JP3932969B2 - 電線の切断圧着方法 - Google Patents
電線の切断圧着方法 Download PDFInfo
- Publication number
- JP3932969B2 JP3932969B2 JP2002131336A JP2002131336A JP3932969B2 JP 3932969 B2 JP3932969 B2 JP 3932969B2 JP 2002131336 A JP2002131336 A JP 2002131336A JP 2002131336 A JP2002131336 A JP 2002131336A JP 3932969 B2 JP3932969 B2 JP 3932969B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- wire
- crimping
- electric wire
- production lot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005520 cutting process Methods 0.000 title claims description 86
- 238000002788 crimping Methods 0.000 title claims description 83
- 238000000034 method Methods 0.000 title claims description 26
- 238000004519 manufacturing process Methods 0.000 claims description 88
- 238000007599 discharging Methods 0.000 claims description 2
- 230000007704 transition Effects 0.000 description 12
- 238000012545 processing Methods 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 239000003086 colorant Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 238000007726 management method Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images













Landscapes
- Manufacturing Of Electrical Connectors (AREA)
Description
【発明の属する技術分野】
この発明は、予め設計された回路パターンで電線を切断圧着するための切断圧着機において、ワイヤーセレクターで選択された電線をプレフィーダーで繰り出してその一端を切断して端子金具を圧着した後、さらに当該電線を繰り出し、その後、前記電線の他端を切断して端子金具を圧着する電線の切断圧着方法に関する。
【0002】
【従来の技術】
一般に、図8の如く、複数の種類(例えば30種類)の電線1のうちの一種類をワイヤーセレクター2で選択しながら、この選択された電線1を間欠的に送り出して両端を切断するとともに、この切断により切り離された端末部分に対して皮剥ぎや端子金具の圧着接続等の端末処理を順次実行することにより、所望の加工処理が施された製品を順次製造するようにされた切断圧着機3が知られている。
【0003】
ワイヤーセレクター2は、図8の如く、切断圧着機3本体の電線供給口4においてプレフィーダー5及びストレートナー6の上流側に配置され、プレフィーダー5により繰り出される電線1を、カッター7で切断しつつ、この電線1の両端に端子金具10を圧着機8,9を用いて圧着し、当該電線1をコンベア11に排出する。尚、図8中の符号12は電線の切断長を計測する測長部、符号13は切断後の電線の後端部を止着固定するクランプをそれぞれ示している。
【0004】
ここで、ワイヤーセレクター2及び切断圧着機3の動作は、図示しない所定の制御装置による制御に基づいて自動的に実行されるようになっている。
【0005】
図9は、ワイヤーセレクター2の概略を示す斜視図である。このワイヤーセレクター2においては、集中サプライスタンドと称される電線供給部から送り込まれる複数の種類(例えば30種類)の電線1が、カートリッジ21において平行に形成された複数の貫通孔22にそれぞれ貫通されており、カートリッジ21が矢示P方向に移動して、複数の種類の電線1のうちの1本を選択し、上下方向に対向配置された一対の送出ローラー23a,23bの間に配置させる。そして、両送出ローラー23a,23bが、選択された電線1を挟み込んだ状態で回転することにより、この電線1が矢示Q方向に繰り出される。
【0006】
従来において、ワイヤーセレクター2が電線1の交換を行う動作を説明する。図10は従来における電線の交換動作を示すフローチャート、図11〜図14は従来の生産ロット切替時の状態遷移平面図をそれぞれ示している。
【0007】
ある回路パターンの生産ロットが終了した時点では、図10中のステップS1において、まず切断圧着機3が停止する。この際、図11のように、その生産ロットで使用されていた電線1が、プレフィーダー5及びストレートナー6を通って、その先端がカッター7の近傍に位置した状態で、切断圧着機3の動作が停止する。このとき、次の生産ロットの製造条件(切断長、生産本数、ワイヤーセレクター2の番号、条件出し線の要/不要、及び皮剥ぎ深さ等)の情報を、例えば上位システムとしての中央サーバー(図示省略)からネットワーク(LAN)を通じてデータ受信したり、また所定の操作パネルに手入力するなどして、これらの製造条件の情報を制御装置(図示省略)に入力する(ステップS2)。
【0008】
次に、図12の如く、プレフィーダー5、ストレートナー6及び測長部12のローラー12a,12bが解除され、送出ローラー23a,23bが逆回転して、それまでの生産ロットで使用されていた残りの電線1が矢示R方向に引き戻される(ステップS3)。
【0009】
そして、電線1の引き戻しが完了した後、図13のようにワイヤーセレクター2のカートリッジ21が矢示P方向に移動し、新たな1本の電線1を選択して(ステップS4)、この選択された電線1が送出ローラー23a,23bにより矢示Q方向に繰り出される(ステップS5)。
【0010】
そして、図14のように、ストレートナー6で電線1を直状に引き延ばしながら、プレフィーダー5で電線1を送り出し、電線1の先端がカッター7よりも先にまで到達した時点で、測長部12のローラー12a,12bが閉じて、生産ロットの切替に伴う電線1の交換動作が終了する。しかる後、次の生産ロットについて、切断圧着機3の切断圧着のための稼動を開始する。
【0011】
【発明が解決しようとする課題】
上記のように、従来の電線1の切替動作においては、図12の如く、それまでの生産ロットで使用されていた残りの電線1を矢示R方向に引き戻していたが、そうすると、図12中の符号1aのように電線1に弛みが生じてしまい、この弛みの扱いが面倒であった。
【0012】
そこで、例えば特開2001−210154公報では、図8中の電線供給口4にカッター機構を設け、電線の引き戻し動作を無くした技術を開示している。
【0013】
しかしながら、この特開2001−210154公報では、生産ロットの最終の電線1の切断圧着が終了した後、その電線1の交換動作(切替動作)を行うこととなるが、この交換動作に要する所要時間が約15秒程度であり、この間、切断圧着機3を停止した状態(非稼動状態)に成らざるを得ない。特に、多品種少量生産のための小ロット生産においては、切断圧着機3の稼動時間に対して切替動作に要する非稼動時間が長くなり、電線製品の出来高に大きく影響することとなっていた。したがって、生産ロットの切替動作に伴う切断圧着機3の非稼動時間を可及的に短くすることが望まれていた。
【0014】
そこで、この発明の課題は、生産ロットの切替動作に伴う切断圧着機3の非稼動時間を可及的に短くし得る電線の切断圧着方法を提供することにある。
【0015】
【課題を解決するための手段】
上記課題を解決すべく、請求項1に記載の発明は、予め設計された回路パターンで電線を切断圧着するための切断圧着機において、所定の製造条件の情報に基づく所定の制御装置での制御により実行され、前記切断圧着機の電線供給口に配置されたワイヤーセレクターにより、複数の電線のうちのひとつを選択して供給し、供給された電線の一端を切断して端子金具を圧着した後、前記電線を測長しながら繰り出し、その後、前記電線の他端を切断して端子金具を圧着して、複数の電線を繰り返し切断圧着する電線の切断圧着方法であって、前記電線の切断圧着方法が、現行の生産ロットの最後の電線を、現行の生産ロットの途中であって当該生産ロットの満了近くで停止させ、前記電線供給口において当該生産ロットの満了近くを仮に切断する第1の工程と、前記現行の生産ロットの最後の前記電線の先端部を切断して端子金具を圧着する第2の工程と、前記第2の工程の後に、前記現行の生産ロットの最後の前記電線をさらに繰り出して、当該電線の長さが前記切断長となるように前記電線の後端部を切断し、当該後端部に端子金具を圧着するとともに、当該後端部で切断された余り電線を排出する第3の工程とを備え、前記第2の工程に併行して、次の生産ロットに使用される電線を前記ワイヤーセレクターで新たに選択し、前記第3の工程において前記現行の生産ロットの最後の前記電線をさらに繰り出す動作に併行して、前記ワイヤーセレクターで新たに選択された電線を、前記現行の生産ロットの最後の前記電線の後端部に追随するように前記電線供給口から繰り出し、遅くとも前記第1の工程の終了時点で、前記制御装置が次の生産ロットの回路パターンについての製造条件の情報を保有するよう、前記製造条件の情報を前記制御装置に与える。
【0016】
請求項2に記載の発明は、請求項1に記載の電線の切断圧着方法であって、前記製造条件の情報が、前記製造条件の情報についてのデータベースを保有した他のコンピュータから所定のネットワークを通じて前記制御装置に与えられる。
【0017】
【発明の実施の形態】
図1はこの発明の一の実施の形態に係る電線の切断圧着方法を示すフローチャート、図2〜図7はこの切断圧着方法を実施した場合の状態遷移平面図である。尚、図2〜図7及びこの実施の形態の記述においては、従来の技術と同様の機能を有する要素については同一符号を付しており、特にワイヤーセレクター2の構成は従来の技術と同様である。尚、従来より設けられていたカッター7は、以下「第1のカッター7」と称することにする。
【0018】
即ち、この電線の切断圧着方法は、図2〜図7の如く、切断圧着機3の自働動作により複数の回路パターン毎にロット単位で電線の切断圧着を行うようになっており、ワイヤーセレクター2で選択された電線1α,1βを間欠的に送り出して切断するとともに、この切断により切り離された端末部分に対して皮剥ぎや端子金具の圧着接続等の端末処理を順次実行することにより、所望の加工処理が施された製品を順次製造する。
【0019】
この切断圧着機3においては、電線の回路パターンによって、使用される電線1α,1βの種類(色等)が異なるため、回路パターンが替わる毎に、電線1α,1βの種類をワイヤーセレクター2により自動的に交換しながら切断圧着作業を実行していく。
【0020】
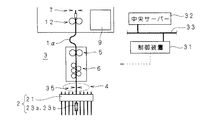
そして、切断圧着機3の電線供給口4において、プレフィーダー5及びストレートナー6の上流側にワイヤーセレクター2が設置され、さらに、ストレートナー6とワイヤーセレクター2の間の電線供給口4に、生産ロットの最後の電線1αの後端部を仮に切断するための第2のカッター35が、第1のカッター7とき別に設けられている。
【0021】
かかる切断圧着機3及びワイヤーセレクター2は、所定の制御装置31に接続されており、中央サーバー(コンピュータ)32内に蓄積されたデータベース内の回路パターン等の種々の製造条件の情報を、ネットワーク(LAN)33を通じて制御装置(切断圧着管理コンピュータ)31に送信し、この制御装置31が、中央サーバー32から与えられた製造条件の情報に基づいて切断圧着機3(第2のカッター35を含む)及び各ワイヤーセレクター2を制御するようになっている。
【0022】
中央サーバー32においては、例えば1日における生産順序が予め計画されており、この生産順序に沿って回路パターン(即ち、電線の切断長や両端に圧接される端子金具の種類等の情報)が制御装置31に後述の所定のタイミングで送信される。
【0023】
制御装置31は、CPU、ハードディスク装置、主メモリ及びディスプレイ装置を備えた一般的なコンピュータであり、ハードディスク装置内に予め格納されたソフトウェアプログラムに従って動作する。以下に説明する動作は、このソフトウェアプログラムによって規定されたものである。尚、中央サーバー32から与えられた情報のうち、生産順序についての情報は、制御装置31において修正変更を加えることが可能となっている。
【0024】
次に、各ワイヤーセレクター2により選択された各電線1α,1βを切断圧着機3により切断圧着する場合の動作を、図1のフローチャートに沿って説明する。
【0025】
ここで、制御装置31には、中央サーバー32からネットワーク33を通じて種々の情報が与えられるが、遅くとも生産ロットの切り替わりの時点以前において、中央サーバー32内の生産順序の情報に基づいて、2つの生産ロットの回路パターンについての製造条件が与えられる(ステップT1)。即ち、切断圧着機3において、現行の生産ロットについて生産を行っている間に、次の生産ロットについての製造条件の情報が与えられる。
【0026】
そして、ステップT2において、図3のように、第1及び第2のカッター7,35間の長さL1だけ手前で、現行の生産ロットの途中であってそのロット満了近くで停止させる。この場合において、例えば図3のように電線1αがN98,N99,N100と続いており、この電線N100がそのロットの最後のものである場合に、第2のカッター35は、最後の電線N100の製品設計上の終端点よりも、後に切断除去される余り電線NLOSSだけ後ろ側の点までずれた点に位置することになる。
【0027】
次に、ステップT3において、一瞬だけ切断圧着機3を停止し、第2のカッター35で電線1αの後端部を仮に切断する。
【0028】
続いて、ステップT4において、切断圧着機3の稼動が再開し、この後端部が仮に切断された現行生産ロットの最後の電線1αの先端部について、切断圧着機3が切断圧着を実行する。
【0029】
これと併行して、ステップT5において、図4のように、ワイヤーセレクター2は、矢示P方向に移動し始め、次の生産ロットに使用される電線1βの選択を開始する。
【0030】
そして、ステップT6において、現行の生産ロットの電線1αの先端部についての切断圧着が終了した後、プレフィーダー5及び測長部12のローラー12a,12bが回転し、測長部12で電線1αの切断長を計測しながら、この電線1αを進行方向Qに繰り出す(図4)。このようにして、現行の生産ロットの最後の電線1αの後端部がプレフィーダー5を通過し終えた時点で、プレフィーダー5及びストレートナー6が解除される(図5)。
【0031】
これと併行して、ステップT7において、図6のように、ワイヤーセレクター2の送出ローラー23a,23bの回転により、次の生産ロットの最初の電線1βを電線供給口4から切断圧着機3側に繰り出す。この場合、次の生産ロットの最初の電線1βは、現行の生産ロットの電線1αの後端部を追いかけるようにして切断圧着機3内に繰り出されることになる。
【0032】
現行の生産ロットの最後の電線1αについては、測長部12での測長により適正な切断長の分だけ電線1αが進行した時点で、電線1αの後端部が第1のカッター7によって切断される(図6)。
【0033】
ここで、上述のステップT3において、第2のカッター35は、最後の電線N100の製品設計上の終端点よりも、後に切断除去される余り電線NLOSSだけ後ろ側の点までずれた点に位置しているため、第1のカッター7で切断した際には、余り電線NLOSSが発生する。このため、ステップT8において、この余り電線を測長部12のローラー12a,12bで下流側に配置された所定のコンベア(図示省略)に排出するか、あるいは、図示しないクランプで止着して手作業で排出する。
【0034】
しかる後、ステップT9において、図7のように、次の生産ロットの最初の電線1βの先端が第1のカッター7よりも下流側に到達するまで、この新たな電線1βを繰り出し、次の生産ロットの切断圧着動作を切断圧着機3により実行する。
【0035】
このように、現行の生産ロットの最終の電線1αについて切断圧着を実行している間に、次の電線1βの切替動作を併行しているので、多品種少量生産などの頻繁に電線を交換しながら切断圧着を行う場合であっても、電線の切替に要する非稼動時間をほぼ無くすことができ、電線製品の出来高を大幅に向上できる。
【0036】
また、従来の電線の切替動作のように、終了した生産ロットの残りの電線の引き戻し動作(図12参照)を行う必要がないので、電線の弛みの扱いを考慮する必要がなくなり便利である。
【0037】
尚、上記実施の形態では、中央サーバー32からネットワーク33を通じて、常に2つの生産ロット分の製造条件の情報を制御装置31に送信することで、制御装置31に情報を与えていたが、この他、例えば生産順序に重ね合わせたエフと称される生産指示書内に記されたバーコードを順番に読み込ませて、各生産ロットの回路パターンの情報等を制御装置31に与えるようにしている場合に、制御装置31が常に2つの生産ロット分の製造条件を保有するように、バーコードを2つ先の生産ロットの分まで先読みさせるようにしてもよい。
【0038】
【発明の効果】
請求項1及び請求項2に記載の発明によれば、各ワイヤーセレクターによる電線の切替動作と、切断圧着機による電線の切断圧着動作とを併行して動作させるようにしているので、切断圧着機の動作を停止してワイヤーセレクターでの切替動作を行っていた従来の技術に比べて、生産効率を向上できる。特に、多品種少量生産においては、小ロット毎に頻繁に切替動作を実行する必要があるため、切替動作の併行処理により生産効率の向上効果が非常に有効となり、出来高を大きく向上できる。また、終了した生産ロットの残りの電線の引き戻し動作を行う必要がないので、電線の弛みの扱いを考慮する必要がなくなり便利である。
【0039】
そして、制御装置での制御に従って両ワイヤーセレクター及び切断圧着機が動作する場合に、遅くとも第1の工程の終了時点で、即ち電線の回路パターンが切り替わる時点で、制御装置が次の回路パターンについての製造条件の情報を保有するよう、製造条件の情報を制御装置に与えるので、切断圧着機での稼動状態の間に併行して次の生産ロットのための電線の交換動作を実施しても、制御装置において製造条件の情報が足りなくなることがなくなる。特に、請求項2のように、他のコンピュータ内のデータベースから製造条件の情報をネットワーク経由で受信する場合に有効である。
【図面の簡単な説明】
【図1】この発明の一の実施の形態に係る電線の切断圧着方法を示すフローチャートである。
【図2】この発明の一の実施の形態に係る電線の切断圧着方法を実施した場合の状態遷移平面図である。
【図3】この発明の一の実施の形態に係る電線の切断圧着方法を実施した場合の状態遷移平面図である。
【図4】この発明の一の実施の形態に係る電線の切断圧着方法を実施した場合の状態遷移平面図である。
【図5】この発明の一の実施の形態に係る電線の切断圧着方法を実施した場合の状態遷移平面図である。
【図6】この発明の一の実施の形態に係る電線の切断圧着方法を実施した場合の状態遷移平面図である。
【図7】この発明の一の実施の形態に係る電線の切断圧着方法を実施した場合の状態遷移平面図である。
【図8】一般的な電線の切断圧着方法に使用される切断圧着機及びワイヤーセレクターを示す平面図である。
【図9】一般的なワイヤーセレクターを示す斜視図である。
【図10】従来における電線の交換動作を示すフローチャートである。
【図11】従来の電線の切断圧着方法を実施した場合の状態遷移平面図である。
【図12】従来の電線の切断圧着方法を実施した場合の状態遷移平面図である。
【図13】従来の電線の切断圧着方法を実施した場合の状態遷移平面図である。
【図14】従来の電線の切断圧着方法を実施した場合の状態遷移平面図である。
【符号の説明】
1α,1β 電線
2 ワイヤーセレクター
3 切断圧着機
4 電線供給口
5 プレフィーダー
6 ストレートナー
7 第1のカッター
12 測長部
31 制御装置
32 中央サーバー
33 ネットワーク
35 第2のカッター
Claims (2)
- 予め設計された回路パターンで電線を切断圧着するための切断圧着機において、所定の製造条件の情報に基づく所定の制御装置での制御により実行され、前記切断圧着機の電線供給口に配置されたワイヤーセレクターにより、複数の電線のうちのひとつを選択して供給し、供給された電線の一端を切断して端子金具を圧着した後、前記電線を測長しながら繰り出し、その後、前記電線の他端を切断して端子金具を圧着して、複数の電線を繰り返し切断圧着する電線の切断圧着方法であって、
前記電線の切断圧着方法が、
現行の生産ロットの最後の電線を、現行の生産ロットの途中であって当該生産ロットの満了近くで停止させ、前記電線供給口において当該生産ロットの満了近くを仮に切断する第1の工程と、
前記現行の生産ロットの最後の前記電線の先端部を切断して端子金具を圧着する第2の工程と、
前記第2の工程の後に、前記現行の生産ロットの最後の前記電線をさらに繰り出して、当該電線の長さが前記切断長となるように前記電線の後端部を切断し、当該後端部に端子金具を圧着するとともに、当該後端部で切断された余り電線を排出する第3の工程と
を備え、
前記第2の工程に併行して、次の生産ロットに使用される電線を前記ワイヤーセレクターで新たに選択し、
前記第3の工程において前記現行の生産ロットの最後の前記電線をさらに繰り出す動作に併行して、前記ワイヤーセレクターで新たに選択された電線を、前記現行の生産ロットの最後の前記電線の後端部に追随するように前記電線供給口から繰り出し、
遅くとも前記第1の工程の終了時点で、前記制御装置が次の生産ロットの回路パターンについての製造条件の情報を保有するよう、前記製造条件の情報を前記制御装置に与えることを特徴とする電線の切断圧着方法。 - 請求項1に記載の電線の切断圧着方法であって、
前記製造条件の情報が、前記製造条件の情報についてのデータベースを保有した他のコンピュータから所定のネットワークを通じて前記制御装置に与えられることを特徴とする電線の切断圧着方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002131336A JP3932969B2 (ja) | 2002-05-07 | 2002-05-07 | 電線の切断圧着方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002131336A JP3932969B2 (ja) | 2002-05-07 | 2002-05-07 | 電線の切断圧着方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003323957A JP2003323957A (ja) | 2003-11-14 |
| JP3932969B2 true JP3932969B2 (ja) | 2007-06-20 |
Family
ID=29544012
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002131336A Expired - Fee Related JP3932969B2 (ja) | 2002-05-07 | 2002-05-07 | 電線の切断圧着方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3932969B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102021107699A1 (de) | 2020-08-06 | 2022-02-10 | Zoller & Fröhlich GmbH | Ablängautomat |
-
2002
- 2002-05-07 JP JP2002131336A patent/JP3932969B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003323957A (ja) | 2003-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2808976B2 (ja) | ハーネス製造装置およびハーネス製造方法 | |
| JPH0315118A (ja) | ワイヤハーネス用自動圧接布線装置 | |
| WO2011125190A1 (ja) | 全自動型パイプベンダー | |
| US4409734A (en) | Harness making apparatus and method | |
| JPH06162839A (ja) | ハーネス製造装置およびその使用方法 | |
| JP2018043298A (ja) | リード線カット装置および作業装置 | |
| JP2024070818A (ja) | 電線切断皮剥き装置、端処理電線製造装置、及び、端処理電線の製造方法 | |
| JP3932969B2 (ja) | 電線の切断圧着方法 | |
| JPS5847834B2 (ja) | 接続電線の製作装置 | |
| JP3991761B2 (ja) | 電線の切断圧着方法 | |
| WO2020016987A1 (ja) | 部品実装システム | |
| JP3296948B2 (ja) | アキシャル型電子部品の挿入方法及びその装置 | |
| JP2652124B2 (ja) | ベンダー | |
| CN111183572B (zh) | 用于加工连续半成品的设备和方法 | |
| JP2003071519A (ja) | 金型交換装置 | |
| EP3089285A1 (en) | Terminal sending device | |
| JP5347871B2 (ja) | 切圧機段取指示システム | |
| WO2016190079A1 (ja) | 端子付電線製造システム | |
| EP0365137A1 (en) | Method of making an electrical harness | |
| JP2002113691A (ja) | シート切断システムおよびシート切断方法 | |
| JP2014143037A (ja) | 端子搬送システム、端子圧着システム、および、端子搬送方法 | |
| JP4136716B2 (ja) | ストリップ機能を有する圧接装置 | |
| JP3610794B2 (ja) | 電線アッセンブリの製造方法 | |
| JP4255905B2 (ja) | ピッチ変換装置 | |
| JP6720442B2 (ja) | 圧接方法、圧接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040909 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061121 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070110 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070227 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070312 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110330 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120330 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120330 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130330 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140330 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |