JP3859413B2 - スラリー状又は溶液状材料の乾燥方法、スラリー状又は溶液状材料の乾燥装置及びセラミック焼結体の製造方法 - Google Patents
スラリー状又は溶液状材料の乾燥方法、スラリー状又は溶液状材料の乾燥装置及びセラミック焼結体の製造方法 Download PDFInfo
- Publication number
- JP3859413B2 JP3859413B2 JP33401499A JP33401499A JP3859413B2 JP 3859413 B2 JP3859413 B2 JP 3859413B2 JP 33401499 A JP33401499 A JP 33401499A JP 33401499 A JP33401499 A JP 33401499A JP 3859413 B2 JP3859413 B2 JP 3859413B2
- Authority
- JP
- Japan
- Prior art keywords
- drying
- heat
- dry powder
- amount
- supply
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Drying Of Solid Materials (AREA)
Description
【発明の属する技術分野】
本発明は、スラリー状又は溶液状材料の乾燥方法、スラリー状又は溶液状材料の乾燥装置及びセラミック焼結体の製造方法に関する。
【0002】
【従来の技術】
スラリー状又は溶液状材料の乾燥装置の一例として、噴霧乾燥装置(スプレードライヤ)を図12に示す。この装置では、スラリー状又は溶液状の材料Mが乾燥室30上方の投入口10から供給されるとともに、外気が加熱器23で加熱され、給気Iとして乾燥室30の上面又は周面の給気口20から乾燥室30に導入される。そして、乾燥室30内を上部の投入口10側から下部の取出口40側に向け自然落下する材料Mに対して、加熱された給気Iを接触させることにより、材料Mの水分が熱風(給気)I中を浮遊する間に給気Iに移行(吸収)され、材料Mの乾燥が行われる。乾燥後の乾燥粉末Gは乾燥室30下部の取出口40から、一方給気Iは排気Oとして乾燥室30中間部の排気口50から、それぞれ乾燥室30の外部へ取り出される。
【0003】
ところで、このような乾燥装置では、得られる乾燥粉末Gに含まれる水分量(含水量)を一定の値となるように制御する必要があり、従来から種々の乾燥制御(乾燥システム)を考慮して乾燥粉末Gの水分量制御がなされている。この乾燥制御の代表的なものとして、次のような乾燥システムが知られている。すなわち、赤外線等を利用した水分量測定計6aを試料採取部6Aに設置して乾燥粉末Gの水分量を直接測定し、測定された検出水分量と乾燥粉末Gの規定水分量との比較に基づいて、材料Mの投入量を制御部8及び流量調整弁12、流量計1b等によりコントロールしながら、乾燥粉末Gの水分量制御を行う方法である。なお、試料採取部6Aは、例えば図12のように乾燥粉末Gの取出流路41等から分岐させて設けられる。
【0004】
【発明が解決しようとする課題】
上記の方法では、完成した乾燥粉末Gの水分量のみが検知対象(具体的な検知手段は水分量測定計6a)であり、一方システム先頭の乾燥室30内への材料Mの投入量が制御対象(具体的な制御手段は流量調整弁12等)であることから、両者間で必然的に応答の遅れが発生して、乾燥粉末Gの水分量制御にハンチングが生じ易い傾向にある。したがって、乾燥粉末Gの水分量を安定させるために、得られた異なる水分量の乾燥粉末Gを収集して、ブレンダ等で撹拌混合して乾燥粉末Gの水分量を均一化させることが必要になる。しかしながら、乾燥後に撹拌混合といった再加工を施すことからコストアップの要因となり、また再加工に伴い乾燥粉末Gの品質の低下を引き起こすおそれもある。
【0005】
さらに上記方法では、水分量測定計6aの試料採取部6Aは乾燥粉末Gの流量を一定にし水分量の測定を安定させるため、狭い通路で形成されていることから、乾燥粉末Gの詰まりG’を生じたり、あるいは水分量測定計6aに過水分乾燥粉末が付着したりすることがある。そのために乾燥粉末Gの水分量制御が不能になるのみならず乾燥システムにて乾燥条件を作る上での制御に暴走が発生する可能性がある。また、乾燥装置の起動時(運転開始時)や材料投入一時停止後の再起動時(運転再開時)等には取出口40に乾燥粉末Gが存在しない場合があり、かかる場合にも乾燥条件を作る上での制御に暴走が発生する可能性がある。
【0006】
本発明の課題は、乾燥粉末の水分量制御を行うにあたり、応答性がよくハンチングを起こしにくく、また試料採取部に詰まりが発生した場合とか、乾燥装置の起動時や材料投入一時停止後の再起動時等のように取出口に乾燥粉末が存在しない場合にも、乾燥条件を作る上での制御に暴走が発生する恐れが少なく、生産性を阻害しないスラリー状又は溶液状材料の乾燥方法及びスラリー状又は溶液状材料の乾燥装置を提供することにある。また、そのようにして製造される乾燥粉末を成形・焼結して品質のよいセラミック焼結体を得るセラミック焼結体の製造方法を提供することにある。
【0007】
【課題を解決するための手段及び作用・効果】
上記課題を解決するために、第一番目の発明にかかるスラリー状又は溶液状材料の乾燥方法は、
セラミック原料を含有するスラリー状又は溶液状材料を乾燥部に設けられた投入口から乾燥室に供給するとともに、加熱器を通じて加熱された外気を給気として前記乾燥部に設けられた給気口から前記乾燥室に導入し、
前記投入口から供給された前記材料に対して前記給気を接触させることにより当該材料の乾燥を行い、
乾燥後の前記材料を前記乾燥部に設けられた取出口から乾燥粉末として取り出す一方、前記給気を前記乾燥部に設けられた排気口から排気として前記乾燥室の外部に排出し、
前記排気口の近傍にて前記排気の絶対湿度を特定するのに必要な情報を検出し、該排気絶対湿度の検出値HO'に基づいて、規定水分量を有する前記乾燥粉末が得られるように前記給気の有する給気熱量を調整するとともに、
前記投入口への供給に先立つ前記材料の温度と投入量とによって、前記材料を介しての投入熱量を検出し、該材料投入熱量の検出値に基づいて前記給気熱量を補助的に調整することを特徴とする。
【0008】
また、第一番目の発明にかかるスラリー状又は溶液状材料の乾燥装置は、
セラミック原料を含有するスラリー状又は溶液状材料を供給する投入口と、
外気を加熱器で加熱し給気として導入する給気口と、
前記投入口から供給された前記材料に対して前記給気を接触させることにより当該材料の乾燥を行う乾燥室と、
乾燥後の前記材料を乾燥粉末として外部へ取り出す取出口と、
前記給気を排気として外部へ排出する排気口とを備え、
前記排気口の近傍にて前記排気の絶対湿度を特定するのに必要な情報を検出する検出器が設けられ、その検出器により検出された排気絶対湿度の検出値HO'に基づいて、規定水分量を有する前記乾燥粉末が得られるように前記給気の有する給気熱量を調整する制御部が設けられるとともに、
前記投入口への供給に先立つ前記材料の温度を測定する温度計とその投入量を測定する流量計とが設けられ、前記制御部は、それら温度計と流量計とによって検出された材料投入熱量の検出値に基づいて、前記給気熱量を補助的に調整することを特徴とする。
【0009】
これらの発明によれば、排気絶対湿度の検出値HO'に基づいて、規定水分量を有する乾燥粉末が得られるように給気の有する給気熱量を調整することで、完成した乾燥粉末の水分量を直接的に測定しなくてもよい。すなわち乾燥中の情報を利用して粉末水分量の制御を行うことから応答性の遅れが少なく、ハンチングを起こしにくい安定した粉末水分量の制御が期待できる。また、水分量測定計の試料採取部に詰まりが発生した場合とか、乾燥装置の起動時や材料投入一時停止後の再起動時等のように取出口に乾燥粉末が存在しない場合にも、乾燥条件を作る上での制御に暴走が発生する恐れが少なく、生産性を阻害しないスラリー状又は溶液状材料の乾燥方法及びスラリー状又は溶液状材料の乾燥装置が得られる。
【0010】
なお、排気絶対湿度の目標値HOに関して、目標値HOを所定の値一点に定めておいても、ハンチングを起こしにくい安定した粉末水分量の制御が期待できるが、所定の値に対する上下のうち少なくとも一方に不感帯を設定した目標値HOとしておけば、より一層のハンチング防止が図れる。また、本明細書において「水分量」というときは、湿量基準(例えば「水分率」)の場合と乾量基準(例えば「含水率」)の場合とを含んでいる。
【0011】
また、本発明の給気熱量の調整は、材料からの単位時間当たりの除去水分量を略一定に又は規定範囲内に維持するように行われる場合がある。ここで、材料からの単位時間当たりの除去水分量とは、言い換えれば材料の乾燥速度を表しており、乾燥粉末の生産性を上げるためには大きいほどよい。しかし一方では、乾燥装置の性能は勿論、材料の変質(例えば物理的又は化学的性質の変化等)防止の観点からも自ずと制限されることになる。本発明によれば、材料に対して最適な乾燥速度のもとでの安定した連続運転が可能になる。なお、材料からの単位時間当たりの除去水分量に関しても、排気絶対湿度の目標値HOと同様に、所定の値に対する上下のうち少なくとも一方に不感帯を設定しておけば、ハンチング防止に効果的である。
【0012】
ここで本発明の給気熱量の調整は、より具体的には、排気絶対湿度の検出値HO'と、材料の保有水分量と乾燥粉末の規定水分量とから定まる排気絶対湿度の目標値HOとの比較において、HO'<HOのとき給気熱量を大きくし、HO'>HOのとき給気熱量を小さくすればよい。この場合には、比較的簡便な加熱器の温度調節によって、乾燥粉末の水分量の制御が応答性よく行える。
【0013】
したがって、比較的低水分量の、例えば水分率3%以下の乾燥粉末を製造する場合でも、乾燥粉末の詰まりや変質等が少ない状態で取り出すことができる。なお、本明細書では「水分率」を湿量基準で用いている。
【0014】
さらに本発明では、材料の供給に先立つ所定時間にわたって、材料の保有する水分が乾燥室にて単位時間当たりに蒸発するに要する蒸発熱量に略等しい熱量となる所定量の冷媒を、投入口から供給することができる。例えば乾燥装置の起動時(運転開始時)や材料投入一時停止後の再起動時(運転再開時)のような、取出口に乾燥粉末が存在しない場合にも、乾燥粉末の水分量の制御が不能になったり、乾燥条件を作る上での制御に暴走が発生する恐れが少なく、安定した制御が行える。
【0015】
さらに本発明では、乾燥粉末の水分量を検出し、乾燥粉末の検出水分量A'と規定水分量Aとの比較において、A'<Aのとき給気熱量を小さくし、A'>Aのとき給気熱量を大きくする制御を補助的に行ってもよい。ここでも給気熱量を制御対象とすることで、応答性のよい粉末水分量の制御が可能となる。なお、規定水分量Aに対する上下のうち少なくとも一方に不感帯を設定しておけば、ハンチング防止に効果的である。
【0016】
さらに本発明では、加熱器を通じて加熱される前の外気の温度、湿度又は風量のうち少なくとも一つの特性値を検出し、特性値に基づいて給気熱量を補助的に調整してもよい。この場合には、規定水分量を有する乾燥粉末を得るために外気状況の変化に応じたより精密な粉末水分量の制御ができる。なお、この場合の湿度は絶対湿度、相対湿度のいずれでもよい。
【0017】
さらに本発明では、乾燥室からの放熱量を特定するのに必要な情報を検出し、乾燥室放熱量の検出値に基づいて給気熱量を補助的に調整してもよい。また、乾燥粉末の残存熱量を特定するのに必要な情報を検出し、粉末残存熱量の検出値に基づいて給気熱量を補助的に調整してもよい。あるいは、投入口への供給に先立つ材料の温度と投入量とによって、材料を介しての投入熱量を検出し、材料投入熱量の検出値に基づいて給気熱量を補助的に調整してもよい。これらの場合には、規定水分量を有する乾燥粉末を得るために材料や雰囲気等の状況変化に応じたより精密な粉末水分量の制御が可能となる。
【0018】
さらに本発明では、乾燥粉末の水分量を検出し、乾燥粉末の検出水分量が規定水分量を満たしていないとき、この規定外の乾燥粉末は規定水分量の乾燥粉末とは分離して回収することができる。例えば乾燥装置の起動時(運転開始時)や材料投入一時停止後の再起動時(運転再開時)に乾燥粉末の検出水分量が規定水分量を外れたときでも、乾燥粉末の水分量の制御が不能になったり、乾燥条件を作る上での制御に暴走が発生する恐れが少なく安定した制御が行える。
【0019】
なお、上記分離回収された規定外の乾燥粉末は、水分量検出前の乾燥粉末と再混合される場合がある。このときは、乾燥粉末の生産効率と歩留まりをさらに向上させることができる。
【0020】
また、第二番目の発明にかかるスラリー状又は溶液状材料の乾燥方法は、
セラミック原料を含有するスラリー状又は溶液状材料を乾燥部に設けられた投入口から乾燥室に供給するとともに、加熱器を通じて加熱された外気を給気として前記乾燥部に設けられた給気口から前記乾燥室に導入し、
前記投入口から供給された前記材料に対して前記給気を接触させることにより当該材料の乾燥を行い、
乾燥後の前記材料を前記乾燥部に設けられた取出口から乾燥粉末として取り出す一方、前記給気を前記乾燥部に設けられた排気口から排気として前記乾燥室の外部に排出するとともに、
前記材料の供給に先立つ所定時間にわたって、前記材料の保有する水分が前記乾燥室にて単位時間当たりに蒸発するに要する蒸発熱量に略等しい熱量となる所定量の冷媒を、前記投入口から供給することを特徴とする。
【0021】
一方、第二番目の発明にかかるスラリー状又は溶液状材料の乾燥装置は、
セラミック原料を含有するスラリー状又は溶液状材料を供給する投入口と、
外気を加熱器で加熱し給気として導入する給気口と、
前記投入口から供給された前記材料に対して前記給気を接触させることにより、当該材料の乾燥を行う乾燥室と、
乾燥後の前記材料を乾燥粉末として外部へ取り出す取出口と、
前記給気を排気として外部へ排出する排気口とを備え、
前記材料の供給に先立つ所定時間にわたって、前記材料の保有する水分が前記乾燥室にて単位時間当たりに蒸発するに要する蒸発熱量に略等しい熱量となる所定量の冷媒を、前記投入口から供給するための冷媒供給部を配設したことを特徴とする。
【0022】
これらの発明によれば、例えば乾燥装置の起動時(運転開始時)や材料投入一時停止後の再起動時(運転再開時)のような、取出口に乾燥粉末が存在しない場合にも、乾燥室の状況を急変させることなく、乾燥粉末の水分量の制御が不能になったり、乾燥条件を作る上での制御に暴走が発生する恐れが少なく安定した制御が行え、生産性を阻害しないスラリー状又は溶液状材料の乾燥方法及びスラリー状又は溶液状材料の乾燥装置が得られる。
【0023】
ところで、上記第一番目又は第二番目の発明の方法により、セラミック原料を含有するスラリー状又は溶液状のセラミック材料を乾燥して得られた乾燥粉末は、平均粒径が略一定で、規定水分量を略安定的に含有する状態で、スラリー状又は溶液状材料の供給開始から供給終了まで連続的に歩留まりよく生産される。したがって、その乾燥粉末を用いて所定形状の成形体を成形し、その成形体を焼結することにより得られる、本発明にかかるセラミック焼結体は、品質のよい製品として安価に生産することができる。
【0024】
【発明の実施の形態】
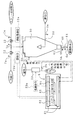
以下、本発明の実施の形態を図面に示す実施例を参照して説明する。図1は、本発明の一例たるスプレードライヤ(噴霧乾燥装置)の全体正面図を示す。このスプレードライヤは、アルミナ、窒化アルミニウム等のセラミック粉末粒子を懸濁したスラリー状材料の乾燥装置として利用される。スラリー状材料(原液)Mは、材料供給部1のタンク11からパイプ路を通って乾燥部3に形成される乾燥室30へ送られる(パイプ路内を自然落下させてもよいし、ポンプ等によって圧送させてもよい)。具体的にはスラリー状材料Mは、流量調整弁12を介して、乾燥室30の天井部の投入口10に配置された微粒化装置(アトマイザ)13に供給される。アトマイザ13は、乾燥スピードのアップ、粉末の球状化、粉末径の均一化等を目的として微粒化した原液Mを乾燥室30全体に噴霧状に吐出する。原液Mは、通常の場合水分率20〜50%のスラリー状で、例えば水分率33%のアルミナスラリーがアトマイザ13に供給され、乾燥室30全体に吐出される。なお、セラミックの材質によっては、セラミック原料成分を溶解させた溶液状材料Mを使用できる場合もある。一方、給気部2のフィルタ24及びダンパ21を介して送風機22で取り込まれた外気が加熱器23へ送られ、加熱されたのち給気Iとして、乾燥室30の上面又は上部周面に設けられた給気口20から乾燥室30に向けて導入される。
【0025】
そして、乾燥室30において、アトマイザ13から噴霧状に吐出され、乾燥室30内を上部の投入口10側から下部の取出口40側に向け自然落下するスラリー状材料Mに対して、加熱された給気Iを接触させる。これにより、スラリー状材料Mは熱風(給気)I中を浮遊する間にその水分が給気Iに移行され、スラリー状材料Mの乾燥が行われる。次いで、乾燥されたスラリー状材料Mは、乾燥室30下部の取出部4に形成された取出口40から取出流路41を経て乾燥粉末Gとして取り出される。一方給気Iは乾燥室30の中間部周壁の排気口50から、乾燥室30中間部に浮遊する一部の乾燥粉末Gとともに排気部5に設けられた排風機56で吸引され、排気口50に接続された排気流路51へ排気Oとして取り出される。
【0026】
ここで、図1の実施例では、乾燥粉末Gの生産効率と歩留まりを向上させるために、取出流路41に次のような機構を備えている。取出口40下方の取出流路41には篩42が設けられ、取出口40から出た乾燥粉末Gはまず篩42にかけられる。篩42の加振により粒子径が細かく揃えられた乾燥粉末Gは、篩42を流下した後、分離・回収部6に設けられた排風機69の吸引力によって捕集サイクロン60内に投入される。一方篩42を透過できなかった大径粉末やゴミ等の異物は回収箱44に回収される。
【0027】
そして、捕集サイクロン60内に導入された乾燥粉末Gは、捕集サイクロン60の内壁に沿う旋回流によって撹拌されるとともに、比重差で塵等の異物と選別・分離される。つまり、相対的に重い乾燥粉末Gは捕集サイクロン60下部より回収流路61に取り出され、保管サイロ66に収容される。一方、相対的に軽い塵等の異物は、フィルタ67及びダンパ68を経て排風機69で系外に排出される。
【0028】
さて、捕集サイクロン60出口に接続された回収流路61には以下のようなフィードバック機構が設けられている。捕集サイクロン60下部より回収流路61に取り出された乾燥粉末Gの一部は、試料採取部6Aに分岐し、赤外線等を利用した水分量測定計6aで水分量を直接測定され、その後戻り流路61’を介して取出流路41(図1では篩42の下流側)に循環されている。試料採取部6Aよりも下流側の回収流路61には4ポート3位置型の電磁切換弁62が設置されている。回収流路61の乾燥粉末Gを複数(図1では2槽)の保管サイロ66に収容するとき、各サイロ66のレベル計6bからの制御信号によって電磁切換弁62がb又はcの位置に切り換えられる。また、水分量測定計6aで測定された乾燥粉末の水分率MG'が規定水分率MGを満たしていないとき、水分量測定計6aからの制御信号によって、電磁切換弁62はa位置に切り換えられる。その結果、この規定外の乾燥粉末Gは規定水分率の乾燥粉末Gとは分離して分離流路63の一時貯留タンク64に回収される。一時貯留タンク64の出口と取出流路41とは還元流路65によって接続されており、回収された規定外の乾燥粉末Gは還元流路65を通じて取出流路41(図1では取出口40と篩42との間)に戻され、乾燥部3から取り出され水分率測定前の乾燥粉末Gと再度混合される。そして、混合された乾燥粉末Gは排風機69の吸引力によって捕集サイクロン60に投入され、試料採取部6Aに至ると水分量測定計6aで再び水分率MG'が測定される。
【0029】
例えば乾燥装置の起動時(運転開始時)や材料投入一時停止後の再起動時(運転再開時)に乾燥粉末Gの検出水分率MG'が規定水分率MGを外れたときでも、この規定外の乾燥粉末Gを規定水分率の乾燥粉末Gとは分離して回収する分離流路63が設けられているので、乾燥粉末Gの水分量の制御が不能になったり、乾燥条件を作る上での制御に暴走が発生する恐れが少なく安定した制御が行える。しかも分離回収された規定外の乾燥粉末Gは、還元流路65により還元されて水分率検出前の後続の乾燥粉末Gと混合されるので、乾燥粉末Gの生産効率と歩留まりを向上させることができる。このとき、規定外の乾燥粉末Gと後続の乾燥粉末Gとが捕集サイクロン60によって混合・撹拌されるので、水分率を均一化する上で有効である。
【0030】
一方、乾燥粉末Gを含む排気Oは、排気流路51を経て排気用サイクロン52内に導入され、排気用サイクロン52の内壁に沿う旋回流によって撹拌されるとともに、比重差で乾燥粉末Gと選別・分離される。つまり、相対的に重い乾燥粉末Gは排気用サイクロン52下部より合流流路53に取り出され、回収流路61に合流される。一方、相対的に軽い排気Oは、フィルタ54及びダンパ55を経て排風機56で系外に排出される。
【0031】
なお、電磁切換弁62は複数の切換ダンパ等に置き換えて使用してもよい。また、戻り流路61’及び還元流路65は、水分量測定計6aよりも上流側であれば捕集サイクロン60や回収流路61に戻してもよい。ただし、戻り流路61’又は還元流路65を通じてフィードバックされる乾燥粉末Gと取出口40から流下する後続の乾燥粉末Gとは水分率が異なる場合があるので、両乾燥粉末Gが充分混合・撹拌されてから水分量測定計6aによる水分率測定が行われることが望ましい。特に、規定水分率MGを外れる乾燥粉末Gが継続的かつ大量にフィードバックされる可能性がある還元流路65は、できるだけ上流側で取出流路41に接続することが望ましい。これによって還元流路65を通じてフィードバックされる乾燥粉末Gが、取出口40から流下する後続の乾燥粉末Gと合流してから、水分量測定計6aで再度水分率測定されるまでの時間と距離を長くとれる。よって両乾燥粉末Gが充分に混合・撹拌されるので、水分量測定計6aによる水分率測定値のバラツキが抑えられる。さらに、還元流路65に絞り弁(図示せず)等を設けて、規定水分率MGを外れる乾燥粉末Gが一時貯留タンク64から取出流路41に戻るときに少しずつ後続の乾燥粉末Gと混合するようにすれば、早く規定水分率MGに復帰できるようになる。ところで、合流流路53の還元位置についても、回収流路61以外に、取出流路41、捕集サイクロン60等を選択することができる。
【0032】
保管サイロ66に収容される乾燥粉末Gは、例えば規定水分率MGが3%以下、平均粒径が30〜200μm(より好ましくは50〜150μm)として得られる。このような乾燥粉末Gがアルミナ、窒化アルミニウム等の場合は、例えばスパークプラグ用絶縁体の製造に使用される。
【0033】
7は冷媒供給部を示し、スラリー状材料Mの供給に先立つ所定時間にわたって、スラリー状材料M中の水分が乾燥室30において単位時間当たりに蒸発するに要する熱量に等しいか又は略等しい熱量を有する冷媒(例えば水)Cを、タンク71から流量調整弁72を経て投入口10に供給する(後述の式(20)参照)。これによって、乾燥装置の起動時(運転開始時)や材料投入一時停止後の再起動時(運転再開時)等のように取出口40に乾燥粉末Gが存在しない場合にも、乾燥室30内の状況を急変させることがなく、乾燥条件を作る上での制御に暴走が発生する恐れが少なくなり、生産性を阻害する恐れも少なくなる。さらに、本実施例のスプレードライヤでは、各部に設けられた検出器1a,1b,2a,2b,4a,5a,6a,6b,7a等(各検出器については後述する)からの入力信号に基づき、加熱器23、流量調整弁12,72、電磁切換弁62等に対する制御信号を出力して、スプレードライヤの作動をコントロールするための制御部8が搭載されている。
【0034】
このような噴霧乾燥装置を熱−水分系としてみたときの熱収支及び水分収支について図2を参照して考察する。まず、水分収支について、以下の関係が成り立つと考えられる。なお、ここでは水分量を湿量基準の「水分率」で管理する場合について記載するが、換算式等を用いれば乾量基準の「含水率」でも同様に管理することができる。
投入口10から乾燥室30に供給されるスラリー状材料Mにおいて、材料投入量をQM[m3/h]、材料比重をρM[g/m3]、原料成分量をW[g/h]、材料保有水分率をMM[%]としたとき、材料投入重量WM[g/h]及び材料水分量wM[g/h]は、次式(1)及び(2)で表される。
WM=W+wM=QM・ρM (1)
wM=QM・ρM・MM/100 (2)
このとき材料保有水分率MMは、次式(3)で表される。
MM=(wM/(W+wM))×100 (3)
一方、取出口40から得られる乾燥粉末Gにおいて、粉末規定水分率をMG[%]としたとき、粉末生成重量WG[g/h]及び粉末水分量wG[g/h]は、次式(4)及び(5)で表される。
WG=W+wG=100wG/MG (4)
wG=WG・MG/100 (5)
このとき粉末規定水分率MGは、次式(6)で表される。
MG=(wG/(W+wG))×100 (6)
【0035】
次いで、水蒸気比重をρV[g/m3]、密度増加量をαとしたとき、スラリー状材料Mからの単位時間当たりの除去水分量に該当する水蒸気排出水分量wV[g/h]及び水蒸気容積QV[m3/h]が、次式(7)及び(8)で表される。
wV=wM−wG (7)
QV=wV・α/ρV (8)
なお本明細書では、wVを除去水分量とも呼ぶことにする。この除去水分量wVは、言い換えればスラリー状材料Mの乾燥を行う乾燥速度を表しており、乾燥粉末Gの生産性を上げるためには大きいほどよいが、一方で乾燥装置の性能やスラリー状材料Mの変質(例えば物理的又は化学的性質の変化等)防止の点から制限される。
【0036】
そして、排気口50から排出される排気Oの排気風量をQO[m3/h]、給気絶対湿度をHI[g-H2O/m3-dry air]としたとき、給気口20から導入される給気Iの給気風量QI[m3/h]及び給気水分量wI[g/h]、さらには排気水分量wO[g/h]が、次式(9)、(10)および(11)で表される。
QI=QO−QV (9)
wI=QI・HI (10)
wO=wV+wI (11)
よって、目標となる排気絶対湿度HO[g-H2O/m3-dry air]は、次式(12)で与えられる。
HO=wO/QO (12)
【0037】
次に、熱収支に関しては、以下の関係が成り立つと考えられる。
給気風量をQI[m3/h]、給気比重をρI[g/m3]、給気温度をTI[K]、給気比熱をCI[J/g]としたとき、給気口20から導入される給気Iの給気熱量qI[J/h]は、次式(13)で表される。
qI=QI・ρI・TI・CI (13)
なお、加熱器23に導入される外気風量をQI'[m3/h]、外気比重をρI'[g/m3]、外気温度をTI'[K]、外気比熱をCI'[J/g]としたとき、加熱器23に導入される外気I’の外気熱量qI'[J/h]は、次式(13)’で表される。
qI'=QI'・ρI'・TI'・CI' (13)’
よって、加熱器23により外気I’に付与される付加熱量をq23[J/h]とすると、給気熱量qI,外気熱量qI'及び付加熱量q23の間には次式(13)”の関係が成り立つ。
qI=qI'+q23 (13)”
式(13)”から明らかなように、給気熱量qIは付加熱量q23の変化(加熱器23のボリューム等)によって調整可能であり、また周囲環境(外部状況)の変化によって外気熱量qI'も変動する。
一方、水の沸点をTV[K]、材料温度をTM[K]、水の比熱をCV[J/g]、水の気化熱をRV[J/g]としたとき、スラリー状材料Mに含有される水分の蒸発熱量qV[J/h]は、次式(14)で表される。
qV=wV((TV−TM)CV+RV) (14)
排気比重をρO[g/m3]、排気温度をTO[K]、排気比熱をCO[J/g]としたとき、排気口50から排出される排気Oの排気熱量qO[J/h]は、次式(15)で表される。
qO=QO・ρO・TO・CO (15)
粉末比熱をCG[J/g]、粉末温度をTG[K]としたとき、乾燥粉末Gにおける残存熱量qG[J/h]は、次式(16)で表される。
qG=WG・CG(TG−TM) (16)
なお、材料比熱をCM[J/g]としたとき、材料Mを介しての投入熱量qM[J/h]は、次式(16)’で表される。
qM=WM・TM・CM=QM・ρM・TM・CM (16)’
周囲温度をTA[K]、乾燥室表面積をA[m2]、伝熱係数をK[J/h/m2]としたとき、乾燥室放熱量qL[J/h]は、次式(17)で表される。
qL=TA・A・K (17)
したがって、乾燥室30に対する熱収支を考慮すると、上記給気熱量qIは次式(18)で表される。
qI=qV+qO+qG+qL (18)
【0038】
図3に本発明を適用したスプレードライヤを模式的に示す。図3において、スプレードライヤは、次のような乾燥条件を作る上での制御機能を有している。
▲1▼排気口50の近傍にて排気Oの絶対湿度HO'を検出し、この排気絶対湿度の検出値HO'と、スラリー状材料Mの保有水分率MMと乾燥粉末Gの規定水分率MGとから定まる排気絶対湿度の目標値HOとの比較において、HO'<HOのとき給気Iの有する給気熱量qIを大きくし、HO'>HOのとき給気熱量qIを小さくすることで、スラリー状材料Mからの単位時間当たりの除去水分量wVを略一定に維持して、規定水分率MGを有する乾燥粉末Gを得ること。(図4参照)
▲2▼乾燥装置の起動時(運転開始時)や材料投入一時停止後の再起動時(運転再開時)等に、スラリー状材料Mの供給に先立つ所定時間にわたって、スラリー状材料Mの保有水分量が乾燥室30にて単位時間当たりに蒸発するに要する蒸発熱量qVに略等しい熱量となる所定量の冷媒Cを、投入口10に供給すること。(図5参照)
▲3▼乾燥粉末Gの水分率MG'を検出し、乾燥粉末Gの検出水分率MG'と規定水分率MGとの比較において、MG'<MGのとき給気Iの有する給気熱量qIを小さくし、MG'>MGのとき給気熱量qIを大きくすることで、スラリー状材料Mからの単位時間当たりの除去水分量wVを略一定に維持して、規定水分率MGを有する乾燥粉末Gを得ること。(図6参照)
▲4▼加熱器23を通じて加熱される前の外気I’の温度、湿度又は風量のうち少なくとも一つの特性値を検出し、得られた特性値に基づいて(得られた特性値により求められる外気熱量qI'に基づいて)給気Iの有する給気熱量qIを調整して、規定水分率MGを有する乾燥粉末Gを得ること。(図7参照)
▲5▼乾燥室30からの放熱量qLを検出し、乾燥室放熱量qLの検出値に基づいて給気Iの有する給気熱量qIを調整して、規定水分率MGを有する乾燥粉末Gを得ること。(図8参照)
▲6▼乾燥粉末Gの残存熱量qGを検出し、粉末残存熱量qGの検出値に基づいて給気Iの有する給気熱量qIを調整して、規定水分率MGを有する乾燥粉末Gを得ること。(図9参照)
▲7▼投入口10への供給に先立つスラリー状材料Mの温度TMと投入量QMとによって、スラリー状材料Mを介しての投入熱量qMを検出し、材料投入熱量qMの検出値に基づいて給気Iの有する給気熱量qIを調整して、規定水分率MGを有する乾燥粉末Gを得ること。(図10参照)
【0039】
上記の制御機能を果たすため、図3のスプレードライヤには、その作動をコントロールするための制御部8を設けている。制御部8は、I/Oポート81とこれに接続されたCPU82,ROM83,RAM84等からなるマイクロプロセッサにより構成されており、ROM83には制御プログラムが格納されている。
【0040】
I/Oポート81の入力側には、次のような検出器(センサ)等が接続されている。
・温度計1a:スラリー状材料Mの投入経路に設けられ、スラリー状材料Mの温度TMを測定する。
・流量計1b:スラリー状材料Mの投入経路に設けられ、スラリー状材料Mの流量(投入量)QMを測定する。
・温度計2a:給気Iの給気経路に設けられ、給気Iの温度TIを測定する。
・温度計、湿度計又は流量計のうち少なくとも一種2b:加熱器23により加熱される前の外気I’の給気経路に設けられ、外気I’の温度、湿度又は風量のうち少なくとも一つの特性値を測定する。なお、ここで使用する湿度(計)は、絶対湿度(計)、相対湿度(計)のいずれであってもよい。
・温度計4a:乾燥粉末Gの取出流路41に設けられ、乾燥粉末Gの粉末温度TGを測定する。
・重量流量計4b:温度計4aに隣接して乾燥粉末Gの取出流路41に設けられ、乾燥粉末Gの重量流量(粉末生成重量)WGを測定する。
・絶対湿度測定装置(温度計、相対湿度計)5a:排気Oの排気流路51(排気口50の近傍)に設けられ、排気Oの温度TOと相対湿度を測定し、既知の換算式により、排気絶対湿度の検出値HO'を得る。ここに、絶対湿度とは、標準状態での気体中の絶対水分量を特定するパラメータ(重量%、分圧、モル分率等)を総称するものである。具体的には測定温度TOでの飽和水蒸気量νの値に相対湿度値hRを乗ずることにより、標準状態の気体の単位体積当たりの水蒸気量として絶対湿度を算出することができる。なお、露点計等を用いてもよい。
・赤外線等を利用した水分量測定計6a:乾燥粉末Gの取出口40に続く取出流路41(取出口40の近傍)又は捕集サイクロン60の出口に続く回収流路61、若しくはそれらから分岐させた試料採取部6Aに設置され(図9又は図1参照)、乾燥粉末Gの水分量として水分率MG(湿量基準)を測定する。なお、乾燥粉末Gの水分量として含水率(乾量基準)を測定してもよい。
・温度計7a:冷媒Cの投入経路に設けられ、冷媒Cの温度TCを測定する。
【0041】
一方I/Oポート81の出力側には、次のような作動部材(アクチュエータ)等が接続されている。
・加熱器23の温度設定器23a:制御信号に基づき、加熱器23の設定温度を調節して、給気温度TIや給気熱量qIを変更する。
・冷媒C側流量調整弁72の供給量設定器72a:制御信号に基づき、流量調整弁72の開度を調節(弁閉を含む)して、冷媒供給量wCを変更する。
・材料M側流量調整弁12の供給量設定器12a:制御信号に基づき、流量調整弁12の開度を調節(弁閉を含む)して、材料投入量QMを変更する。
【0042】
なお、上記した以外にI/Oポート81の入力側には、保管サイロ66に設けられ、乾燥粉末Gの収容量を測定するレベル計6bも接続されている(図1参照)。また、I/Oポート81の出力側には、水分量測定計6a又はレベル計6bの出力に起因する制御信号に基づき、電磁ソレノイドを作動して回収流路61と分離流路63とを切り換える電磁切換弁62も接続されている(図1参照)。しかし、既述の通りその制御機能は、乾燥粉末Gの水分量制御には直接的には関与していない。そこで、レベル計6bと電磁切換弁62とは図3の制御系から割愛した(図4以降において同じ)。
【0043】
次に、水分量測定計6aを設ける位置について、捕集サイクロン60の出口に続く回収流路61から分岐させた試料採取部6Aに設ける場合(図1参照)と、乾燥室30の取出口40に続く取出流路41から分岐させた試料採取部6Aに設ける場合(図12参照)とで、乾燥粉末Gの水分量制御に関して作用・効果上の差異は見られない。そこで、取出流路41から回収流路61に至る経路は図3の制御系において中間省略した(図4以降において同じ)。したがって、水分量測定計6aは取出流路41から回収流路61に至る経路の任意の位置に取り付け可能である。
【0044】
スプレードライヤにおける乾燥条件を作る上での各制御機能について機能毎に分けて解説する。図4において、絶対湿度測定装置5aによって排気Oの絶対湿度HO'を検出し、この検出値HO'と、材料Mの保有水分MMと乾燥粉末Gの規定水分MGとから定まる排気絶対湿度の目標値HOとを比較する。ところで、式(7)(10)(11)(12)及び(13)より、次式(19)が導かれる。HO=(wV+qI・HI/(ρI・TI・CI))/QO (19)(a)いま、排気絶対湿度の検出値HO'が目標値HOと等しいときは式(19)が成立しており、またこのとき単位時間当たりの除去水分量wV(乾燥速度)は、
wV=wM−wG=const. (7)’
が維持されている。
(b)ここで、恒率乾燥期間から減率乾燥期間への移行又は外乱要因等によって乾燥速度wVが低下したとき、式(19)より排気絶対湿度の検出値HO'は目標値HOを下回ることになる。このとき乾燥粉末Gの粉末水分量wGが大きくなるので、上記式(6)により検出水分率MG'が規定水分率MGよりも大きくなっている。そこで、式(19)において給気熱量qIに着目し、加熱器23の温度設定器23aの設定温度を高め給気熱量qIを大きくすれば、簡単かつ効果的に元の状態に戻すことができる。つまり給気熱量qIが大きくなると、式(19)により排気絶対湿度の検出値HO'が大きくなって目標値HOと等しくなる。排気絶対湿度の検出値HO'が大きくなるにつれて粉末水分量wGが低下し、式(6)により検出水分率MG'も低下する。よって排気絶対湿度の検出値HO'が目標値HOと等しくなれば、乾燥速度wVも元の状態に維持されることになる。(c)一方、乾燥速度wVが増大したとき、排気絶対湿度の検出値HO'は目標値HOを上回り、このとき乾燥粉末Gの粉末水分量wGは小さくなるので、検出水分率MG'が規定水分率MGよりも小さくなっている。そこで、加熱器23の温度設定器23aの設定温度を低め給気熱量qIを小さくすると、排気絶対湿度の検出値HO'が小さくなり目標値HOと等しくなる。排気絶対湿度の検出値HO'が小さくなるにつれて粉末水分量wGが増大し、検出水分率MG'も増大する。よって排気絶対湿度の検出値HO'が目標値HOと等しくなれば、乾燥速度wVも元の状態に維持されることになる。
【0045】
上記排気絶対湿度の目標値HO又は/及び除去水分量wVに関して、目標値HO又は/及び除去水分量wVを所定の値一点に定めておいても、ハンチングを起こしにくい安定した乾燥粉末Gの水分量制御が期待できる。しかし、上記所定の値に対する上下のうち少なくとも一方に不感帯を設定した目標値HO又は/及び除去水分量wVとしておけば、より一層のハンチング防止が図れる。なお、排気の絶対湿度HO'は直接的に測定しても勿論よいが、排気の温度と相対湿度とを測定し、既知の換算式から絶対湿度を算出する方法が実用的である。
【0046】
図5において、乾燥装置の起動時(運転開始時)や材料投入一時停止後の再起動時(運転再開時)等に、スラリー状材料Mの供給に先立つ所定時間にわたって、スラリー状材料Mの保有する水分が乾燥室30にて単位時間当たりに蒸発するに要する蒸発熱量qVに略等しい熱量となる所定量の冷媒C(例えば水)を、投入口10に供給する。式(14)において、冷媒の沸点をTV'[K]、冷媒の温度をTC[K]、冷媒の比熱をCC[cal/g]、冷媒の気化熱をRC[cal/g]としたとき、必要とされる冷媒供給量wC[g/h]は、次式(20)で表される。

wC=wV (20)’となり、冷媒供給量wCは除去水分量(水蒸気排出水分量)wVに等しくなる。
【0047】
具体的には、材料投入開始ボタンが押された直後(図示せず)においては、制御部8にて所定時間にわたって流量調整弁12を閉じてスラリー状材料Mの供給を中止する。そしてその間は流量調整弁72を開いて式(20)又は(20)’で表される冷媒供給量wC[g/h]の冷媒C(例えば水)を供給する制御信号が、両流量調整弁12,72の供給量設定機構12a,72aに対して発せられる。このとき乾燥室30では、乾燥粉末Gは生じないものの、その他の水分収支及び熱収支についてはスラリー状材料Mを供給した場合と略同等の運転状態、いわば模擬運転状態にある。したがって、乾燥装置の起動時(運転開始時)や材料投入一時停止後の再起動時(運転再開時)等のように取出口40に乾燥粉末Gが存在しない場合(このとき水分量測定計6aは粉末水分率MG'=0%と検出する)にも、乾燥室30の状況を急変させることがない。つまり、かかる場合にも乾燥条件を作る上での制御の暴走が発生する恐れが少なくなり、生産性を阻害する恐れも少なくなる。なお、スラリー状材料Mに代わって冷媒Cを供給する時間は、基本的に乾燥室30の状況が安定するまでの間でよい。ただし、スラリー状材料Mを供給する状態での通常運転に切り替えたときに、取出口40から乾燥粉末Gが取り出されるまでの時間を含む場合には乾燥室30の状況がより安定する。
【0048】
図6では、水分量測定計6aにより乾燥粉末Gの水分率MG'を検出し、乾燥粉末Gの規定水分率MGと検出水分率MG'との比較を行う。
(a)いま、検出水分率MG'が規定水分率MGと等しいときは、
MG=(wG/(W+wG))×100 (6)
が成立しており、またこのとき単位時間当たりの除去水分量wV(乾燥速度)は、
wV=wM−wG=const. (7)’
が維持されている。
(b)ここで、検出水分率MG'が規定水分率MGよりも大きくなったとすると、このとき乾燥粉末Gの粉末水分量wGが増大して乾燥速度wVが低下しており、上記の排気絶対湿度の検出値HO'が目標値HOを下回るケースと同様の状態になっている。そこで、上記のケースと同様に加熱器23の温度設定器23aの設定温度を高め給気熱量qIを大きくすれば、粉末水分量wGが低下し、検出水分率MG'も低下する。よって検出水分率MG'が規定水分率MGと等しくなれば、乾燥速度wVも元の状態に維持されることになる。
(c)一方、検出水分率MG'が規定水分率MGよりも小さくなったときは、乾燥粉末Gの粉末水分量wGが低下して乾燥速度wVが増大している。そこで、加熱器23の温度設定器23aの設定温度を低め給気熱量qIを小さくすると、粉末水分量wGが増大し、検出水分率MG'も増大する。よって検出水分率MG'が規定水分率MGと等しくなれば、乾燥速度wVも元の状態に維持されることになる。なお、図6の制御は図4の制御に対して補助的に行われる。
【0049】
図7において、加熱器23を通じて加熱される前の外気I’の温度、湿度又は風量のうち少なくとも一つの特性値を測定して外部状況の変化を検出し、得られた特性値に基づいて給気Iの有する給気熱量qIを調整する。具体的には、例えば外気の温度TI'と風量QI'とを測定し、その測定値から式(13)’より外気熱量qI'を求め、この外気熱量qI'の変化を感知すると加熱器23の温度設定器23aの設定温度を変更し、給気熱量qIを調整する。すなわち、図7の制御は外気熱量qI'の変動感知による予測制御(フィードフォーワード)である。なお、図7の制御も図4の制御に対して補助的に行われる。
【0050】
図8において、乾燥室30からの放熱量qLを検出し、乾燥室放熱量qLの検出値に基づいて給気Iの有する給気熱量qIを調整する。前述の式(17)において、周囲温度TAを外気温度TI'で近似すると乾燥室放熱量qLは、次式(17)’で表される。
qL=TA・A・K≒TI'・A・K (17)’
そこで外気温度TI'を測定し、その測定値から式(17)’より乾燥室放熱量qLを求め、この乾燥室放熱量qLの変化を感知すると加熱器23の温度設定器23aの設定温度を変更し、給気熱量qIを調整する。このとき、前述の式(18)において乾燥室放熱量qLの変動量を補うように給気熱量qIを調節するとよい。なお、図8の制御も図4の制御に対して補助的に行われる。
【0051】
図9において、乾燥粉末Gの残存熱量qGを検出し、粉末残存熱量qGの検出値に基づいて給気Iの有する給気熱量qIを調整する。具体的には、例えば粉末生成重量WG、粉末温度TG及び材料温度TMを測定し、その測定値から式(16)より粉末残存熱量qGを求め、この粉末残存熱量qGの変化を感知すると加熱器23の温度設定器23aの設定温度を変更し、給気熱量qIを調整する。このとき、前述の式(18)において粉末残存熱量qGの変動量を補うように給気熱量qIを調節するとよい。なお、図9の制御も図4の制御に対して補助的に行われる。
【0052】
図10において、投入口10への供給に先立つスラリー状材料Mの温度TMと投入量QMとを測定して、式(16)’によりスラリー状材料Mを介しての投入熱量qMを検出し、この材料投入熱量qMの検出値に基づいて給気Iの有する給気熱量qIを調整する。すなわち、図10の制御は材料投入熱量qMの変動感知による予測制御(フィードフォーワード)である。なお、図10の制御も図4の制御に対して補助的に行われる。
【0053】
このようにして、アルミナ等のセラミック原料を含有するスラリー状のセラミック材料を乾燥して得られた乾燥粉末は、平均粒径が略一定で規定水分量を略安定的に含有し、スラリー状材料の供給開始から供給終了まで連続的に歩留まりよく生産される。したがって、その乾燥粉末を焼結することにより得られるセラミック焼結体、例えばスパークプラグ用絶縁体は、品質のよい製品として安価に生産することができる。
【0054】
図11にセラミック焼結体としてのスパークプラグ用絶縁体の製造方法の一例を、スパークプラグの主要構造とともに示す。まず、図11(a)に示すように、スパークプラグ用絶縁体はラバープレス法によって成形されるのが一般的である。成形機200に設けられる上下方向の凹部に沿って環状のキャビティ210を張設し、このキャビティ210の内側に環状のゴム型220を挿入固定する。ゴム型220の下方開口部には底蓋230を嵌合させ、下方側ホルダ240により底蓋230を押圧保持する。スパークプラグ用絶縁体102を形成するセラミック原料として、図1の乾燥装置で得られたアルミナを主体とする乾燥粉末Gを、底蓋230で下方を閉鎖されたゴム型220の内部空間に充填する。このとき、プレスピン250がこの内部空間の中心に位置するように上方側ホルダ260で押圧保持されており、このプレスピン250は絶縁体102において中心電極103等を挿通するための中心孔102aに対応する形状を有している。そして、成形機200の管路270を通って水圧、油圧等の液圧FPがキャビティ210の外側からゴム型220の径方向内側に作用し、絶縁体成形体102Aが形成される。
【0055】
次に、図11(b)に示すように、液圧FPを解除しゴム型220から絶縁体成形体102Aを取り出す。絶縁体成形体102Aからプレスピン250と上方側ホルダ260とを取り外した後、グラインダ研削等によって外形を仕上げる。
【0056】
このようにして得られた絶縁体成形体102Aは、トンネル窯において1600℃前後の温度で焼成される。これに釉薬をかけ900℃前後で再び焼成すると、図11(c)に示すようなセラミック焼結体としての絶縁体焼結体102Bが得られる。
【0057】
そして、図11(d)では、絶縁体焼結体102Bに寸法調整等が施された絶縁体102が筒状の主体金具101の内側に嵌め込まれ、絶縁体102の中心孔102aには中心電極103が配置される。一端が主体金具101に固定された接地電極104の他端が中心電極103の先端部と対向するように曲げられ、接地電極104と中心電極103との間に火花放電ギャップgが形成されて、スパークプラグ100が構成されている。
【0058】
本発明に係る乾燥装置の適用例として、噴霧乾燥装置について説明してきたが、この他にも内部撹拌式や流動層式の乾燥装置等、スラリー状又は溶液状材料に使用可能な乾燥装置であれば適用可能である。
【図面の簡単な説明】
【図1】本発明の乾燥装置の一実施例たる噴霧乾燥装置を示す全体説明図。
【図2】図1の噴霧乾燥装置の水分収支及び熱収支を表す模式図。
【図3】図1の噴霧乾燥装置の主要制御機能を示すブロック図。
【図4】図3の制御機能のうちの一部を示すブロック図。
【図5】図3の制御機能のうちの他の一部を示すブロック図。
【図6】図3の制御機能のうちのさらに他の一部を示すブロック図。
【図7】図3の制御機能のうちのさらに他の一部を示すブロック図。
【図8】図3の制御機能のうちのさらに他の一部を示すブロック図。
【図9】 図3の制御機能のうちのさらに他の一部を示すブロック図。
【図10】図3の制御機能のうちのさらに他の一部を示すブロック図。
【図11】セラミック焼結体としてのスパークプラグ用絶縁体の製造方法の一例を、スパークプラグの主要構造とともに示す説明図。
【図12】従来の噴霧乾燥装置を示す説明図。
【符号の説明】
10 投入口
20 給気口
23 加熱器
3 乾燥部
30 乾燥室
40 取出口
5a 絶対湿度測定装置(検出器)
50 排気口
7 冷媒供給部
8 制御部
C 水(冷媒)
G 乾燥粉末
I 給気
I’ 外気
M スラリー状材料(材料)
O 排気
HO 排気絶対湿度
MG 粉末規定水分率(粉末規定水分量)
MM 材料保有水分率(材料保有水分量)
qI 給気熱量
qG 粉末残存熱量
qL 乾燥室放熱量
qM 材料投入熱量
qV 蒸発熱量
wC 冷媒供給量
wV 水蒸気排出水分量(除去水分量)
Claims (16)
- セラミック原料を含有するスラリー状又は溶液状材料を乾燥部に設けられた投入口から乾燥室に供給するとともに、加熱器を通じて加熱された外気を給気として前記乾燥部に設けられた給気口から前記乾燥室に導入し、
前記投入口から供給された前記材料に対して前記給気を接触させることにより当該材料の乾燥を行い、
乾燥後の前記材料を前記乾燥部に設けられた取出口から乾燥粉末として取り出す一方、前記給気を前記乾燥部に設けられた排気口から排気として前記乾燥室の外部に排出し、
前記排気口の近傍にて前記排気の絶対湿度を特定するのに必要な情報を検出し、該排気絶対湿度の検出値HO'に基づいて、規定水分量を有する前記乾燥粉末が得られるように前記給気の有する給気熱量を調整するとともに、
前記投入口への供給に先立つ前記材料の温度と投入量とによって、前記材料を介しての投入熱量を検出し、該材料投入熱量の検出値に基づいて前記給気熱量を補助的に調整することを特徴とするスラリー状又は溶液状材料の乾燥方法。 - 前記給気熱量の調整は、前記排気絶対湿度の検出値HO'と、前記材料の保有水分量と前記乾燥粉末の規定水分量とから定まる前記排気絶対湿度の目標値HOとの比較において、HO'<HOのとき前記給気熱量を大きくし、HO'>HOのとき該給気熱量を小さくする請求項1記載のスラリー状又は溶液状材料の乾燥方法。
- 前記乾燥粉末の規定水分量として規定水分率が3%以下である請求項1又は2記載のスラリー状又は溶液状材料の乾燥方法。
- 前記材料の供給に先立つ所定時間にわたって、前記材料の保有する水分が前記乾燥室にて単位時間当たりに蒸発するに要する蒸発熱量に略等しい熱量となる所定量の冷媒を、前記投入口から供給する請求項1ないし3のいずれか1項に記載のスラリー状又は溶液状材料の乾燥方法。
- 前記乾燥粉末の水分量を検出し、該乾燥粉末の検出水分量A'と前記規定水分量Aとの比較において、A'<Aのとき前記給気熱量を小さくし、A'>Aのとき該給気熱量を大きくする請求項1ないし4のいずれか1項に記載のスラリー状又は溶液状材料の乾燥方法。
- 前記加熱器を通じて加熱される前の外気の温度、湿度又は風量のうち少なくとも一つの特性値を検出し、該特性値に基づいて前記給気熱量を調整する請求項1ないし5のいずれか1項に記載のスラリー状又は溶液状材料の乾燥方法。
- 前記乾燥室からの放熱量を特定するのに必要な情報を検出し、該乾燥室放熱量の検出値に基づいて前記給気熱量を調整する請求項1ないし6のいずれか1項に記載のスラリー状又は溶液状材料の乾燥方法。
- 前記乾燥粉末の残存熱量を特定するのに必要な情報を検出し、該粉末残存熱量の検出値に基づいて前記給気熱量を調整する請求項1ないし7のいずれか1項に記載のスラリー状又は溶液状材料の乾燥方法。
- 前記乾燥粉末の水分量を検出し、該乾燥粉末の検出水分量が前記規定水分量を満たしていないとき、この規定外の乾燥粉末は前記規定水分量の乾燥粉末とは分離して回収される請求項1ないし8のいずれか1項に記載のスラリー状又は溶液状材料の乾燥方法。
- セラミック原料を含有するスラリー状又は溶液状材料を乾燥部に設けられた投入口から乾燥室に供給するとともに、加熱器を通じて加熱された外気を給気として前記乾燥部に設けられた給気口から前記乾燥室に導入し、
前記投入口から供給された前記材料に対して前記給気を接触させることにより当該材料の乾燥を行い、
乾燥後の前記材料を前記乾燥部に設けられた取出口から乾燥粉末として取り出す一方、前記給気を前記乾燥部に設けられた排気口から排気として前記乾燥室の外部に排出するとともに、
前記材料の供給に先立つ所定時間にわたって、前記材料の保有する水分が前記乾燥室に て単位時間当たりに蒸発するに要する蒸発熱量に略等しい熱量となる所定量の冷媒を、前記投入口から供給することを特徴とするスラリー状又は溶液状材料の乾燥方法。 - 請求項1ないし10のいずれか1項に記載の方法によりセラミック原料を含有するスラリー状又は溶液状材料を乾燥して乾燥粉末となし、該乾燥粉末を用いて所定形状の成形体を成形し、該成形体を焼結することによりセラミック焼結体を得ることを特徴とするセラミック焼結体の製造方法。
- セラミック原料を含有するスラリー状又は溶液状材料を供給する投入口と、
外気を加熱器で加熱し給気として導入する給気口と、
前記投入口から供給された前記材料に対して前記給気を接触させることにより当該材料の乾燥を行う乾燥室と、
乾燥後の前記材料を乾燥粉末として外部へ取り出す取出口と、
前記給気を排気として外部へ排出する排気口とを備え、
前記排気口の近傍にて前記排気の絶対湿度を特定するのに必要な情報を検出する検出器が設けられ、その検出器により検出された排気絶対湿度の検出値H O ' に基づいて、規定水分量を有する前記乾燥粉末が得られるように前記給気の有する給気熱量を調整する制御部が設けられるとともに、
前記投入口への供給に先立つ前記材料の温度を測定する温度計とその投入量を測定する流量計とが設けられ、前記制御部は、それら温度計と流量計とによって検出された材料投入熱量の検出値に基づいて、前記給気熱量を補助的に調整することを特徴とするスラリー状又は溶液状材料の乾燥装置。 - 前記制御部は、前記検出器により検出された排気絶対湿度の検出値H O ' と、前記材料の保有水分量と前記乾燥粉末の規定水分量とから定まる前記排気絶対湿度の目標値H O との比較において、H O ' <H O のとき前記給気の有する給気熱量を大きくする制御信号を発し、H O ' >H O のとき該給気熱量を小さくする制御信号を発する請求項12記載のスラリー状又は溶液状材料の乾燥装置。
- 前記材料の供給に先立つ所定時間にわたって、前記材料の保有する水分が前記乾燥室にて単位時間当たりに蒸発するに要する蒸発熱量に略等しい熱量となる所定量の冷媒を、前記投入口から供給するための冷媒供給部を配設した請求項12又は13記載のスラリー状又は溶液状材料の乾燥装置。
- 前記乾燥粉末の水分量を検出し、該乾燥粉末の検出水分量が前記規定水分量を満たしていないとき、この規定外の乾燥粉末を前記規定水分量の乾燥粉末とは分離して回収する分離流路が設けられている請求項12ないし14のいずれか1項に記載のスラリー状又は溶液状材料の乾燥装置。
- セラミック原料を含有するスラリー状又は溶液状材料を供給する投入口と、
外気を加熱器で加熱し給気として導入する給気口と、
前記投入口から供給された前記材料に対して前記給気を接触させることにより、当該材料の乾燥を行う乾燥室と、
乾燥後の前記材料を乾燥粉末として外部へ取り出す取出口と、
前記給気を排気として外部へ排出する排気口とを備え、
前記材料の供給に先立つ所定時間にわたって、前記材料の保有する水分が前記乾燥室にて単位時間当たりに蒸発するに要する蒸発熱量に略等しい熱量となる所定量の冷媒を、前記投入口から供給するための冷媒供給部を配設したことを特徴とするスラリー状又は溶液状材料の乾燥装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP33401499A JP3859413B2 (ja) | 1999-11-25 | 1999-11-25 | スラリー状又は溶液状材料の乾燥方法、スラリー状又は溶液状材料の乾燥装置及びセラミック焼結体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP33401499A JP3859413B2 (ja) | 1999-11-25 | 1999-11-25 | スラリー状又は溶液状材料の乾燥方法、スラリー状又は溶液状材料の乾燥装置及びセラミック焼結体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001153560A JP2001153560A (ja) | 2001-06-08 |
| JP3859413B2 true JP3859413B2 (ja) | 2006-12-20 |
Family
ID=18272543
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP33401499A Expired - Fee Related JP3859413B2 (ja) | 1999-11-25 | 1999-11-25 | スラリー状又は溶液状材料の乾燥方法、スラリー状又は溶液状材料の乾燥装置及びセラミック焼結体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3859413B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12209805B2 (en) | 2020-09-10 | 2025-01-28 | Lg Energy Solution, Ltd. | Electrode drying device and electrode drying method |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6667884B1 (ja) * | 2019-07-17 | 2020-03-18 | 株式会社松井製作所 | 粉粒体材料の乾燥装置及び粉粒体材料の乾燥方法 |
-
1999
- 1999-11-25 JP JP33401499A patent/JP3859413B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12209805B2 (en) | 2020-09-10 | 2025-01-28 | Lg Energy Solution, Ltd. | Electrode drying device and electrode drying method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001153560A (ja) | 2001-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2709570C2 (ru) | Способ и устройство для получения вспученного гранулята | |
| US4266673A (en) | Apparatus for classifying dust materials | |
| DK3152178T3 (en) | PROCEDURE FOR EXPANDING SAND GRAIN-SHAPED RAW MATERIAL | |
| WO2000024530A1 (fr) | Separateur secheur a lit fluidise | |
| US10399901B2 (en) | Method for expansion of sand grain-shaped raw material | |
| JP3859413B2 (ja) | スラリー状又は溶液状材料の乾燥方法、スラリー状又は溶液状材料の乾燥装置及びセラミック焼結体の製造方法 | |
| US4997363A (en) | Method and apparatus for producing cement clinker | |
| CN101965495A (zh) | 用于冷却烘炉旁路中的烘炉废气的设备和方法 | |
| JP2010509041A (ja) | 微粉状鉱物製品の製造方法 | |
| JP4783513B2 (ja) | スラリー状又は溶液状材料の乾燥方法、スラリー状又は溶液状材料の乾燥装置及びセラミック焼結体の製造方法 | |
| JP4901505B2 (ja) | 噴霧乾燥装置及びこれを用いた噴霧乾燥方法 | |
| JPH06343927A (ja) | 流動層分級器 | |
| JPH077311Y2 (ja) | 石炭の乾燥・分級装置 | |
| CN207894121U (zh) | 颗粒物料连续分级筛选气流干燥器 | |
| JP2655875B2 (ja) | 粉砕装置 | |
| CN204063854U (zh) | 一种闪蒸干燥机构及闪蒸干燥装置 | |
| CN117960994B (zh) | 一种砂模铸造成型设备 | |
| CN219055121U (zh) | 一种供料装置及注塑设备 | |
| SU1004723A1 (ru) | Приспособление дл регулировани процесса сушки в сушилках с псевдоожиженным слоем | |
| CN121571050B (zh) | 一种设有内置流化床的喷雾干燥微囊造粒系统及方法 | |
| JPS6111713B2 (ja) | ||
| JP7504292B2 (ja) | 集塵機内のスタッコを調整するためのシステム | |
| JPH10146526A (ja) | 流動層処理装置における粉粒体の造粒制御方法 | |
| JPH02197791A (ja) | 粉粒体の乾燥方法 | |
| CN120079599A (zh) | 一种烧结潮湿轻细燃料分选过程控制方法及系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060407 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060605 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060822 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060919 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090929 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090929 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100929 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100929 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110929 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110929 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120929 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120929 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130929 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |