JP3894643B2 - 成形型における球型の固定方法及び成形型 - Google Patents
成形型における球型の固定方法及び成形型 Download PDFInfo
- Publication number
- JP3894643B2 JP3894643B2 JP743498A JP743498A JP3894643B2 JP 3894643 B2 JP3894643 B2 JP 3894643B2 JP 743498 A JP743498 A JP 743498A JP 743498 A JP743498 A JP 743498A JP 3894643 B2 JP3894643 B2 JP 3894643B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- spherical
- sphere
- molding
- molding die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 10
- 238000000465 moulding Methods 0.000 claims description 76
- 230000003287 optical effect Effects 0.000 claims description 33
- 239000011521 glass Substances 0.000 description 41
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 11
- 239000010453 quartz Substances 0.000 description 9
- 230000005499 meniscus Effects 0.000 description 8
- 239000007789 gas Substances 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 5
- 238000005498 polishing Methods 0.000 description 4
- 230000001590 oxidative effect Effects 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000006748 scratching Methods 0.000 description 2
- 230000002393 scratching effect Effects 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000010926 purge Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/005—Pressing under special atmospheres, e.g. inert, reactive, vacuum, clean
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/06—Construction of plunger or mould
- C03B11/08—Construction of plunger or mould for making solid articles, e.g. lenses
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/12—Cooling, heating, or insulating the plunger, the mould, or the glass-pressing machine; cooling or heating of the glass in the mould
- C03B11/122—Heating
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、ガラス光学素子の押圧成形に使用される成形型における球型の固定方法及び成形型に関する。
【0002】
【従来の技術】
近年、加熱軟化したガラスを一対の成形型にて押圧成形し、ガラス光学素子を得る方法が広く知られている。
【0003】
前記ガラス光学素子のうち球欠部を光学機能面としてもつガラス光学素子を成形する成形型は、その成形面が成形型の成形機能面(光学機能面を成形する面をいう)である凸面部と前記凸面部から続く平面部とから構成される。一方、半球に近い凸形状の成形機能面をもつ成形型は、凸面部と平面部との接続部分付近を成形型製作時に研磨加工することが難しく、成形後に得られる光学素子は、球欠部全面を光学機能面として使用することができなかった。この点に鑑み、成形型の凸形状の成形機能面全面と平面部との接続部分まで良好に得られる成形型として、実開昭63−94929号公報の技術が提案されている。前記公報に記載の成形型51は、図5に例示するように、成形型本体52に、その成形型本体52の中心軸線上に球心が位置しかつ球面の一部が成形面となる球53を球型54として配置するとともに、この球型54を球型外部から成形型本体52側にホルダー55により押圧して固定する構成である。前記構成の成形型51においては、球53全面の鏡面加工及びホルダー55の平面部56の鏡面加工がそれぞれ個別に容易に実施でき、またこのような球型54をホルダー55により成形型本体52に固定しているので、得られるガラス光学素子は凸面部と平面部56との接続部分が良好に成形でき、ガラス光学素子の取り出し時に球型54とガラス光学素子との間にオプチカルコンタクトが生じていても、球型54がガラス光学素子と共に成形型本体52から離れてしまうことがないので良好に離型ができる。
【0004】
【発明が解決しようとする課題】
しかしながら、前記公報に記載する構成にあっては、球型を球型外部からホルダーにより固定しようとすると、ホルダー55と球型54とが接触する稜線部57では球型に円周状にキズが入ってしまい、再度球型として使用する場合に球面研磨加工を実施する必要が有った。
また、ホルダーを用いる球型の固定方法では、ホルダーにより球型を押圧する領域の確保のために、球型の成形機能面として半球面まで使用することができなかった。
【0005】
本発明は、前記不具合に鑑みてなされたものであり、球型にキズを入れることがなく、かつ球型の成形機能面として半球面まで使用することが可能な球型の固定方法及び成形型を提供することを目的とする。
【0006】
【課題を解決するための手段】
本発明の請求項1の成形型における球型の固定方法は、成形型本体に、球面の一部が成形面となる球を球型として設けた成形型における球型の固定方法において、成形された光学素子を球型より離型する時に、球型を吸引することにより成形型本体上に保持することを特徴とする。
【0007】
また本発明の請求項2の成形型は、成形型本体に、球面の一部が成形面となる球を球型として設けた成形型において、少なくとも光学素子に転写される面が鏡面加工された球からなる球型を有し、前記球型を収容するように凹形状の受け部と成形された光学素子を球型より離型する時に球型を吸引して成形型本体に保持する吸入部とを成形型本体に有することを特徴とする。
前記成形型本体の受け部は、前記球型と同じ曲率半径にて凹形状に鏡面加工されていることが望ましい。
前記請求項1または請求項2の構成によれば、球型を成形型本体上に吸引して保持することにより、球型である球の成形機能面をホルダーなどで押圧し固定する必要がなくなり、よって球型の表面にキズを入れることがない。また、球型から成形されたガラスの取出しが可能な半球面までを、球型の成形機能面として用いることができるようになる。
【0008】
【発明の実施の形態】
以下、本発明の実施の形態に用いる成形型の概念を図1により説明する。図1において、ボール研磨加工等により全球面を鏡面加工された球1からなる球型2は、この球型2と同じ曲率半径にて凹形状に形成され且つこの凹面が鏡面加工された成形型本体としての受け型3の受け部4に載置される。前記受け型3の受け部4の中心は、受け型3の中心軸線上にある。また前記受け型3には、前記受け部4に載置された球型2を吸引可能にする吸入部5が穿設されている。前記構成の成形型6において、受け型3の受け部4に載置された球型2は、吸入部5を介して減圧することで受け型3上に保持することができる。従って、受け型3の受け部4に載置された球型2の表面にはキズの入る余地がなくなり、球型2のいずれの部分も球型2の成形機能面として再度使用できる。また球型2の成形機能面として半球面まで使用できる。
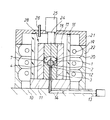
(発明の実施の形態1)本発明の実施の形態1を図2に基いて説明する。図2はガラス光学素子としてメニスカスレンズを成形する場合に本実施の形態を適用した成形装置の略断面図である。なお、前記図1と同一な構成は同一符号を用いて説明する。図2において、球型2はボール研磨加工により球面の全表面が鏡面加工されたWC(炭化タングステン)製の球1からなっている。本実施の形態においてはWCを素材として用いたが、SiC,Al2 O3 ,AlN等のセラミックを用いても良く、また、球型の表面をPt等の膜で被覆して鏡面にしてもよい。前記球型2を載置するための受け型3は、球型2を載置する受け部4が凹形状の凹面を有し、球型2と同じ曲率半径で鏡面加工されている。この凹形状の周囲の平面部7は粗面に形成され、前記メニスカスレンズの光学機能面の周囲の平面部を粗面に成形するようになっている。この受け型3は、基台10に載置した台11上に載せられている。受け型3の中央部すなわち受け型3の中心軸線と同軸上には、球型2を吸引可能にする吸入部としての吸入口12が穿設されており、この吸入口12には前記台11に穿設した孔に一端側が固定され且つ他端側が不図示の真空ポンプ等の吸引装置に接続された吸入パイプ14が挿入されている。前記台11上には、受け型3等を挿入する円筒上のスリーブ15と、その外側に配置され前記スリーブ15よりも長尺で透明な石英ガラスからなる円筒状の石英管16とが載置されている。前記スリーブ15内において、前記球型2を載置した受け型3と対向する上方には、メニスカスレンズの光学機能面のうち球型2と受け型3とにより成形される面の反対側の面を成形するための成形型として、上型18がガラス20を介して配置される構成となっている。この上型18はWCを素材とし、その成形面は研磨加工により鏡面に加工され、前記ガラス20の成形時にスリーブ15内面を摺動可能になっている。前記石英管16の外側には、スリーブ15を介して内部の球型2、受け型3、ガラス20および上型18を加熱するためのヒーター(例えば赤外線ヒーター)19が円管状に配置されている。さらにその外側には、ヒーター19から発せられる赤外線を反射するための反射鏡筒22が前記基台10上に配置されており、その内面は赤外線をスリーブ15の内周面中心軸上に集光できるように曲率が設けられており、また反射効率を上げるために内周面は金めっきが施されている。また反射鏡筒22の上に蓋状の上ベース21が載置されており、この上ベース21には前記上型18を加圧するためのシリンダーロッド24を備えたシリンダー25と、石英管16内に非酸化性ガスを流入するためのパイプ26とが固定されている。上ベース21の下側は前記石英管16の上端と接する程度に設定されるとともに、石英管16の内部には、パイプ26から流入した非酸化性ガスが石英管16と台11との隙間および石英管16と上ベース21との隙間から流出するようにパージされるようになっている。前記構成からなる成形装置によりメニスカスレンズを成形する場合について述べる。まず上ベース21を取り外し、受け型3の受け部4の上に球型2を載置してスリーブ15内に挿入する。そしてガラス20をスリーブ内15に挿入して球型2上に載置するとともに、上型18をスリーブ15内に挿入して成形用組立体28を形成する。次で上ベース21を反射鏡筒22の上に載置し、パイプ26より非酸化性ガスとして窒素ガスを流入する。ガスによって成形型等の酸化が防止される状態になったとき、ヒーター19により成形用組立体28の加熱を開始する。ガラスの粘度が1013.5ポアズ以下になって流動性が得られたときに、シリンダー25を作動させシリンダーロッド24を介してガラス20を加圧する。次に、シリンダーロッド24を上昇させ、シリンダーロッド24を上型18から離した後、ヒーター19による加熱を停止して成形されたガラス20の冷却を開始する。ガラス20が室温まで冷却された後、前記ガス流入を停止して上ベース21を取り外す。次に図示を省略した吸引装置13を作動させ、吸入口12および吸入パイプ14内を減圧し、球型2を受け型3に吸引して一体的に保持させる。その後、上型18をスリーブ15より取り出し、そして成形が終了したガラス20をスリーブ15より取り出す。この取り出しの際には、球型2は受け型3と一体化されているので、ガラス20のみ取り出すことができる。取り出されたガラス20の球型による成形機能面は半球であるが、光学素子の球欠部が半球に満たない光学素子の場合は、受け型3の平面部7にて成形された面を研削し所望の深さの球欠部を有するメニスカスレンズにする。本実施の形態によれば、球型を受け型上にホルダー等を用いずに一体的に保持することができるので、球型にキズを入れることがなく半球の光学機能面を有する光学素子を成形することができる。
(発明の実施の形態2)本発明の実施の形態2を図3及び図4に基いて説明する。図3はガラス光学素子としてメニスカスレンズを成形する場合の、実施の形態1とは異なる成形装置の略断面図である。図4は、図3に示す成形装置に係る動作の説明図である。なお、実施の形態1と同一な構成は同一符号を用い、詳細な説明を省略する。図3において、球型2は全表面が鏡面加工された球1である。球型2を載置するための受け型30は、球型2を載置する受け部31が凹形状の凹面を有し、球型2と同じ曲率半径で鏡面加工されている。受け型30は下部側外周にフランジ32が設けられ、スリーブ15を載置するようになっている。この受け型30はスリーブ15の外側に配置される透明石英ガラスからなる石英管16とともにベース板33に載置されており、ベース板33下側はベローズ34を介して下方の基台10に取付けた台35上に載置されている。受け型30の中央部すなわち受け型30の中心軸線と同軸上には、球型2を吸引可能にする吸引口36が穿設されている。この吸引口36は、ベース板33に穿設した孔およびベローズ34の内部空間を介して、台35に穿設した孔に溶接されたパイプ37と連通している。受け型30の吸引口36の下側およびベース板33の孔の上側にはそれぞれリング状の切り欠き部が形成され、該切り欠き部には受け型30とベース板33との隙間をシールするためのリング60がはめ込まれている。なお、パイプ37には、ベローズ34内に空気を取り入れるよう制御するための空気弁38が取付けられている。前記ベローズ34は、SUS板(ステンレス鋼板)を蛇腹状に折り込んだ伸縮自在な部材であり、折り目の谷部に孔39が穿設されてベローズ34の内外を連通するようにしている。また、折り目の谷部にはOリング40がはめ込まれ、ベローズ34が伸びた状態では孔39が開口した状態となっている。なお、ベローズ34の上部はベース板33底部と気密的に溶接し、ベローズ34下部は台35上部と気密的に溶接している。前記構成からなる成形装置によりメニスカスレンズを成形する場合について述べる。当初は、空気弁38は閉じられている。まず上ベース21を取り外し、受け型30の受け部31の上に球型2を載置するとともにフランジ32上にスリーブ15を載置する。そしてガラス20を球型2上に載置するとともに上型18をスリーブ15内に挿入して成形用組立体28を形成する。次いで上ベース21を反射鏡筒22の上に載置し、パイプ26より窒素ガスを流入する。ガスによって成形型等の酸化防止がされる状態になったとき、ヒーター21により成形組立体28の加熱を開始する。ガラスの粘度が1013.5ポアズ以下になって流動性が得られたときに、シリンダー25を作動させ、ガラス20を加圧する。ガラスの加圧開始直後、シリンダーロッド24の押圧によりベローズ34は圧縮され、このとき孔39からベローズ34内の空気が排出される。図4はベローズ34が圧縮された時の状態を示した図であり、ベローズ34が圧縮されていくとOリング40がつぶれ、孔39がOリング40により密閉される。シリンダー25によりガラス20にかかる圧力は、加圧開始直後はベローズ34を圧縮させる力となってガラスから逃げて行くが、ベローズ34の圧縮が終了した後はガラスにかかる圧力が増加し、そしてガラス20の成形が行われる。次に、シリンダーロッド24を上昇させ、シリンダーロッド24を上型から離した後、ヒーター21による加熱を停止して成形されたガラス20の冷却を開始する。ガラス20が室温まで冷却された後、前記ガスの流入を停止して上ベース21を反射鏡筒22から取り外す。次に上型18をスリーブ15より取り出し、スリーブ15を受け型30のフランジ32から取り外した後、成形が終了したガラス20を下側成形型から取り出す。このとき、ベローズ内部は、ベローズ外部よりも減圧状態となっているために、球型2は受け型30側に吸引され、球型2と受け型30とは一体化されているので、ガラス20のみを取り出すことができる。次に、空気弁38の開操作をし、パイプ37内部と台35の孔を介してベローズ34内部に空気を流入しベローズ内部を増圧する。この増圧によってベローズ34は成形前の状態に復帰することができる。取り出されたガラス20の球型による成形機能面は半球であるが、光学素子の球欠部が半球に満たない場合は、受け型30の平面部41にて成形された面を研削し所望の深さの球欠部を有するメニスカスレンズにする。本実施の形態によれば、実施の形態1のような真空ポンプ等の設備を用いることなく、球型と受け型とを一体化させることができる。また、ガラスの押圧開始時に、ガラスに徐々に圧力がかかっていくため、肉厚が薄い光学素子を成形する際に割れる事がないという効果も奏することができる。なお、前記各実施の形態では、球型は、成形型本体の中心軸線上にその球心が位置するようにして説明したが、これに限らず、球型を成形型本体の中心軸線上からズレた位置に形成した受け部に載置するようにすると、成形型本体上に複数の球型を配置可能となり、成形される光学素子の一面側に複数の球欠部を有する光学素子を得ることができる。この場合も、各球型は成形型本体に吸入部を介して吸引し保持する。また、前記各実施の形態では、球型を構成する球は全表面が球面であることで説明したが、球には本発明の主旨が達成される範囲で切断面があってもよい。例えば前記切断面が吸入部あるいは吸入口等に対応する個所に形成されている場合や、前記切断面が球面に形成されていても受け型の受け部に球型を吸引して保持できる場合は、本発明の主旨を逸脱しないものである。なお本明細書中には、以下の発明も含まれている。
(1)成形型本体に、球面の一部が成形面となる球を球型として設けた成形型において、全表面が鏡面加工されその一部が光学素子に転写される球からなる球型と、前記球型と同じ曲率の凹形状に鏡面加工され前記球型の一部と係合する受け部を有する成形型本体とを有し、成形型本体は成形された光学素子を球型より離型する時に球型を成形型本体に吸引して保持する吸入部を有することを特徴とする成形型。前記構成の成形型によれば、球型の球面と成形型本体の受け部とがそれぞれ同じ曲率で且つ鏡面で密着することになるから、光学素子を球型より離型する時の球型と成形型本体との密着力が大きく作用するとともに球型の表面に特にキズが入りにくくなる。
(2)一対の成形型により加熱軟化されたガラスを押圧してレンズを成形する成形型において、少なくとも下側成形型は、成形型本体と、この成形型本体に載置されて球面の一部がレンズの球欠部を成形する球からなる球型からなり、前記成形型本体の前記球型を載置する面と前記球型の全表面とが同じ曲率で且つ鏡面加工されるとともに、下側成形型は前記成形されたレンズを球型から離型する時に球型を成形型本体に吸引して保持する吸入部を有することを特徴とする成形型。前記構成の成形型によれば、成形型本体の中心軸線上に球型を載置することにとらわれないから、複数の球型を成形型本体上に載置することができ、レンズの一方の面に複数の球欠部を有するレンズを成形できる。
【0009】
【発明の効果】
本発明の請求項1および2によれば、球型を球型外部から押圧して固定するホルダーのような固定部材を用いていないので、球型にキズが入ることがなく、したがって球型の型寿命を大幅にのばすことができる。また、成形機能面として半球面まで使用できる。
【図面の簡単な説明】
【図1】本発明の実施の形態の概念を説明するための図である。
【図2】実施の形態1を説明するための成形装置の略断面図である。
【図3】実施の形態2を説明するための成形装置の略断面図である。
【図4】実施の形態2に係る成形装置に係る動作の説明図である。
【図5】従来の成形型における球型の固定方法の説明図である。
【符号の説明】
1 真球
2 球型
3 受け型( 成形型本体)
4 受け部
5 吸入部
6 成形型
7 平面部
12 吸入口
13 吸引装置
15 スリーブ
16 石英管
18 上型
19 ヒーター
20 ガラス
25 シリンダー
30 受け型
34 ベローズ
38 空気弁
40 Oリング
Claims (2)
- 成形型本体に、球面の一部が成形面となる球を球型として設けた成形型における球型の固定方法において、成形された光学素子を球型より離型する時に、球型を吸引することにより成形型本体上に保持することを特徴とする成形型における球型の固定方法。
- 成形型本体に、球面の一部が成形面となる球を球型として設けた成形型において、少なくとも光学素子に転写される面が鏡面加工された球からなる球型を有し、前記球型を収容するように凹形状の受け部と成形された光学素子を球型より離型する時に球型を吸引して成形型本体に保持する吸入部とを成形型本体に有することを特徴とする成形型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP743498A JP3894643B2 (ja) | 1998-01-19 | 1998-01-19 | 成形型における球型の固定方法及び成形型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP743498A JP3894643B2 (ja) | 1998-01-19 | 1998-01-19 | 成形型における球型の固定方法及び成形型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11199248A JPH11199248A (ja) | 1999-07-27 |
| JP3894643B2 true JP3894643B2 (ja) | 2007-03-22 |
Family
ID=11665770
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP743498A Expired - Fee Related JP3894643B2 (ja) | 1998-01-19 | 1998-01-19 | 成形型における球型の固定方法及び成形型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3894643B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4671725B2 (ja) * | 2005-03-18 | 2011-04-20 | オリンパス株式会社 | 成形用型の製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU581674B2 (en) * | 1984-08-24 | 1989-03-02 | Northwest Podiatric Laboratory, Inc. | Variable adjustable shoe inserts |
| JPS631845Y2 (ja) * | 1985-01-21 | 1988-01-18 |
-
1998
- 1998-01-19 JP JP743498A patent/JP3894643B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11199248A (ja) | 1999-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3894643B2 (ja) | 成形型における球型の固定方法及び成形型 | |
| EP2749543A1 (en) | Optical element manufacturing method and manufacturing device | |
| JPH0142900B2 (ja) | ||
| JP2009280420A (ja) | 光学素子の製造方法及びその製造装置 | |
| JPH0352417B2 (ja) | ||
| EP1215178A2 (en) | Method and apparatus for producing sink tops with integrated sinks by moulding a glass sheet | |
| JP3234871B2 (ja) | ガラス光学素子の製造方法 | |
| JP3869507B2 (ja) | 光学ガラス素子の成形方法 | |
| JP5374236B2 (ja) | 光学素子の製造方法および製造装置 | |
| JPH01239030A (ja) | 光学素子用成形型の製造方法 | |
| JP3222548B2 (ja) | 光学素子成形用の鋳型への光学素子材料のセット装置及びセット方法 | |
| JP2008175755A (ja) | 分光結晶およびその製造方法 | |
| JPH11217227A (ja) | モールド成形用型,その作製方法,及び作製装置 | |
| JP2978145B2 (ja) | 光学部品の成形型 | |
| JP2806947B2 (ja) | 光学部品の成形型 | |
| CN214605845U (zh) | 一种3d曲面膜生产成型模具 | |
| JP2008056520A (ja) | プレス成形装置 | |
| US7341442B2 (en) | Mold for molding lenses | |
| JP2009096648A (ja) | レンズアレイの製造方法 | |
| JP2001335330A (ja) | 光学素子の成形方法 | |
| JP5087470B2 (ja) | 光学素子の製造方法及びその製造装置 | |
| JP2618523B2 (ja) | 光学素子の製造方法 | |
| JP2008169093A (ja) | ガラス素子の成形用金型及び成形方法 | |
| TWI329620B (en) | Mold for molding glass optical articles | |
| JP2000264654A (ja) | モールド成形型,その作製方法,及び作製装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061106 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061108 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20061212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20061212 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101222 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111222 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111222 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121222 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131222 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |