JP3985237B2 - プロジェクションナットの供給制御方法 - Google Patents
プロジェクションナットの供給制御方法 Download PDFInfo
- Publication number
- JP3985237B2 JP3985237B2 JP2004298200A JP2004298200A JP3985237B2 JP 3985237 B2 JP3985237 B2 JP 3985237B2 JP 2004298200 A JP2004298200 A JP 2004298200A JP 2004298200 A JP2004298200 A JP 2004298200A JP 3985237 B2 JP3985237 B2 JP 3985237B2
- Authority
- JP
- Japan
- Prior art keywords
- nut
- abnormal
- normal
- rod
- supply
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 10
- 230000002159 abnormal effect Effects 0.000 claims description 73
- 230000013011 mating Effects 0.000 claims 1
- 238000001125 extrusion Methods 0.000 description 7
- 238000003466 welding Methods 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000007599 discharging Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 230000003993 interaction Effects 0.000 description 2
- 230000005856 abnormality Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Images




Landscapes
- Automatic Assembly (AREA)
Description
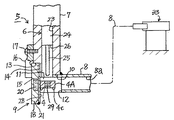
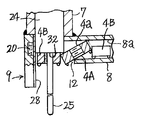
8 ナット供給管
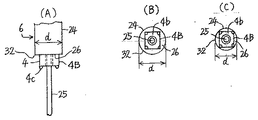
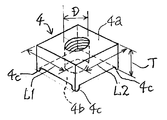
4 プロジェクションナット
28 ストッパ面
6 供給ロッド
24 摺動ロッド
25 ガイドロッド
26 押出し面
29 ねじ孔
32 かみ合い角部
Claims (1)
- パーツフィーダから伸びるナット供給管を経て送出されてきたプロジェクションナットを仮止室内に一時係止した状態でストッパ面に当てて所定位置に停止させ、その後、供給ロッドのガイドロッドをプロジェクションナットのねじ孔内へ串刺し状に貫通させてプロジェクションナットを仮止室から正常ナットの出口であるナット供給管の開口部を経て目的箇所へ供給するものであって、供給ロッドは大径の摺動ロッドと小径のガイドロッドによって構成され、摺動ロッドとガイドロッドの境界部に押出し面が設けられ、この押出し面の端縁部にストッパ面に当たっている過小ナットのつぎに待機している正常ナットまたは異常ナットのナット表面に圧接するかみ合い角部を設けるとともに、前記圧接によりかみ合い角部が正常ナットまたは異常ナットを傾斜させているとき、前記開口部が正常ナットまたは異常ナットの下面の圧接を受ける部位とされ、しかもナット供給管の上側内面が正常ナットまたは異常ナットの上面端部の圧接を受ける部位とされたプロジェクションナットの供給制御装置を準備し、異常ナットがストッパ面に位置決めされているときに供給ロッドが進出すると、前記異常ナットのつぎに待機している正常ナットまたは異常ナットの表面に前記かみ合い角部が圧接することにより、正常ナットまたは異常ナットがナット供給管の開口部とナット供給管の上側内面に圧接してナットをロック状態とし、供給ロッドの進出を抑止することを特徴とするプロジェクションナットの供給制御方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004298200A JP3985237B2 (ja) | 2004-09-11 | 2004-09-11 | プロジェクションナットの供給制御方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004298200A JP3985237B2 (ja) | 2004-09-11 | 2004-09-11 | プロジェクションナットの供給制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006075899A JP2006075899A (ja) | 2006-03-23 |
| JP3985237B2 true JP3985237B2 (ja) | 2007-10-03 |
Family
ID=36155787
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004298200A Expired - Fee Related JP3985237B2 (ja) | 2004-09-11 | 2004-09-11 | プロジェクションナットの供給制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3985237B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010142874A (ja) * | 2008-12-18 | 2010-07-01 | Yoshitaka Aoyama | 部品の停止位置決め部材 |
| CN105666089A (zh) * | 2016-04-21 | 2016-06-15 | 苏州博众精工科技有限公司 | 一种分料组件 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4315989B2 (ja) | 2007-04-03 | 2009-08-19 | セキ工業株式会社 | ナット供給方法及びナット供給装置 |
| JP5013343B2 (ja) * | 2009-04-08 | 2012-08-29 | 好高 青山 | 突起付き部品の供給装置 |
| JP7090331B2 (ja) * | 2018-09-05 | 2022-06-24 | セキ工業株式会社 | ナット供給装置 |
-
2004
- 2004-09-11 JP JP2004298200A patent/JP3985237B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010142874A (ja) * | 2008-12-18 | 2010-07-01 | Yoshitaka Aoyama | 部品の停止位置決め部材 |
| CN105666089A (zh) * | 2016-04-21 | 2016-06-15 | 苏州博众精工科技有限公司 | 一种分料组件 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006075899A (ja) | 2006-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8336716B2 (en) | Shaft-like parts feeding apparatus | |
| JP3985237B2 (ja) | プロジェクションナットの供給制御方法 | |
| WO1993019891A1 (fr) | Procede et appareil d'amenee de pieces | |
| JP4905319B2 (ja) | 部品供給装置 | |
| JP2008213032A (ja) | プロジェクションボルトの通過制御装置 | |
| JP3309245B2 (ja) | プロジェクションナットの供給方法とその装置 | |
| JPH0569941A (ja) | 部品供給制御装置 | |
| JP4614174B2 (ja) | 部品送出装置 | |
| JP4905246B2 (ja) | 溶接装置 | |
| JP4147557B2 (ja) | プロジェクションナットの供給装置 | |
| JP2007118074A (ja) | 軸状部品の供給装置 | |
| JP2007167949A (ja) | 軸状部品の供給装置 | |
| JP4465621B2 (ja) | プロジェクションナットの供給装置 | |
| JP4010502B2 (ja) | 溶接ボルト供給方法と装置 | |
| JP5013343B2 (ja) | 突起付き部品の供給装置 | |
| KR100734604B1 (ko) | 너트 공급장치 | |
| JP2000317644A (ja) | 複式溶接機への部品供給方法 | |
| JP2007167947A (ja) | 軸状部品の供給装置 | |
| JPH0577118A (ja) | ボルトまたはナツト等の供給締付け方法およびその装置 | |
| JP5858343B2 (ja) | 孔あき部品の供給規制部材および規制方法 | |
| JP5013335B2 (ja) | プロジェクションボルトの溶接方法と溶接装置ならびに保持ヘッド | |
| JP2002035948A (ja) | プロジェクションナットの供給ロッド | |
| JP3885212B2 (ja) | 溶接ユニット装置 | |
| JP2008179471A (ja) | 部品搬送通路装置 | |
| JPH1058154A (ja) | プロジェクションナットの溶接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060925 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061003 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061128 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070313 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070327 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20070510 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070612 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070628 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3985237 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20170720 Year of fee payment: 10 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |