JP4090380B2 - モールディングタブレット供給装置のタブレット感知システム - Google Patents
モールディングタブレット供給装置のタブレット感知システム Download PDFInfo
- Publication number
- JP4090380B2 JP4090380B2 JP2003101603A JP2003101603A JP4090380B2 JP 4090380 B2 JP4090380 B2 JP 4090380B2 JP 2003101603 A JP2003101603 A JP 2003101603A JP 2003101603 A JP2003101603 A JP 2003101603A JP 4090380 B2 JP4090380 B2 JP 4090380B2
- Authority
- JP
- Japan
- Prior art keywords
- tablet
- conductive
- stored
- insulating plate
- storage hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/768—Detecting defective moulding conditions
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P74/00—Testing or measuring during manufacture or treatment of wafers, substrates or devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/761—Dimensions, e.g. thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/76167—Presence, absence of objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76177—Location of measurement
- B29C2945/76314—Auxiliary devices
- B29C2945/76331—Auxiliary devices raw material feeding devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76822—Phase or stage of control
- B29C2945/76829—Feeding
- B29C2945/76832—Feeding raw materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/02—Transfer moulding, i.e. transferring the required volume of moulding material by a plunger from a "shot" cavity into a mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/462—Injection of preformed charges of material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S53/00—Package making
- Y10S53/90—Capsules
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
Description
【発明の属する技術分野】
本発明は、半導体パッケージ製造装置に関し、より具体的には、パッケージモールディング装置にモールディングタブレットを供給するタブレット供給装置においてタブレットの不良供給可否を感知するタブレット感知システムに関する。
【0002】
【従来の技術】
一般に、半導体製品は、ウェーハ製造(wafer fabrication)、電気的ダイ分類(electrical die−sorting;EDS)、パッケージ組立(package assembly)、検査(test)などの工程を経て製造される。特に、パッケージ組立工程では、通常、ウェーハ切断(wafer sawing)、ダイ接着(die attaching)、ワイヤーボンディング(wire bonding)、モールディング(molding)、リード切断/折曲(lead trimming/forming)工程などを進行することになる。
【0003】
モールディング工程は、ワイヤーボンディングされた半導体チップを外部環境から保護するために、エポキシ系のモールディング樹脂で封止する工程である。モールディング樹脂は、固形のタブレット(tablet)形態でモールディング装置に供給され、高温・高圧下で溶融され、液相としてモールディング金型の内部に注入される。モールディング樹脂が注入された後、硬化すれば、所定の形状を有するパッケージ胴体が形成される。
【0004】
モールディングタブレットは、自動化されたタブレット供給装置によりモールディング装置に供給される。従来の技術によるタブレット供給装置が図1に示されている。図1を参照すれば、タブレット供給装置10は、収納部20と、整列部30と、移送部40と、供給部50とで構成される。
【0005】
収納部20は、タブレット12を収納し、排出口22を通じてタブレット12を供給する。タブレット12は、円柱形状を有する。
【0006】
整列部30は、タブレット12を直立した形態で供給できるように整列させる。排出口22から出たタブレット12は、整列部30の円錐面32上に落下する。円錐面32の端縁は、曲線移送路34aに連結している。整列部30の振動によって円錐面32の端縁に集まったタブレット12は、曲線移送路34aに沿って移動するようになる。曲線移送路34aには、形態が不良なタブレット12を一次的に選別除去するために、高さ選別機36a及び直径選別機36bが形成されている。高さ選別機36a及び直径選別機36bは、各々高さ及び直径の基準値を超過するタブレット12を選別除去する。選別機36a、36bを通過したタブレット12は、直線移送路34bに進入する。
【0007】
移送部40は、直線移送路34bに沿って供給されるタブレット12を一個ずつ把持し、供給部50に供給する。移送部40は、移送棒42と、空圧シリンダ44と、移送板46とで構成される。移送棒42には、把持溝42aが形成され、移送板46には、落下穴46aが形成されている。タブレット12が直線移送路34bから把持溝42aの中に入ると、空圧シリンダ44が落下穴46a側に移送棒42を押圧するようになる。従って、把持溝42a中のタブレット12は、落下穴46aを通じて移送板46下部の供給部50に落下する。
【0008】
供給部50の胴体51には、中空51aと、複数の収納孔51bとが形成されている。中空51aの中には、昇降板52が設けられており、昇降板52には、複数の昇降ピン53が形成され、各々収納孔51b中に挿入される。昇降板52は、モーター54によって駆動するネジ棒55の回転によって上下動する。落下穴46aを通じて供給されるタブレット12は、収納孔51b中に収納される。次いで、供給部50がモールディング装置(図示せず)に移動し、昇降板52が上昇しながら昇降ピン53が収納孔51b中のタブレット12を押し出して、モールディング装置に供給するようになる。
【0009】
前述したように、基準値を超過するタブレット12は、整列部30の選別機36a、36bにより選別除去される。しかし、基準値未満のサイズを有するタブレット12は、選別機36a、36bをそのまま通過するようになる。基準値未満のタブレット12がモールディング工程に使われる場合、パッケージ胴体の一部が形成されない不完全充填(incomplete fill)などの不良が発生する。また、モールディング後にパッケージ胴体の周辺に形成されるカール(cull)が基準値の厚さより薄く形成され、気泡(void)などが発生する。特に、ボールグリッドアレイ(ball grid array;BGA)パッケージのように、小型化された半導体パッケージであるほど、タブレット12の微細なサイズ誤差によりモールディング不良がより一層進む。
【0010】
従って、従来のタブレット供給装置10は、タブレット12をモールディング装置に供給する前に、タブレットの不良供給可否を感知するために、感知システム60を使用する。感知システム60は、図1及び図2に示されたように、移動棒62と、センサ64とで構成される。移動棒62は、上下動自在に設けられ、供給部50の収納孔51bの上側から挿入される。図2に詳細に示されているように、収納孔51bの中に良品のタブレット12が入っていれば、移動棒62は、タブレット12の高さだけ上昇するようになる。したがって、センサ64がこれを感知し、タブレット12を良品と判定する。しかし、タブレット12が入っていないか、又は、サイズが小さい場合には、移動棒62の上昇高さが基準値に達しないので、不良と判定するようになる。
【0011】
【発明が解決しようとする課題】
以上で説明した従来のタブレット感知システムは、タブレットの微細なサイズ誤差を正確に感知するのには限界がある。前述したように、半導体パッケージの小型化の傾向に応じて、タブレットの微細なサイズ誤差は、モールディング信頼性に少なからぬ影響を及ぼすので、タブレットの微細なサイズ誤差を正確に感知することは非常に重要である。また、従来のタブレット感知システムは、タブレットから発生する粉塵によってセンサが誤作動を起こすこともたびたび発生する。
【0012】
したがって、本発明の目的は、モールディングタブレット供給装置においてタブレットのサイズを精密に感知できるタブレット感知システムを提供することにある。本発明の他の目的は、誤作動の可能性を低減できるタブレット感知システムを提供することにある。
【0013】
【課題を解決するための手段】
前記目的を達成するために、本発明は、機械的接触方式を用いてモールディングタブレット供給装置の収納孔の中にタブレットが収納されているか、収納されたタブレットが基準値に適合したサイズを有するかを感知するタブレット感知システムを提供する。本発明によるタブレット感知システムは、収納孔の上側から収納孔中に挿入され、収納孔の中に収納されたタブレットの高さだけ上昇するプッシュロッドと、電気伝導性の物質からなり、プッシュロッドの上部に形成される接触部とを備える。また、本発明のタブレット感知システムは、接触部の上部に位置する絶縁板と、絶縁板を貫通して所定の間隔をもって形成され絶縁板にナットで固定された一対の円筒体と、それぞれの円筒体の中に挿入されたプランジャーと、円筒体とプランジャーとの間に介設され、プランジャーを絶縁板の下側に突出させるバネとを含む、所定の間隔をもって離隔配置された導電性組立体と、導電性組立体に電気的に連結した制御部とをさらに備える。本発明のタブレット感知システムは、収納孔の中に基準値に適合したサイズのタブレットが収納されている時、接触部が導電性組立体に機械的に接触し導電性組立体を電気的に連結させることによって、制御部がこれを感知することを特徴とする。
【0014】
本発明によるタブレット感知システムにおいて、導電性組立体は、絶縁板の下部面に所定の間隔をもって離隔配置された少なくとも2つ以上の導電性パッドである。この場合、接触部は、隣り合う導電性パッドと同時に接触できるサイズを有するのが好ましい。
【0015】
また、導電性組立体は、絶縁板を貫通して所定の間隔をもって形成された一対の円筒体と、それぞれの円筒体の中に挿入されたプランジャーと、円筒体とプランジャーとの間に介設され、プランジャーを絶縁板の下側に突出させるバネとを含むことができる。この場合、接触部は、一対のプランジャーと同時に接触できるサイズを有するのが好ましい。
【0016】
【発明の実施の形態】
以下、添付の図面を参照して本発明の好ましい実施形態を詳細に説明する。図面において、一部の構成要素は、図面の明確な理解のために、多少誇張されたり、概略的に図示されたり、または省略されたりしている。また、同じ構成要素については同じ参照符号を付した。
【0017】
図3は、本発明の一実施形態によるタブレット感知システムを概略的に示す断面図である。図3に示されているように、タブレット感知システム100は、タブレット12が供給部50の収納孔51b中に収納されているか、又は、収納されていれば、それが基準値に適合したサイズのタブレット12であるかを感知する。タブレット感知システム100は、プッシュロッド110と、絶縁板120と、導電性パッド130とを含む。
【0018】
プッシュロッド110は、上下動自在に設けられ、プッシュロッド110の下部に形成される収納孔51b中に挿入される。収納孔51bの下側から、昇降板52に形成された昇降ピン53が挿入される。プッシュロッド110は、次の実施形態で説明するように、フレームに固定された支持板に形成されることができる。プッシュロッド110の上部には、複数の導電性パッド130が形成された絶縁板120が位置する。導電性パッド130は、電気伝導性の物質からなり、絶縁板120の下部面に所定の間隔をもって離隔配置される。隣り合う導電性パッド130の間に生じる隙間の位置は、供給部胴体51に形成された収納孔51b及びそれに挿入されるプッシュロッド110に対応する。導電性パッド130のうち2つの最外側導電性パッドは、各々制御部140に電気的に連結される。
【0019】
プッシュロッド110の上部には、接触部112が形成されている。接触部112は、電気伝導性の物質からなり、プッシュロッド110が上昇した時、隣り合う一対の導電性パッド130と同時に接触できるサイズを有する。図3のAで示すように、収納孔51b中に良品のタブレット12が入っていれば、プッシュロッド110がタブレット12の高さだけ上昇し、接触部112が隣り合う導電性パッド130と同時に接触するようになる。したがって、隙間を置いて分離される、隣り合う導電性パッド130が、プッシュロッド110の接触部112によって電気的に連結される。すなわち、全ての収納孔51bの中に良品のタブレット12が収納されていれば、全ての導電性パッド130がプッシュロッド110の接触部112によって電気的に連結されるので、制御部140がこれを感知できるようになる。
【0020】
しかし、図3のBで示すように、基準値未満のタブレット12が入っている場合、又は、Cで示すように、タブレットが入っていない場合には、プッシュロッド110が導電性パッド130まで上昇できない。したがって、導電性パッド130間の電気的連結が行われなくなり、制御部140がこれを感知するようになる。制御部140は、例えば、一方の最外側導電性パッドに電気信号を送信し、他方の最外側導電性パッドからこの信号が受信されるかを感知することにより、タブレットの良否を判定する。このように、本実施形態のタブレット感知システム100は、機械的接触方式を利用するので、タブレットの微細なサイズ誤差をも感知できる。
【0021】
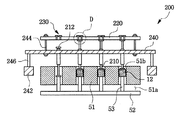
図4及び図5は、本発明の他の実施形態によるタブレット感知システムを示す斜視図及び断面図である。図示したように、本実施形態のタブレット感知システム200も、機械的接触方式を用いてタブレット12の不良供給可否を感知する。タブレット感知システム200は、プッシュロッド210と、絶縁板220と、導電性組立体230とを含む。
【0022】
プッシュロッド210は、支持板240に上下動自在に設けられる。支持板240は、締結部246によってフレーム242に固定される。プッシュロッド210は、プッシュロッド210の下部に形成される収納孔51b中に挿入される。収納孔51bの下側から、昇降板52に形成された昇降ピン53が挿入される。プッシュロッド210の上部には、複数の導電性組立体230が形成された絶縁板220が位置する。絶縁板220は、締結部244によって支持板240に固定される。
【0023】
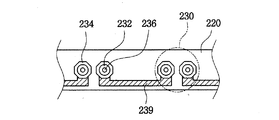
導電性組立体230は、絶縁板220に一定の間隔をもって離隔配置される。導電性組立体230の詳細な構造が図6及び図7に示されている。図6及び図7は、図5のD部分に該当する拡大断面図である。図6及び図7を参照すれば、それぞれの導電性組立体230は、一対の円筒体232と、一対のナット234と、一対のプランジャー236とで構成される。円筒体232と、ナット234と、プランジャー236は、いずれも電気伝導性の物質からなる。円筒体232は、絶縁板220を貫通して挿着され、ナット234で固定される。プランジャー236は、円筒体232中に挿入され、絶縁板220の下側から抜け出ないように鍔部に係止されている。円筒体232とプランジャー236との間には、バネ238が介設されている。したがって、図6に示したように、他の外力がない時には、プランジャー236は、バネ238の押圧力によって絶縁板220の下側に若干突出する。導電性組立体230の位置は、供給部胴体51に形成された収納孔51b及びそれに挿入されるプッシュロッド210に対応する。図示してはいないが、導電性組立体230のうち2つの最外側導電性組立体は、各々制御部に電気的に連結される。
【0024】
図4乃至図7に示されているように、プッシュロッド210の上部には、接触部212が形成されている。接触部212は、電気伝導性の物質からなり、プッシュロッド210が上昇した時、対応する導電性組立体230と接触できるサイズを有する。収納孔51bの中に良品のタブレット12が入っていれば、前述したように、プッシュロッド210がタブレット12の高さだけ上昇する。すると、図7に示されたように、接触部212が一対のプランジャー236を押し上げながら接触するようになる。それぞれの導電性組立体230において、一対のプランジャー236は、所定の間隔をもって絶縁板220に形成される。また、ナット234も、互いに離れている。したがって、図6に示されたように、導電性組立体230は、平常時には電気的に遮断された状態にある。しかし、図7に示されように、接触部212がプランジャー236に当接すれば、導電性組立体230のプランジャー236同士が接触部212を介して電気的に連結される。つまり、プランジャー236と面接触している円筒体232同士及びナット234同士も電気的に連結される。
【0025】
一方、隣り合う導電性組立体230は、別の連結部によって互いに電気的に連結される。図8は、導電性組立体230の連結部239を示す平面図である。図8及び図4を参照すれば、隣り合う導電性組立体230の対向するナット234同士は、連結部239により連結されている。円筒体232にナット234を結合する前に、絶縁板220とナット234との間に連結部239を挿着し、ナット234を締め付けることによって、容易に連結部239を形成できる。
【0026】
したがって、全ての収納孔51bの中に良品のタブレット12が収納されていれば、導電性組立体230内部の電気的連結は、プッシュロッド210の接触部212によって具現され、隣り合う導電性組立体230間の電気的連結は、連結部239によって具現されるので、制御部がこれを感知し、タブレット12の不良供給可否を判定できるようになる。
【0027】
一方、タブレット感知システム200は、タブレット12が供給部50の収納孔51bの中に収納されていないか、収納されたタブレット12が基準値に適合しない時、作業者にそのことを知らせるため信号を送る表示部(図示せず)をさらに含ませることができる。また、基準値に適合しないタブレット12を回収するための不良品回収部(図示せず)をさらに含ませることができる。すなわち、プッシュロッド210の接触部212のうちいずれか1つでも導電性組立体230と接触しない場合、制御部は、不良感知信号を作業者に伝送すると同時に、不良が発生したタブレットを不良品回収部に移送させる。
【0028】
本発明は、本発明の技術的思想から逸脱することなく、他の種々の形態で実施することができる。前述の実施形態は、あくまでも、本発明の技術内容を明らかにするものであって、そのような具体例のみに限定して狭義に解釈されるべきものではなく、本発明の精神と特許請求の範囲内で、いろいろと変更して実施することができるものである。
【0029】
【発明の効果】
以上説明したように、本発明によるタブレット感知システムは、機械的接触方式を用いてタブレットの不良供給可否と、タブレットのサイズ適合性可否を電気的に感知するので、タブレットの微細なサイズ誤差をも正確に感知でき、モールディング工程の信頼性を向上させることができる。また、タブレットから発生する粉塵などによる誤作動の可能性を顕著に低減することができるという利点がある。
【図面の簡単な説明】
【図1】従来の技術によるモールディングタブレット供給装置を概略的に示す斜視図である。
【図2】従来の技術によるタブレット感知システムを概略的に示す断面図である。
【図3】本発明の一実施例によるタブレット感知システムを概略的に示す断面図である。
【図4】本発明の他の実施例によるタブレット感知システムを示す斜視図である。
【図5】本発明の他の実施例によるタブレット感知システムを示す断面図である。
【図6】図5のD部分に該当する拡大断面図である。
【図7】図5のD部分に該当する拡大断面図である。
【図8】本発明によるタブレット感知システムの導電性組立体を示す平面図である。
【符号の説明】
12 モールディングタブレット
100、200 タブレット感知システム
50 供給部
51 供給部胴体
51a 中空
51b 収納孔
52 昇降板
53 昇降ピン
54 モーター
55 ネジ棒
110、210 プッシュロッド
112、212 接触部
120、220 絶縁板
130 導電性パッド
140 制御部
210 プッシュロッド
212 接触部
220 絶縁板
230 導電性組立体
232 円筒体
234 ナット
236 プランジャー
238 バネ
239 連結部
240 支持板
242 フレーム
244、246 締結部
Claims (4)
- モールディングタブレット供給装置の収納孔の中にタブレットが収納されているか、又は、収納されたタブレットが基準値に適合したサイズを有するかを感知するタブレット感知システムにおいて、
前記収納孔の上側から前記収納孔の中に挿入され、前記収納孔の中に収納されたタブレットの高さだけ上昇するプッシュロッドと、
電気伝導性の物質からなり、前記プッシュロッドの上部に形成される接触部と、
前記接触部の上部に位置する絶縁板と、
前記絶縁板の下部面に所定の間隔をもって離隔配置された電気伝導性の物質からなる導電性パッドと、
前記導電性パッドに電気的に連結された制御部と、
を備え、
前記接触部は、前記隣り合う導電性パッドと同時に接触できるサイズを有し、
前記収納孔の中に基準値に適合したサイズのタブレットが収納されていれば、前記接触部が隣り合う導電性パッドと機械的に接触し前記隣り合う導電性パッドを電気的に連結させることによって、前記制御部がこれを感知することを特徴とするタブレット感知システム。 - モールディングタブレット供給装置の収納孔の中にタブレットが収納されているか、又は、収納されたタブレットが基準値に適合したサイズを有するかを感知するタブレット感知システムにおいて、
前記収納孔の上側から前記収納孔の中に挿入され、前記収納孔の中に収納されたタブレットの高さだけ上昇するプッシュロッドと、
電気伝導性の物質からなり、前記プッシュロッドの上部に形成される接触部と、
前記接触部の上部に位置する絶縁板と、
前記絶縁板を貫通して所定の間隔をもって形成され前記絶縁板にナットで固定された一対の円筒体と、前記それぞれの円筒体の中に挿入されたプランジャーと、前記円筒体と前記プランジャーとの間に介設され、前記プランジャーを前記絶縁板の下側に突出させるバネとを含む、所定の間隔をもって離隔配置された導電性組立体と、
前記導電性組立体と隣り合う導電性組立体との間で隣り合うナット同士を連結する連結部と、
前記連結部に接続されていない前記導電性組立体のナットに電気的に連結された制御部と、
を備え、
前記接触部は、前記導電性組立体を構成する一対の円筒体のプランジャーと同時に接触できるサイズを有し、
前記収納孔の中に基準値に適合したサイズのタブレットが収納されていれば、前記接触部が前記一対の円筒体のプランジャーと機械的に接触し前記一対の円筒体のプランジャーを電気的に連結させることによって、前記制御部がこれを感知することを特徴とするタブレット感知システム。 - モールディングタブレット供給装置に形成された複数の収納孔の中に各々タブレットが収納されているか、又は、収納されたタブレットが基準値に適合したサイズを有するかを感知するタブレット感知システムにおいて、
各々前記収納孔の上側から前記収納孔の中に挿入され、各々前記収納孔の中に収納されたタブレットの高さだけ上昇する複数のプッシュロッドと、
前記複数のプッシュロッドの上部に位置する絶縁板と、
電気伝導性の物質からなり、前記絶縁板の下部面に所定の間隔をもって離隔配置され、互いに電気的に絶縁される複数の導電性パッドと、
電気伝導性の物質からなり、各々前記プッシュロッドの上部に形成され、各々前記隣り合う導電性パッドと同時に接触できるサイズを有する複数の接触部と、
前記複数の導電性パッドのうち2つの最外側導電性パッドに電気的に連結される制御部 と、
を備え、
前記収納孔の中に基準値に適合したサイズのタブレットが収納されていれば、前記接触部が前記隣り合う導電性パッドと同時に機械的に接触し前記隣り合う導電性パッドを電気的に連結させることによって、前記制御部がこれを感知することを特徴とするタブレット感知システム。 - モールディングタブレット供給装置に形成された複数の収納孔の中に各々タブレットが収納されているか、又は、収納されたタブレットが基準値に適合したサイズを有するかを感知するタブレット感知システムにおいて、
各々前記収納孔の上側から前記収納孔の中に挿入され、各々前記収納孔の中に収納されたタブレットの高さだけ上昇する複数のプッシュロッドと、
前記複数のプッシュロッドの上部に位置する絶縁板と、
電気伝導性の物質からなり、前記それぞれのプッシュロッドに対応して位置し、前記絶縁板を貫通して所定の間隔をもって前記絶縁板にナットで固定された一対の円筒体と、前記それぞれの円筒体の中に挿入されたプランジャーと、前記円筒体と前記プランジャーとの間に介設され、前記プランジャーを前記絶縁板の下側に突出させるバネとを含む複数の導電性組立体と、
電気伝導性の物質からなり、各々前記プッシュロッドの上部に形成され、各々前記一対のプランジャーと同時に接触できるサイズを有する複数の接触部と、
前記導電性組立体と隣り合う導電性組立体との間で隣り合うナット同士を連結する連結部と、
前記複数の導電性組立体のうち2つの最外側導電性組立体に電気的に連結される制御部と、
を備え、
前記収納孔の中に基準値に適合したサイズのタブレットが収納されていれば、前記接触部が対応する前記一対の円筒体のプランジャーと同時に機械的に接触し前記一対の円筒体のプランジャーを電気的に連結させることによって、前記制御部がこれを感知することを特徴とするタブレット感知システム。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20020018557 | 2002-04-04 | ||
| KR2002-018557 | 2002-04-04 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003332367A JP2003332367A (ja) | 2003-11-21 |
| JP4090380B2 true JP4090380B2 (ja) | 2008-05-28 |
Family
ID=29417334
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003101603A Expired - Fee Related JP4090380B2 (ja) | 2002-04-04 | 2003-04-04 | モールディングタブレット供給装置のタブレット感知システム |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US6782677B2 (ja) |
| JP (1) | JP4090380B2 (ja) |
| KR (1) | KR100492814B1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100908956B1 (ko) * | 2007-07-04 | 2009-07-22 | (주)참테크글로벌 | 휴대폰 케이스의 인서트 너트 검사 및 게이트 제거겸용장치 |
| EP3103730B1 (de) * | 2015-06-09 | 2017-05-17 | UHLMANN PAC-SYSTEME GmbH & Co. KG | Verfahren zum befüllen von verpackungsaufnahmen |
| CN106043860B (zh) * | 2016-08-02 | 2018-08-03 | 迈为医疗技术(深圳)有限公司 | 一种旋转药库自适应及自动调心的内外转盘连接结构 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07270128A (ja) * | 1994-03-31 | 1995-10-20 | Sony Corp | 樹脂タブレットの高さ検出方法 |
| JP2003174050A (ja) * | 2001-12-06 | 2003-06-20 | Sainekkusu:Kk | 樹脂封止装置 |
-
2003
- 2003-04-01 KR KR10-2003-0020541A patent/KR100492814B1/ko not_active Expired - Fee Related
- 2003-04-04 US US10/407,842 patent/US6782677B2/en not_active Expired - Lifetime
- 2003-04-04 JP JP2003101603A patent/JP4090380B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| KR100492814B1 (ko) | 2005-06-02 |
| JP2003332367A (ja) | 2003-11-21 |
| US20030213215A1 (en) | 2003-11-20 |
| US6782677B2 (en) | 2004-08-31 |
| KR20030079746A (ko) | 2003-10-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9805980B2 (en) | Method of manufacturing a semiconductor device | |
| KR100681772B1 (ko) | 반도체 시험 방법 및 반도체 시험 장치 | |
| KR20100073552A (ko) | 몰딩용 타블렛 선별 및 공급 장치 | |
| KR20170066756A (ko) | 소켓 핀 및 반도체 패키지 테스트 시스템 | |
| US5760481A (en) | Encapsulated electronic component containing a holding member | |
| JP4090380B2 (ja) | モールディングタブレット供給装置のタブレット感知システム | |
| US6720786B2 (en) | Lead formation, assembly strip test, and singulation system | |
| KR100455386B1 (ko) | 다수의 반도체 소자를 동시에 성형하는 성형 장비 | |
| KR101242441B1 (ko) | 반도체소자 몰딩시스템용 금형장치 | |
| US6776598B2 (en) | Semiconductor chip molding apparatus and method of detecting when a lead frame has been improperly positioned in the same | |
| JP3999909B2 (ja) | 樹脂封止装置及び封止方法 | |
| JPH0878452A (ja) | 樹脂封止装置 | |
| KR950000048Y1 (ko) | 오토 몰드시스템의 불완전 성형감지장치 | |
| JP4184592B2 (ja) | 導電性ボールの吸引配列方法及び吸引配列装置 | |
| GB2320965A (en) | Method for testing electronic devices attached to a leadframe | |
| KR100550048B1 (ko) | 반도체 제조공정의 테블릿 감지 시스템 | |
| JP3865640B2 (ja) | チップ部品検査装置 | |
| US6521468B1 (en) | Lead formation, assembly strip test and singulation method | |
| US12216156B2 (en) | Chip test pressing-down apparatus and formation method thereof | |
| CN118280864B (zh) | 一种半导体残次品用封装检测设备及检测工艺 | |
| JPH0310675Y2 (ja) | ||
| KR100624334B1 (ko) | 반도체 패키지 성형 공정에서의 리드 프레임 공급 불량감지 방법 | |
| JP2944638B1 (ja) | Icソケット | |
| JPH09183029A (ja) | ワーク抜取方法及びその装置 | |
| JPH0245946A (ja) | ボンディング装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041101 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070911 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20071211 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20071214 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080226 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4090380 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110307 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130307 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140307 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |