JP4089084B2 - 部品吸着装置 - Google Patents
部品吸着装置 Download PDFInfo
- Publication number
- JP4089084B2 JP4089084B2 JP12064999A JP12064999A JP4089084B2 JP 4089084 B2 JP4089084 B2 JP 4089084B2 JP 12064999 A JP12064999 A JP 12064999A JP 12064999 A JP12064999 A JP 12064999A JP 4089084 B2 JP4089084 B2 JP 4089084B2
- Authority
- JP
- Japan
- Prior art keywords
- suction nozzle
- component
- suction
- end side
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Landscapes
- Manipulator (AREA)
- Supply And Installment Of Electrical Components (AREA)
Description
【発明の属する技術分野】
本発明は、吸着ノズルを有しこの吸着ノズル内を負圧にして該吸着ノズルの先端部にいわゆるチップ部品の如き部品を吸着保持して搬送する部品吸着装置に関する。
【0002】
【従来の技術】
従来、図7に示すように、管状の吸着ノズル101を有し、この吸着ノズル101内を負圧にして、該吸着ノズル101の先端部に、いわゆるチップ部品の如き部品を吸着保持して搬送する部品吸着装置が提案されている。このような部品吸着装置は、電子装置の組立工程等において、チップ部品を電子基板上の所定の取付け位置に搬送して位置決めする場合などに使用される。
【0003】
吸着ノズル101の先端側には、反射部材107が、外嵌装されて該吸着ノズル101に対して螺合して取付けられている。この反射部材107は、吸着ノズル101の先端側より入射する光を該先端側に向けて反射するものである。
【0004】
そして、この部品吸着装置においては、図8に示すように、吸着ノズル101の先端部にチップ部品102を吸着させた状態で、該吸着ノズル101の先端側よりCCD(固体撮像素子)カメラ103等により撮影しこのCCDカメラ103よりの出力信号を画像処理することにより、該チップ部品102の位置を検出することが行われる。
【0005】
このようなチップ部品102の位置検出に基づいて、該チップ部品102の正確な位置決めを行うことができる。
【0006】
【発明が解決しようとする課題】
ところで、上述のような部品吸着装置においては、吸着ノズル101の先端側部分105の先端側より見た投影面積をこの吸着ノズル101の先端部に吸着される部品102の投影面積よりも大きくすることが不可能だった。これは、透過2値画像認識において、図9に示すように、吸着ノズル101の側面部であって部品102よりはみ出して見える部分が影となって認識され、該部品102の一部として誤って認識処理されてしまうためである。
【0007】
そのため、吸着ノズル101は、基端側より先端側に至るまで、吸着する部品102よりもはみ出して見えないように外径が制限される。その結果、小さな部品を吸着するための吸着ノズルにおいては、内外径ともに細くせざるを得ず、吸着効率の悪い形状になっていた。
【0008】
また、吸着ノズルの内径が細いと、管内のエアー経路も細くなり、埃等によるつまりが発生し易く、吸着品質や吸着率が悪化する。このため、吸着ノズルの内径が細い場合には、定期的な清掃が必要となり、設備の稼働ロスが発生する。この清掃においては、吸着ノズルが細いため、慎重な作業が必要であり、場合によっては、吸着ノズルを曲げてしまう虞れがある。
【0009】
さらに、反射部材107は、この反射部材107を吸着ノズル101に対して回転させるための冶具が嵌合する該吸着ノズル101の軸に平行な溝部106を有している。各溝部106は、吸着ノズル101の先端側より基端側に向けて開放された貫通した溝となっている。この溝部106は、吸着ノズル101の基端側に向けて貫通しているので、図9に示すように、反射部材107全体の反射効率を下げることとなる。
【0010】
そして、従来の部品吸着装置においては、図8に示すように、CCDカメラ103等により撮影するときの光源であるハロゲンランプ104の照射位置が、反射板透過(反射部材107を透過した光により照明する方式)であるため、光量が不足し、汚れ等により誤認識が生ずる虞れがあった。
【0011】
そこで、本発明は、上述の実情に鑑みて提案されるものであって、吸着ノズルを細くすることによる吸着効率の悪化や清掃作業のための稼働ロスや破損が防止されるとともに、該吸着ノズルの先端部に吸着された部品の位置をCCDカメラを用いて正確に検出することができるようになされた部品吸着装置を提供しようとするものである。
【0012】
【課題を解決するための手段】
上述の課題を解決するため、本発明は、管状中空の吸着ノズルと、該吸着ノズルの先端側に外嵌装されて該吸着ノズルに対して螺合して取付けられ、該吸着ノズルの先端側より入射する光を該先端側に向けて反射する反射部材とを有し、この吸着ノズル内を負圧にして、該吸着ノズルの先端部に部品を吸着させる部品吸着装置であって、上記吸着ノズルは、管内形状が、基端側より先端側に亘り、先端側が縮径された連続したテーパ形状となされ、
上記反射部材は、この反射部材を上記吸着ノズルに対して回転させるための冶具が嵌合する該吸着ノズルの軸に平行な溝部を有し、上記各溝部は、上記吸着ノズルの先端側に向けて開放されているとともに、該吸着ノズルの基端側が閉塞されていることを特徴とするものである。
【0013】
また、吸着ノズルは、外形が、先端側が縮径されたテーパ形状となされ、外周面部が鏡面処理されていることを特徴とするものである。
【0014】
【発明の実施の形態】
以下、本発明の実施の形態を図面を参照しながら説明する。
【0015】
本発明に係る部品吸着装置は、図1に示すように、管状に形成された着脱可能な吸着ノズル1を有し、この吸着ノズル1内を負圧にすることにより、該吸着ノズル1の先端部にいわゆるチップ部品等の部品を吸着保持して搬送する装置であり、いわゆる高速チップ実装機として構成されるものである。
【0016】
この部品吸着装置の吸着ノズル1は、この部品吸着装置の本体部のノズルブロック2にセットされる。吸着ノズル1は、図2に示すように、それぞれ管状の軸部3と先端側部分4とが同軸状につなげられて構成されているが、管内形状が、基端側より先端側に亘って、先端側が縮径された連続したテーパ形状となされている。また、吸着ノズル1の管内内面部は、基端側より先端側に亘って、段差の無い連続した面により形成されている。
【0017】
このように、吸着ノズル1の管内の内面部が段差の無い形状に加工されており、また、エアの流れ方向に対して一定の方向性を持ったテーパ形状であることにより、効率的なエアの流れが実現されている。すなわち、この吸着ノズル1を使用した場合においては、図3において実線で示すように、一点鎖線で示す従来の部品吸着装置の吸着ノズルを使用した場合に比較して、例えば5msec乃至10msec程度短い時間で管内を所定の負圧にすることができる。さらに、基端側においてもテーパ形状となされていることにより、ノズルブロック2との継ぎ目部分の空気抵抗を抑える形状となっている。
【0018】
そして、吸着ノズル1は、図2に示すように、先端側部分4の外形が、先端側が縮径されたテーパ形状となされ、外周面部が鏡面処理されている。この吸着ノズル1の先端側部分4の外形のなすテーパ形状の開き角は、18°乃至20°となされている。また、先端側部分4の外周面の鏡面処理は、表面粗さを0.2S以下とする処理である。
【0019】
そして、吸着ノズル1の先端側には、反射部材5が、外嵌装されて該吸着ノズル1に対して螺合して取付けられている。この反射部材5は、吸着ノズル1の先端側より入射する光を該先端側に向けて反射するものである。この反射部材5は、この反射部材5を吸着ノズル1に対して回転させるための冶具が嵌合する該吸着ノズル1の軸に平行な溝部6を有している。各溝部6は、吸着ノズル1の先端側に向けて開放されているとともに、該吸着ノズル1の基端側が閉塞されている。この溝部6は、吸着ノズル1の基端側に向けて貫通していないので、この溝部6の底面部分の反射により反射部材5全体の反射効率を上げることができる。
【0020】
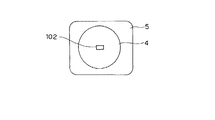
この部品吸着装置においては、図4に示すように、部品(チップ部品)102を吸着ノズル1の先端部にて吸着する。このとき、ノズル内部は、メカニカルバルブの作用で、大気圧から負圧に切替えられおり、部品102を吸着している。
【0021】
この吸着ノズル1では、図3に示すように、負圧の立ち上がりが、管内抵抗が減っている効果により早くなり、吸着ノズル1の先端側部分4では、高い吸着圧を確保した状態で部品を吸着することができる。例えば、吸着時間が0.15sec程度の高速動作を行う実装機においても、負圧が立ち上がる前に部品を吸着する動作をしてしまうことがなく、部品を取り損ねたり吸着後に部品が動いてしまうことがなく、安定な吸着姿勢を実現できる。
【0022】
部品102の吸着後、図4に示すように、CCDカメラ103にて部品102の外形を認識して、寸法、センタ、傾きなどを求める。このとき、図5に示すように、部品102より吸着ノズル1の先端側部分4のテーパ径が大きいにも拘わらず、ハロゲンランプ104の光が吸収されることがないので、この先端側部分4の外周面部が影になることがなく、良好な認識ができる。
【0023】
すなわち、この吸着ノズル1においては、先端側部分4の外周面部が鏡面処理されていることにより、ノズル外径が太くなって該外周面部が吸着ノズル1の先端部に吸着される部品よりはみ出して見える状態となっても、影として認識されることがなく、良好な認識処理が行える。したがって、この吸着ノズル1は、図1に示すように、部品の形状や大きさに対応させた様々な形状に作成することが可能となっている。また、この吸着ノズル1においては、外形及び内周面部のなすテーパ形状の開き角を拡大することが可能であり、理想的なエア経路を持つ管内形状とすることができる。
【0024】
さらに、この部品吸着装置においては、ハロゲンランプ104の光を従来の反射板透過方式から反射板反射方式(反射部材5により反射された光により照明する方式)に変更している。吸着ノズル1自身の影の影響を最小限に抑え、部品と背景との輝度差を大きくし、認識の安定性を図ることができる。すなわち、部品画像の認識において、照明光の照射位置を変更したことにより、汚れ、埃等の誤認識要因による誤認識を低減させることができる。
【0025】
この部品吸着装置は、図6に示すように、ロータリーヘッド109に支持され、図6中のA位置において、部品供給部108より、テーピングされた部品102を供給されてこれを吸着する。そして、ロータリーヘッド109の回転により、装着方向選択位置、吸着検査位置を経て、部品認識位置(B位置)及び回転補正位置にて、部品102のX軸、Y軸、O軸方向の位置を認識したデータを元に補正される。そして、部品装着位置(C位置)で、吸着していた部品を基板表面に装着させる。このとき、吸着ノズル1の内部では、負圧から大気圧に切替わり、部品102を吸着ノズル1から離すが、この場合も、管内抵抗が少なくなったことにより、早く大気開放することができ、高速実装対応に適したタイミングが得られる。基板は、ローディングユニット111より供給され、基板搬送部110において、部品102を装着され、アンローディングユニット112に搬送される。部品102を開放した部品吸着装置は、ロータリーヘッド109の回転により、不良品排出位置、ノズルセレクト位置、ノズル原点戻し位置、ノズルチェック位置を経て、図6中のA位置に戻る。
【0026】
なお、吸着ノズルの取扱いにおいては、従来600gf乃至900gfの衝撃荷重にてその偏芯(曲がり)が5/100mm以上発生していたが、本発明においては、拡大されたテーパ形状の吸着ノズルにしたことにより、2000gf以上の耐衝撃性を持つことが可能になった。また、吸着率において、0.2乃至0.35ポイント向上させることができる。これにより、仕損低減や生産効率の向上を図ることができる。
【0027】
さらに、吸着ノズルの内径が拡大したことにより、汚れ等による詰まりの発生が少なくなり、定期清掃周期を従来に比較して3倍以上長くすることが可能となり、生産性を向上させることができる。
【0028】
【発明の効果】
上述のように、本発明に係る部品吸着装置においては、吸着ノズルを流動するエアの管内抵抗が少なくなり、効率の良いエアの流れが確保され、安定した部品吸着を行うことができる。また、吸着ノズルの内穴がテーパ形状を有することにより、ノズル基端側のはめ込み部で、インナーホルダとの段差が軽減され、エアー流動効率を向上させることができる。そのため、部品の吸着姿勢を安定させることができ、装着時の精度向上、品質不良の削減が可能である。
【0029】
また、CCDカメラ等による撮影をするときの光源となるハロゲンランプ光の反射の妨げが無くなり、反射率が均等となり、影の発生を防止することができる。更に、本発明に係る部品吸着装置においては、反射部材が、吸着ノズルの先端側に、外嵌装されて該吸着ノズルに対して螺合して取付けられ、吸着ノズルに対して回転させるための冶具が嵌合する該吸着ノズルの軸に平行な溝部を有し、各溝部が、吸着ノズルの先端側に向けて開放されているとともに、該吸着ノズルの基端側が閉塞されていることにより、この溝部は、吸着ノズルの基端側に向けて貫通していないので、この溝部の底面部分の反射により反射部材全体の反射効率を上げることができる。
【0030】
すなわち、本発明は、吸着ノズルを細くすることによる吸着効率の悪化や清掃作業のための稼働ロスや破損が防止されるとともに、該吸着ノズルの先端部に吸着された部品の位置をCCDカメラを用いて正確に検出することができるようになされた部品吸着装置を提供することができるものである。
【図面の簡単な説明】
【図1】本発明に係る部品吸着装置の要部の構成を示す斜視図である。
【図2】上記部品吸着装置の吸着ノズルの構成を示す縦断面図である。
【図3】上記部品吸着装置及び従来の部品吸着装置における吸着ノズル内の圧力の変化を示すグラフである。
【図4】上記部品吸着装置において部品を吸着した状態を示す側面図である。
【図5】上記部品吸着装置において部品を吸着した状態を示す底面図である。
【図6】上記部品吸着装置を用いて部品を実装す装置を示す平面図である。
【図7】従来の部品吸着装置の吸着ノズルの構成を示す縦断面図である。
【図8】上記従来の部品吸着装置において部品を吸着した状態を示す側面図である。
【図9】上記従来の部品吸着装置において部品を吸着した状態を示す底面図である。
【符号の説明】
1 吸着ノズル、2 ノズルブロック、3 軸部、4 先端側部分、5 反射部材、6 溝部、102 部品、103 CCDカメラ、104 ハロゲンランプ
Claims (5)
- 管状中空の吸着ノズルと、該吸着ノズルの先端側に外嵌装されて該吸着ノズルに対して螺合して取付けられ、該吸着ノズルの先端側より入射する光を該先端側に向けて反射する反射部材とを有し、この吸着ノズル内を負圧にして、該吸着ノズルの先端部に部品を吸着させる部品吸着装置であって、
上記吸着ノズルは、管内形状が、基端側より先端側に亘り、先端側が縮径された連続したテーパ形状となされ、
上記反射部材は、この反射部材を上記吸着ノズルに対して回転させるための冶具が嵌合する該吸着ノズルの軸に平行な溝部を有し、
上記各溝部は、上記吸着ノズルの先端側に向けて開放されているとともに、該吸着ノズルの基端側が閉塞されていることを特徴とする部品吸着装置。 - 吸着ノズルの管内内面部は、基端側より先端側に亘り、連続した面により形成されていることを特徴とする請求項1記載の部品吸着装置。
- 吸着ノズルは、外形が、先端側が縮径されたテーパ形状となされ、外周面部が鏡面処理されていることを特徴とする請求項1記載の部品吸着装置。
- 吸着ノズルの外形のなすテーパ形状の開き角は、18°乃至20°となされていることを特徴とする請求項3記載の部品吸着装置。
- 吸着ノズルの外周面の鏡面処理は、表面粗さを0.2S以下とする処理であることを特徴とする請求項3記載の部品吸着装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP12064999A JP4089084B2 (ja) | 1999-04-27 | 1999-04-27 | 部品吸着装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP12064999A JP4089084B2 (ja) | 1999-04-27 | 1999-04-27 | 部品吸着装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000308987A JP2000308987A (ja) | 2000-11-07 |
| JP4089084B2 true JP4089084B2 (ja) | 2008-05-21 |
Family
ID=14791463
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP12064999A Expired - Fee Related JP4089084B2 (ja) | 1999-04-27 | 1999-04-27 | 部品吸着装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4089084B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104416565A (zh) * | 2013-08-29 | 2015-03-18 | 富泰华工业(深圳)有限公司 | 翻面系统及其采用的工作台 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9226436B2 (en) | 2011-08-29 | 2015-12-29 | Panasonic Intellectual Property Management Co., Ltd. | Component mounting position correcting method |
| JP6652565B2 (ja) * | 2015-07-01 | 2020-02-26 | 株式会社Fuji | 作業機 |
-
1999
- 1999-04-27 JP JP12064999A patent/JP4089084B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104416565A (zh) * | 2013-08-29 | 2015-03-18 | 富泰华工业(深圳)有限公司 | 翻面系统及其采用的工作台 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000308987A (ja) | 2000-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2000124700A (ja) | 部品搭載装置用の照明装置とその照明装置を備える部品搭載装置 | |
| JPH08222893A (ja) | ワーク実装機の吸着ノズル | |
| CN101869012A (zh) | 零件安装头、零件安装装置、吸嘴和被吸附零件的侧面图像取得装置 | |
| JP4089084B2 (ja) | 部品吸着装置 | |
| JPH09248783A (ja) | 閉塞ノズルの検出方法 | |
| JP2002076031A (ja) | 半導体製造装置 | |
| JPH05211183A (ja) | チップマウンタ | |
| JP4353567B2 (ja) | 保持装置および撮像方法 | |
| JPH10176905A (ja) | 光沢を有する球冠状突起の撮像,位置特定方法およびシステム | |
| JP6830329B2 (ja) | 検査装置、および検査方法 | |
| JP4138089B2 (ja) | 部品搭載装置 | |
| JPH11330799A (ja) | 部品装着装置 | |
| JP4099562B2 (ja) | 吸着ノズル及び部品吸着装置 | |
| JP2009004640A (ja) | ウエハチップチャック装置およびウエハチップチャック装置におけるチャック不良判定方法 | |
| JP3242130B2 (ja) | 電子部品保持方法および電子部品装着装置 | |
| JP4457844B2 (ja) | 電子部品実装装置および電子部品実装方法 | |
| US6564991B1 (en) | Ball mount apparatus and mount method | |
| JPH07235800A (ja) | 部品搬送装置および部品搬送方法 | |
| JP2000208998A (ja) | 部品認識装置及び部品認識方法、並びに部品装着装置 | |
| JPH08139498A (ja) | 電子部品装着装置 | |
| JPH08205004A (ja) | 撮像装置 | |
| JPH0786797A (ja) | 装着部品の検出装置 | |
| JPH0936597A (ja) | 部品装着装置 | |
| JP2003198195A (ja) | 電子部品実装装置 | |
| JP3462094B2 (ja) | 部品認識方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070809 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070828 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071023 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080218 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110307 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |