線の断線を防止できる帯状ヒータを提供することにある。
【0018】
また、本発明の他の課題は、圧着接続時の圧着作業を容易にでき、作業効率を向上することができ、さらに自動化に適した帯状ヒータを提供することにある。
【0019】
さらにまた、本発明の他の課題は、発熱線を短絡する接続部分の寸法を短い寸法にでき、材料を低減できる帯状ヒータを提供することにある。
【0020】
【課題を解決するための手段】
本発明によれば、互いに間隔をもって配置した複数本の可撓性を有する発熱線と、該発熱線を一体に被覆した可撓性を有する絶縁部材と、該絶縁部材の一端面から外へ延びて露出している前記発熱線の一端部分に圧着して接続している導電性の圧着端子と、該圧着端子及び前記発熱線の一端部分を前記絶縁部材の一端側とともに被覆した帯状ヒータにおいて、前記圧着端子は、前記発熱線の一端部分を一対一に圧着して接続する複数の圧着部と、該圧着部を互いに並行に間隔をもって一体に接続するよう仮想平面で並行方向を交差する方向へ延びている板形状の短絡部とを有し、該短絡部は、前記並行方向における板幅寸法内に形成したリブ突部を有し、前記並行方向で隣合う前記発熱線の中心を含む線間の寸法と、前記並行方向で隣合う前記圧着部の中心を含む線間の寸法とが、ほぼ等しい寸法で前記発熱線が前記圧着部に接続していることを特徴とする帯状ヒータが得られる。
【0021】
【発明の実施の形態】
以下、図面を参照して、本発明に係る帯状ヒータの一実施の形態例を説明する。図1は、帯状ヒータの一実施の形態例を示している。図2は、図1に示した帯状ヒータの要部を拡大して示している。図3は、図2に示した要部を分解して示している。
【0022】
図1及び図2を参照して、帯状ヒータは、絶縁性を有する2本の芯線9,9′のそれぞれに巻き付けられて互いに間隔をもって並行に配置されている2本の発熱線11,11′と、発熱線11,11′を被覆している第1の絶縁部材13,13′と、第1の絶縁部材13,13′を相互に接続している帯板形状の第2の絶縁部材15と、第1の絶縁部材13,13′の一端面から外へ延びて露出している発熱線11,11′の一端部分に圧着している導電性の圧着端子21と、この圧着端子21及び発熱線11,11′の一端部分を第1及び第2のの絶縁部材13,13′,15の一端側とともに被覆している第3の絶縁部材31とを備えている。
【0023】
さらに、帯状ヒータは、図1に示したように、一方の発熱線11の中間部分に接続されているサーモスタット41と、発熱線11,11′のもう一方の端部を電源プラグ42のコード43に接続している接続部44とを有している。
【0024】
この実施の形態例における帯状ヒータは、発熱線11,11′や第1及び第2のの絶縁部材13,13′,15が可撓性を有するものであり、例えば、配管内の液体を保温したり、配管内の水が凍結しなように配管に外周面に沿わせて使用するものである。また、サーモスタット41は、配管の雰囲気温度を感知してオン・オフし、発熱線11,11′の発熱による温度を所定温度に保つ役目を果たす。
【0025】
第3の絶縁部材31は、樹脂モールド部材によって形成するか、スリーブ状又は袋状の樹脂部材を高周波ウエルダーによって溶接するか、もしくは2枚の樹脂板を成形加工して、二枚貝式に圧着端子21及び発熱線11,11′の一端部分と第1及び第2の絶縁部材13,13′,15の一端側とを密封するように、高周波ウエルダーによって溶着したり、ネジ止めするなどして固定される。
【0026】
また、接続部44は、樹脂モールド部材によって覆うように形成するか、スリーブ状の樹脂部材を高周波ウエルダーによって溶接するか、もしくは2枚の樹脂板を成形加工して、二枚貝式に発熱線11,11′と、第1及び第2の絶縁部材13,13′,15部分を密封するように、高周波ウエルダーによって溶着したり、ネジ止めするなどして固定される。
【0027】
サーモスタット41は、樹脂製のチューブ45によって覆われてチューブ45が第1及び第2のの絶縁部材13,13′,15に固定されている。また、チューブ45に代えて、樹脂モールド部材によって覆うように形成するか、もしくは2枚の樹脂板を成形加工して、二枚貝式に発熱線11,11′と、コード44との接続部分を密封するように、高周波ウエルダーによって溶着したり、ネジ止めするなどして固定することも可能である。
【0028】
ここで、図1及び図3に示すように、仮想平面において、所定間隔をもって互いに並行に配置されている発熱線11,11′の長手方向(並行方向)を直交する方向を第1の方向X,X′と呼び、上記仮想平面において第1の方向X,X′を直交する方向、すなわち発熱線11,11′の長手方向に相当する方向を第2の方向Y,Y′と呼び、圧着端子21を詳細に説明をする。
【0029】
したがって、第1の方向X,X′と第2の方向Y,Y′とは、同一な仮想平面を基準として互いに直交する方向における位置関係で捉えて説明することとする。
【0030】
圧着端子21は、図4及び図5にも示すように、発熱線11,11′の一端部分のそれぞれを一対一に圧着して接続する複数の圧着部22,22′と、圧着部22,22′を第1の方向X,X′で互いに並行に間隔をもって首部23,23′を介して一体に接続されている板形状の短絡部24とを有している。
【0031】
短絡部24は、一枚の長板部分であり、第1の方向X,X′へ延びかつ第1の方向X,X′を直交する第2の方向Y,Y′の板幅寸法L1(図3を参照)内に突条に形成されているリブ突部25を有している。
【0032】
図3に図示したように、発熱線11,11′と圧着部22,22′とは、第1の方向X,Xで隣合う発熱線11,11′の中心を含む線C,C′間の寸法と第1の方向X,X′で隣合う圧着部22,22′の第1の方向X,X′における中心を含む線D,D′間の寸法とがほぼ等しい寸法で接続されている。
【0033】
圧着部22,22′は、短絡部24の第1の方向X,X′に平行な二辺のうちの一辺から首部23,23′を介して第2の方向Y,Y′へ延びている。リブ突部25は、短絡部24の一方の板面上へ打ち出して形成した部分である。なお、リブ突部25は、発熱線11,11′が置かれて対向する圧着部22,22′側の面と同じ向きの板面へ打ち出して形成されるのが望ましい。
【0034】
また、リブ突部24は、圧着部22,22′の中心を含む線D,D′間の寸法L3よりも第1の方向X,X′で大きい寸法L4となっている。短絡部24の第2の方向Y,Y′における板幅寸法L1は、圧着部22,22′の第2の方向Y,Y′における寸法L2よりも短い寸法となっている。したがって、第2の方向Y,Y′における接続部分31の寸法は短い寸法となる。
【0035】
圧着部22,22′のそれぞれは、互いに対向している一対の係止片22a,22′aと、一対の係止片22a,22′aを接続した底部22b,22′bとによって略U字形状に作られている。底部22b,22′bは首部23,23′に接続されている。底部22b,22′bには、発熱線11,11′との接触を良好に維持するための複数の突起部22d,22′dが形成されている。突起部22d,22′dは、第1の方向X,X′に長い寸法であり、リブ突部25と同じ向きで底部22b,22′bの板面から突出するように打ち出して形成されている。
【0036】
圧着端子22,22′は、板厚寸法が薄い導電板を打ち抜き加工した後に、曲げ加工を施すことによって作られている。リブ突部25は、打ち抜き加工によって打ち出される部分であり、板厚寸法が薄い短絡部24が第1及び第2の方向X,X′,Y,Y′で湾曲したり、曲げられたりする変形を防止するための変形防止部分としての役目を果たす。
【0037】
以下に、発熱線11,11′と圧着部22,22′とを圧着して接続する具体的な方法について、図6を参照して説明する。なお、以下に説明する発熱線11,11′と圧着部22,22′とを圧着接続する方法は、自動機によって自動化が可能となる方法を想定している。
【0038】
まず、芯線9,9′に巻き付けた発熱線11,11′を第1の絶縁部材13,13′及び第2の絶縁部材15によって覆うには、周知技術である押出成形機や射出成形機によって形成することが可能である。第1及び第2の絶縁部材13,13′,15は、いずれも同じ樹脂材料やゴム材料などを用いて成形することによって帯形状に加工されて、所望する長さ寸法に切断する。その後、図6に示すように、第1及び第2の絶縁部材13,13′,15における一端側の第1及び第2の絶縁部材13,13′,15(図6の二点鎖線の斜線で示した部分のみ)を剥ぎ取り、発熱線11,11′を第2の方向Y,Y′で所定寸法に露出させておく。
【0039】
すなわち、第1及び第2の絶縁部材13,13′,15における一端側の第1及び第2の絶縁部材13,13′,15は、図6に示した二点鎖線で示した部分を剥ぎ取ればよく、発熱線11,11′を第2の方向Y,Y′で短い所定寸法で露出させればよい。
【0040】
一方、圧着端子21は、一方向へ導電板を第1の方向X,X′のいずれかへ所定ピッチで送りながら連続して打ち抜き加工した後に、圧着端子21の展開形状から曲げ加工を施すことによって作る。この際、圧着端子21は、複数が図示しない導電板を連続して打ち抜き加工して形成されているキャリア部51に短冊状に連なった状態で打ち抜かれ、曲げ加工した後に、図示しない巻き取りロールによって巻かれている。この際、短絡部24の第1の方向X,X′における両端の角部を円弧形状に形成し、バリ取りを行っておけば、第3の絶縁部材31が薄いチューブや袋状のものであった場合に第3の絶縁部材31が短絡部24の角部によって突き破られることがない。
【0041】
さらに、この状態で、ロールに巻かれているキャリア部51付きの圧着端子21は、圧着端子21が第1及び第2の方向X,X′,Y,Y′もしくは第1及び第2の方向X,X′,Y,Y′を直交する方向で湾曲したり、曲げられたりする変形をリブ突部25が防止する役目を果たす。
【0042】
次に、発熱線11,11′と圧着部22,22′とを圧着して接続するには、圧着端子21をロールから引き出し、キャリア部51に形成されているピン孔51aに、所定ピッチでキャリア部51を移送するための図示しないピン付きローラのピンに係合させて圧着端子21を所定位置へ搬送する。この所定位置において、発熱線11,11′を第2の方向Yへ移動して圧着部22,22′の係止片22a,22′a間へセットする。このとき、リブ突部25は、圧着端子21が第1及び第2の方向X,X′,Y,Y′、もしくは第1及び第2の方向X,X′,Y,Y′を直交する方向で湾曲したり、曲げられたりする変形を防止する役目を果たす。したがって、圧着部22,22′は、所定位置に定まっており、圧着部分での発熱線11,11′が断線するおそれがない。
【0043】
そして、アンビルのような治具によって係止片22a,22′aを互いに近づく向きに丸め込むようにして加締めながら、圧着部22,22′の底部22bと係止片22aとによって、発熱線11,11′を圧着部22,22′に圧着接続する。この時、図3において説明したように、発熱線11,11′と圧着部22,22′とは、発熱線11,11′の中心を含む線C,C′間の寸法と圧着部22,22′の中心を含む線D,D′間の寸法とがほぼ等しい寸法で接続されているので、発熱線11,11′に張力が加わることなく圧着接続される。したがって、圧着接続時や第3の被覆部材31を被覆するときにおける発熱線11,11′は、断線する恐れがない。
【0044】
ちなみに、この実施の形態例の帯状ヒータでは、第1及び第2の絶縁部材13,13′,15を5mm程度に剥ぎ取って発熱線11,11′を露出させればよい。ちなみに、実施の形態例と同じ形状として製作した従来技術における帯状ヒータにおける圧着端子121と発熱線111,111′の接続では、第1の絶縁部材113,113′(図9を参照)を15mm程度、第2の絶縁部材115(図9を参照)を10mm程度、合計で25mm程度、剥ぎ取って圧着接続のための作業を行う必要があった。
【0045】
なお、発熱線11,11′を圧着部22,22′に圧着接続した後、もしくは圧着接続した後の接続部分に第3の被覆部材31を被覆した後のいずれかの工程の後には、圧着端子24が、図6に示す切断線51bによってキャリア51から切り離される。
【0046】
圧着端子21の圧着部22,22′は、この実施の形態例における形状に限らず、圧着端子として様々な圧着部が周知であり、これらの周知技術における圧着端子を採用しても発熱線11,11′との圧着接続が可能である。
【0047】
また、発熱線11,11′を圧着部22,22′に圧着接続する際には、短絡部21にも首部23,23′を介して応力が加わる。しかし、短絡部21に形成されているリブ突部25は、短絡部21が第1及び第2の方向X,X′,Y,Y′、もしくは第1及び第2の方向X,X′,Y,Y′を交差する方向で湾曲したり、曲げられたりするなどの変形を防止する役目を果たす。したがって、圧着部22,22′は、所定位置に定まっており、圧着部分での発熱線11,11′が断線するおそれがない。
【0048】
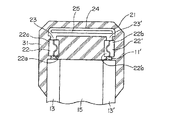
帯状ヒータにおいては、実施の形態例によって説明した第1及び第2の絶縁部材13,13′,15に付加して、図7に示すように発熱線11,11′と第1の絶縁部材13,13′との間に絶縁性の中間被覆部材17,17′を介在したものがある。このような中間被覆部材12,12′を有する帯状ヒータにおいても、中間被覆部材17,17′の一端側の中間被覆部材17,17′と、第1及び第2の絶縁部材13,13′,15における一端側の第1及び第2の絶縁部材13,13′,15(図7における二点鎖線で示した部分)を剥ぎ取り、発熱線11,11′を第2の方向Y,Y′で所定寸法に露出させておく。
【0049】
すなわち、第1及び第2の絶縁部材13,13′,15における一端側の第1及び第2の絶縁部材13,13′,15は、図7に示した網線部分を残して剥ぎ取ればよく、発熱線11,11′を第2の方向Y,Y′で短い所定寸法で露出させればよい。そして、図6によって説明した接続方法と同様な方法によって、発熱線11,11′を圧着部22,22′に圧着接続することができる。また、第1及び第2の絶縁部材13,13′,15における一端側の第1及び第2の絶縁部材13,13′,15は、図7に示した網線部分を剥ぎ取るようにしてもよい。
【0050】
なお、この実施の形態例では、2本の発熱線11,11′を圧着端子21の2つの圧着部22,22′に圧着接続する例を説明したが、2本以上の発熱線11,11′を圧着端子21,22′に圧着接続するものであっても、応用が可能なものであることはいうまでもない。
【0051】
上述した実施の形態例では、発熱線11,11′と圧着端子21との位置関係を第1の方向X,X′と、第2の方向Y,Y′とが互いに直交するようにして圧着接続のための自動化に適する例として説明した。
【0052】
しかし、発熱線11,11′と圧着端子21との位置関係は、第1の方向X,X′と第2の方向Y,Y′とが、かならずしも互いに直交する方向に定めることに限られるものではなく、互いに少し位置ずれしても、直交する方向で角度が少しずれていて交差する方向であっても、露出部分が短い寸法の発熱線11,11′と圧着端子21との圧着接続が可能である。
【0053】
【発明の効果】
以上、実施の形態例によって説明したように、本発明の帯状ヒータによれば、圧着端子の圧着部と発熱線とが、ほぼ等しい寸法としてセットされているので、圧着接続時に、発熱線に張力が加わらないことから、圧着接続部分で発熱線が断線することがない。
【0054】
また、発熱線を圧着部に圧着接続する際には、圧着端子の短絡部に応力が加わったとしても、短絡部に形成されている短絡部が湾曲したり、曲げられたりする変形をリブ突部によって防止することができるので、圧着部も所定位置に定まり、圧着接続部分において発熱線が断線することがない。
【0055】
また、圧着接続時に、発熱線を被覆部材から剥き出し露出させる寸法は、きわめて短い寸法でよいため、発熱線を覆っている被覆部材を剥がす量や、剥がす手間をが少なくてすむ。
【0056】
また、発熱線を被覆部材から剥き出し露出させる寸法は、きわめて短い寸法でよく、圧着端子も発熱線の長手方向で短い寸法につくることができるので、発熱に供しない接続部分の長手方向の寸法を短くできるので、被加熱部材に対して有効な加熱ができ、しかも接続部分の被覆部材を軽減できる。
【0057】
また、ロールに巻かれているキャリア部付き圧着端子は、ロールに巻きつけるとき、やロールからひきだすときに、短絡部が湾曲したり、曲げられたりする変形をリブ突部によって防止することができる。
【0058】
さらに、上述した帯状ヒータの構成によって、圧着作業のほとんどの作業が自動化できるので、熟練した人による作業を要せず、不良率を減少でき、信頼度を向上させることができる。
【図面の簡単な説明】
【図1】本発明に係る帯状ヒータの一実施の形態例を示す平面図である。
【図2】図1に示した帯状ヒータの要部であり、圧着端子と発熱線との接続部分を示す平面断面図である。
【図3】図2に示した圧着端子と発熱線とを分解して示した平面図である。
【図4】図3に示した圧着部の要部を示した斜視図である。
【図5】図3に示した圧着端子の正面図である。
【図6】図1に示した帯状ヒータの発熱線と圧着部との接続方法を説明するための分解平面図である。
【図7】図6に示した帯状ヒータにおける被覆部材の他の例において発熱線と圧着部との接続方法を説明するための平面図である。
【図8】従来技術における帯状ヒータを示す斜視図である。
【図9】図8に示した帯状ヒータの一部をの要部を拡大して示した斜視図である。
【図10】図1に示した帯状ヒータの接続部分を示す平面断面図である。
【符号の説明】
9,9′ 芯線
11,11′,111,111′ 発熱線
13,13′,113,113′ 第1の絶縁部材
15,115 第2の絶縁部材
21,121 圧着端子
31,131 第3の絶縁部材
22,22′ 圧着部
24 短絡部
25 リブ突部
X,X′ 第1の方向
Y,Y′ 第2の方向
Claims (5)
- 互いに間隔をもって配置した複数本の可撓性を有する発熱線と、該発熱線を一体に被覆した可撓性を有する絶縁部材と、該絶縁部材の一端面から外へ延びて露出している前記発熱線の一端部分に圧着して接続している導電性の圧着端子と、該圧着端子及び前記発熱線の一端部分を前記絶縁部材の一端側とともに被覆した帯状ヒータにおいて、
前記圧着端子は、前記発熱線の一端部分を一対一に圧着して接続する複数の圧着部と、該圧着部を互いに並行に間隔をもって一体に接続するよう仮想平面で並行方向を交差する方向へ延びている板形状の短絡部とを有し、該短絡部は、前記並行方向における板幅寸法内に形成したリブ突部を有し、前記並行方向で隣合う前記発熱線の中心を含む線間の寸法と、前記並行方向で隣合う前記圧着部の中心を含む線間の寸法とが、ほぼ等しい寸法で前記発熱線が前記圧着部に接続していることを特徴とする帯状ヒータ。 - 請求項1記載の帯状ヒータにおいて、前記圧着部は、前記短絡部の前記並行方向を交差する方向に平行な二辺のうちの一辺から首部を介して前記並行方向を交差する方向へ延びていることを特徴とする帯状ヒータ。
- 請求項1又は2に記載の帯状ヒータにおいて、前記リブ突部は、前記短絡部の一方面からもう一方面へ打ち出して形成した部分であることを特徴とする帯状ヒータ。
- 請求項1乃至3のいずれか1項に記載の帯状ヒータにおいて、前記リブ突部が前記圧着部の前記中心を含む線間の寸法よりも前記並行方向で大きい寸法となっていることを特徴とする帯状ヒータ。
- 請求項1乃至4のいずれか1項に記載の帯状ヒータにおいて、前記並行方向を交差する方向における前記短絡部の前記板幅寸法が、前記並行方向を交差する方向における前記圧着部の寸法よりも短い寸法となっていることを特徴とする帯状ヒータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001348701A JP3846857B2 (ja) | 2001-11-14 | 2001-11-14 | 帯状ヒータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001348701A JP3846857B2 (ja) | 2001-11-14 | 2001-11-14 | 帯状ヒータ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003151733A JP2003151733A (ja) | 2003-05-23 |
| JP3846857B2 true JP3846857B2 (ja) | 2006-11-15 |
Family
ID=19161483
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001348701A Expired - Fee Related JP3846857B2 (ja) | 2001-11-14 | 2001-11-14 | 帯状ヒータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3846857B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100657892B1 (ko) * | 2004-02-11 | 2006-12-14 | 삼성에스디아이 주식회사 | 유기 전계 발광 소자 |
-
2001
- 2001-11-14 JP JP2001348701A patent/JP3846857B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003151733A (ja) | 2003-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6063788B2 (ja) | 端子金具及び端子付き電線の製造方法 | |
| EP0881708B1 (en) | Connection structure of wire and terminal, connecting method therefor and a terminal | |
| US20120205423A1 (en) | Wire end processing method | |
| JP3311617B2 (ja) | 電線と端子との接続構造及び接続方法 | |
| JPH02189878A (ja) | 平形導体との導電性の接続部を作るための方法 | |
| EP0614247B1 (en) | Electric wire joining method | |
| JP3846857B2 (ja) | 帯状ヒータ | |
| JPH08195124A (ja) | 平型多心電線 | |
| JP3311626B2 (ja) | 超音波接続用端子及び超音波接続構造 | |
| JP2010067478A (ja) | 端子金具及び端子金具付き電線 | |
| JP2004127582A (ja) | 端子付電線端末構造及び端子 | |
| JP2004207156A (ja) | 圧接端子およびジョイントコネクタ | |
| WO2019155705A1 (ja) | 熱収縮チューブ付電線 | |
| JP3651416B2 (ja) | ジョイントコネクタ | |
| JP3295330B2 (ja) | 被覆電線と端子の接続構造及び接続方法 | |
| JP4949571B2 (ja) | ワイヤハーネス | |
| JP2003331939A (ja) | 圧着端子 | |
| JP2008066271A (ja) | 端子原板、連続端子、端子原板の製造方法、連続端子の製造方法及び端子付き電線の製造方法 | |
| JP6082621B2 (ja) | 端子付き電線及び端子付き電線の製造方法 | |
| JP2024100331A (ja) | 端子付き電線、及び、端子付き電線製造方法 | |
| JP2021005454A (ja) | 端子付き電線 | |
| KR100276583B1 (ko) | 전기 접속단자 제조방법 | |
| CN110690585A (zh) | 带端子的电线及其制造方法 | |
| JP6429432B2 (ja) | 端子及び端子付き電線の製造方法 | |
| JPH0636808A (ja) | 圧接コネクタの端末処理構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041008 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060816 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060821 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3846857 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090901 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100901 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110901 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110901 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120901 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120901 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130901 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |