JP4093582B2 - 中空成形方法及びその装置 - Google Patents
中空成形方法及びその装置 Download PDFInfo
- Publication number
- JP4093582B2 JP4093582B2 JP2004292110A JP2004292110A JP4093582B2 JP 4093582 B2 JP4093582 B2 JP 4093582B2 JP 2004292110 A JP2004292110 A JP 2004292110A JP 2004292110 A JP2004292110 A JP 2004292110A JP 4093582 B2 JP4093582 B2 JP 4093582B2
- Authority
- JP
- Japan
- Prior art keywords
- parison
- mold
- molds
- right molds
- inner mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/26—Component parts, details or accessories; Auxiliary operations
- B29C51/266—Auxiliary operations after the thermoforming operation
- B29C51/267—Two sheets being thermoformed in separate mould parts and joined together while still in the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/04—Extrusion blow-moulding
- B29C49/0412—Means for cutting the extruded preform
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/04—Extrusion blow-moulding
- B29C49/0411—Means for defining the wall or layer thickness
- B29C49/04114—Means for defining the wall or layer thickness for keeping constant thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4273—Auxiliary operations after the blow-moulding operation not otherwise provided for
- B29C49/4278—Cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
- B29C49/50—Moulds having cutting or deflashing means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Description
請求項1の発明は、正面視で、金型4a,4bより小さい形状の内金型5を型開き状態の金型4a,4bのセンター位置及び退避位置を相対的に採れるように設け、内金型5に被せるように熱可塑性合成樹脂材料を予備成形したパリソン1を押出し可能であると共に、内金型5に被せるように押出したパリソン1を内金型5の退避開始前までに左パリソン(1a)及び右パリソン(1b)に2分割し、左金型(4a)及び右金型(4b)からなる金型(4)に第1の型閉じを与え、パリソン1を内金型5と金型4a,4bとの間に挟み、
切断したパリソン(1)の内の左パリソン(1a)を左金型(4a)に付着させ、右パリソン(1b)を右金型(4b)に付着させて左・右金型(4a,4b)を開き、内金型(5)を左・右金型(4a,4b)の間から相対的に退避させた後に、
左・右金型(4a,4b)に第2の型閉じを与え、左・右金型(4a,4b)によつて周囲を挟圧して軟化状態にある2分割したパリソン(1a,1b)を一体に溶着させ、
かつ、パリソン(1)を左・右金型(4a,4b)に接しさせることで冷却し、
中空成形品1fの形状を与えることを特徴とする中空成形方法である。
請求項2の発明は、正面視で、型開き状態の左・右金型4a,4bの間に、内金型5を相対移動させて配置させると共に押出装置のダイ・コア2からの熱可塑性合成樹脂材料を筒状に予備成形したパリソン1を型開き状態の左金型4a及び右金型4bと内金型5との間に垂下させ、内金型5の周囲に該パリソン1を配置させた状態で、
左・右金型4a,4bに第1の型閉じを与え、かつ、パリソン1を膨張させて左・右金型4a,4bの内面4cにパリソン1の少なくとも一部を密着させると共に、
内金型5の周囲に配置させる該パリソン1を内金型5の退避開始前までの間に左パリソン1a及び右パリソン1bに切断し、
切断したパリソン1の内の左パリソン1aを左金型4aに付着させ、右パリソン1bを右金型4bに付着させて左・右金型4a,4bを開き、内金型5を左・右金型4a,4bの間から相対的に退避させた後に、
左・右金型4a,4bに第2の型閉じを与え、左・右金型4a,4bによつて周囲を挟圧して軟化状態にある2分割したパリソン1a,1bを一体に溶着させ、かつ、パリソン(1)を左・右金型(4a,4b)に接しさせることで冷却し、中空成形品1fに成形することを特徴とする中空成形方法である。
請求項3の発明は、前記第1の型閉じを与えるとき、内金型5の外形面の少なくとも一部の接触部をパリソン1に押圧させて、左・右金型4a,4bの内面4cとの間で該パリソン1の肉厚調整を図ることを特徴とする請求項2の中空成形方法である。
請求項4の発明は、前記パリソン1の切断が、第1の型閉じを与える前に、押出装置のダイ・コア2からのパリソン1を切断してなされることを特徴とする請求項2又は3の中空成形方法である。
請求項5の発明は、前記内金型5の左右方向の中央部に、左・右パリソン1a,1b同士の密着を防ぐ突出部5bが形成され、第1の型閉じの際、左・右パリソン1a,1bの切断部1c付近が突出部5bの両側面に接触することを特徴とする請求項2,3又は4の中空成形方法である。
請求項6の発明は、前記内金型5の突出部5bの左右両側面にスペーサ部5dが突出形成され、左・右金型4a,4bの第1の型閉じのときにスペーサ部5dが左・右金型4a,4bの型合わせ面4dに当接し、左・右金型4a,4bの喰い切り部4e,4eと突出部5bとの間に隙間を形成することを特徴とする請求項5の中空成形方法である。
請求項7の発明は、前記内金型5の左右方向の中央部に、左・右パリソン1a,1b同士の密着を防ぐ突出部5bが形成され、パリソン1の切断が、第1の型閉じを与える際に左・右金型4a,4bの喰い切り部4e,4eが突出部5bに押し付けられてなされることを特徴とする請求項2又は3の中空成形方法である。
請求項8の発明は、前記内金型5の左右方向の中央部に、左・右パリソン1a,1b同士の密着を防ぐ突出部5bが形成され、パリソン1の切断が、第1の型閉じを与えた後に突出部5bから突出する分割刃27によつてなされることを特徴とする請求項2又は3の中空成形方法である。
請求項9の発明は、前記内金型5の接触部が、中空成形品1fのブロー比が大きくなる部分に隣接する部分にあり、中空成形品1fのブロー比が大きくなる部分の肉厚を増加させることを特徴とする請求項3の中空成形方法である。
請求項10の発明は、正面視で、内金型5に被せるように熱可塑性合成樹脂材料を予備成形したパリソン1を押出し、左・右金型4a,4bを閉じて該パリソン1を挟み込み、左・右金型4a,4bから該パリソン1を吸引し膨張させて該金型4a,4b内壁に密着させ、更に左・右金型4a,4bに2分割した該パリソン1をそれぞれ付着させたまま開き、内金型5を相対的に退避させ、再度左・右金型4a,4bを閉じて該パリソン1を密着成形し、かつ、パリソン(1)を左・右金型(4a,4b)に接しさせることで冷却し、最後に該金型4a,4bを開き該パリソン1からなる中空成形品1fを取り出す工程からなることを特徴とする中空成形方法である。
請求項11の発明は、正面視で、内金型5に被せるように熱可塑性合成樹脂材料を予備成形したパリソン1を押出し、左・右金型4a,4bを閉じて該パリソン1を挟み込み、内金型5から気体を吹込んで、該パリソン1を膨張させて該金型4a,4b内壁に密着させ、更に左・右金型4a,4bに2分割した該パリソン1をそれぞれ付着させたまま開き、内金型5を相対的に退避させ、再度左・右金型4a,4bを閉じて該パリソン1を密着成形し、かつ、パリソン(1)を左・右金型(4a,4b)に接しさせることで冷却し、最後に該金型4a,4bを開き該パリソン1からなる中空成形品1fを取り出す工程からなることを特徴とする中空成形方法である。
請求項12の発明は、前記パリソン1が、単層ないし多層をなしていることを特徴とする請求項1から11の中空成形方法である。
請求項13の発明は、正面視で、対をなす左・右金型4a,4bと、型開き状態の左・右金型4a,4bの間に相対的に挿脱自在な内金型5と、ダイ・コア2から吐出される熱可塑性合成樹脂材料を予備成形したパリソン1を内金型5の退避開始前までの間に左パリソン1a及び右パリソン1bに切断するカッター部3,4e,27とを有し、
型開き状態の左・右金型4a,4bと該左・右金型4a,4bの間に配置した内金型5との間に該パリソン1を垂下させ、
内金型5の周囲に該パリソン1を配置させた状態で、左・右金型4a,4bに第1の型閉じを与え、左・右金型4a,4bの内面4cにパリソン1の少なくとも一部を密着させた後、
左パリソン1aを左金型4aに付着させ、かつ、右パリソン1bを右金型4bに付着させて左・右金型4a,4bを開き、内金型5を左・右金型4a,4bの間から退避させた後に、左・右金型4a,4bに第2の型閉じを与え、
左・右金型4a,4bによつて周囲を挟圧して軟化状態の2分割した該パリソン1a,1bを一体に溶着させ、かつ、パリソン1を左・右金型4a,4bに接しさせることで冷却し、中空成形品1fに成形することを特徴とする中空成形装置である。
請求項14の発明は、前記第1の型閉じを与えるとき、内金型5の少なくとも一部の接触部をパリソン1に押圧させて、左・右金型4a,4bの内面4cにパリソン1の少なくとも一部を密着させ、該パリソン1の肉厚調整を図ることを特徴とする請求項13の中空成形装置である。
請求項15の発明は、前記カッター部3が、ダイ・コア2に形成されていることを特徴とする請求項13の中空成形装置である。
請求項16の発明は、前記パリソン1が、単層ないし多層をなしていることを特徴とする請求項13,14又は15の中空成形装置である。
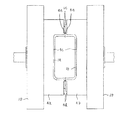
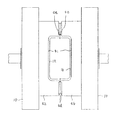
先ず、一対の左・右金型4a,4bを型開き(第1の型開き)し、シリンダ装置7を駆動して、型開き状態の左・右金型4a,4bの間のセンター位置に内金型5を挿入・位置させる。一方、押出装置のダイ・コア2からの筒状のパリソン1をカッター3に触れさせて中心軸線方向に切断し、縦割り2分割の左パリソン1a及び右パリソン1bとし、図3に示すように型開き状態の左金型4a及び右金型4bと内金型5との間の空間に2分割した該左右パリソン1a,1bを垂下させる。このとき、左パリソン1a及び右パリソン1bは、切断部1cが弾性的に開いて左・右金型4a,4bの対向する型合わせ面4dの間に位置している。
先ず、図8〜図10に示すように対をなす左・右金型4a,4bを型開き(第1の型開き)して成形機架台22を相対移動させ、左・右金型4a,4bの間に内金型5を進入させた状態にする。
1a:左パリソン
1b:右パリソン
1c,1c’:切断部
1f:中空成形品
1g:余肉
2:ダイ・コア
3:カッター(カッター部)
4a:左金型
4b:右金型
4c:キャビティ
4d:型合わせ面
4e:喰い切り部(カッター部)
5:内金型
5a,5a’:内金型本体
5b:突出部
5d:スペーサ部
7:シリンダ装置
11,12:型開閉装置
27:分割刃(カッター部)
Claims (16)
- 正面視で、金型(4a,4b)より小さい形状の内金型(5)を型開き状態の金型(4a,4b)のセンター位置及び退避位置を相対的に採れるように設け、内金型(5)に被せるように熱可塑性合成樹脂材料を予備成形したパリソン(1)を押出し可能であると共に、内金型(5)に被せるように押出したパリソン(1)を内金型(5)の退避開始前までに左パリソン(1a)及び右パリソン(1b)に2分割し、左金型(4a)及び右金型(4b)からなる金型(4)に第1の型閉じを与え、パリソン(1)を内金型(5)と金型(4a,4b )との間に挟み、
切断したパリソン(1)の内の左パリソン(1a)を左金型(4a)に付着させ、右パリソン(1b)を右金型(4b)に付着させて左・右金型(4a,4b)を開き、内金型(5)を左・右金型(4a,4b)の間から相対的に退避させた後に、
左・右金型(4a,4b)に第2の型閉じを与え、左・右金型(4a,4b)によつて周囲を挟圧して軟化状態にある2分割したパリソン(1a,1b)を一体に溶着させ、
かつ、パリソン(1)を左・右金型(4a,4b)に接しさせることで冷却し、
中空成形品(1f)の形状を与えることを特徴とする中空成形方法。 - 正面視で、型開き状態の左・右金型(4a,4b)の間に、内金型(5)を相対移動させて配置させると共に押出装置のダイ・コア(2)からの熱可塑性合成樹脂材料を筒状に予備成形したパリソン(1)を型開き状態の左金型(4a)及び右金型(4b)と内金型(5)との間に垂下させ、内金型(5)の周囲に該パリソン(1)を配置させた状態で、
左・右金型(4a,4b)に第1の型閉じを与え、かつ、パリソン(1)を膨張させて左・右金型(4a,4b)の内面(4c)にパリソン(1)の少なくとも一部を密着させると共に、
内金型(5)の周囲に配置させる該パリソン(1)を内金型(5)の退避開始前までの間に左パリソン(1a)及び右パリソン(1b)に切断し、
切断したパリソン(1)の内の左パリソン(1a)を左金型(4a)に付着させ、右パリソン(1b)を右金型(4b)に付着させて左・右金型(4a,4b)を開き、内金型(5)を左・右金型(4a,4b)の間から相対的に退避させた後に、
左・右金型(4a,4b)に第2の型閉じを与え、左・右金型(4a,4b)によつて周囲を挟圧して軟化状態にある2分割したパリソン(1a,1b)を一体に溶着させ、かつ、パリソン(1)を左・右金型(4a,4b)に接しさせることで冷却し、中空成形品(1f)に成形することを特徴とする中空成形方法。 - 前記第1の型閉じを与えるとき、内金型(5)の外形面の少なくとも一部の接触部をパリソン(1)に押圧させて、左・右金型(4a,4b)の内面(4c)との間で該パリソン(1)の肉厚調整を図ることを特徴とする請求項2の中空成形方法。
- 前記パリソン(1)の切断が、第1の型閉じを与える前に、押出装置のダイ・コア(2)からのパリソン(1)を切断してなされることを特徴とする請求項2又は3の中空成形方法。
- 前記内金型(5)の左右方向の中央部に、左・右パリソン(1a,1b)同士の密着を防ぐ突出部(5b)が形成され、第1の型閉じの際、左・右パリソン(1a,1b)の切断部(1c)付近が突出部(5b)の両側面に接触することを特徴とする請求項2,3又は4の中空成形方法。
- 前記内金型(5)の突出部(5b)の左右両側面にスペーサ部(5d)が突出形成され、左・右金型(4a,4b)の第1の型閉じのときにスペーサ部(5d)が左・右金型(4a,4b)の型合わせ面(4d)に当接し、左・右金型(4a,4b)の喰い切り部(4e,4e)と突出部(5b)との間に隙間を形成することを特徴とする請求項5の中空成形方法。
- 前記内金型(5)の左右方向の中央部に、左・右パリソン(1a,1b)同士の密着を防ぐ突出部(5b)が形成され、パリソン(1)の切断が、第1の型閉じを与える際に左・右金型(4a,4b)の喰い切り部(4e,4e)が突出部(5b)に押し付けられてなされることを特徴とする請求項2又は3の中空成形方法。
- 前記内金型(5)の左右方向の中央部に、左・右パリソン(1a,1b)同士の密着を防ぐ突出部(5b)が形成され、パリソン(1)の切断が、第1の型閉じを与えた後に突出部(5b)から突出する分割刃(27)によつてなされることを特徴とする請求項2又は3の中空成形方法。
- 前記内金型(5)の接触部が、中空成形品(1f)のブロー比が大きくなる部分に隣接する部分にあり、中空成形品(1f)のブロー比が大きくなる部分の肉厚を増加させることを特徴とする請求項3の中空成形方法。
- 正面視で、内金型(5)に被せるように熱可塑性合成樹脂材料を予備成形したパリソン(1)を押出し、左・右金型(4a,4b)を閉じて該パリソン(1)を挟み込み、左・右金型(4a,4b)から該パリソン(1)を吸引し膨張させて該金型(4a,4b)内壁(4c)に密着させ、更に左・右金型(4a,4b)に2分割した該パリソン(1)をそれぞれ付着させたまま開き、内金型(5)を相対的に退避させ、再度左・右金型(4a,4b)を閉じて該パリソン(1)を密着成形し、かつ、パリソン(1)を左・右金型(4a,4b)に接しさせることで冷却し、最後に該金型(4a,4b)を開き該パリソン(1)からなる中空成形品(1f)を取り出す工程からなることを特徴とする中空成形方法。
- 正面視で、内金型(5)に被せるように熱可塑性合成樹脂材料を予備成形したパリソン(1)を押出し、左・右金型(4a,4b)を閉じて該パリソン(1)を挟み込み、内金型(5)から気体を吹込んで、該パリソン(1)を膨張させて該金型(4a,4b)内壁(4c)に密着させ、更に左・右金型(4a,4b)に2分割した該パリソン(1)をそれぞれ付着させたまま開き、内金型(5)を相対的に退避させ、再度左・右金型(4a,4b)を閉じて該パリソン(1)を密着成形し、かつ、パリソン(1)を左・右金型(4a,4b)に接しさせることで冷却し、最後に該金型(4a,4b)を開き該パリソン(1)からなる中空成形品(1f)を取り出す工程からなることを特徴とする中空成形方法。
- 前記パリソン(1)が、単層ないし多層をなしていることを特徴とする請求項1から11の中空成形方法。
- 正面視で、対をなす左・右金型(4a,4b)と、型開き状態の左・右金型(4a,4b)の間に相対的に挿脱自在な内金型(5)と、ダイ・コア(2)から吐出される熱可塑性合成樹脂材料を予備成形したパリソン(1)を内金型(5)の退避開始前までの間に左パリソン(1a)及び右パリソン(1b)に切断するカッター部(3,4e,27)とを有し、
型開き状態の左・右金型(4a,4b)と該左・右金型(4a,4b)の間に配置した内金型(5)との間に該パリソン(1)を垂下させ、
内金型(5)の周囲に該パリソン(1)を配置させた状態で、左・右金型(4a,4b)に第1の型閉じを与え、左・右金型(4a,4b)の内面(4c)にパリソン(1)の少なくとも一部を密着させた後、
左パリソン(1a)を左金型(4a)に付着させ、かつ、右パリソン(1b)を右金型(4b)に付着させて左・右金型(4a,4b)を開き、内金型(5)を左・右金型(4a,4b)の間から退避させた後に、左・右金型(4a,4b)に第2の型閉じを与え、
左・右金型(4a,4b)によつて周囲を挟圧して軟化状態の2分割した該パリソン(1a,1b)を一体に溶着させ、かつ、パリソン(1)を左・右金型(4a,4b)に接しさせることで冷却し、中空成形品(1f)に成形することを特徴とする中空成形装置。 - 前記第1の型閉じを与えるとき、内金型(5)の少なくとも一部の接触部をパリソン(1)に押圧させて、左・右金型(4a,4b)の内面(4c)にパリソン(1)の少なくとも一部を密着させ、該パリソン(1)の肉厚調整を図ることを特徴とする請求項13の中空成形装置。
- 前記カッター部(3)が、ダイ・コア(2)に形成されていることを特徴とする請求項13の中空成形装置。
- 前記パリソン(1)が、単層ないし多層をなしていることを特徴とする請求項13,14又は15の中空成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004292110A JP4093582B2 (ja) | 2004-10-05 | 2004-10-05 | 中空成形方法及びその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004292110A JP4093582B2 (ja) | 2004-10-05 | 2004-10-05 | 中空成形方法及びその装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006103116A JP2006103116A (ja) | 2006-04-20 |
| JP4093582B2 true JP4093582B2 (ja) | 2008-06-04 |
Family
ID=36373361
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004292110A Expired - Lifetime JP4093582B2 (ja) | 2004-10-05 | 2004-10-05 | 中空成形方法及びその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4093582B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101772056B1 (ko) | 2012-02-02 | 2017-09-12 | 카우텍스 마쉬넨바우 게엠베하 | 플라스틱 성형품의 제조 방법, 및 블로 금형의 부품 |
| US9950616B2 (en) | 2010-12-03 | 2018-04-24 | Jeffrey Yager | Deployable fuel tank baffle and fuel tank system |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008030318A1 (de) | 2008-06-30 | 2009-12-31 | Ti Automotive Technology Center Gmbh | Verfahren zur Herstellung eines Kunststoffbehälters |
| EP2141000B1 (en) * | 2008-06-30 | 2014-02-26 | TI Automotive Technology Center GmbH | Method of manufacturing an article and apparatus therefore |
| BR122020003478B1 (pt) * | 2009-06-25 | 2021-04-20 | Ti Automotive Technology Center Gmbh | método e aparelho para fabricar um produto plástico compreendendo extrusão de um parison |
| US8377368B2 (en) | 2009-12-11 | 2013-02-19 | Ti Automotive Technology Center Gmbh | Component mounting arrangement |
| US8721956B2 (en) | 2010-03-03 | 2014-05-13 | Ti Automotive Technology Center Gmbh | Method of forming a fluid receptacle |
| DE102010026716B4 (de) * | 2010-07-09 | 2013-01-24 | Kautex Textron Gmbh & Co. Kg | Blasformwerkzeug sowie Verfahren zur Herstellung extrusionsblasgeformter Kunststoffartikel |
| JP5809835B2 (ja) * | 2011-04-14 | 2015-11-11 | ニチアス株式会社 | 切断装置 |
| DE102013203085A1 (de) | 2013-02-25 | 2014-08-28 | Ti Automotive Technology Center Gmbh | Blasformverfahren |
| JP5740027B2 (ja) * | 2014-04-01 | 2015-06-24 | 八千代工業株式会社 | 中空成形品の製造装置および製造方法 |
| JP6170259B2 (ja) * | 2014-12-05 | 2017-07-26 | 八千代工業株式会社 | 中空容器製造装置 |
| KR101816789B1 (ko) * | 2016-11-29 | 2018-01-15 | (주)동희산업 | 차량용 플라스틱 연료탱크의 성형장치 |
-
2004
- 2004-10-05 JP JP2004292110A patent/JP4093582B2/ja not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9950616B2 (en) | 2010-12-03 | 2018-04-24 | Jeffrey Yager | Deployable fuel tank baffle and fuel tank system |
| KR101772056B1 (ko) | 2012-02-02 | 2017-09-12 | 카우텍스 마쉬넨바우 게엠베하 | 플라스틱 성형품의 제조 방법, 및 블로 금형의 부품 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006103116A (ja) | 2006-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4093582B2 (ja) | 中空成形方法及びその装置 | |
| JP5667179B2 (ja) | 容器の製造方法 | |
| CA2802079C (en) | Method for producing a plastics article and blow mold for carrying out the method | |
| JPH06292929A (ja) | 管状フレーム部材を成形し且つ液圧穴抜き加工する装置及び方法 | |
| JP2009539642A (ja) | 押出ノズルギャップの連続調整を伴う押出ブロー成形による熱可塑性材料製中空体の製造法 | |
| JP4696334B2 (ja) | ハイドロフォーム方法 | |
| US20180147771A1 (en) | Apparatus for forming plastic fuel tank for vehicle | |
| JP5345906B2 (ja) | 熱可塑性樹脂製単壁構造体の成形方法 | |
| TW201136804A (en) | Manufacturing method of hollow blow molding box and mold structure thereof | |
| JP7198994B2 (ja) | 成形体の製造方法 | |
| JP6970530B2 (ja) | 型締機、それを備えた中空成形機、及び中空成形品の製造方法 | |
| JP3082493B2 (ja) | ブロー成形方法 | |
| JP3861072B2 (ja) | ピストン用半製品の製造方法 | |
| JP3315045B2 (ja) | 同時充填中空成形機による成形品の製造方法及び金型 | |
| JP6657551B2 (ja) | 樹脂成形体の製造方法 | |
| WO2020153436A1 (ja) | ダイリップ開閉装置及び成形体の製造方法 | |
| CN218535590U (zh) | 两片式夹持吹塑模具 | |
| JP2002172684A (ja) | 中空成形品の不要部分型内切断方法 | |
| JP7194323B2 (ja) | 成形体の製造方法 | |
| JPH11309773A (ja) | ブロー成形用金型およびその成形方法 | |
| CN112743624B (zh) | 一种中空体夹边孔成型辅助机构及成型方法 | |
| JP5440093B2 (ja) | 成形方法 | |
| JP7303974B2 (ja) | 成形体の製造方法 | |
| US20110316204A1 (en) | Side blow molding apparatus and method | |
| JP3202778B2 (ja) | 樹脂成形品のブロー成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080219 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20080303 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080303 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110314 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4093582 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110314 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120314 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130314 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140314 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |