JP3921171B2 - セラミック電子部品及びその製法並びに噴射装置 - Google Patents
セラミック電子部品及びその製法並びに噴射装置 Download PDFInfo
- Publication number
- JP3921171B2 JP3921171B2 JP2002377489A JP2002377489A JP3921171B2 JP 3921171 B2 JP3921171 B2 JP 3921171B2 JP 2002377489 A JP2002377489 A JP 2002377489A JP 2002377489 A JP2002377489 A JP 2002377489A JP 3921171 B2 JP3921171 B2 JP 3921171B2
- Authority
- JP
- Japan
- Prior art keywords
- electronic component
- internal electrode
- shrinkage
- ceramic electronic
- conductor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Fuel-Injection Apparatus (AREA)
Description
【発明の属する技術分野】
本発明は、セラミック電子部品及びその製法並びに噴射装置に関し、例えば、自動車用燃料噴射装置、光学装置等の精密位置決め装置や振動防止用の駆動素子等に用いられるセラミック電子部品及びその製法並びに噴射装置に関するものである。
【0002】
【従来技術】
従来、積層型圧電素子として、圧電体と内部電極を交互に積層した積層型圧電アクチュエータが知られている。積層型圧電アクチュエータには、同時焼成タイプと、圧電磁器と内部電極板を交互に積層したスタックタイプとの2種類に分類されており、低電圧化、製造コスト低減の面から考慮すると、同時焼成タイプの積層型圧電アクチュエータが薄層化に対して有利であるために、その優位性を示しつつある。
【0003】
図6は、従来の積層型圧電アクチュエータを示すもので、このアクチュエータでは、圧電体51と内部電極52が交互に積層されているが、内部電極52は圧電体51主面全体には形成されておらず、いわゆる部分電極構造となっている。この部分電極構造の内部電極52を左右互い違いに積層することで、柱状積層体78の側面に形成された外部電極70に内部電極52を一層おきに交互に接続することができる。尚、図6において、符号76はリード線であり、77は半田である。
【0004】
このような積層型圧電アクチュエータでは、従来、セラミックグリーンシートに内部電極ペーストを所定の部分電極構造となるパターンで印刷し、この内部電極ペーストが塗布されたグリーンシートを複数積層して積層成形体を作製し、これを焼成して柱状積層体を作製していた(例えば、特許文献1参照。)。
【0005】
【特許文献1】
特開平11−68182号公報
【0006】
【発明が解決しようとする課題】
しかしながら、上記積層型圧電アクチュエータでは、グリーンシートに内部電極ペーストを印刷した部分と、印刷していない部分では圧電体の焼成時の収縮挙動が異なるため、焼成時にデラミネーションやクラックが発生しやすいといった問題があった。
【0007】
即ち、内部電極ペーストが印刷されたグリーンシート部分は、内部電極ペースト中の銀やパラジウム等の貴金属の触媒作用により焼結が促進され、内部電極ペーストが印刷されていないグリーンシート部分よりも低温域から焼成収縮が開始され、また、焼成時の収縮量が大きくなり、結果、絶縁層と導体の積層界面においてデラミネーションやクラックが発生するといった問題が生じていた。また、デラミネーションやクラック等が発生しないまでも、内部に残留応力が生じ、アクチュエータを駆動させた際の破損の原因になるという問題があった。
【0008】
本発明は、絶縁層と導体の積層界面における破損を抑制できるセラミック電子部品及びその製法並びに噴射装置を提供することを目的とする。
【0009】
【課題を解決するための手段】
本発明のセラミック電子部品は、複数の絶縁層が積層されるとともに、該絶縁層間における一部領域に導体が介装され、前記絶縁層及び前記導体が同時焼成された電子部品本体を具備するセラミック電子部品であって、前記絶縁層間に埋設された前記導体の端部と前記電子部品本体の側面との間の導体非形成領域に、50〜95体積%の絶縁材料と5〜50体積%の金属材料とを含有し絶縁性を有する収縮調整層が形成されていることを特徴とする。
【0010】
このようなセラミック電子部品では、導体非形成領域の絶縁体の一部又は全部に、50〜95体積%の絶縁材料と5〜50体積%の金属材料とを含有し、絶縁性を有する収縮調整層が形成されているので、この収縮調整層における金属材料の存在により導体非形成領域近傍の絶縁層の焼結性を向上させることができる。これにより、導体形成領域と導体非形成領域の絶縁体の収縮率を実質的に同一にすることができ、デラミネーション等の不具合が発生するのを防ぐことができる。しかも、収縮調整層は絶縁性を有しているので、導体非形成領域における絶縁性を低下させることがない。特に、前記収縮調整層は前記金属材料を10〜50体積%含んでいるのが好ましい。
【0013】
また、本発明のセラミック電子部品では、収縮調整層のシート抵抗値が106Ω/□以上であることを特徴とする。これにより、導体非形成領域の高い絶縁性を維持することができ、例えば電子部品本体の側面に設けられる外部電極との絶縁を確保できる。また、導体と収縮調整層を接触させて形成することができる。
【0016】
また、本発明では、収縮調整層の厚みは、導体厚みとほぼ同一であることを特徴とする。このようなセラミック電子部品では、導体厚みによる段差を防止でき、セラミック電子部品の積層方向変形を抑制できるとともに、デラミネーションをさらに抑制できる。
【0017】
本発明のセラミック電子部品の製法は、複数の絶縁層成形体が積層されるとともに、該絶縁層成形体間における一部領域に導体パターンが介装された積層成形体を作製する工程と、該積層成形体を焼成して電子部品本体を作製する工程とを具備するセラミック電子部品の製法であって、前記積層成形体は、該積層成形体の側面と前記絶縁層成形体間に埋設された導体パターン端との間の導体パターン非形成領域に、50〜95体積%の絶縁材料と5〜50体積%の金属材料を含有する収縮調整用パターンが形成されていることを特徴とする。
【0018】
このような製法によれば、導体パターン非形成領域における絶縁層成形体の一部又は全部に、絶縁層材料と金属材料とを含有する収縮調整層パターンが形成されるため、導体形成領域と導体非形成領域における絶縁体の焼成時の収縮率を近似させることができるため、焼成時に導体形成領域と導体非形成領域における絶縁体の収縮率の不一致に起因するデラミネーションやクラック等の問題が発生するのを防ぐことができる。尚、収縮調整層に含有する金属材料は銀−パラジウムや銀−白金などの複数の金属の合金粒子であっても良い。
【0019】
また、本発明のセラミック電子部品の製法は、複数の絶縁層成形体が積層されるとともに、該絶縁層成形体間における一部領域に導体パターンが介装された積層成形体を作製する工程と、該積層成形体を焼成し、該焼成体の側面を形状調整加工して電子部品本体を作製する工程とを具備するセラミック電子部品の製法であって、前記積層成形体は、該積層成形体の側面と前記絶縁層成形体間に埋設された導体パターン端との間の導体パターン非形成領域に、金属材料、又は絶縁材料と金属材料を含有する収縮調整用パターンを形成して構成され、該収縮調整用パターンは焼成後に前記形状調整加工で除去されることを特徴とする。
【0020】
このような製法であっても、導体形成領域と導体非形成領域における絶縁体の焼成時の収縮率を近似させることができるため、焼成時に導体形成領域と導体非形成領域における絶縁体の収縮率の不一致に起因するデラミネーションやクラック等の問題が発生するのを防ぐことができる。
【0021】
本発明の噴射装置は、上記セラミック電子部品は積層型圧電素子であり、該積層型圧電素子が収容され、噴射孔を有する収納容器と、前記積層型圧電素子の駆動により前記噴射孔から液体を噴出させるバルブとを具備してなることを特徴とする。
【0022】
このような噴射装置では、上記したように、積層型圧電素子自体において積層界面に生じる焼成時の残留応力をなくし、耐久性を大幅に向上できるため、噴射装置の耐久性をも向上できる。
【0023】
【発明の実施の形態】
図1は本発明の電子部品である積層型圧電素子の一形態を示すもので、(a)は斜視図、(b)は積層構造を拡大して示す分解斜視図、(c)は(a)のA−A’線に、(d)は(a)のB−B’線にそれぞれ沿った縦断面図である。また、図2(a)は図1(c)のC部、(b)は図1(d)のD部のそれぞれ拡大図である。
【0024】
本発明の積層型圧電素子は、図1に示すように、柱状の電子部品本体1aと、この電子部品本体1aの対向する側面に設けられた外部電極4とから構成されており、電子部品本体1aは、複数の積層された圧電体1(絶縁体)と、圧電体1間に形成されたいわゆる部分電極パターンの内部電極2(導体)とを、内部電極2が左右交互になるように複数枚積層された構造となっている。
【0025】
即ち、内部電極2は矩形状をしており、その1つの端は電子部品本体1aの側面に露出し、他の3つの端は電子部品本体1a内に埋設されている。電子部品本体1aの対向する側面には、内部電極2の端部が一層おきに互い違いに露出しており、この端部に正極及び負極の外部電極4が形成されている。具体的に説明すると、内部電極2はその端部が電子部品本体1aの外部電極4形成面に一層おきに露出しており、それぞれの内部電極2が一層おきに正極又は負極の外部電極4に電気的に接合されている。一方、外部電極4と接続されていない内部電極2の一端は電子部品本体1aの側面には露出していない。さらに、外部電極4にはリード線6が半田等で接続固定されている。
【0026】
圧電体1は、例えば、チタン酸ジルコン酸鉛Pb(Zr,Ti)O3(以下PZTと略す)、或いはチタン酸バリウムBaTiO3を主成分とする圧電セラミック材料等で形成されている。この圧電セラミックスは、その圧電特性を示す圧電歪み定数d33が高いものが望ましい。
【0027】
また、圧電体1の厚み、つまり内部電極2間の距離は50〜250μmが望ましい。これは、積層型圧電素子は電圧を印加してより大きな変位量を得るために、積層数を増加させる方法がとられるが、積層数を増加させた場合に圧電体1の厚みが厚すぎると積層型圧電素子の小型化、低背化ができなくなり、一方、圧電体1の厚みが薄すぎると絶縁破壊しやすいからである。
【0028】
電子部品本体1aは、変位量を発生させるため、圧電体1と内部電極2とが交互に積層された活性部8と、活性部8の上下端に形成された不活性部9とから構成されており、活性部8中の圧電体1の間には厚み0.5〜10μmの内部電極2が配されているが、この内部電極2は銀−パラジウム等の金属材料で形成されており、活性部8中の各圧電体1に所定の電圧を印加し、圧電体1に逆圧電効果による変位を起こさせる作用をなす。
【0029】
さらに、外部電極4にはリード線6が半田により接続固定されているが、このリード線6は外部電極4を外部の電圧供給部に接続する作用をなす。
【0030】
そして、本発明では、図2に示すように、内部電極2が形成された導体形成領域Xの圧電体1bと、内部電極2が形成されていない導体非形成領域Yの圧電体1cの密度が全域にわたって実質的に同一とされている。
【0031】
即ち、圧電体1間に埋設された内部電極2の端2aと、電子部品本体1aの側面との間の導体非形成領域Yにおける圧電体1の密度が、その他(導体形成領域X)の圧電体1の密度と実質的に同一とされている。
【0032】
ここで、導体形成領域X(内部電極2形成部近傍ということもある)の圧電体1bとは、内部電極2から、圧電体1の厚みの1/2以内、即ち内部電極2間の距離の1/2以内の距離にある部分の圧電体1の領域を指す。逆に、導体非形成領域Y(内部電極2非形成部近傍ということもある)の圧電体1cとは、内部電極2から、圧電体1の厚みの1/2、即ち内部電極2間の距離の1/2より離れた部分の圧電体1の領域を指す。
【0033】
また、密度が実質的に同一とは、内部電極2形成部近傍の圧電体1bと内部電極2非形成部近傍の圧電体1cの密度差が5%以内、言い換えれば、圧電体1bと圧電体1cの密度差を圧電体1bの密度で割った商が5%以内であることである。密度差は、特には1%以内であることが望ましい。内部電極2形成部近傍の圧電体1bと内部電極2非形成部近傍の圧電体1cの密度差は、焼成時の残留応力を減少させるという点から2%以内が好ましい。
【0034】
即ち、内部電極2形成部近傍の圧電体1bと内部電極2非形成部近傍の圧電体1cの密度が実質的に等しいため、焼成時の内部電極2形成部近傍の圧電体1bと内部電極2非形成部近傍の圧電体1cの収縮率が実質的に等しくなり、焼成時に積層界面でデラミネーションやクラック等の発生を防ぐことができる。
【0035】
また、内部電極2形成部近傍の圧電体1bと内部電極2非形成部近傍の圧電体1cの収縮率が実質的に等しいため、残留応力が発生するのを防ぐことができ、積層型圧電素子を駆動させた場合においても、積層界面及びその近傍で破損することがなく、高い信頼性を得ることができる。
【0036】
このように、内部電極2形成部近傍の圧電体1bと内部電極2非形成部近傍の圧電体1cの密度を実質的に等しくするためには、例えば、内部電極2非形成部分の圧電体1の全部に、圧電体材料と金属材料を含有する収縮調整層13を形成する。これにより、収縮調整層13中の金属材料が、焼成時に内部電極2非形成部分近傍の圧電体1cの焼結性を向上させるため、圧電体1bと圧電体1cの収縮率を実質的に等しくすることができ、焼成時にデラミネーション等が発生するのを防ぐことができる。
【0037】
なお、収縮調整層13中の金属材料は、銀などの金属粒子や、銀−パラジウム及び銀−白金などの複数の合金とされている。
【0038】
また、収縮調整層13のシート抵抗値は106Ω/□以上とされている。これにより、外部電極4と接続しない内部電極2の端2aと、外部電極4とは高い絶縁性が維持されている。尚、シート抵抗値とは、被測定体の抵抗値に被測定体の幅を乗じ、長さで割ったものである。換言すれば、被測定体の体積固有抵抗を被測定体の厚みで割ったものである。このような収縮調整層13では、図2に示すように内部電極2と接触することもできる。尚、収縮調整層13のシート抵抗値が106Ω/□よりも小さい場合には、収縮調整層13を内部電極2と離間して形成する必要がある。
【0039】
さらに、本発明では、外部電極4と接続しない内部電極2の端2aと、外部電極4との高い絶縁性を維持し、内部電極2形成部近傍の圧電体1bと内部電極2非形成部近傍の圧電体1cの焼成収縮率を実質的に等しくするため、収縮調整層13は金属材料5〜50体積%と残部が圧電体材料50〜95%とで形成されていることが望ましい。これにより、収縮調整層13のシート抵抗値を106Ω/□以上とすることもできる。
【0040】
また、本発明では、収縮調整層13を構成する金属材料を、内部電極2を構成する金属材料と同一とすることが望ましい。収縮調整層13の金属材料が内部電極2を構成する金属材料と同一であることにより、圧電体1cの焼成時の収縮挙動を圧電体1bの収縮挙動に合わせることができ、焼成時に積層界面及びその近傍でのデラミネーションやクラックの発生等をさらに防止することができる。
【0041】
また、収縮調整層13の厚みは、内部電極2の厚みと同一とすることが望ましい。これにより、内部電極2厚みによる段差を防止でき、セラミック電子部品の積層方向変形を抑制できるとともに、デラミネーションをさらに抑制できる。
【0042】
尚、上記例では、内部電極2非形成部分の圧電体1表面全部に、圧電体材料と金属材料を含有する収縮調整層13を形成した例について説明したが、例えば、図2(a)又は(b)に示す部分の一方のみに形成してもよいが、特に収縮差が大きくなる図2(b)で示される部分に形成することが望ましい。
【0043】
また、上記例では、内部導体2と、収縮調整層13とを連続して形成した例について説明したが、内部導体2と離間して収縮調整層13を形成しても良い。この場合には、内部導体2と収縮調整層13との絶縁性をさらに確保できる。一方、離間しているため、収縮調整層13の金属含有率を高めることができ、収縮挙動をさらに近づけることができる。
【0044】
本発明の積層型圧電素子の製法について説明する。
【0045】
まず、PZT等の圧電セラミックスの仮焼粉末と、アクリル系、ブチラール系等の有機高分子から成るバインダーと、DBP(フタル酸ジオチル)、DOP(フタル酸ジブチル)等の可塑剤とを混合してスラリーを作製し、該スラリーを周知のドクターブレード法やカレンダーロール法等のテープ成型法により圧電体1となるセラミックグリーンシートを作製する。
【0046】
次に、銀−パラジウムからなる金属粉末に、共材としてPZT等のセラミック粉末、バインダー、可塑剤等を添加混合して内部電極ペーストを作製し、これを各セラミックグリーンシートの上面にスクリーン印刷等によって1〜40μmの厚みに印刷し、グリーンシート上に内部電極パターンを形成する。
【0047】
これとは別に、銀−パラジウムからなる金属粉末5〜50体積%と、残部が圧電体1と同一のセラミック仮焼粉末50〜95体積%からなる混合物に、バインダー、可塑剤等を添加混合して収縮調整用ペーストを作製し、これを、前記内部電極パターンを印刷したセラミックグリーンシート上の内部電極パターン非印刷領域の一部又は全部にスクリーン印刷等によって1〜40μmの厚みに印刷し、収縮調整用パターンを形成する。
【0048】
収縮調整用ペースト中に含まれる金属材料を5〜50体積%とすることにより、内部電極2非形成部の絶縁性を低下させることなく、内部電極2非形成部近傍の圧電体1cの焼成時の収縮率を内部電極2形成部近傍の圧電体1bの収縮率に合わせることができる。
【0049】
さらには、焼成時の圧電体1bと圧電体1cの収縮挙動を一致させることにより、焼成時の残留応力をなくし、また、高温における絶縁性の低下を防ぐという点から、好ましくは収縮調整用ペーストに含まれる金属材料は10〜30体積%の範囲が良い。
【0050】
なお、収縮調整用ペースト中に含まれる金属材料は、複数の金属成分からなる合金粒子であっても良い。また、圧電体1bと圧電体1cとの焼成時の収縮挙動を効果的に合わせるために、収縮調整用ペースト中に含まれる金属材料は、内部電極ペースト中に含まれる金属材料と同一であることが望ましい。
【0051】
そして、上面に内部電極パターンと収縮調整層パターンが形成されたセラミックグリーンシートを複数枚積層して柱状の積層成形体を作製し、この柱状の積層成形体について所定の温度で脱バインダーを行った後、900〜1200℃で焼成し、焼成体を所定形状に形状調整加工を行い、電子部品本体を得る。
【0052】
その後、内部電極2が一層おきに互い違いに露出した電子部品本体の対向する側面に、銀粉末とガラス粉末からなる外部電極ペーストを塗布し、550〜900℃で焼き付けを行うことにより外部電極4を形成する。その後、リード線6を外部電極4に接続し、リード線6を介して一対の外部電極4に0.1〜3kV/mmの直流電圧を印加し、電子部品本体1aを分極処理することによって、製品としての積層型圧電素子が完成する。
【0053】
次に、本発明の積層型圧電素子の他の製法について説明する。前述同様、まず、セラミックグリーンシートを作製する。
【0054】
次に、内部電極ペーストをセラミックグリーンシート上にスクリーン印刷等で1〜40μmの厚みに印刷し、グリーンシート上に内部電極パターンを印刷する。
【0055】
これとは別に、銀−パラジウムからなる金属粉末5〜50体積%と、残部が圧電体1と同一のセラミック仮焼粉末50〜95体積%からなる混合物に、バインダー、可塑剤等を添加混合して収縮調整用ペーストを作製し、これを焼成後の形状加工工程において除去される部分となるセラミックグリーンシート上面の一部又は全部に、スクリーン印刷等によって1〜40μmの厚みに印刷し、収縮調整用パターンを形成する。なお、前記形状調整加工において除去される部分に対応するセラミックグリーンシートの一部又は全部に印刷される収縮調整用ペーストは、形状調整加工において除去され製品には残らないため、内部電極パターンと接触して内部電極ペーストを用いて形成しても構わない。
【0056】
次に、前記上面に内部電極パターンと収縮調整用パターンが形成されたセラミックグリーンシートを複数枚積層して積層成形体を作製し、この積層成形体について所定の温度で脱バインダーを行った後、900〜1200℃で焼成する。
【0057】
その後、焼成体を所定の形状に形状調整加工を、焼成体の側面を研削、研磨することにより行い。このとき、収縮調整層は形状調整加工工程によって除去される。
【0058】
尚、形状調整加工で除去される部分だけでなく、内部電極非形成領域Yに対応する位置に、収縮調整用ペーストを塗布しても良く、この場合にはさらに密度を近づけることができる。
【0059】
この後、内部電極2が一層おきに互い違いに露出した側面に、銀粉末とガラス粉末からなる外部電極ペーストを塗布し、550〜900℃で焼き付けを行うことにより外部電極4を形成する。その後、リード線6を外部電極4に接続し、リード線6を介して一対の外部電極4に0.1〜3kV/mmの直流電圧を印加し、電子部品本体1aを分極処理することによって、製品としての積層型圧電素子が完成する。
【0060】
以上のように作製された積層型圧電素子のリード線6を外部の電圧供給部に接続し、リード線6及び外部電極4を介して内部電極2に電圧を印加させれば、各圧電体1は逆圧電効果によって大きく変位し、これによって例えばエンジンに燃料を噴射供給する自動車用燃料噴射弁として機能する。
【0061】
以上のように構成された積層型圧電素子は、内部電極2形成部近傍の圧電体1bと内部電極2非形成部近傍の圧電体1cの密度が実質的に等しいため、焼成時の圧電体1bと圧電体1cの収縮率が実質的に等しく、焼成時に積層界面でデラミネーションが発生したり、積層界面近傍でクラックが発生したりするといった問題が生じるのを防ぐことができる。
【0062】
特に積層型圧電素子では、焼成時に積層界面でデラミネーションやクラック等が発生しない場合においても、焼成時に積層界面に残留応力が存在すると、使用時に圧電素子自体が歪む(伸縮する)ため積層界面やその近傍で破損する可能性があるが、本発明の積層型圧電素子を用いれば、焼成時に積層界面に応力が残留しないため、駆動時に積層界面やその近傍で破損するといった問題が生じるのを防ぐことができる。
【0063】
また、積層型圧電素子を駆動させた場合においても積層界面及びその近傍で破損することがなく、耐久性を大きく向上させることができる。
【0064】
図3は、本発明の噴射装置を示すもので、図において符号31は収納容器を示している。この収納容器31の一端には噴射孔33が設けられ、また収納容器31内には、噴射孔33を開閉することができるニードルバルブ35が収容されている。
【0065】
噴射孔33には燃料通路37が連通可能に設けられ、この燃料通路37は外部の燃料供給源に連結され、燃料通路37に常時一定の高圧で燃料が供給されている。従って、ニードルバルブ35が噴射孔33を開放すると、燃料通路37に供給されていた燃料が一定の高圧で内燃機関の図示しない燃料室内に噴出されるように形成されている。
【0066】
また、ニードルバルブ35の上端部は直径が大きくなっており、収納容器31に形成されたシリンダ39と摺動可能なピストン41となっている。そして、収納容器31内には、上記した積層型圧電素子43が収納されている。
【0067】
このような噴射装置では、積層型圧電素子43が電圧を印加されて伸長すると、ピストン41が押圧され、ニードルバルブ35が噴射孔33を閉塞し、燃料の供給が停止される。また、電圧の印加が停止されると積層型圧電素子43が収縮し、皿バネ45がピストン41を押し返し、噴射孔33が燃料通路37と連通して燃料の噴射が行われるようになっている。
【0068】
【実施例】
実施例1
まず、PZT粉末を含むセラミックグリーンシートの上面に、銀−パラジウム合金と、PZT粉末と、バインダーからなる内部電極ペーストを、スクリーン印刷によって図1(b)に示すような内部電極パターンを形成し、前記セラミックグリーンシートの内部電極パターンが形成されていない部分全面に、収縮調整用ペーストを印刷して収縮調整用パターンを形成した。次に、前記内部電極パターンと収縮調整層パターンが形成されたセラミックグリーンシートを300層積層し、柱状の積層成形体を作製した。
【0069】
なお、収縮調整用ペーストは、内部電極を形成する銀−パラジウム合金粉末20体積%と、前記セラミックグリーンシートに含まれるPZT粉末と同一のもの80体積%とからなる固形分に、バインダーを加えて作製したものである。
【0070】
その後、積層成形体を400℃で脱バインダー処理を行い、大気中1050℃で焼成して焼成体を得た。さらに焼成体の側面を平面研削盤にて形状加工を施し、電子部品本体を作製した。その後、銀粉末とガラス粉末からなる外部電極ペーストを電子部品本体の外部電極形成面に塗布し、800℃で焼き付けを行うことにより外部電極4を形成する。その後、リード線6を外部電極4に接続した。
【0071】
その後、正極及び負極の外部電極にリード線を介して3kV/mmの直流電界を15分間印加して分極処理を行い、図1に示すような積層型圧電素子を作製した。
【0072】
なお、活性部中の圧電体の厚みは150μm、内部電極の厚みは3μm、収縮調整層の厚みは3μmであった。
【0073】
得られた積層型圧電素子では、内部電極形成部近傍の圧電体の密度は7.90g/cm3であり、内部電極非形成部近傍の圧電体の密度は7.85g/cm3であり、密度差は0.6%であり、実質的に同一であった。また、収縮調整層のシート抵抗を絶縁抵抗計で測定したところ、8×108Ω/□であった。また、積層界面でのデラミネーションやクラック等の異常は見られなかった。
実施例2
次に、収縮調整層を構成する銀−パラジウム合金と圧電体(PZT仮焼体)の体積比率を変化させた以外は、実施例1と同様の電子部品本体を作製した。得られた電子部品本体について、内部電極形成部近傍の圧電体と、内部電極非形成部近傍の圧電体の嵩密度をアルキメデス法により測定し、内部電極形成部近傍の圧電体と、内部電極非形成部近傍の圧電体の嵩密度差を算出した。また、積層界面及びその近傍でのデラミネーションとクラックの発生状況について調べた。さらに、収縮調整層のシート抵抗を測定した。
【0074】
図4に内部電極形成部近傍の圧電体と内部電極非形成部近傍の圧電体の嵩密度差と、積層界面でのデラミネーションおよびクラックの不良率の関係を示す。内部電極形成部近傍の圧電体と内部電極非形成部近傍の圧電体の嵩密度差は、内部電極形成部近傍の圧電体と内部電極非形成部近傍の圧電体の嵩密度の差を、内部電極形成部近傍の圧電体の嵩密度で割った商を百分率で表したものである。図4から内部電極形成部近傍の圧電体と内部電極非形成部近傍の圧電体の嵩密度差が大きくなるほど、デラミネーションやクラックによる不良が多くなることが判る。
【0075】
尚、収縮調整層を形成しない比較例の試料は、嵩密度差が11.5%の場合であり、不良率は15%であった。
【0076】
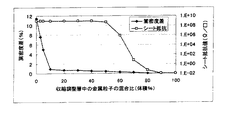
また、収縮調整層中の銀−パラジウム合金の体積%と、嵩密度差及び収縮調整層のシート抵抗の関係を図5に示す。収縮調整層中の金属成分が5体積%より小さい場合には、嵩密度差が5%より大きくなり、デラミネーションやクラック等の不良が多発することが判る。また、収縮調整層中の金属成分が50体積%より大きい場合には、収縮調整層のシート抵抗値が小さくなり、内部電極非形成部の絶縁性が低下してしまう。
【0077】
即ち、収縮調整層中の金属成分量が本発明で規定した範囲の5〜50体積%の場合には、実質的に内部電極形成部近傍の圧電体と内部電極非形成部近傍の圧電体の密度が等しくなり、積層界面やその近傍でのデラミネーションやクラック等の不良が発生するのを防ぐことができ、かつ、内部電極非形成部の絶縁性の低下がないことが判る。
【0078】
【発明の効果】
本発明のセラミック電子部品によれば、絶縁層間に埋設された導体端と電子部品本体の側面との間の導体非形成領域に、50〜95体積%の絶縁材料と5〜50体積%の金属材料とを含有し、絶縁性を有する収縮調整層が形成されているので、金属材料を含有する収縮調整層の存在により導体非形成領域の絶縁体の焼結性が向上する。これにより、導体形成領域と導体非形成領域の絶縁体の収縮率を実質的に同一にすることができ、デラミネーション等の不具合が発生するのを防ぐことができる。しかも収縮調整層は絶縁性を有しているので、導体非形成領域の絶縁性を低下させることがない。その結果、焼成時に積層界面及びその近傍でのデラミネーションやクラック等の発生をなくし、また、積層型圧電素子を駆動させた場合においても積層界面及びその近傍で破損することがない高信頼性を備えたセラミック電子部品を提供することができる。
【図面の簡単な説明】
【図1】本発明の積層型圧電素子を示すもので、(a)は斜視図、(b)は積層構造を拡大して示す分解斜視図、(c)は(a)のA−A’線に、(d)は(a)のB−B’線にそれぞれ沿った縦断面図である。
【図2】(a)は図1(c)のC部、(b)は図1(d)のD部のそれぞれ拡大図である。
【図3】本発明の噴射装置を示す説明図である。
【図4】内部電極形成部近傍の圧電体と内部電極非形成部近傍の圧電体の嵩密度差と、不良率の関係を示すグラフである。
【図5】収縮調整層中の金属成分の割合と、内部電極形成部近傍の圧電体と内部電極非形成部近傍の圧電体の嵩密度差及び収縮調整層のシート抵抗の関係を示すグラフである。
【図6】従来の積層型圧電素子を示すもので、(a)は斜視図、(b)は積層構造を拡大して示す分解斜視図である。
【符号の説明】
1・・・圧電体(絶縁体)
1a・・・電子部品本体
2・・・内部電極
13・・・収縮調整層
31・・・収納容器
33・・・噴射孔
35・・・バルブ
43・・・積層型圧電素子
Claims (9)
- 複数の絶縁層が積層されるとともに、該絶縁層間における一部領域に導体が介装され、前記絶縁層及び前記導体が同時焼成された電子部品本体を具備するセラミック電子部品であって、
前記絶縁層間に埋設された前記導体の端部と前記電子部品本体の側面との間の導体非形成領域に、50〜95体積%の絶縁材料と5〜50体積%の金属材料とを含有し絶縁性を有する収縮調整層が形成されていることを特徴とするセラミック電子部品。 - 前記収縮調整層が前記金属材料を10〜50体積%含む請求項1に記載のセラミック電子部品。
- 前記収縮調整層のシート抵抗値が106Ω/□以上であることを特徴とする請求項1又は2に記載のセラミック電子部品。
- 前記収縮調整層の厚みは、前記導体厚みとほぼ同一であることを特徴とする請求項1〜3のいずれかに記載のセラミック電子部品。
- 積層型圧電素子として機能することを特徴とする請求項1〜4のいずれかに記載のセラミック電子部品。
- 請求項1〜5のいずれかに記載のセラミック電子部品は積層型圧電素子であり、該積層型圧電素子が収容され、噴射孔を有する収納容器と、前記積層型圧電素子の駆動により前記噴射孔から液体を噴出させるバルブとを具備してなることを特徴とする噴射装置。
- 複数の絶縁層成形体が積層されるとともに、該絶縁層成形体間における一部領域に導体パターンが介装された積層成形体を作製する工程と、該積層成形体を焼成して電子部品本体を作製する工程とを具備するセラミック電子部品の製法であって、前記積層成形体は、該積層成形体の側面と前記絶縁層成形体間に埋設された導体パターン端との間の導体パターン非形成領域に、50〜95体積%の絶縁材料と5〜50体積%の金属材料を含有する収縮調整用パターンが形成されていることを特徴とするセラミック電子部品の製法。
- 複数の絶縁層成形体が積層されるとともに、該絶縁層成形体間における一部領域に導体パターンが介装された積層成形体を作製する工程と、該積層成形体を焼成し、該焼成体の側面を形状調整加工して電子部品本体を作製する工程とを具備するセラミック電子部品の製法であって、前記積層成形体は、該積層成形体の側面と前記絶縁層成形体間に埋設された導体パターン端との間の導体パターン非形成領域に、絶縁材料と金属材料を含有する収縮調整用パターンが形成されており、該収縮調整用パターンは焼成後に前記形状調整加工で除去されることを特徴とするセラミック電子部品の製法。
- 圧電セラミック粉末を含むセラミックグリーンシートを作製する工程と、
金属粉末を含む内部電極ペーストを作製する工程と、
50〜95体積%の絶縁材料と5〜50体積%の金属材料とを含有する混合物を含む収縮調整層用ペーストを作製する工程と、
前記セラミックグリーンシートの上面の一部に前記内部電極ペーストを印刷して内部電極パターンを形成する工程と、
前記セラミックグリーンシートの上面のうち前記内部電極ペーストが印刷されていない非印刷領域の一部又は全部に前記収縮調整用ペーストを印刷して収縮調整用パターンを形成する工程と、
前記上面に前記内部電極パターンと前記収縮調整用パターンが形成されたセラミックグ リーンシートを複数枚積層して積層成形体を作製する工程と、
前記積層成形体を焼成する工程と、を含むセラミック電子部品の製法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002377489A JP3921171B2 (ja) | 2002-12-26 | 2002-12-26 | セラミック電子部品及びその製法並びに噴射装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002377489A JP3921171B2 (ja) | 2002-12-26 | 2002-12-26 | セラミック電子部品及びその製法並びに噴射装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006314512A Division JP4942461B2 (ja) | 2006-11-21 | 2006-11-21 | セラミック電子部品及び噴射装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004207632A JP2004207632A (ja) | 2004-07-22 |
| JP3921171B2 true JP3921171B2 (ja) | 2007-05-30 |
Family
ID=32814653
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002377489A Expired - Fee Related JP3921171B2 (ja) | 2002-12-26 | 2002-12-26 | セラミック電子部品及びその製法並びに噴射装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3921171B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8212451B2 (en) * | 2006-10-31 | 2012-07-03 | Kyocera Corporation | Multi-layer piezoelectric element having a plurality of junction sections and injection apparatus employing the same |
| JP2015185666A (ja) * | 2014-03-24 | 2015-10-22 | 株式会社日本セラテック | 圧電素子の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2994492B2 (ja) * | 1991-06-25 | 1999-12-27 | 太平洋セメント株式会社 | 積層型圧電アクチュエータおよびその製造方法 |
| JP2986706B2 (ja) * | 1995-03-03 | 1999-12-06 | 日立金属株式会社 | 圧電素子及びそれを用いた圧電アクチュエータ |
| JPH10173248A (ja) * | 1996-12-06 | 1998-06-26 | Nissan Motor Co Ltd | ピエゾアクチュエータとその製造方法 |
| JP4658280B2 (ja) * | 1999-11-29 | 2011-03-23 | 太平洋セメント株式会社 | 積層型圧電アクチュエータ |
| JP3999473B2 (ja) * | 2000-04-19 | 2007-10-31 | 日本碍子株式会社 | 耐久性に優れた一体型圧電/電歪膜型素子およびその製造方法 |
| JP2002162518A (ja) * | 2000-11-27 | 2002-06-07 | Teijin Ltd | プラズマディスプレイ前面板用近赤外線反射フィルムおよびそれからなる積層体 |
| JP3730893B2 (ja) * | 2001-09-20 | 2006-01-05 | 京セラ株式会社 | 積層型圧電素子及びその製法並びに噴射装置 |
-
2002
- 2002-12-26 JP JP2002377489A patent/JP3921171B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004207632A (ja) | 2004-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4933554B2 (ja) | 積層型圧電素子、これを用いた噴射装置及び燃料噴射システム、並びに積層型圧電素子の製造方法 | |
| EP1753039B1 (en) | Multilayer piezoelectric element | |
| JP2012099827A (ja) | 積層型電子部品及びこれを用いた噴射装置 | |
| JP3730893B2 (ja) | 積層型圧電素子及びその製法並びに噴射装置 | |
| CN100448047C (zh) | 叠层型电子部件及其制法、叠层型压电元件及喷射装置 | |
| JP4817610B2 (ja) | 積層型圧電素子およびその製造方法ならびにこれを用いた噴射装置 | |
| JP4885869B2 (ja) | 積層型圧電素子およびこれを用いた噴射装置 | |
| JP4373643B2 (ja) | 積層型圧電素子及びその製法並びに噴射装置 | |
| JP4803956B2 (ja) | 圧電セラミックスおよびこれを用いた積層型圧電素子並びに噴射装置 | |
| JP3921171B2 (ja) | セラミック電子部品及びその製法並びに噴射装置 | |
| JP4261903B2 (ja) | セラミック電子部品及び噴射装置 | |
| JP4942461B2 (ja) | セラミック電子部品及び噴射装置 | |
| JP2002171003A (ja) | 積層型圧電素子および噴射装置 | |
| CN100587989C (zh) | 叠层型电子部件及使用其的喷射装置 | |
| JP4868707B2 (ja) | 積層型圧電素子および噴射装置 | |
| CN100587990C (zh) | 层叠型压电元件及使用该层叠型压电元件的喷射装置 | |
| JP3894861B2 (ja) | 積層型圧電素子及び噴射装置 | |
| JP3872349B2 (ja) | 積層型圧電素子の製法 | |
| JP4822664B2 (ja) | 積層型圧電素子およびその製法、並びに噴射装置 | |
| JP4109433B2 (ja) | 積層型圧電素子の製造方法 | |
| JP2005243677A (ja) | 積層型電子部品とその製造方法およびこれを用いた噴射装置 | |
| JP2006245594A (ja) | 積層型圧電素子の製造方法及び積層型圧電素子 | |
| JP2005268820A (ja) | 積層型圧電素子及び噴射装置 | |
| JP2003188430A (ja) | 積層型圧電素子およびそれを用いた噴射装置 | |
| JP2005039191A (ja) | 積層型電子部品およびこれを用いた噴射装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050307 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060131 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060403 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A132 Effective date: 20060926 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070116 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070206 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070216 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3921171 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110223 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110223 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120223 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120223 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130223 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140223 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |