JP3990102B2 - 人工軽量骨材の製造方法 - Google Patents
人工軽量骨材の製造方法 Download PDFInfo
- Publication number
- JP3990102B2 JP3990102B2 JP2000303152A JP2000303152A JP3990102B2 JP 3990102 B2 JP3990102 B2 JP 3990102B2 JP 2000303152 A JP2000303152 A JP 2000303152A JP 2000303152 A JP2000303152 A JP 2000303152A JP 3990102 B2 JP3990102 B2 JP 3990102B2
- Authority
- JP
- Japan
- Prior art keywords
- pellet
- properties
- property
- raw
- coal ash
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/91—Use of waste materials as fillers for mortars or concrete
Landscapes
- Processing Of Solid Wastes (AREA)
Description
【発明の属する技術分野】
本発明は、石炭灰から軽量コンクリートの骨材に適用される人工軽量骨材の製造方法に関する。
【0002】
【従来の技術】
石炭焚ボイラから排出される石炭灰の有効利用技術の一つとして軽量コンクリートの骨材に適用される人工軽量骨材がある。この石炭灰を利用した人工軽量骨材は、JIS−A5002に規定されており、例えば軽量化の指標となる絶乾比重は、M種で1.0〜1.5に設定されている。
【0003】
従って、従来、石炭灰から人工軽量骨材を製造する場合には、発電所等から石炭灰を受け入れたときに、この石炭灰の平均粒径や比表面積、真比重、アルカリ度等の石炭灰性状を分析し、分析結果に基づいて規格内の人工軽量骨材となるように製造条件を求める。そして、受け入れた石炭灰や性状的に類似しているダミー灰を準備し、これらの石炭灰やダミー灰を用いてベンチテストやパイロットテストを実施することによって、中間製品の生ペレットおよび最終製品の焼結ペレットを試作する。この後、生ペレットおよび焼結ペレットをそれぞれ検査し、焼結ペレットが人工軽量骨材として所望の性状を備えていなければ、生ペレットの性状等に基づいて製造条件を見直して再び焼結ペレットの試作および検査を行う。そして、このような試行錯誤を繰り返しながら所望の焼結ペレットとなる最適な製造条件を求めた後、この製造条件下で人工軽量骨材の製造を開始するようになっている。
【0004】
【発明が解決しようとする課題】
しかしながら、上記従来のように、石炭灰を用いて人工軽量骨材の試作と検査とを繰り返して製造条件を求める方法では、最適な製造条件を得るまでに多量の石炭灰を必要とする場合が多いため、歩留りの低下による製造コストの上昇を招来し易いという問題がある。また、このような試作や検査は、オペレータにとって負担になっており、特に、石炭灰を受け入れてから早期に人工軽量骨材の製造を開始しようとしたときに大きな負担となる。
【0005】
従って、本発明は、試作や検査を行わなくても石炭灰の性状に基づいて最適な製造条件を求めることができる人工軽量骨材の製造方法を提供するものである。
【0006】
【課題を解決するための手段】
上記課題を解決するために、請求項1の発明は、石炭灰を分級して、粒径10μm以下の微粒子を含む粗粉とし、該粗粉を造粒して生ペレットを形成した後、該生ペレットを焼成して焼結ペレットを形成することによって、所望の人工軽量骨材を製造する人工軽量骨材の製造方法であって、前記石炭灰の性状を示す石炭灰性状パラメータで構成された焼結ペレット性状予測式により前記焼結ペレットの性状を求めると共に、同一の石炭灰性状パラメータで構成された生ペレット性状予測式により前記生ペレットの性状を求め、前記焼結ペレットの性状が所望の人工軽量骨材となるときの前記生ペレットの性状に基づいて前記石炭灰を用いた人工軽量骨材の製造条件を求めることを特徴としている。
【0007】
上記の構成によれば、同一の石炭灰性状パラメータで構成された焼結ペレット性状予測式と生ペレット性状予測式とで焼結ペレットおよび生ペレットの性状がそれぞれ求められるため、焼結ペレットの性状を所望の人工軽量骨材としたきに、焼結ペレットになる前の中間段階の生ペレットの性状を求めることができる。これにより、この生ペレットの性状に基づいて製造条件を求めることができるため、試作や検査を行って製造条件を求める場合のような歩留りの低下やオペレータの負担を解消することができる。
【0008】
請求項2の発明は、石炭灰を分級して、粒径10μm以下の微粒子を含む粗粉とし、該粗粉と充填剤とを混合および造粒して生ペレットを形成した後、該生ペレットを焼成して焼結ペレットを形成することによって、所望の人工軽量骨材を製造する人工軽量骨材の製造方法であって、前記石炭灰の性状を示す石炭灰性状パラメータと、前記充填剤の性状を示す充填剤性状パラメータとで構成された焼結ペレット性状予測式により前記焼結ペレットの性状を求めると共に、同一の石炭灰性状パラメータと充填剤性状パラメータとで構成された生ペレット性状予測式により前記生ペレットの性状を求め、前記焼結ペレットの性状が所望の人工軽量骨材となるときの前記生ペレットの性状に基づいて前記石炭灰を用いた人工軽量骨材の製造条件を求めることを特徴としている。
【0009】
上記の構成によれば、同一の石炭灰性状パラメータおよび充填剤性状パラメータで構成された焼結ペレット性状予測式と生ペレット性状予測式とで焼結ペレットおよび生ペレットの性状がそれぞれ求められるため、焼結ペレットの性状を所望の人工軽量骨材としたきに、焼結ペレットになる前の中間段階の生ペレットの性状を求めることができる。これにより、この生ペレットの性状に基づいて製造条件を求めることができるため、試作や検査を行って製造条件を求める場合のような歩留りの低下やオペレータの負担を解消することができる。
【0010】
【発明の実施の形態】
本発明の実施の形態を図1および図2に基づいて以下に説明する。
本実施の形態に係る人工軽量骨材の製造方法は、複数種の石炭を使用する発電所等の石炭燃焼施設から排出される石炭灰の性状等に基づいて生ペレットと焼結ペレットとの性状を求める性状予測装置と、この性状予測装置で得た生ペレットの性状等に基づいて決定された製造条件で焼結ペレットを製造する人工軽量骨材の製造設備とで実施される。
【0011】
上記の性状予測装置は、マウスやキーボード等のデータ入力部と、CRTやLCD等の画面表示部と、各種のデータやペレット性状予測ルーチン等のプログラムを記録可能なハードディスク装置等の記録部と、メモリと、ペレット性状予測ルーチン等のプログラムを実行する演算部とを備えた例えばパーソナルコンピュータからなっている。この性状予測装置で実行されるペレット性状予測ルーチンは、図2に示すように、単味灰予測式と、パーライト添加予測式と、重油灰添加予測式と、下水汚泥焼却灰添加予測式と、流動床ボイラー灰・焼却灰添加予測式との5種類の予測式を備えており、これらの予測式に石炭灰性状パラメータや充填剤性状パラメータのデータを代入することによって、焼結ペレットおよび生ペレットの性状を算出可能になっている。
【0012】
即ち、ペレット性状予測ルーチンは、石炭灰性状パラメータとして“平均粒径A(μm)”と“10μm未満の微粒子の重量%B”と“比表面積C(cm2 )”と“真比重D”と“密充填嵩密度E(g/cc)”と“アルカリ度F(%)”とを有していると共に、充填剤性状パラメータとして“パーライトの重量%G”と“重油灰の重量%H”と“焼却灰の重量%I”と“流動床ボイラー灰の重量%J”と“焼却灰の重量%K”とを有している。
【0013】
そして、単味灰予測式は、焼結ペレットの性状を示す絶乾比重と吸水率(%)と原粉圧壊強度(Kg/P)と粗粉圧壊強度(Kg/P)とを下記の焼結ペレット性状予測式(1-1) 〜(1-4) に基づいてそれぞれ求めると共に、生ペレットの性状を示す含水率(%)を生ペレット性状予測式(1-5) で求めるようになっている。
【0014】
また、パーライト添加予測式は、焼結ペレットの性状を示す絶乾比重と吸水率(%)と圧壊強度(Kg/P)とを下記の焼結ペレット性状予測式(2-1) 〜(2-3) に基づいてそれぞれ求めると共に、生ペレットの性状を示す含水率(%)と圧壊強度(Kg/P)と落下抵抗(回) と見掛比重とを生ペレット性状予測式(2-4) 〜(2-7) に基づいてそれぞれ求めるようになっている。
【0016】
また、重油灰添加予測式は、焼結ペレットの性状を示す絶乾比重と吸水率(%)と圧壊強度(Kg/P)とを下記の焼結ペレット性状予測式(3-1) 〜(3-3) に基づいてそれぞれ求めると共に、生ペレットの性状を示す含水率(%)を生ペレット性状予測式(3-4) に基づいて求めるようになっている。
【0018】
また、下水汚泥焼却灰添加予測式は、焼結ペレットの性状を示す絶乾比重と吸水率(%)と圧壊強度(Kg/P)とを下記の焼結ペレット性状予測式(4-1) 〜(4-3) に基づいてそれぞれ求めると共に、生ペレットの性状を示す含水率(%)を生ペレット性状予測式(4-4) に基づいて求めるようになっている。
【0020】
また、流動床ボイラー灰・焼却灰添加予測式は、焼結ペレットの性状を示す絶乾比重と吸水率(%)と圧壊強度((K) g/P)とを下記の焼結ペレット性状予測式(5-1) 〜(5-3) に基づいてそれぞれ求めると共に、生ペレットの性状を示す含水率(%)と圧壊強度((K) g/P)と落下抵抗(回) と見掛比重とを生ペレット性状予測式(5-4) 〜(5-7) に基づいてそれぞれ求めるようになっている。
【0022】
一方、人工軽量骨材の製造設備は、図1に示すように、石炭灰を風選により分級する分級機11を備えている。分級機11は、石炭灰の各粒子を回転させて各粒子に回転流による遠心力と空気流による抗力を与える回転体を備えており、粗粒子を遠心力により回転体の外周方向へ飛ばし、微粒子を空気とともに回転体の内周方向に送り込むことによって、両粒子を選別するように構成されている。そして、分級機11は、石炭灰を粒径10μm以下の微粒子の占める重量割合が所定値以下である粗粉と、その他の細粉とに分級するように、回転体の回転速度が任意に変更可能にされている。
【0024】
ここで、石炭灰の分級に際して、粒径10μm以下の微粒子に着目したのは、粗粉中の細粉が多いと、細粉が粗粉の間に入り込んで、空隙を埋めるからである。また、粒径10μm以下の細粉の量が絶乾比重に大きな影響を及ぼし、粒径10μmを越える細粉の量を規定しても絶乾比重はそれほど変化しないからである。さらに、石炭灰を分級する際の分級効率は粒径10μmを越えると粗粉回収効率が低下し、細粉と粗粉とを分けられなくなるからである。特に石炭灰の場合、細粉はJIS灰として販売できるので、粗粉と細粉との選別比率は、5割±2割以内とするためには、粒径10μm以下の微粒子で分ける必要がある。
【0025】
上記のように石炭灰を分級する分級機11は、微粒子を含む粗粉の送出口11aがペレット形成系43の第1ホッパー1に連絡されている。ペレット形成系43は、第1〜第5ホッパー1a〜1eと混練機5と解砕機6とベルトフィーダー7とパン型造粒機8とを上流側からこの順に備えている。第1ホッパー1aは、分級機11から送給された石炭灰を一時的に収容する。また、第2〜第5ホッパー1b〜1eは、第1ホッパー1aに並設されている。これらの第2〜第5ホッパー1b〜1eは、重油灰と下水汚泥焼却灰と流動床ボイラー灰とパーライトとをそれぞれ充填剤として収容している。尚、充填剤とは、絶乾比重を低下させる材料を意味する。そして、これらの第1〜第5ホッパー1a〜1eは、下端部の供給口が相互に連絡されており、石炭灰や充填剤を任意の割合で混合し、この混合物を後段の混練機5に供給可能にされている。
【0026】
ここで、重油灰や下水汚泥焼却灰、流動床ボイラー灰は、低比重剤として用いられるものである。低比重剤は、真比重または見掛比重が主原料である石炭灰よりも軽い物質あるいは燃焼して焼失する成分が含有されている全ての物質を用いることができる。普通の低比重剤には、もみがら、おがくず、シュートくず、バカス、石炭粒、コークス粒、木炭粒、木屑、破砕紙が知られている。
【0027】
尚、低比重剤は、これらの低比重剤が入手の安定性に欠けること、および入手にコストが掛かることから、廃棄物として埋め立て処分される流動床ボイラー灰や下水汚泥焼却灰、建設泥土、重油灰のいずれか一つ以上であって残留炭素を含むものを有効利用することが好ましい。また、下水汚泥焼却灰は、下水処理場で発生する汚泥物を燃焼した際に発生する残留物であり、建設泥土は、建設および土木工事で発生する土砂を主体とする廃棄物である。流動床ボイラー灰は、流動床ボイラーで燃焼された石炭の残留物であり、重油灰は重油を燃焼した際に発生する残留物である。特に流動床ボイラー灰はそれ単独では軽量骨材にならず、石炭灰より残留炭素が多いことから、石炭灰を混ぜて絶乾比重を下げるのに適している。ただし、石炭灰100重量部に混ぜる流動床ボイラー灰等の廃棄物系低比重剤は、40重量部を限度として混合する。40重量部を越えると、圧潰強度の低下によって焼結時の歩止まり率が悪化するとともに、絶乾比重の低下が少なくなるからである。
【0028】
また、上述のパーライトは、発泡化剤として用いられるものである。発泡化剤には、パーライトの他、シラスやゼオライト等の発泡性を有する鉱物および石膏の少なくとも何れか1つ以上を用いることができる。シラス、パーライト、ゼオライトは天然に産する鉱物であり、石膏は工業製品または脱硫工程で発生する何れを用いてもよい。尚、発泡化剤は、上記材料に限定されるものではなく、800℃以上の高温域において発泡性を発現するものであればよい。但し、石炭灰に混ぜる発泡化剤は、石炭灰または石炭灰と低比重剤の100重量部に対して20重量部を限度とする。20重量部を越えても、絶乾比重の低下が認められなくなるからである。
【0029】
上記のような各種の添加剤や石炭灰を収容した第1〜第5ホッパー1a〜1eの後段には、混練機5が配設されている。混練機5は、石炭灰や石炭灰と充填剤との混合物に水5’を加えて混練するように構成されている。そして、混練機5は、混合物を解砕する解砕機6に連絡されており、解砕機6は、ベルトフィーダー7を介してパン型造粒機8に連絡されている。パン型造粒機8は、解砕機6からの混合物を所定粒径の生ペレット65として形成するように設定されている。
【0030】
上記のパン型造粒機8は、火格子を用いる自燃焼結式の直線型移動焼成機12に連絡されている。直線型移動焼成機12は、乾燥−着火−焼結−冷却処理を連続運転により行うことによって、パン型造粒機8から供給された生ペレット65を焼結するように構成されている。
【0031】
即ち、焼成機12は、水平方向(図中矢印A)に移動する無端状の火格子21と、この火格子21の上方に設けられた乾燥・予熱炉22、着火炉23および焼結・保熱炉24と、各炉22・23・24に高熱空気を送り込む熱風管28と、焼結・保熱炉24の下流側に設けられた冷却ゾーン29とを備えている。また、火格子21の下方には、上端が火格子21に向かって開口されたウインドボックス25が設けられており、このウインドボックス25の下端は、排気ダクト26を通してブロアー27の吸い込み側に連結されている。そして、このように構成された直線型移動焼成機12の後段には、焼成機12で生成された生ペレット65の焼結体を導出するシュート30と、焼結体を分離するクラッシャ31と、分離された焼結体を所定形状の製品ペレットにふるい分ける篩機32とがこの順に配設されている。
【0032】
上記の構成において、人工軽量骨材の製造方法を説明する。
先ず、石炭灰を用いて人工軽量骨材を製造する前に、所望の人工軽量骨材となる最適な製造条件が性状予測装置を用いて求められる。
【0033】
即ち、図2に示すように、ペレット性状予測ルーチンを実行している性状予測装置に対して、予測式に用いられる石炭灰性状パラメータとして“石炭灰の平均粒径”と“10μm未満の微粒子の重量%”と“比表面積”と“真比重”と“密充填嵩密度”と“アルカリ度”との各データが入力される(S1)。
【0034】
次いで、石炭灰のみで人工軽量骨材を製造するのか、石炭性と充填剤とを混合して製造するのかがオペレータにより決定され、石炭灰のみで製造するのであれば、単味灰予測式が選択される。また、石炭性と充填剤との混合であって、充填剤にパーライトを用いる場合には、パーライト添加予測式が選択される。同様に、充填剤の種類により重油灰添加予測式や下水汚泥焼却灰添加予測式、流動床ボイラー灰・焼却灰添加予測式が選択される(S2)。
【0035】
上記のようにして予測式が選択されると、単味灰予測式以外の予測式が選択されたのであれば、さらに、各予測式に対応した充填剤性状パラメータである“パーライトの重量%”や“重油灰の重量%”、“焼却灰の重量%”、“流動床ボイラー灰の重量%”、“焼却灰の重量%”のデータが入力される(S3)。そして、選択された予測式に石炭灰性状パラメータおよび充填剤性状パラメータのデータが代入されることによって、焼結ペレットの絶乾比重等の性状と、生ペレットの含水率等の性状とが求められて画面表示される(S4)。この後、画面表示された焼結ペレットの性状がオペレータにより確認され、充填剤性状パラメータのデータを変更するか否かがオペレータにより判断される(S5)。変更する場合には(S5,YES)、S3が再実行され、充填剤性状パラメータのデータ入力が再び行われる。一方、充填剤性状パラメータのデータを変更しない場合には(S5,NO)、続いて石炭灰性状パラメータのデータを変更するか否かが判断される(S6)。そして、変更する場合には(S6,YES)、S2が再実行され、石炭灰性状パラメータのデータ入力が再び行われる。
【0036】
一方、石炭灰性状パラメータのデータを変更しない場合には(S6,NO)、予測式を変更するか否かが判断される(S7)。予測式を変更する場合には(S7,YES)、S1が再実行され、予測式の選択が行われる。一方、予測式を変更しない場合には(S7,NO)、本ルーチンが終了される。
【0037】
また、S2において、単味灰予測式が選択されたのであれば、単味灰予測式に石炭灰性状パラメータのデータが代入されることによって、焼結ペレットの絶乾比重等の性状と、生ペレットの含水率等の性状とが求められて画面表示される(S4)。この後、S6およびS7が実行され、上述と同様の動作により石炭灰性状パラメータのデータ変更や予測式の変更が可能にされた後、本ルーチンが終了される。
【0038】
上記のようにして性状予測装置で所望の焼結ペレットの性状が得られると、この焼結ペレットと同時に算出された生ペレットの性状が確認される。そして、この生ペレットの性状に基づいて製造条件が求められ、図1の製造設備の運転動作が設定される。
【0039】
製造設備に対する製造条件の設定が完了すると、図示しないピットに保管されていた上述の予測式の算出基礎である石炭灰が分級機11に送給される。そして、分級機11において、石炭灰が回転されることによって、石炭灰の各粒子に回転流による遠心力と空気流による抗力とが付与される。これにより、石炭灰の粗粒子が遠心力によって外周方向へ飛ばされる一方、石炭灰の微粒子が空気とともに内周方向に送り込まれることによって、石炭灰が選別される(分級工程)。そして、粒径10μm以下の微粒子の占める重量割合が所定値以下となる粗粉である石炭灰が分級により得られると、送出口11aから後段の第1ホッパー1に送り込まれる。
【0040】
次に、第1ホッパー1から石炭灰が混練機5に供給される。また、必要に応じて第2〜第5ホッパー1b〜1eから充填剤が混練機5に送給される。そして、混練機5で水5’が注水されて石炭灰や充填剤が混練される。この混練物は、解砕機6において解砕され、ベルトフィーダー7により一定の供給量でパン型造粒機8に供給される。そして、パン型造粒機8において所定粒径の生ペレット65とされた後、直線型移動焼成機12に送給される(生ペレット形成工程)。
【0041】
直線型移動焼成機12に送給された生ペレット65は、乾燥−着火−焼成−冷却処理を経て焼結が行われる。即ち、火格子21の上に生ペレット65が定量供給され、この生ペレット65が火格子21に伴って移動し、各炉22,23,24を通過するときに、熱風管28から高熱空気が供給され、これがブロアー27により生ペレットの下方に向かって吸引される(図中矢印B)。尚、生ペレット65の床用として焼結ペレットが敷かれる。そして、この高熱空気により焼結が行われる。詳しくは、乾燥・予熱炉22により生ペレット65の乾燥が行われ、次いで、着火炉23で乾燥ペレット65’中の未燃炭が着火する。更に、焼結・保熱炉24により乾燥ペレット65’中の未燃炭の燃焼が下方へ移行し、全体の焼結が完了し、焼結ペレット65''が形成される(焼成工程)。
【0042】
この後、焼結ペレット65''が冷却ゾーン29に搬送され、ブロアー27の吸い込み空気の一部が焼結ペレット65''の層中を下方(図中矢印C)に向かって通過されることによって、焼結ペレット65''の冷却が行われる。冷却された焼結ペレット65''のペレット塊は、シュート30を経てクラッシャ31に送り込まれて分離される。そして、分離された焼結ペレット65''が篩機32で所定形状の製品ペレットにふるい分けられ、絶乾比重が1.25以下の人工軽量骨材とされる。
【0043】
尚、本実施形態における各予測式の係数は、表1〜表5の試験結果に基づいて求めた。即ち、単味灰予測式は、表1に示すように、17種類の石炭灰のサンプルについて実際に焼結ペレットを作成したときの石炭灰性状と生ペレット性状と焼結ペレット性状とを測定し、これらの測定データを重回帰して作成した。
【0044】
【表1】
パーライト添加予測式は、表2に示すように、14種類の石炭灰のサンプルについて実際に焼結ペレットを作成したときの石炭灰性状と生ペレット性状と焼結ペレット性状とを測定し、これらの測定データを重回帰して作成した。
【0046】
【表2】
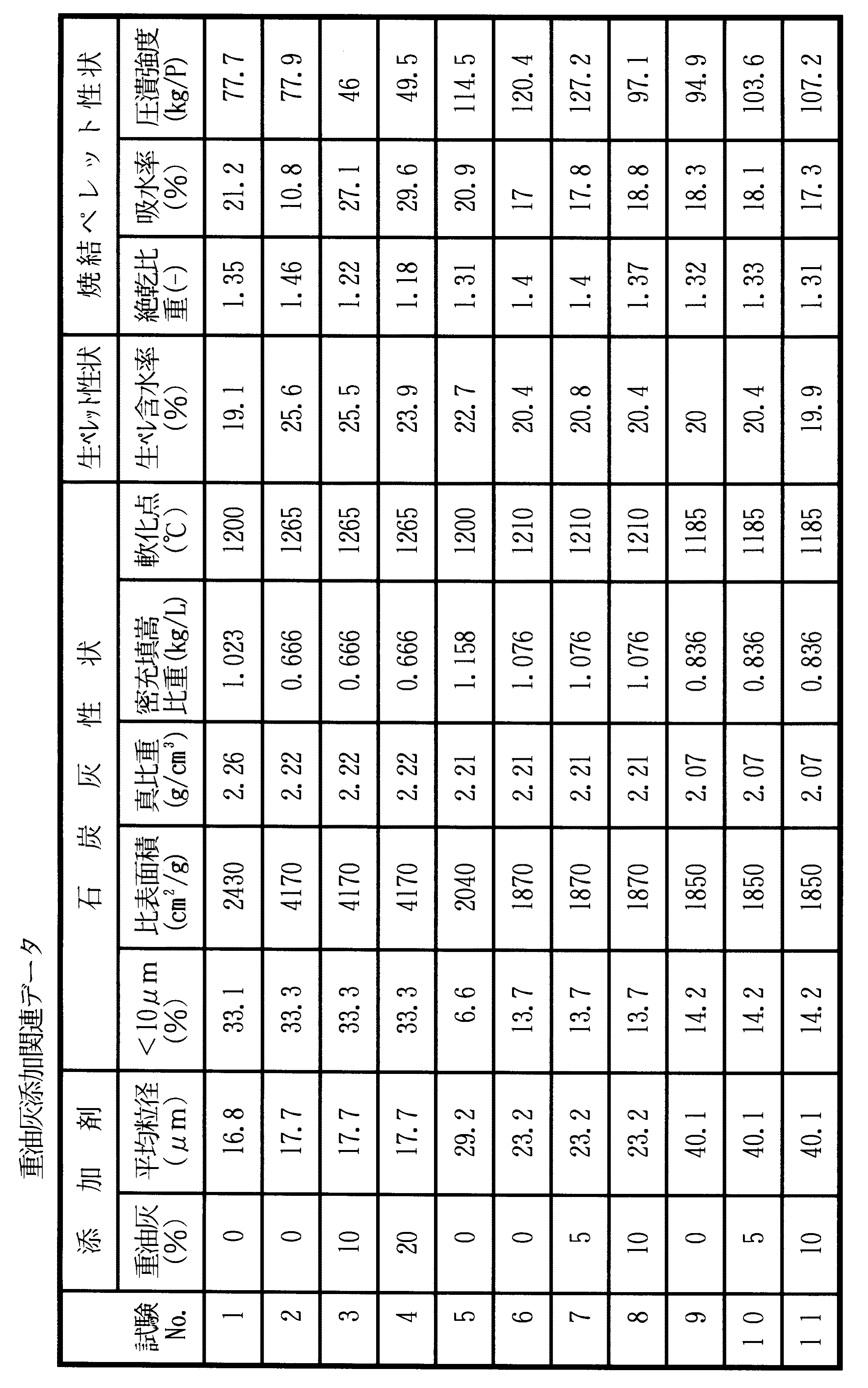
重油灰添加予測式は、表3に示すように、11種類の石炭灰のサンプルについて実際に焼結ペレットを作成したときの石炭灰性状と生ペレット性状と焼結ペレット性状とを測定し、これらの測定データを重回帰して作成した。
【0048】
【表3】
重油灰添加予測式は、表4に示すように、12種類の石炭灰のサンプルについて実際に焼結ペレットを作成したときの石炭灰性状と生ペレット性状と焼結ペレット性状とを測定し、これらの測定データを重回帰して作成した。
【0050】
【表4】
流動床ボイラー灰・焼却灰添加予測式は、表5に示すように、8種類の石炭灰のサンプルについて実際に焼結ペレットを作成したときにの石炭灰性状と生ペレット性状と焼結ペレット性状とを測定し、これらの測定データを重回帰して作成した。
【0052】
【表5】
【発明の効果】
請求項1の発明は、石炭灰を分級して、粒径10μm以下の微粒子を含む粗粉とし、該粗粉を造粒して生ペレットを形成した後、該生ペレットを焼成して焼結ペレットを形成することによって、所望の人工軽量骨材を製造する人工軽量骨材の製造方法であって、前記石炭灰の性状を示す石炭灰性状パラメータで構成された焼結ペレット性状予測式により前記焼結ペレットの性状を求めると共に、同一の石炭灰性状パラメータで構成された生ペレット性状予測式により前記生ペレットの性状を求め、前記焼結ペレットの性状が所望の人工軽量骨材となるときの前記生ペレットの性状に基づいて前記石炭灰を用いた人工軽量骨材の製造条件を求める構成である。
【0054】
上記の構成によれば、同一の石炭灰性状パラメータで構成された焼結ペレット性状予測式と生ペレット性状予測式とで焼結ペレットおよび生ペレットの性状がそれぞれ求められるため、焼結ペレットの性状を所望の人工軽量骨材としたきに、焼結ペレットになる前の中間段階の生ペレットの性状を求めることができる。これにより、この生ペレットの性状に基づいて製造条件を求めることができるため、試作や検査を行って製造条件を求める場合のような歩留りの低下やオペレータの負担を解消することができるという効果を奏する。
【0055】
請求項2の発明は、石炭灰を分級して、粒径10μm以下の微粒子を含む粗粉とし、該粗粉と充填剤とを混合および造粒して生ペレットを形成した後、該生ペレットを焼成して焼結ペレットを形成することによって、所望の人工軽量骨材を製造する人工軽量骨材の製造方法であって、前記石炭灰の性状を示す石炭灰性状パラメータと、前記充填剤の性状を示す充填剤性状パラメータとで構成された焼結ペレット性状予測式により前記焼結ペレットの性状を求めると共に、同一の石炭灰性状パラメータと充填剤性状パラメータとで構成された生ペレット性状予測式により前記生ペレットの性状を求め、前記焼結ペレットの性状が所望の人工軽量骨材となるときの前記生ペレットの性状に基づいて前記石炭灰を用いた人工軽量骨材の製造条件を求める構成である。
【0056】
上記の構成によれば、同一の石炭灰性状パラメータおよび充填剤性状パラメータで構成された焼結ペレット性状予測式と生ペレット性状予測式とで焼結ペレットおよび生ペレットの性状がそれぞれ求められるため、焼結ペレットの性状を所望の人工軽量骨材としたきに、焼結ペレットになる前の中間段階の生ペレットの性状を求めることができる。これにより、この生ペレットの性状に基づいて製造条件を求めることができるため、試作や検査を行って製造条件を求める場合のような歩留りの低下やオペレータの負担を解消することができるという効果を奏する。
【図面の簡単な説明】
【図1】人工軽量骨材の製造設備の工程図である。
【図2】ペレット性状予測ルーチンのフローチャートである。
【符号の説明】
1a〜1e 第1〜第5ホッパー
5 混練機
6 解砕機
7 ベルトフィーダー
8 パン型造粒機
11 分級機
12 直線型移動焼成機
43 ペレット形成系
65 生ペレット
Claims (2)
- 石炭灰を分級して、粒径10μm以下の微粒子を含む粗粉とし、該粗粉を造粒して生ペレットを形成した後、該生ペレットを焼成して焼結ペレットを形成することによって、絶乾比重が1.25以下の人工軽量骨材を製造する人工軽量骨材の製造方法であって、
目的変数を前記焼結ペレットの性状とし、説明変数を前記石炭灰の性状とする焼結ペレット性状予測式と、目的変数を前記生ペレットの性状とし、説明変数を前記石炭灰の性状とする生ペレット性状予測式とを用いて、人工軽量骨材の絶乾比重が1.25以下となる前記焼結ペレットを得るための前記生ペレットの性状を求め、
求められた前記生ペレットの性状に基づいて前記生ペレットを形成するものであり、
前記石炭灰の性状は、平均粒径、平均粒径が10μm未満の微粒子の重量パーセント、比表面積、真比重、蜜充填嵩密度、及び、アルカリ度を含み、
前記焼結ペレットの性状は、絶乾比重、吸水率、原粉圧壊強度、及び、粗粉圧壊強度を含み、
前記生ペレットの性状は、含水率を含み、
前記焼結ペレット性状予測式は、前記石炭灰の性状と前記焼結ペレットの性状との実測値から重回帰分析で得られた近似式であり、
前記生ペレット性状予測式は、前記石炭灰の性状と前記生ペレットの性状との実測値から重回帰分析で得られた近似式であることを特徴とする人工軽量骨材の製造方法。 - 石炭灰を分級して、粒径10μm以下の微粒子を含む粗粉とし、該粗粉と充填剤とを混合および造粒して生ペレットを形成した後、該生ペレットを焼成して焼結ペレットを形成することによって、絶乾比重が1.25以下の人工軽量骨材を製造する人工軽量骨材の製造方法であって、
目的変数を前記焼結ペレットの性状とし、説明変数を前記石炭灰の性状及び前記充填剤の性状とする焼結ペレット性状予測式と、目的変数を前記生ペレットの性状とし、説明変数を前記石炭灰の性状及び前記充填剤の性状とする生ペレット性状予測式とを用いて、人工軽量骨材の絶乾比重が1.25以下となる前記焼結ペレットを得るための前記生ペレットの性状を求め、
求められた前記生ペレットの性状に基づいて前記生ペレットを形成するものであり、
前記石炭灰の性状は、平均粒径、平均粒径が10μm未満の微粒子の重量パーセント、比表面積、真比重、蜜充填嵩密度、及び、アルカリ度を含み、
前記充填剤の性状は、重量パーセントを含み、
前記焼結ペレットの性状は、絶乾比重、吸水率、及び、圧壊強度を含み、
前記生ペレットの性状は、含水率を含み、
前記焼結ペレット性状予測式は、前記石炭灰の性状と前記充填剤の性状と前記焼結ペレットの性状との実測値から重回帰分析で得られた近似式であり、
前記生ペレット性状予測式は、前記石炭灰の性状と前記充填剤の性状と前記生ペレットの性状との実測値から重回帰分析で得られた近似式であることを特徴とする人工軽量骨材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000303152A JP3990102B2 (ja) | 2000-10-03 | 2000-10-03 | 人工軽量骨材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000303152A JP3990102B2 (ja) | 2000-10-03 | 2000-10-03 | 人工軽量骨材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002114547A JP2002114547A (ja) | 2002-04-16 |
| JP3990102B2 true JP3990102B2 (ja) | 2007-10-10 |
Family
ID=18784394
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000303152A Expired - Fee Related JP3990102B2 (ja) | 2000-10-03 | 2000-10-03 | 人工軽量骨材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3990102B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5522652B2 (ja) * | 2009-07-06 | 2014-06-18 | 一般財団法人電力中央研究所 | 石炭灰性状の評価方法及び評価システム |
| JP6729228B2 (ja) * | 2016-09-15 | 2020-07-22 | 日本製鉄株式会社 | 鉄鉱石成形体の強度推定方法および鉄鉱石成形体の製造方法 |
-
2000
- 2000-10-03 JP JP2000303152A patent/JP3990102B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002114547A (ja) | 2002-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2648803B2 (ja) | フライアッシュ及び汚水スラッジの処理方法、フライアッシュ及び汚水スラッジを用いた軽量骨材の製造方法並びに軽量骨材 | |
| AU2014337792B2 (en) | A method and a system for producing a lightweight ceramic aggregate, particularly from coal ash | |
| CN100590094C (zh) | 粉煤灰陶粒生产方法 | |
| JP2022033594A (ja) | 焼結鉱の製造方法 | |
| WO2018180680A1 (ja) | 改質フライアッシュの製造方法 | |
| JP2015193930A (ja) | 焼結鉱の製造方法 | |
| KR102574057B1 (ko) | 플라이 애시의 개질 방법 및 장치 | |
| JP3990102B2 (ja) | 人工軽量骨材の製造方法 | |
| JP4188548B2 (ja) | 石炭灰の性状予測方法および人工軽量骨材の製造方法 | |
| WO2024117144A1 (ja) | 焼結鉱の製造方法 | |
| JP3983465B2 (ja) | 人工軽量骨材の製造方法および製造設備 | |
| JP3892545B2 (ja) | 軽量骨材の製造方法 | |
| CN100369849C (zh) | 一种以燃气煅烧生产水泥熟料的方法及立窑 | |
| JP6692877B2 (ja) | 成形燃料、その製造方法、及び石灰石の焼成方法 | |
| JP4011277B2 (ja) | 人工軽量骨材の製造設備 | |
| JPS5826070A (ja) | 人工砂の製造法 | |
| EP4628605A1 (en) | Sintered ore manufacturing method | |
| JP2025168102A (ja) | 焼結鉱の製造方法 | |
| JPS5892490A (ja) | 未燃炭素を含有する石炭灰の焼結法 | |
| JP2025068422A (ja) | 焼結鉱の製造方法 | |
| JP2024078406A (ja) | 焼結鉱の製造方法 | |
| JP2025136265A (ja) | 焼結鉱の製造方法 | |
| TW202546242A (zh) | 燒結礦的製造方法 | |
| JPH05148557A (ja) | 焼結鉱の製造方法 | |
| JPS62256746A (ja) | 軽量骨材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040407 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060906 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060912 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070717 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070719 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100727 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |