JP3924193B2 - セラミックヒータ、それを用いたグロープラグ及びセラミックヒータの製造方法 - Google Patents
セラミックヒータ、それを用いたグロープラグ及びセラミックヒータの製造方法 Download PDFInfo
- Publication number
- JP3924193B2 JP3924193B2 JP2002116761A JP2002116761A JP3924193B2 JP 3924193 B2 JP3924193 B2 JP 3924193B2 JP 2002116761 A JP2002116761 A JP 2002116761A JP 2002116761 A JP2002116761 A JP 2002116761A JP 3924193 B2 JP3924193 B2 JP 3924193B2
- Authority
- JP
- Japan
- Prior art keywords
- resistor
- ceramic
- heater
- axis
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Landscapes
- Resistance Heating (AREA)
Description
【発明の属する技術分野】
本発明は、ディーゼルエンジン予熱用のグロープラグ等に使用されるセラミックヒータとその製造方法、及び該セラミックヒータを用いたグロープラグに関する。
【0002】
【従来の技術】
従来、上記のようなセラミックヒータとして、絶縁性のセラミック基体に対し、導電性セラミックからなる抵抗発熱体を埋設した構造を有するものが知られている。このようなセラミックヒータにおいては、セラミック基体中に埋設されたタングステン金属等からなる金属リードを介して抵抗発熱体への通電を行なっていたが、金属リードを使用する分だけ部品点数が増え、製造工数の増大も招きやすいのでコストアップを生じやすい問題があった。そこで、特許第3044632号公報には、主要な抵抗発熱部を第一抵抗体部分として構成する一方、該第一抵抗体部分よりも低抵抗率の導電性セラミックからなる第二抵抗体部分を第一抵抗体部分への導通路として用い、金属リードを廃止したオールセラミック型のヒータ構造が開示されている。
【0003】
また、抵抗率の異なる抵抗体部分を一体化することにより、通電初期においては第二抵抗体部分を介して第一抵抗部分に大電流を流して急速昇温させるとともに、目標温度に近づいたときの電流制御を第二抵抗体部分の電気抵抗上昇により行なう、いわゆる自己飽和型発熱特性を有したセラミックヒータを実現しやすい利点もある。該効果は、特開2000−130754号公報においても、抵抗率の異なる2種類の抵抗体部分を接合したセラミック抵抗体に金属リードを介して通電するセラミックヒータの構造とともに、同様に開示されている。
【0004】
この場合、いずれの構造のセラミックヒータにおいては、異材質のセラミック抵抗体の接合面が必然的に形成されることになるが、電気抵抗率の異なる導電性セラミックは線膨張係数にも相当の差を有しているのが通常である。従って、グロープラグのように昇温/冷却が頻繁に繰り返される用途においては、上記線膨張率差に起因した熱応力が異種抵抗体部分の接合面に集中しやすい問題がある。特に特許3044632号公報に開示されているように、軸線と直交する平坦な界面により抵抗体を接合した構造では、接合面積をあまり大きくできないため、上記の応力集中により、接合面に沿った抵抗体の破断を生じやすい欠点がある。そこで、特開2000−130754号公報には、第一抵抗体部分の端部に円孔状の凹部を設け、第二抵抗体部分の端部にこの凹部と嵌合する凸部を設けることにより接合面積を増加させ、強度向上を図る提案がなされている。
【0005】
【発明が解決しようとする課題】
しかし、上記公報のセラミックヒータには以下のような欠点がある。
▲1▼接合面内に孤立した凸部や凹部を形成する必要があるため、抵抗体を射出成形/焼成により製造しようとする際に、2つの抵抗体部分を全く別の金型により独立して成形しなければならず、製造工数及び金型コストの増大を招きやすい。特に、凹部を形成する側の金型は、凹部を形成するためのコアを金型に対して進退可能に設けなければならず、金型が高価なものになりやすい。
▲2▼上記のような構造のセラミック抵抗体の発熱は、第一抵抗体部分の先端側において高く、そこから軸線方向後方に離れるに従い低温化する。従って、発熱の大きい第一抵抗体部分と比較的低温となる第二抵抗体部分との間には、軸線方向(接合方向)に沿って大きな温度勾配が形成されやすい。しかし、上記公報のセラミックヒータでは、異種セラミックからなる第一抵抗体部分と第二抵抗体部分との断面比率が、凹凸嵌合の接合部にて階段状に急変化しているため、上記温度勾配が生じたときに、接合部における熱応力集中を緩和する効果はそれほど期待できない。
【0006】
本発明の課題は、異種の抵抗体部分の接合体としてセラミック抵抗体が形成されつつも安価に製造可能なセラミックヒータとその製造方法とを提供することを第一の課題とする。また、異種抵抗体部分の接合部分の強度及び耐久性に優れたセラミックヒータを提供することを第二の課題とする。また、本発明は、それらセラミックヒータを用いたグロープラグも提供する。
【0007】
【課題を解決するための手段及び作用・効果】
本発明のセラミックヒータは、絶縁性セラミックからなるセラミック基体中に導電性セラミックからなるセラミック抵抗体が埋設された棒状のヒータ本体を有し、セラミック抵抗体は、ヒータ本体の先端部に配置される第一導電性セラミックからなる第一抵抗体部分と、各々該第一抵抗体部分の後方側において、ヒータ本体の軸線方向に延伸する形で配置され、先端部が第一抵抗体部分の通電方向における両端部にそれぞれ接合されるとともに、第一導電性セラミックよりも抵抗率が低い第二導電性セラミックからなる1対の第二抵抗体部分とを有する。セラミック抵抗体を、このように抵抗率の異なる抵抗体部分の接合体として構成することの目的は、既に説明した従来のセラミックヒータと同じである。
【0008】
そして、本発明に係るセラミックヒータの第一の構成においては、上記第一の課題を解決するために、それら第一抵抗体部分と第二抵抗体部分との接合面が、その少なくとも一部がヒータ本体の軸線と直交する平面から逸脱した面とされてなり、かつ、該ヒータ本体の軸線と第二抵抗体部分の軸線とを含む平面を基準平面として、該基準平面と直交する平面、該基準平面と直交する曲面もしくはそれらの組合せからなることを特徴とする。
【0009】
抵抗体部分の接合面の少なくとも一部を、ヒータ本体の軸線と直交する平面から逸脱した面とすることで、接合面をヒータ本体の軸線と直交する単純な平面形状とする場合と比較して接合面積が増大し、両抵抗体部分の接合強度の向上を図ることができる。そして、その接合面をさらに、第二抵抗体部分の各軸線を含む平面を基準平面として、該基準平面と直交する平面、該基準平面と直交する曲面もしくはそれらの組合せとして形成することにより、セラミック抵抗体を射出成形により製造する際に、具体的には、両抵抗体部分のいずれかの成形体をインサートとして、他方の抵抗体部分をインサート成形により一体化する製法を採用する際に、金型の共有化と工程の大幅な簡略化を図ることが可能となり、製造コストを大幅に削減することができる。
【0010】
その具体的な工程は、本発明のセラミックヒータの製造方法により実現できる。すなわち、該方法は、ヒータ本体を製造するために、セラミック基体の粉末成形部中にセラミック抵抗体の粉末成形部を埋設したセラミック粉末成形体の製造工程と、そのセラミック粉末成形体を焼成する焼成工程とを含む。そのセラミック粉末成形体の製造工程において、抵抗体粉末成形部は射出成形により製造され、その射出成形を行なう際に、抵抗体粉末成形部の射出空間を基準平面に相当する分割面により分割して第一金型と第二金型とに割り振った分割金型を用意する。第二金型としては、第一抵抗体部分用の空間と第二抵抗体部分用の空間とが一体化された第二側一体射出空間を有するものを用意する一方、第一金型として、第一抵抗体部分と第二抵抗体部分との一方を予備成形体として成形するための部分射出空間と、該部分射出空間との隣接面が分割面と垂直であり、かつ第二金型と型合わせされた際に、第二側一体射出空間のうち予備成形体の成形に使用されない空間部分を充填する充填部とが形成された予備成形金型と、第一抵抗体部分用の空間と第二抵抗体部分用の空間とが一体化された第一側一体射出空間を有するインサート成形用金型とをそれぞれ用意する。
【0011】
そして、第二金型と予備成形金型とを型合わせして成形用材料を射出することにより、まず、予備成形体を製造する。次いで、その予備成形体を第一側一体射出空間と第二側一体射出空間との対応する空間部にインサートとして配置した状態で第二金型とインサート成形用金型とを型合わせし、残余の空間部に成形用材料を射出することにより、該射出成形部分を予備成形体に一体化して抵抗体粉末成形部を得る。
【0012】
上記方法においては、セラミック抵抗体を製造するための射出成形金型として分割金型を用いる点に関しては、一般の射出成形と同様である。また、セラミック抵抗体の形状は、本発明の適用対象となるセラミックヒータ特有のものであり、第一抵抗体部分の両端に通電経路となる第二抵抗体部分を同方向に延伸形態にて配置した、例えばU字状あるいはC字状のものとなる。このような形態のセラミック抵抗体(抵抗体粉末成形部)を射出成形にて製造する場合、2つの第二抵抗体部分の両軸線を含む平面を基準平面として、これを金型に形成された射出空間(キャビティ)の分割面として用いれば、射出成形体を容易に金型から取り出すことができる。
【0013】
そして、本発明の方法では、第一抵抗体部分と第二抵抗体部分との一方を予備成形体として先行形成し、これに他方をインサート成形により一体化するインサート成形工程を採用する。そのインサート成形に使用する分割金型は、第二金型として、第一抵抗体部分用の空間と第二抵抗体部分用の空間とが一体化された第二側一体射出空間を有するものを1種類のみ用意し、これを予備成形体の製造と、インサート成形との双方に共用する。他方、第一金型は、予備成形体製造用の予備成形金型と、インサート成形を行なうための本成形金型との2種類を用意する。予備成形金型には、予備成形体を作るための部分射出空間を形成するとともに、第二側一体射出空間のうち予備成形体の成形に使用されない空間部分を充填する充填部を隣接形成しておくことで、第二側一体射出空間の必要な空間部分のみを利用して予備成形体の製造を合理的に行なうことができる。このとき、第一抵抗体部分と第二抵抗体部分との接合面の形状を、上記の基準平面、すなわち、成形時における射出空間の分割面に対し、直角な平面、曲面またはそれらの組合せからなるものとしておけば、予備成形金型を第二金型から上記の分割面と直角な方向に離脱させる形で、予備成形体を損傷させることなく簡単に型開きできる。つまり、上記のように接合面形状を定めておけば、該接合面に予定された予備成形体の端面、すなわち、予備成形体の充填部との接触面(すなわち、部分射出空間との隣接面)のあらゆる部分が型開き方向と平行になり、型開き時の充填部の移動軌跡と予備成形体との干渉を回避できる。
【0014】
そして、型開き後は、同じ第二金型内に予備成形体を配置した状態で第一金型を本成形金型に交換し、インサート成形により残余部分を成形・一体化すれば、抵抗体粉末成形部を簡単に得られる上、第二金型を予備成形と本成形(インサート成形)とに共用できるので、金型費用も節約できる。すなわち、異種の抵抗体部分の接合体としてセラミック抵抗体が形成されているにもかかわらず、安価に製造可能であり、本発明の第一の課題が解決される。
【0015】
次に、本発明に係るセラミックヒータの第二の構成においては、上記第二の課題を解決するために、第一抵抗体部分と第二抵抗体部分との接合面が主に(具体的には、接合面全体の50%以上)、ヒータ本体の軸線と直交する平面に対し傾斜した傾斜面部により形成されてなることを特徴とする。
【0016】
この構成によると、第一抵抗体部分と第二抵抗体部分との接合面が上記のような傾斜面部を有していることにより、接合面をヒータ本体の軸線と直交する単純な平面形状とする場合と比較して接合面積が増大し、両抵抗体部分の接合強度の向上を図ることができる。また、傾斜面部は、例えば凹凸嵌合面等と比較して形状が単純であり、射出成形等にて各抵抗体部分を製造する際の金型費用も安価に抑えることができる。さらに、接合面形状が単純なため、例えば第一抵抗体部分と第二抵抗体部分との一方を予備成形体として、他方をインサート成形によりこれと一体化する工程を採用する場合は、接合面における成形用材料のつきまわりが良好となり、接合面への気泡残留等による欠陥も形成されにくい。
【0017】
さらに、傾斜面部においては、第一抵抗体部分と第二抵抗体部分との各セラミックの分布比率が、ヒータ本体の軸線方向において徐々に変化するため、該軸線方向に大きな温度勾配が生じた場合でも、接合部において熱応力が局所的に集中する不具合が生じにくく、熱衝撃等が繰り返し加わった場合でも接合部の耐久性を良好に確保することができる。すなわち、本発明の第二の課題を解決することができる。
【0018】
なお、上記効果を高めるためには、第一抵抗体部分と第二抵抗体部分との接合面の全面を傾斜面部として構成することが望ましいが、例えば前記したインサート成形によりセラミック抵抗体を製造する場合には、予備成形体の接合面として予定された端面側の形状が、上記傾斜面部の形成に伴い鋭角状の先端部を有するものとなり、欠け等の不具合を生じやすくなる場合がある。そこで、これを防止するために、接合面領域のうち、該先端部を形成する部位のみは角度の緩い傾斜面としたり、あるいはヒータ本体の軸線と直交する平面として構成することが有効である。
【0019】
なお、上記本発明のセラミックヒータの第一及び第二の構成は当然、互いに組み合わせて実施することが可能であり、この場合、前記した第一及び第二の課題を同時に解決することが可能となる。
【0020】
次に、本発明のグロープラグは、上記本発明のセラミックヒータと、該セラミックヒータのヒータ本体を周方向に取り囲むとともに、軸線方向においてヒータ本体の先端部を突出させる形にて配置される金属外筒と、その金属外筒の軸線方向後端部に結合され、外周面に内燃機関への取付部が形成された主体金具とを備えたことを特徴とする。本発明のセラミックヒータを採用することで、耐久性に優れたグロープラグを安価に実現することが可能となる。
【0021】
なお、本明細書の特許請求の範囲において各要件に付与した符号は、添付の図面の対応部分に付された符号を援用して用いたものであるが、あくまで発明の理解を容易にするために付与したものであり、特許請求の範囲における各構成要件の概念を何ら限定するものではない。
【0022】
【発明の実施の形態】
以下、本発明の実施の形態を、図面を用いて説明する。
図1は、本発明のセラミックヒータを使用したグロープラグの一例を、その内部構造とともに示すものである。該グロープラグ50はセラミックヒータ1を有し、そのヒータ本体2の先端部が突出するようにその外周面を覆う金属外筒3、さらにその金属外筒3を外側から覆う筒状の主体金具4等を備えている。主体金具4の外周面には、図示しないエンジンブロックにグロープラグ50を固定するための、取付部としてのねじ部5が形成されている。なお、主体金具4は金属外筒3に対し、例えば両者の内外周面の隙間を充填する形でろう付けするか、あるいは主体金具4の先端側開口内縁と、金属外筒3の外周面とをに全周レーザー溶接する形で固定される。
【0023】
図2はセラミックヒータ1を拡大して示す縦断面図及びそのA−A断面図である。ヒータ本体2は、絶縁性セラミックからなるセラミック基体13中に導電性セラミックからなるセラミック抵抗体10が埋設された棒状の形態を有する。そして、セラミック抵抗体10は、ヒータ本体2の先端部に配置される第一導電性セラミックからなる第一抵抗体部分11と、各々該第一抵抗体部分11の後方側において、ヒータ本体2の軸線Oの方向に沿って延伸する形で配置され、先端部が第一抵抗体部分11の通電方向における両端部にそれぞれ接合されるとともに、第一導電性セラミックよりも抵抗率が低い第二導電性セラミックからなる1対の第二抵抗体部分12,12とを有する。
【0024】
セラミック基体13を構成する絶縁性セラミックとして、本実施形態では窒化珪素質セラミックが採用されている。窒化珪素質セラミックの組織は、窒化珪素(Si3N4)を主成分とする主相粒子が、後述の焼結助剤成分等に由来した粒界相により結合された形態のものである。なお、主相は、SiあるいはNの一部が、AlあるいはOで置換されたもの、さらには、相中にLi、Ca、Mg、Y等の金属原子が固溶したものであってもよい。例えば、次の一般式にて表されるサイアロンを例示することができる;
β−サイアロン:Si6−zAlzOzN8−z(z=0〜4.2)
α−サイアロン:Mx(Si,Al)12(O,N)16(x=0〜2)
M:Li,Mg,Ca,Y,R(RはLa,Ceを除く希土類元素)。
【0025】
窒化珪素質セラミックには、周期律表の3A、4A、5A、3B(例えばAl)及び4B(例えばSi)の各族の元素群及びMgから選ばれる少なくとも1種を前記のカチオン元素として、焼結体全体における含有量にて、酸化物換算で1〜10質量%含有させることができる。これら成分は主に酸化物の形で添加され、焼結体中においては、主に酸化物あるいはシリケートなどの複合酸化物の形態にて含有される。焼結助剤成分が1質量%未満では緻密な焼結体が得にくくなり、10質量%を超えると強度や靭性あるいは耐熱性の不足を招く。焼結助剤成分の含有量は、望ましくは2〜8質量%とするのがよい。焼結助剤成分として希土類成分を使用する場合、Sc、Y、La、Ce、Pr、Nd、Sm、Eu、Gd、Tb、Dy、Ho、Er、Tm、Yb、Luを用いることができる。これらのうちでもTb、Dy、Ho、Er、Tm、Ybは、粒界相の結晶化を促進し、高温強度を向上させる効果があるので好適に使用できる。
【0026】
次に、抵抗発熱体10を構成する第一抵抗体部分11及び第二抵抗体部分12,12は、前記した通り電気抵抗率の異なる導電性セラミックにて構成されている。両導電性セラミックの電気抵抗率を互いに異なるものとする方法は特に限定されず、例えば、
▲1▼同種の導電性セラミック相を用いつつ、その含有量を互いに異ならせる方法;
▲2▼電気抵抗率の異なる異種の導電性セラミック相を採用する方法;
▲3▼▲1▼と▲2▼の組合せによる方法;
等、種々例示できるが、本実施形態では▲1▼の方法を採用している。
【0027】
導電性セラミック相としては、例えば、炭化タングステン(WC)、二珪化モリブデン(MoSi2)及び二珪化タングステン(WSi2)等、周知のものを採用できる。本実施形態ではWCを採用している。なお、セラミック基体13との線膨張係数差を縮小して耐熱衝撃性を高めるために、セラミック基体13の主成分となる絶縁性セラミック相、ここでは窒化珪素質セラミック相を配合することができる。従って、絶縁性セラミック相と導電性セラミック相との含有比率を変化させることにより、抵抗体部分を構成する導電性セラミックの電気抵抗率を所望の値に調整することができる。
【0028】
具体的には、抵抗発熱部をなす第一抵抗体部分11の材質である第一導電性セラミックは、導電性セラミック相の含有率を10〜25体積%、残部を絶縁性セラミック相とするのがよい。導電性セラミック相の含有率が25体積%を超えると、導電率が高くなりすぎて十分な発熱量が期待できなくなり、10体積%未満になると逆に導電率が低くなりすぎ、同様に発熱量が十分に確保できなくなる。
【0029】
他方、第二抵抗体部分12,12は、その第一抵抗体部分11に対する導通経路となるものであり、その材質である第二導電性セラミックは導電性セラミック相の含有率を15〜30体積%、残部を絶縁性セラミック相とするのがよい。導電性セラミック相の含有率が30体積%を超えると焼成による緻密化が困難となり、強度不足を招きやすくなるほか、エンジン予熱のために通常使用される温度域に到達しても電気抵抗率の上昇が不十分となり、電流密度を安定化させるための自己飽和機能が実現できなくなる場合がある。他方、15体積%未満では第二抵抗体部分12,12での発熱が大きくなりすぎて、第一抵抗体部分11の発熱効率が悪化することにつながる。なお、前記した通電電流の自己飽和機能を十分なものとするためには、第一導電性セラミック中の導電性セラミック相の含有率をV1(体積%)、第二導電性セラミック中の導電性セラミック相の含有率をV2(体積%)として、V1/V2が0.5〜0.9程度となるように、導電性セラミック相の含有に差をつけておくことが望ましい。本実施形態では、第一導電性セラミック中のWCの含有率が16体積%(55質量%)、第二導電性セラミック中のWCの含有率が20体積%(70質量%)としている(残部いずれも窒化珪素質セラミック(焼結助剤含む))。
【0030】
本実施形態においてセラミック抵抗体10は、第一抵抗体部分11がU字形状をなし、そのU字底部がヒータ本体2の先端側に位置するように配置され、第二抵抗体部分12,12は、該U字形状の第一抵抗体部分11の両端部からそれぞれ軸線O方向に沿って後方に延伸する、互いに略平行な棒状部とされている。
【0031】
セラミック抵抗体10において第一抵抗体部分11は、動作時に最も高温となるべき先端部11aに対して電流を集中するために、該先端部11aを両端部11b、11bよりも細径としている。そして、第二抵抗体部分12,12との接合面15は、その先端部11aよりも径大となった両端部11b、11bに形成されるとともに、第二抵抗体部分12,12の軸断面積自体が、第一抵抗体部分11の先端部11aの断面積(本明細書では、ヒータ本体2の軸線Oを含み、後述する基準平面Kと直交する平面による断面積として規定する)よりも大きく設定されている。すなわち、U字形状のセラミック抵抗体10全体としてみたとき、該セラミック抵抗体10は、U字底をなす先端部11aに対し、その両端に先端部11aへの通電経路をなすとともに、該先端部11aよりも径大となる2本の径大棒状部Ld,Ldが接続された形態をなし、かつ第一抵抗体部分11と第二抵抗体部分12,12との接合面15,15が、いずれも径大棒状部Ld,Ldに形成された形となっている。
【0032】
すでに説明した通り、接合面15,15は異材質のセラミック抵抗体の接合面であり、グロープラグのように昇温/冷却が頻繁に繰り返される用途においては、両セラミックの線膨張率差に起因した熱応力が接合面15に集中しやすい。しかし、その接合面15,15を径大棒状部Ld,Ldに形成することで、接合面積を増大させることができ、ひいては熱応力集中に対する強度のマージンを拡大することができるので、より耐久性に優れたセラミックヒータを実現できる。また、接合面15を径大棒状部Ldに位置させることことは、細径の先端部11aの区間内には少なくとも接合面15が形成されないことを意味するから、発熱により最も高温化するセラミック抵抗体10の先端位置から接合面15までの距離をその分長くでき、ひいては接合面15に過大な温度勾配や温度ヒステリシスの大きな加熱/冷却サイクルが加わることを抑制できる利点もある。
【0033】
また、本実施形態の接合面15は、さらに以下の2つの特徴を有している。
▲1▼図4に示すように、ヒータ本体2の軸線Oと直交する平面Pから逸脱した面を含み(つまり、軸線Oと直交しない面領域を有する)、接合面積の拡張が図られている。さらに、第二抵抗体部分12,12の各軸線J及びヒータ本体2の中心軸線Oを含む平面を基準平面Kとしたとき、後述する製造工程上の便宜を考慮して、接合面15はその全体が、該基準平面Kと直交する平面15t,15eの組合せにより形成されている。本実施形態では、ヒータ本体2の軸線Oも該基準平面K上に位置するものとされている。なお、第二抵抗体部分12は、後述の接合部を除いた部分が楕円状断面の直柱状の形態とされ、軸線Jはその直柱状部分の延伸方向と直交する任意の断面の幾何学的重心位置を接続したものとして定義する。
▲2▼ヒータ本体2の軸線Oと直交する平面Pに対し傾斜した傾斜面部15tを有している。
【0034】
上記▲1▼のように接合面を形成することの効果は、製造工程の説明とともに後述する。また、▲2▼による効果は、以下の通りである。すなわち、傾斜面部15t自体がヒータ本体2の軸線Oと直交する平面Pから逸脱した面であるため、接合面積が拡張され、接合強度が向上する。また、傾斜面部15tは形状が単純であり、後述するインサート成形時において、接合面15における成形用材料のつきまわりが良好となり、気泡残留等による欠陥が形成されにくい。さらに、傾斜面部15tにおいては、第一抵抗体部分11と第二抵抗体部分12との各セラミックの分布比率が、ヒータ本体2の軸線O方向において徐々に変化するため、熱応力の局所集中が生じにくくなり、熱衝撃等が繰り返し加わった場合でも接合部の耐久性を良好に確保することができる。
【0035】
次に、図4に示すように、セラミック抵抗体10の第一抵抗体部分11と第二抵抗体部分12との接合部(軸線Oの向きにおける接合面15の存在区間を意味するものとする)は、ヒータ本体2の軸線Oと任意の位置において直交する平面による断面のうち、その断面積が最小となるものの該断面積をS0、及び接合面15の全面積をSとして、S/S0の値が1.2以上10以下に調整されていることが望ましい。S/S0の値が1.2以下では、接合面15を増大させる効果に乏しく、該値が10以上では接合部が長くなり、セラミックヒータ1の不必要な寸法増大につながる。
【0036】
なお、接合面15は、全面を傾斜面部として構成することもできるが、例えば後述するインサート成形によりセラミック抵抗体10を製造する場合には、インサートとなる予備成形体の、接合面15として予定された端面側の形状が、図3(a)に破線で示すように、傾斜面部の形成に伴い鋭角状の先端部を有するものとなり、欠け等の不具合を生じやすくなる場合がある。そこで、これを防止するために、接合面のうち、該先端部を形成する部位のみは角度の緩い傾斜面15eとしたり、あるいは第二抵抗体部分12の軸線Jと直交する平面として構成することが有効である。
【0037】
例えば、図4において、第二抵抗体部分12の軸線Jを含む任意の平面による断面において、ヒータ本体2の外形線と接合面15を表す線との交点位置における交差角度をθとしたとき、該θが最小となる平面(図4において、この平面は基準平面Kである)による断面でのθの値を20゜以上とすることが、上記成形体の欠け等を防止する上で望ましい。なお、θの最大値が、軸線Jと直交する平面を採用したときの90゜となることは自明である。
【0038】
なお、傾斜面部15tは形状単純化の観点から、図4に示すように、平面状にすることが望ましいが、傾斜面部効果が損なわれない範囲にて、図中に一点鎖線で示すように、若干の曲率を付与した曲面形状に形成してもよい。このようにすれば、接合面積の増大効果をさらに高めることができる。
【0039】
図2に戻り、セラミック抵抗体10の1対の第二抵抗体部分12,12は、それぞれ軸線方向後端部においてヒータ本体2の表面に露出しており、その露出部12a,12aが該セラミック抵抗体10への通電端子部16,17の接合領域とされている。この構造では、ヒータ本体2に通電用のリード線が埋設する必要がなく、該ヒータ本体2をオールセラミックにて構成できるので、製造工数の削減を図ることができる。また、金属リード線をセラミック中に埋設する構造では、高温下でヒータ駆動用の電圧を印加したときに、金属リード線を構成する金属原子が、その電界勾配による電気化学的な駆動力を受けてセラミック側に強制拡散する、いわゆるエレクトロマイグレーション効果によって消耗し、断線等を生じやすくなることがある。しかし、上記構造では通電端子部16,17が、導通路を形成する第二抵抗体部分12,12の露出部12a,12aに接合されるのみで埋設形態となならないことから、上記エレクトロマイグレーション効果の影響を本質的に受けにくい利点もある。
【0040】
本実施形態では、ヒータ本体2の軸線O方向後端部において、セラミック基体13の一部を切り欠き形態とし、その切欠部13aに第二抵抗体部分12の後端部を露出させている。これにより、上記の露出部12a,12aを簡単に形成することができる。このような切欠部13aは、成形体の段階で形成しておいてもよいし、焼成後にグラインダ研削加工等により後形成しても、いずれでもよい。
【0041】
また、通電端子部16,17は、例えばNiあるいはNi合金等の金属製であり、第二抵抗体部分12,12に対し露出部12a,12aにおいてろう付け接合されている。このろう付けは、金属−セラミック接合のため、これに適した活性ろう材を用いるか、あるいはその活性金属成分を蒸着等によりセラミック側に付着させてメタライズし、その後通常のろう材を用いて接合する手法を採用することが望ましい。ろう材としてはAg系あるいはCu系の公知のものが使用でき、活性金属成分としてはTi、Zr及びHfの1種又は2種以上を使用することができる。
【0042】
図1に示すように、主体金具4の内側には、その軸線O方向において後端側から、セラミックヒータ1に電力を供給するための金属軸6が主体金具4と絶縁状態にて配置されている。本実施形態では、金属軸6の後端側外周面と主体金具4の内周面との間にセラミックリング31を配置し、その後方側にガラス充填層32を形成して固定する形としている。なお、セラミックリング31の外周面には、径大部の形でリング側係合部31aが形成され、主体金具4の内周面後端寄りに、周方向段部の形で形成された金具側係合部4eに係合することで、軸線方向前方側への抜け止めがなされている。また、金属軸6のガラス充填層32と接触する外周面部分には、ローレット加工等による凹凸が施されている(図では網掛けを描いた領域)。さらに、金属軸6の後端部は主体金具4の後方に延出し、その延出部に絶縁ブッシュ8を介して端子金具7がはめ込まれている。該端子金具7は、周方向の加締め部9により、金属軸6の外周面に対して導通状態で固定されている。
【0043】
また、セラミック抵抗体10の第二抵抗体部分12,12は、露出部12a,12aにおいて、その一方が接地用通電端子部16により金属外筒3を介して主体金具4に電気的に接続され、同じく他方が電源側通電端子部17により金属軸6に電気的に接続されている。本実施形態では、第二抵抗体部分12はヒータ本体2の外周面後端部に露出部12aを形成しており、ヒータ本体2は、軸線O方向において、後端面2rが金属外筒3の後端面3rよりも前方側に位置している。接地用金属リード部16は、ヒータ本体2の露出部12aと金属外筒3の内周面後端部とをつなぐ形で配置され、さらに金属外筒3の、後述するヒータ本体2の切欠部13aの前端縁よりも後方に位置する部分の内側がガラス30にて充填されている。これにより、接地用通電端子部16は略全体がガラス30内に埋没するので、振動等が加わっても断線や接触不良等を生じにくい。本実施形態では、接地用通電端子部16は帯状の金属部材とされ、その一方の板面16aの前端部が、対応する第二抵抗体部分12にろう付けにより接合される一方、他方の板面16bの後端部が金属外筒3の内周面後端部に、例えばろう付けやスポット溶接により接合されている。これにより、接地用通電端子部16の接合をより簡便に行なうことができる。
【0044】
次に、図2及び図4に示すように、セラミック抵抗体10の接合面15に形成される傾斜面部15tは、前記した基準平面K(紙面と平行)に対し垂直に形成されている。この傾斜面部15tの傾斜方向は、図9に示すように、傾斜面部15tにて接する第一抵抗体部分11と第二抵抗体部分12との、ヒータ本体2の軸線Oに関する半径方向Rにおける位置関係を、第一抵抗体部分11の方が外側に位置するように配置する態様と、図10に示すようにその逆とする態様との2通りが可能である。特に図9の態様を採用した場合、発熱の大きい第一抵抗体部分11の末端部が、伝熱性の良好な金属外筒3に近づき、セラミック抵抗体10の接合面15近傍の熱引きが促進される。その結果、接合強度が不足しやすい接合面15近傍の温度勾配が緩和され、接合面15へ熱応力が過度に集中する不具合をより回避しやすい利点が生ずる。
【0045】
また、図11及び図12に示すように、セラミック抵抗体10の第一抵抗体部分11と第二抵抗体部分12との接合界面15の一部(図11)又は全部(図12)を、金属外筒3の軸線O方向において該金属外筒3の前端縁3fよりも後方側に位置する形で配置すれば、第一抵抗体部分11の末端部が金属外筒3と接する形になるので、上記熱引き改善効果が一層高められる。この場合、図11に示すように、接合界面15の一部のみが金属外筒3内に位置するようにすれば、第一抵抗体部分11の発熱が金属外筒3に過剰に奪われる不具合も生じにくく、セラミックヒータ1の発熱効率を良好に維持する上でより好都合である。
【0046】
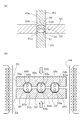
以下、セラミックヒータ1(ヒータ本体2)の製造方法について説明する。まず、セラミック抵抗体10となるべき抵抗体粉末成形部34(図6)を、射出成形、具体的にはインサート成形により作成する。図5はその工程の一例を示すものである。成形に使用する金型は、抵抗体粉末成形部34の射出空間を基準平面Kに相当する分割面DPにより分割して第一金型50A,50Bと第二金型51とに割り振った分割金型を用いる。
【0047】
このうち、第二金型51としては、第一抵抗体部分11(図2)を成形するための空間55と、第二抵抗体部分12,12(図2)を成形するための空間56とが一体化された、第二側一体射出空間57を有するものを用意する。他方、第一金型としては、図5(a)に示す予備成形金型50Aと、同図(b)に示すインサート成形用金型50Bとを用意する。予備成形金型50Aは、第二抵抗体部分12,12を予備成形体34b、34bとして成形するための部分射出空間58を有するとともに、該部分射出空間58との隣接面59が分割面DPと垂直であり、かつ第二金型51と型合わせされた際に、第二側一体射出空間57のうち予備成形体34b,34bの成形に使用されない空間部分55を充填する充填部60が、金型分割面から突出形成されたものである。他方、インサート成形用金型50Bは、第一抵抗体部分11(図2)を成形するための空間61と、第二抵抗体部分12,12(図2)を成形するための空間62とが一体化された第一側一体射出空間63を有するものである。
【0048】
まず、図5(a)に示すように、第二金型51と予備成形金型50Aとを型合わせして、成形用材料CP1を射出することにより予備成形体34b,34bを製造する。成形用材料CP1は、第二導電性セラミックの組成が得られるように配合された炭化タングステン粉末、窒化珪素粉末及び焼結助剤粉末とからなる原料セラミック粉末に対し、有機バインダと混練したコンパウンドを加熱により溶融流動化させたものである。
【0049】
予備成形体34b,34bの射出成形が終われば、金型を型開きする。ここで、第一抵抗体部分11と第二抵抗体部分12との接合界面15が、基準平面K、すなわち射出空間の分割面DPに対し、直角な面のみによって形成されていることから、予備成形金型50Aを第二金型51から分割面DPと直角な方向に離脱させる形で、予備成形体34b,34bを損傷させることなく簡単に型開きできる。
【0050】
次いで、図5(b)に示すように、その予備成形体34b,34bを、第一側一体射出空間63と第二側一体射出空間57との対応する空間部56,62にインサートとして配置した状態で、第二金型51とインサート成形用金型50Bとを型合わせする。そして、残余の空間部55,61に成形用材料CP2を射出することにより、該射出成形部分34a(図6)を予備成形体34b,34bに一体化して抵抗体粉末成形部34を得る。成形用材料CP2は、成形用材料CP1と同様のコンパウンドであるが、原料粉末は第一導電性セラミックの組成が得られるように配合されたものである。このとき、図5(a)の工程で得られた予備成形体34b,34bを第二金型51内に残した状態で、予備成形金型50Aをインサート成形用金型50Bに交換し、引き続きインサート成形を行なうようにすれば一層能率的である。
【0051】
なお、第一抵抗体部分11と第二抵抗体部分12との成形の順序は入れ替えてもよいが、予備成形金型として、第二側一体射出空間57の空間部分56を充填する充填部を形成したものが必要である。なお、本実施形態では、図2に示すように、ヒータ本体2の軸線O方向において、第一抵抗体部分11の寸法が第二抵抗体部分12の寸法よりも小とされているが、このような場合は、抵抗体粉末成形部34の製造に際し、図5のように、第二抵抗体部分12,12に相当する部分を予備成形体34b,34bとなすことで、以下のような利点を生ずる。すなわち、第二抵抗体部分12,12に相当する部分を射出成形する場合、図5(a)に示すように、キャビティの長手方向後端部に材料射出用のスプルSP1を形成することが、成形用材料CP1をキャビティ内に均等に射出する観点において有利である。このとき、第二抵抗体部分12,12が長いと、成形用材料CP1の流動距離は相当長くなり、接合面位置に到達するまでに、溶融したバインダの温度がある程度低下することが避けがたい。しかし、第一抵抗体部分11は寸法が小さいために、成形用材料CP2の流動距離は短く温度低下も起こりにくい。従って、インサート成形で2つの成形体部分を接合面にて一体化する場合、第二抵抗体部分12,12をインサートとして、第一抵抗体部分11を後で形成するようにすれば、接合面に到達する時の成形用材料CP2の温度をより高くすることができ、強固で欠陥の少ない接合状態を得ることができる。
【0052】
上記のようにして抵抗体粉末成形部34を作成したら、セラミック基体13を形成するための原料粉末を予め金型プレス成形することにより、図6(a)に示すような、上下別体に形成された基体成形体としての分割予備成形体36,37を用意しておく。これら分割予備成形体36,37は、上記抵抗体粉末成形部34に対応した形状の凹部37a(分割予備成形体36側の凹部は図面に表れていない)がその合わせ面に形成されている。次いで、この凹部に抵抗体粉末成形部34を収容し、分割予備成形体36,37を上記合わせ面において嵌め合わせる。そして、図7(a)に示すように、その状態でこれら分割予備成形体36,37及び抵抗体粉末成形部34の組立体を金型61のキャビティ61a内に収容し、パンチ62,63を用いてプレス・圧縮することにより、図6(b)に示すように、これらが一体化された複合成形体39とする。
【0053】
こうして得られた複合成形体39は、まずバインダ成分等を除去するために所定の温度(例えば約600℃)で仮焼され、図6(b)に示す仮焼体39’とされる(なお、仮焼体は、広義の意味において複合成形体であるとみなす)。続いて図7(b)に示すように、この仮焼体39’が、グラファイト等で構成されたホットプレス用成形型65,65のキャビティ65a,65aにセットされる。
【0054】
上記のように成形型65にセットされた仮焼体39’を、図7(b)に示すように、焼成炉64(以下、単に炉64という)内で両成形型65及び65の間で加圧しながら所定の焼成保持温度(1700℃以上:例えば約1800℃前後)及び雰囲気で焼成することにより、図8(c)に示すような焼成体70が得られる。
【0055】
上記焼成により、図7(b)の仮焼体39’は、分割予備成形体36及び37の合わせ面39aに沿う方向に圧縮されながら、図8(c)の焼結体70となる。このとき、図8(b)の、抵抗体粉末成形部34の第二抵抗体部分用の成形部(予備成形体)34bは、軸線Jが互いに接近する向きにおいて、その円状断面が上記圧縮方向につぶれるように変形することにより、楕円状断面を有した第二抵抗体部分12となる。
【0056】
こうして得られた図8(c)の焼結体70は、外周面に研磨等の加工を施すことにより、図8(d)に示すように、セラミック基体13の断面が円形に整形されて最終的な(セラミックヒータ1)ヒータ本体2となる。このセラミックヒータ1に金属外筒3、通電端子部16,17及び主体金具4などの必要な部品を組み付ければ、図1に示すグロープラグ50が完成する。
【0057】
なお、図1及び図2のグロープラグ50に使用されるセラミックヒータ1は、既に説明した本発明の2つの課題を同時に解決するために、セラミック抵抗体10の接合面15を、基準平面Kと直交する平面15t,15eのみによって形成し(第一の課題の解決要件)、さらにその平面の一部を傾斜面部15tとした(第二の課題の解決要件)形としていた。しかしながら、さしあたって第一の課題と第二の課題との一方のみを解決するのみで十分な場合は、必要に応じてセラミックヒータ1の備えているべき要件を取捨選択することができる。例えば、インサート成形の能率は悪くなるが、図15に示すように、接合面15が基準平面Kに対して傾斜する傾斜面部15tを有したものとすることも可能である。この場合も傾斜面部15tの形成により、第二の課題は解決することができる。なお、前記した交差角度θを決定するための平面は、この場合、軸線Jを含んで基準平面Kと直交する平面K’として定めることができる。
【0058】
他方、図13及び図14に示すように、第一の課題の解決要件のみを選択的に満たすセラミックヒータを構成することも可能である。図13では、基準平面Kと直交する溝部15aを、第一抵抗体部分11及び第二抵抗体部分12の一方(本実施形態では第二抵抗体部分12)に形成し、他方(本実施形態では第一抵抗体部分11)には、基準平面Kと直交し、前記溝部15aと嵌合する凸条部15bを形成した例である。図3(c)は、接合面15の第二抵抗体部分12側(溝部15aの形成側)を模式的に示す斜視図である。また、図14は、接合面15に基準平面Kと直交する曲面15cを形成した例であり、図3(b)は、接合面15の第二抵抗体部分12側を模式的に示す斜視図である。なお、曲面15cの両端部には、交差角度θを鈍くするための平面部15d,15dが形成されている。
【0059】
次に、図13及び図14に示すセラミックヒータは、以下のように構成されているとみることができる。すなわち、前記した基準平面K(図3を参照のこと)と平行であって軸線O(図3では軸線Jにて代用してもよい)と直交する向きを幅方向Wと定める。そして、第一抵抗体部分11と第二抵抗体部分12との接合面15は、その幅方向Wの中間に位置する部分15cが、残余の部分よりも第一抵抗体部分11側(図14)又は第二抵抗体部分12側(図13)に突出する形状とされている。接合面15をこのような形状とすることにより、第一抵抗体部分11と第二抵抗体部分12との接合状態をより強固なものとすることができる。
【0060】
この場合、特に次のような製造工程を採用することが有効である。図16(a)において、接合面15は、その幅方向Wの中間に位置する部分15cが、残余の部分よりも第二抵抗体部分12側に突出している。図16(b)に示すように、予備成形体34bは、射出成形部分34aとの接合予定面115の、幅方向の中間に位置する部分が凹状部115cとされている。そして、該凹状部115cに成形用材料CP2を充填する形で、射出成形部分34aを予備成形体34bに一体化する。この工程は、図5において隣接面59の形状を、図16(b)の接合予定面115に対応した形状に変更する点を除けば、該図5を用いて既に説明した工程と同一である。該工程を採用して射出成形部分34aを予備成形体34bに一体化する際に、成形用材料CP2は、接合予定面115の凹状部115cの両側に位置する端部領域115p,115pと接触した後、凹状部115c内に充填されてゆく。溶融した成形用材料CP2のうち、凹状部115c内に充填される部分は、端部領域115p,115pと接触する部分よりも温度低下が進みやすいので、予備成形体34bとの接合が不完全となる欠陥部分が凹状部115cに形成されることもありうる。しかし、比較的高温の成形用材料CP2が接触する端部領域115p,115pにおいては、こうした欠陥形成が抑制されるので、凹状部115cに欠陥が仮に生じても、欠陥の少ない端部領域115p,115pにいわば封じ込められる形となる。その結果、抵抗体粉末成形部34ひいては焼成後のセラミック抵抗体10は、破壊の起点となる欠陥が表面に露出しにくくなり、接合強度が高められる。
【0061】
なお、図18(a)は、接合面15の幅方向Wの中間に位置する部分15cを、残余の部分よりも第一抵抗体部分11側に突出する形状とした例である。この場合、抵抗体粉末成型部34は、第一抵抗体部分10を予備成形体34aとする形で製造する。従って、図17(b)に示すように、該予備成形体34aに形成される凹状部115cは、第一抵抗体部分12に対応する射出成型部分をインサート成型により一体化する際に、成形用材料CP1によって充填される。
【0062】
図18は、抵抗体粉末成型部34の具体的な製造工程の一例を示すもので、(a)に示すように、予備成形金型50Cとして、第二金型51と型合わせされた際に、第二側一体射出空間57のうち予備成形体34aの成形に使用されない空間部分56を充填する充填部161が形成されたものが使用される。また、隣接面59は、図17(b)に示す接合面15に対応した形状を有するものとされる。インサート成形用金型50Bは、図5と同様である。
【0063】
そして、第二金型51と予備成形金型50Cとを型合わせして成形用材料CP2を射出することにより予備成形体34aを製造する。次いで、(b)に示すように、その予備成形体34aを第一側一体射出空間63と第二側一体射出空間57との対応する空間部55,61にインサートとして配置した状態で第二金型51とインサート成形用金型50Bとを型合わせし、残余の空間部56,62に成形用材料CP1を射出する。これにより、その射出成形部分34b,34bが予備成形体34aに一体化され、抵抗体粉末成形部34が得られる。
【図面の簡単な説明】
【図1】本発明のグロープラグの一実施例を示す縦断面図。
【図2】そのセラミックヒータを拡大して示す縦断面図及びA−A断面図。
【図3】接合面の種々の形態を示す斜視図。
【図4】図1のグロープラグの接合面をさらに拡大して示す断面図。
【図5】図1のグロープラグの抵抗体粉末成形部を、インサート成形により製造する工程の一例を示す説明図。
【図6】図5の抵抗体粉末成形部を用いたセラミックヒータの製造工程説明図。
【図7】図6に続く工程説明図。
【図8】図1のヒータ本体先端部を拡大して示す断面図。
【図9】ヒータ本体先端部の第一変形例を示す断面図。
【図10】同じく第二変形例を示す断面図。
【図11】同じく第三変形例を示す断面図。
【図12】同じく第四変形例を示す断面図。
【図13】同じく第五変形例を示す断面図。
【図14】同じく第六変形例を示す断面図。
【図15】同じく第七変形例を示す断面図。
【図16】図5の抵抗体粉末成形部を、インサート成形により製造する工程の第一変形例の要部を示す説明図。
【図17】同じく第二変形例の要部を示す説明図。
【図18】図17の工程のより具体的な実施形態を示す図。
【符号の説明】
1 セラミックヒータ
2 ヒータ本体
3 金属外筒
3f 前端縁
4 主体金具
10 セラミック抵抗体
11 第一抵抗体部分
12,12 第二抵抗体部分
12a,12a 露出部
13 セラミック基体
13a 切欠部
15 接合面
15t 傾斜面部
K 基準平面
34 抵抗体粉末成形部
34b 予備成形体
36,37 粉末成形部
DP 分割面
50 グロープラグ
50A 予備成形金型
50B インサート成形用金型
51 第二金型
55 第一抵抗体部分用の空間
56 第二抵抗体部分用の空間
57 第二側一体射出空間
58 部分射出空間
59 隣接面
60 充填部
61 第一抵抗体部分用の空間
62 第二抵抗体部分用の空間
CP1,CP2 成形用材料
115 接合予定面
115c 凹状部
Claims (14)
- 絶縁性セラミックからなるセラミック基体(13)中に導電性セラミックからなるセラミック抵抗体(10)が埋設された棒状のヒータ本体(2)を有し、
前記セラミック抵抗体(10)は、前記ヒータ本体(2)の先端部に配置される第一導電性セラミックからなる第一抵抗体部分(11)と、各々該第一抵抗体部分(11)の後方側において、前記ヒータ本体(2)の軸線(O)方向に延伸する形で配置され、先端部が前記第一抵抗体部分(11)の通電方向における端部に接合されるとともに、前記第一導電性セラミックよりも抵抗率が低い第二導電性セラミックからなる第二抵抗体部分(12)とを有し、
その第一抵抗体部分(11)と第二抵抗体部分(12)との接合面(15)は、その少なくとも一部が前記ヒータ本体(2)の軸線(O)と直交する平面(P)から逸脱した面とされてなり、かつ、該ヒータ本体(2)の軸線(O)と前記第二抵抗体部分(12)の軸線(J)とを含む平面を基準平面(K)として、該基準平面(K)と直交する平面(15t,15e,15d)、該基準平面(K)と直交する曲面(15c)もしくはそれらの組合せ(15c,15d)からなることを特徴とするセラミックヒータ(1)。 - 前記セラミック抵抗体(10)の前記第二抵抗体部分(12)が、軸線(J)方向後端部において前記ヒータ本体(2)の表面に露出し、その露出部(12a)が該セラミック抵抗体への通電端子部の接合領域とされている請求項1記載のセラミックヒータ(1)。
- 前記ヒータ本体(2)の軸線(O)方向後端部において、前記セラミック基体(13)の一部が切り欠き形態とされ、そのセラミック基体(13)の切欠部(13a)に前記第二抵抗体部分(12)の後端部が露出している請求項2記載のセラミックヒータ(1)。
- 前記基準平面(K)と平行であって前記軸線(O)と直交する向きを幅方向と定めたとき、前記第一抵抗体部分(11)と第二抵抗体部分(12)との接合面(15)は、前記幅方向の中間に位置する部分(15c)が、残余の部分よりも前記第一抵抗体部分(11)側又は前記第二抵抗体部分(12)側に突出する形状とされている請求項1ないし3のいずれか1項に記載のセラミックヒータ(1)。
- 前記接合面(15)が、前記ヒータ本体(2)の軸線(O)と直交する平面(P)に対し傾斜した傾斜面部(15t)を有してなる請求項1ないし3のいずれか1項に記載のセラミックヒータ(1)。
- 前記傾斜面部(15t)にて接する前記第一抵抗体部分(11)と前記第二抵抗体部分(12)とは、前記第一抵抗体部分(11)の方が前記ヒータ本体(2)の軸線(O)に関する半径方向において外側に位置する請求項5記載のセラミックヒータ(1)。
- 絶縁性セラミックからなるセラミック基体(13)中に導電性セラミックからなるセラミック抵抗体(10)が埋設された棒状のヒータ本体(2)を有し、
前記セラミック抵抗体(10)は、前記ヒータ本体(2)の先端部に配置される第一導電性セラミックからなる第一抵抗体部分(11)と、各々該第一抵抗体部分(11)の後方側において、前記ヒータ本体(2)の軸線(O)方向に延伸する形で配置され、先端部が前記第一抵抗体部分(11)の通電方向における端部にそれぞれ接合されるとともに、前記第一導電性セラミックよりも抵抗率が低い第二導電性セラミックからなる第二抵抗体部分(12)とを有し、
それら第一抵抗体部分(11)と第二抵抗体部分(12)との接合面(15)が、前記ヒータ本体(2)の軸線(O)と直交する平面(P)に対し傾斜した傾斜面部(15t)を有し、
前記傾斜面部(15t)にて接する前記第一抵抗体部分(11)と前記第二抵抗体部分(12)との、前記ヒータ本体の軸線(O)に関する半径方向における位置関係を、前記第一抵抗体部分(11)の方が外側に位置するように配置してなることを特徴とするセラミックヒータ(1)。 - 前記セラミック抵抗体(10)の前記第一抵抗体部分(11)と前記第二抵抗体部分(12)との接合部は、前記ヒータ本体(2)の軸線(O)と任意の位置において直交する平面による断面のうち、その断面積が最小となるものの該断面積をS0、及び前記接合面(15)の全面積をSとして、S/S0の値が1.2以上10以下に調整されてなる請求項1ないし7のいずれか1項に記載のセラミックヒータ(1)。
- 前記第二抵抗体部分(12)の軸線(J)を含む任意の平面による断面において、前記セラミック抵抗体(10)の外形線と前記接合面を表す線との交点位置における交差角度をθとしたとき、該θが最小となる平面(K,K’)による断面での前記θの値が20゜以上90゜以下とされている請求項1ないし8のいずれか1項に記載のセラミックヒータ(1)。
- 請求項1ないし9のいずれか1項に記載のセラミックヒータ(1)と、該セラミックヒータ(1)の前記ヒータ本体(2)を周方向に取り囲むとともに、軸線(O)方向において前記ヒータ本体(2)の先端部を突出させる形にて配置される金属外筒(3)と、
その金属外筒(3)の軸線(O)方向後端部に結合され、外周面に内燃機関への取付部(5)が形成された主体金具(4)と、
を備えたことを特徴とするグロープラグ(50)。 - 前記セラミック抵抗体(10)の前記第一抵抗体部分(11)と前記第二抵抗体部分(12)との接合面(15)の一部が、前記金属外筒(3)の軸線(O)方向において該金属外筒(3)の前端縁(3f)よりも後方側に位置する形で配置されている請求項10記載のグロープラグ(50)。
- 請求項1ないし6のいずれか1項に記載のセラミックヒータ(1)の製造方法であって、前記ヒータ本体(2)を製造するために、前記セラミック基体(13)の粉末成形部(36,37)中に前記セラミック抵抗体(10)の粉末成形部(34)(以下、抵抗体粉末成形部という)を埋設したセラミック粉末成形体(39)の製造工程と、そのセラミック粉末成形体(39)を焼成する焼成工程とを含み、
前記セラミック粉末成形体(39)の製造工程において、前記抵抗体粉末成形部(34)が射出成形により製造され、その射出成形を行なう際に、前記抵抗体粉末成形部(34)の射出空間を前記基準平面(K)に相当する分割面(DP)により分割して第一金型(50A,50B)と第二金型(51)とに割り振った分割金型を用意し、
前記第二金型(51)として、前記第一抵抗体部分用の空間(55)と前記第二抵抗体部分用の空間(56)とが一体化された第二側一体射出空間(57)を有するものを用意する一方、前記第一金型(50A,50B)として、前記第一抵抗体部分(10)と前記第二抵抗体部分(12)との一方を予備成形体(34b;34a)として成形するための部分射出空間(58;61)と、該部分射出空間(58;61)との隣接面(59)が前記分割面(DP)と垂直であり、かつ前記第二金型(51)と型合わせされた際に、前記第二側一体射出空間(57)のうち前記予備成形体(34b,34b;34a)の成形に使用されない空間部分(55;56)を充填する充填部(60;161)とが形成された予備成形金型(50A;50C)と、前記第一抵抗体部分用の空間(61)と前記第二抵抗体部分用の空間(62)とが一体化された第一側一体射出空間(63)を有するインサート成形用金型(50B)とを用意し、
前記第二金型(51)と前記予備成形金型(50A;50C)とを型合わせして成形用材料(CP1;CP2)を射出することにより前記予備成形体(34b,34b;34a)を製造し、
次いで、その予備成形体(34b,34b;34a)を前記第一側一体射出空間(63)と第二側一体射出空間(57)との対応する空間部(56,62;55,61)にインサートとして配置した状態で前記第二金型(51)と前記インサート成形用金型(50B)とを型合わせし、残余の空間部(55,61;56,62)に成形用材料(CP2;CP1)を射出することにより、該射出成形部分(34a;34b,34b)を前記予備成形体(34b,34b;34a)に一体化して前記抵抗体粉末成形部(34)を得ることを特徴とするセラミックヒータの製造方法。 - 前記ヒータ本体(2)の軸線(O)方向において、前記第一抵抗体部分(11)の寸法が前記第二抵抗体部分(12)の寸法よりも小とされ、
前記抵抗体粉末成形部(34)の製造に際して、前記第二抵抗体部分(12,12)に相当する部分を前記予備成形体(34b,34b)となす請求項12に記載のセラミックヒータの製造方法。 - 前記基準平面(K)と平行であって前記軸線(O)と直交する向きを幅方向として、前記予備成形体(34b,34b;34a)は、前記射出成形部分(34a;34b,34b)との接合予定面(115)の、前記幅方向の中間に位置する部分が凹状部(115c)とされ、該凹状部(115c)に前記成形用材料(CP2;CP1)を充填する形で、前記射出成形部分(34a;34b,34b)を前記予備成形体(34b,34b;34a)に一体化する請求項13に記載のセラミックヒータの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002116761A JP3924193B2 (ja) | 2001-05-02 | 2002-04-18 | セラミックヒータ、それを用いたグロープラグ及びセラミックヒータの製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001135621 | 2001-05-02 | ||
| JP2001-135621 | 2001-05-02 | ||
| JP2002116761A JP3924193B2 (ja) | 2001-05-02 | 2002-04-18 | セラミックヒータ、それを用いたグロープラグ及びセラミックヒータの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003022889A JP2003022889A (ja) | 2003-01-24 |
| JP3924193B2 true JP3924193B2 (ja) | 2007-06-06 |
Family
ID=26614672
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002116761A Expired - Fee Related JP3924193B2 (ja) | 2001-05-02 | 2002-04-18 | セラミックヒータ、それを用いたグロープラグ及びセラミックヒータの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3924193B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101504631B1 (ko) * | 2011-04-27 | 2015-03-20 | 쿄세라 코포레이션 | 히터 및 이것을 구비한 글로우 플러그 |
| WO2015163483A1 (ja) * | 2014-04-25 | 2015-10-29 | 京セラ株式会社 | ヒータおよび点火装置 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009057597A1 (ja) * | 2007-10-29 | 2009-05-07 | Kyocera Corporation | セラミックヒータおよびこれを備えたグロープラグ |
| JP5292317B2 (ja) * | 2008-02-20 | 2013-09-18 | 日本特殊陶業株式会社 | セラミックヒータ及びグロープラグ |
| JP5330867B2 (ja) * | 2009-03-10 | 2013-10-30 | 日本特殊陶業株式会社 | セラミックヒータ及びグロープラグ |
| EP2600688B1 (en) | 2010-07-30 | 2019-06-19 | Kyocera Corporation | Heater and glow plug provided with same |
| JP5575260B2 (ja) | 2010-10-27 | 2014-08-20 | 京セラ株式会社 | ヒータおよびこれを備えたグロープラグ |
| WO2012099232A1 (ja) | 2011-01-20 | 2012-07-26 | 京セラ株式会社 | ヒータおよびこれを備えたグロープラグ |
| KR101515451B1 (ko) | 2011-04-27 | 2015-04-28 | 쿄세라 코포레이션 | 히터 및 이것을 구비한 글로우 플러그 |
| JP5829443B2 (ja) * | 2011-06-27 | 2015-12-09 | 京セラ株式会社 | ヒータおよびこれを備えたグロープラグ |
| JP5751968B2 (ja) * | 2011-07-25 | 2015-07-22 | 京セラ株式会社 | ヒータおよびこれを備えたグロープラグ |
| JP5721584B2 (ja) * | 2011-08-10 | 2015-05-20 | 京セラ株式会社 | ヒータおよびこれを備えたグロープラグ |
| JP5403017B2 (ja) * | 2011-08-30 | 2014-01-29 | 株式会社デンソー | セラミックヒータ及びそれを用いたガスセンサ素子 |
| JP5829691B2 (ja) * | 2011-09-29 | 2015-12-09 | 京セラ株式会社 | ヒータおよびこれを備えたグロープラグ |
| JP6080606B2 (ja) * | 2013-02-25 | 2017-02-15 | 日本特殊陶業株式会社 | セラミックヒータの製造方法 |
| JP6512848B2 (ja) * | 2015-02-05 | 2019-05-15 | 日本特殊陶業株式会社 | セラミックヒータおよびグロープラグ |
| JP6014232B2 (ja) * | 2015-10-23 | 2016-10-25 | 京セラ株式会社 | ヒータおよびこれを備えたグロープラグ |
| JP6711697B2 (ja) | 2016-05-30 | 2020-06-17 | 京セラ株式会社 | ヒータおよびこれを備えたグロープラグ |
| JP6224797B2 (ja) * | 2016-09-23 | 2017-11-01 | 京セラ株式会社 | ヒータおよびこれを備えたグロープラグ |
| JP6272519B2 (ja) * | 2017-01-26 | 2018-01-31 | 京セラ株式会社 | ヒータおよびこれを備えたグロープラグ |
| JP6878116B2 (ja) | 2017-04-25 | 2021-05-26 | 京セラ株式会社 | ヒータおよびこれを備えたグロープラグ |
| WO2020054554A1 (ja) * | 2018-09-11 | 2020-03-19 | 京セラ株式会社 | ヒータおよびこれを備えたタバコ用加熱具 |
-
2002
- 2002-04-18 JP JP2002116761A patent/JP3924193B2/ja not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101504631B1 (ko) * | 2011-04-27 | 2015-03-20 | 쿄세라 코포레이션 | 히터 및 이것을 구비한 글로우 플러그 |
| WO2015163483A1 (ja) * | 2014-04-25 | 2015-10-29 | 京セラ株式会社 | ヒータおよび点火装置 |
| JP6027289B2 (ja) * | 2014-04-25 | 2016-11-16 | 京セラ株式会社 | ヒータおよび点火装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003022889A (ja) | 2003-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4294232B2 (ja) | セラミックヒータ及びそれを用いたグロープラグ | |
| JP3924193B2 (ja) | セラミックヒータ、それを用いたグロープラグ及びセラミックヒータの製造方法 | |
| EP1255076B1 (en) | Ceramic heater, glow plug using the same, and method for manufacturing the same | |
| CN101641996B (zh) | 陶瓷加热器及其模具 | |
| JP2004251613A (ja) | グロープラグ及びグロープラグの製造方法 | |
| JP4348317B2 (ja) | グロープラグ | |
| EP1734304B1 (en) | Ceramic heater and manufacturing method thereof, and glow plug using ceramic heater | |
| JP2006024394A (ja) | セラミックヒータおよびグロープラグ | |
| JP2003068433A (ja) | セラミックヒータの製造方法及びグロープラグの製造方法 | |
| JP2002364847A (ja) | セラミックヒータ、セラミックヒータの製造方法及びグロープラグ | |
| JP4559671B2 (ja) | グロープラグ及びその製造方法 | |
| EP3142461A1 (en) | Ceramic heater and glow plug | |
| CN1942709B (zh) | 陶瓷加热器及其制造方法、以及使用陶瓷加热器的电热塞 | |
| JP4139047B2 (ja) | セラミックヒータ型グロープラグおよびその製造方法 | |
| JP3737845B2 (ja) | グロープラグ | |
| JP4198333B2 (ja) | グロープラグ及びグロープラグの製造方法 | |
| JP4434516B2 (ja) | グロープラグ | |
| JP4560249B2 (ja) | グロープラグ | |
| JP2002364841A (ja) | グロープラグ | |
| JP3737846B2 (ja) | グロープラグ | |
| JP3648315B2 (ja) | グロープラグ | |
| JPH09190874A (ja) | セラミックヒータ | |
| JP2002364845A (ja) | グロープラグ及びその製造方法 | |
| JPH02251013A (ja) | ディーゼルエンジン用グロープラグ | |
| JP4651227B2 (ja) | グロープラグ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040830 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060727 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060919 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061115 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070214 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070223 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3924193 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100302 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100302 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100302 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110302 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110302 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120302 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120302 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120302 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130302 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130302 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140302 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |